JP2017160501A - 銅−モリブデン複合材料の長尺材 - Google Patents
銅−モリブデン複合材料の長尺材 Download PDFInfo
- Publication number
- JP2017160501A JP2017160501A JP2016047226A JP2016047226A JP2017160501A JP 2017160501 A JP2017160501 A JP 2017160501A JP 2016047226 A JP2016047226 A JP 2016047226A JP 2016047226 A JP2016047226 A JP 2016047226A JP 2017160501 A JP2017160501 A JP 2017160501A
- Authority
- JP
- Japan
- Prior art keywords
- copper
- molybdenum
- molybdenum composite
- thickness
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Powder Metallurgy (AREA)
Abstract
【課題】厚みが薄く、かつ長尺の銅−モリブデン複合材料の長尺材を提供することを目的とする。
【解決手段】銅−モリブデン複合材料の長尺材は、厚みが0.1mm以下、長さが3m以上である、銅−モリブデン複合材料の長尺材である。
【選択図】なし
【解決手段】銅−モリブデン複合材料の長尺材は、厚みが0.1mm以下、長さが3m以上である、銅−モリブデン複合材料の長尺材である。
【選択図】なし
Description
本発明は、銅−モリブデン複合材料の長尺材に関する。
従来、銅−モリブデン複合材料は、たとえば特開2002−121639号公報(特許文献1)および特許第4615312号公報(特許文献2)に開示されている。
特許文献1では、段落番号0051において、圧延加工により幅20mm、厚み1.5mm、長さがほぼ300mmの銅−モリブデン複合材のフープ状素材が開示されている。
特許文献2では、段落番号0079において、矩形の素材を熱間圧延(温度150から300℃、加工率30から90%)することにより、銅−モリブデン複合材料の圧延フープが得られたことが開示されている。
しかしながら、従来の技術では、銅−モリブデン複合材料の厚みを0.1mm以下で長さを3m以上にすることはできなかった。
そこで、この発明は上記の課題を解決するためになされたものであり、厚みが薄く、かつ長尺の銅−モリブデン複合材料の長尺材を提供することを目的とするものである。
本発明の一態様に係る銅−モリブデン複合材料の長尺材は、厚みが0.1mm以下、長さが3m以上である、銅−モリブデン複合材料の長尺材である。
上記によれば、厚みが薄く、かつ、長尺の銅−モリブデン複合材料の長尺材を提供することができる。
[本発明の実施形態の説明]
最初に本発明の実施態様を列記して説明する。
最初に本発明の実施態様を列記して説明する。
1.全体構成
本発明の一態様に係る銅−モリブデン複合材料の長尺材の厚みは0.1mm以下、長さは3m以上である。
本発明の一態様に係る銅−モリブデン複合材料の長尺材の厚みは0.1mm以下、長さは3m以上である。
銅−モリブデン複合材料の長尺材の厚さは0.1mm以下である。より好ましくは、08mm以下である。この範囲とすることにより、銅−モリブデン複合材料のリードフレーム、熱膨張係数が異なる物体間に介挿する極めて薄い熱応力緩衝材、または極めて薄いヒートスプレッダ等を、連続プレス打ち抜き加工により、上記の銅−モリブデン複合材料の長尺材から容易に安価に製造できる。銅−モリブデン複合材料の長尺材の厚さは0.02mm以上が好ましい。厚さが0.02mm未満であれば、銅−モリブデン複合材料の長尺材の強度が不足するおそれがある。
なお、「おそれがある」とは、僅かながらそのようになる可能性があることを示し、高い確率でそのようになることを意味するものではない。
長尺材の厚さの測定方法は、以下の通りである。長尺材の長手方向の両端部及び略中央部のそれぞれの部分において、長尺材の幅方向の中央部の厚さを、長手方向に5cm間隔で10箇所測定する。具体的には、一方端部の領域Aで10箇所測定し、略中央部の領域Bで10箇所測定し、他方端部の領域Cで10箇所測定して、これらを合計する。合計30箇所の測定値の平均値を長尺材の厚さとする。但し、長尺材の長手方向の両最端部から長手方向に30cm未満の範囲は測定の対象外とした。上記長尺材の長手方向の両端部(領域Aおよび領域C)における測定は、両最端部から長手方向に30cmの地点から開始した。
銅−モリブデン複合材料の長尺材の厚さのバラツキは、長尺材の厚さの20%以内が好ましい。より好ましくは10%以内である。
本発明における厚さのバラツキとは、上記30箇所の各測定値をTn(n=1−30)、上記30箇所の測定値の平均値をTave((T1+T2+…+T30)/30)としたときの、|Tn−Tave|の最大値をいう。
銅−モリブデン複合材料の長尺材の長さは、3m以上である。好ましくは、10m以上である。また、5000m以下が好ましい。長さを3m以上とすることにより、リール等に巻き取ってフープ材として使用できる。連続プレス打ち抜き加工をすることができる。3m以上であれば、いくら長くてもよいが、フープ材としての実使用の観点からは、5000m以下が好ましい。
銅−モリブデン複合材料の長尺材の幅は、用途により適宜決めることができる。通常は、4mm以上で100mm以下である。
2.組成
銅−モリブデン複合材料の長尺材の銅の組成は、銅:14体積%(13質量%)以上67体積%(64質量%)以下が好ましい。銅の範囲がこれを超えると、熱膨張係数の大きい銅の量が増加することにより、銅−モリブデン複合体においても線膨張係数が大きくなる。その場合、線膨張係数を小さくする必要がある用途では、所望する特性が得られなくなるおそれがある。これ未満であると、熱伝導率の高い銅の量が減少する。その結果、銅−モリブデン合金複合体の熱伝導率が低下するおそれがある。ヒートシンクなどの高熱伝導率が要求される用途では、所望の特性が得られなくなるおそれがある。
銅−モリブデン複合材料の長尺材の銅の組成は、銅:14体積%(13質量%)以上67体積%(64質量%)以下が好ましい。銅の範囲がこれを超えると、熱膨張係数の大きい銅の量が増加することにより、銅−モリブデン複合体においても線膨張係数が大きくなる。その場合、線膨張係数を小さくする必要がある用途では、所望する特性が得られなくなるおそれがある。これ未満であると、熱伝導率の高い銅の量が減少する。その結果、銅−モリブデン合金複合体の熱伝導率が低下するおそれがある。ヒートシンクなどの高熱伝導率が要求される用途では、所望の特性が得られなくなるおそれがある。
本発明の銅−モリブデン複合材料の長尺材において、その銅の一部又は全部が銀(Ag)に置き換えられてもよい。しかし、コストの観点から、Agの含有量は、0質量%以上5質量%以下が好ましい。
また、本発明の銅−モリブデン複合材料の長尺材にモリブデン、銅、銀以外の元素が1質量%以下含まれていてもよい。
モリブデン、銅、銀以外の元素としては、酸素(O)、炭素(C)、鉄(Fe)、ニッケル(Ni)、クロム(Cr)、マグネシウム(Mg)、カリウム(K)、カルシウム(Ca)、タングステン(W)、シリコン(Si)、アルミニウム(Al)、鉛(Pb)、錫(Sn)、マンガン(Mn)等が挙げられる。
銅−モリブデン複合材料の長尺材の熱膨張係数は、上記組成によりほぼ決まるものであるが、熱膨張係数は、7.0ppm/℃以上13.2ppm/℃以下が好ましい。
この範囲とすることにより、銅−モリブデン複合材料の長尺材から形成したリードフレーム等をセラミックス等の低熱膨張の半導体装置用部材に取り付ける場合、または、当該リードフレーム等に半導体素子を搭載するような場合に、熱膨張差による熱応力を緩和できる。その結果、半導体装置の信頼性を向上することができる。
銅−モリブデン複合材料の長尺材の表面には、メッキ等の表面被覆層が形成されていても良い。表面被覆層としては、ニッケル(Ni)、ニッケル−リン(Ni−P)、ニッケル−ホウ素(Ni−B)、銅(Cu)、銀(Ag)、金(Au)、ルテニウム(Ru)、ロジウム(Rh)およびこれらの積層であってもよい。
3.銅−モリブデン複合材料の長尺材の製造方法
以下に、銅−モリブデン複合材料の長尺材の製造方法の一例を示す。なお、銅−モリブデン複合材料の長尺材の製造方法は以下に記載のものに限られない。
以下に、銅−モリブデン複合材料の長尺材の製造方法の一例を示す。なお、銅−モリブデン複合材料の長尺材の製造方法は以下に記載のものに限られない。
(1)銅−モリブデン複合材料のインゴット(銅−モリブデン板)の製造
まず、原料から銅−モリブデン複合材料を製造する。
まず、原料から銅−モリブデン複合材料を製造する。
(1−1)モリブデン多孔体製造工程
原料として、モリブデン粉末を用いる。この粉末を、プレス機を用いて、成形する。この成形体を、焼成炉を用いて、水素雰囲気中で焼成し、モリブデン多孔体を得る。
原料として、モリブデン粉末を用いる。この粉末を、プレス機を用いて、成形する。この成形体を、焼成炉を用いて、水素雰囲気中で焼成し、モリブデン多孔体を得る。
モリブデン粉末のFSSS(Fisher Sub Sieve Sizer)粒径は、1μm以上、10μm以下が好ましい。
粒径が10μmを超えると、焼結時の粒成長によりモリブデン粉末がさらに粗大化し、熱伝導率の位置的ばらつきが大きくなるおそれがある。粒径が1μm未満であっても良いが、モリブデン粉末が高価になるためコスト高となる。
成形密度は、3g/cm3以上、9g/cm3以下が好ましい。この範囲を外れると、焼成後のモリブデン多孔体(スケルトン)の密度を下記範囲にすることができなくなるおそれがある。
焼成雰囲気は、水素雰囲気の他に、アルゴン等の不活性ガス雰囲気中でも良い。焼成温度は、1200℃以上1400℃以下が、焼成時間は0.5時間以上20時間以下が、好ましい。焼成温度および焼成時間が1400℃および20時間のいずれか一方を超えると、焼結が進行し過ぎ、一部に独立空孔(クローズドポアまたはボイド)が生じるおそれがある。焼成温度および焼成時間が1200℃および0.5時間のいずれか一方未満であると、モリブデン粒子間の結合力が弱くなり、モリブデン多孔体が強固なスケルトンを形成できなくなるおそれがある。その場合、強固なモリブデンスケルトンが有する、熱膨張係数を低減するという効果が発揮できなくなるおそれがある。
モリブデン多孔体(スケルトン)の密度は、1.0g/cm3以上7.0g/cm3以下が、好ましい。空隙率は14体積%以上67体積%以下が、好ましい。密度がこの範囲を外れると、銅溶浸(次工程)後の銅−モリブデン複合体の銅組成を下記範囲にすることができなくなる。
なお、上記成形密度、焼成温度を適宜調整することにより、空隙率が14体積%以上67体積%以下のモリブデン多孔体を得ることができ、その後銅溶浸工程を経て、下記組成の銅−モリブデン複合体を得ることができる。
(1−2)銅溶浸工程
得られたモリブデン多孔体に、銅板を配し、焼成炉を用いて、水素雰囲気中、加熱して、モリブデン多孔体の空隙に銅を溶浸させる。その後、余剰な銅を除去して、銅−モリブデン複合体のインゴットを作製する。
得られたモリブデン多孔体に、銅板を配し、焼成炉を用いて、水素雰囲気中、加熱して、モリブデン多孔体の空隙に銅を溶浸させる。その後、余剰な銅を除去して、銅−モリブデン複合体のインゴットを作製する。
溶浸時の雰囲気は、水素雰囲気の他、アルゴン等の不活性ガス雰囲気中でも良い。
溶浸温度は、1200℃以上1400℃以下が好ましい。溶浸時間は、0.5時間以上20時間以下が好ましい。1400℃および20時間の少なくとも一方を超えると、溶浸工程時にも、進行するモリブデンの焼結が過度になり、所望の銅含有量が得られないおそれがある。1200℃および0.5時間の少なくとも一方未満であると、モリブデンの空隙に銅が十分に充填されず、ボイドが発生することにより、銅−モリブデン複合体の熱伝導率が低下するおそれがある。
溶浸温度は、1200℃以上1400℃以下が好ましい。溶浸時間は、0.5時間以上20時間以下が好ましい。1400℃および20時間の少なくとも一方を超えると、溶浸工程時にも、進行するモリブデンの焼結が過度になり、所望の銅含有量が得られないおそれがある。1200℃および0.5時間の少なくとも一方未満であると、モリブデンの空隙に銅が十分に充填されず、ボイドが発生することにより、銅−モリブデン複合体の熱伝導率が低下するおそれがある。
銅−モリブデン複合体の銅の組成は、上記した銅−モリブデン複合材料の長尺材・フープ材の組成の好ましい範囲と同じである。
上記(1−1),および(1−2)による銅−モリブデン複合体のインゴットの製造方法は、あらかじめ基材の形状に形成した低熱膨張粒子(モリブデン)からなる焼結体(多孔質体、スケルトン)に溶融させた高熱伝導金属(銅)を含浸させる方法(いわゆる溶浸法)であるが、銅−モリブデン複合体のインゴットの製造方法は、この製造方法に限らず、高熱伝導金属(銅)の粉末と低熱膨張粒子(モリブデン)とを混合し、型押ししたのち焼結させる方法、基材の形状に対応した型内に低熱膨張粒子を充填したのち、当該型内に、溶融させた高熱伝導金属を含浸する方法、等の種々の方法によって作製されるものが使用可能である。
(2)銅−モリブデン複合材料の長尺材の作製
上記の工程で製造された銅−モリブデン複合材料のインゴットを、圧延で長尺材にする。
上記の工程で製造された銅−モリブデン複合材料のインゴットを、圧延で長尺材にする。
(2−1)温間圧延工程
この銅−モリブデン複合体インゴットを、2段圧延機を用いて、大気中で温間圧延した後、所定寸法になるように切断し、ベルト炉を用いて水素雰囲気中で焼鈍を行う。温間圧延時の雰囲気は、大気雰囲気の他に、アルゴン等の不活性ガス雰囲気中でもよい。温間圧延時のインゴットの温度は、100℃以上190℃以下が好ましい。これを超えると、銅−モリブデン中のモリブデンが酸化し始める為、表層の銅−モリブデンの結合に不具合を発生し、表層剥がれや、それが伝播してワレ、クラックの原因になるおそれがある。
この銅−モリブデン複合体インゴットを、2段圧延機を用いて、大気中で温間圧延した後、所定寸法になるように切断し、ベルト炉を用いて水素雰囲気中で焼鈍を行う。温間圧延時の雰囲気は、大気雰囲気の他に、アルゴン等の不活性ガス雰囲気中でもよい。温間圧延時のインゴットの温度は、100℃以上190℃以下が好ましい。これを超えると、銅−モリブデン中のモリブデンが酸化し始める為、表層の銅−モリブデンの結合に不具合を発生し、表層剥がれや、それが伝播してワレ、クラックの原因になるおそれがある。
これ未満であると、銅−モリブデン材を十分に軟化することができず、圧延時にワレ、クラックが発生するおそれがある。
温間圧延工程での圧下率は、70%以上90%以下が好ましい。これを超えると、圧延による加工硬化による割れ、クラックが発生するおそれがある。これ未満であると、温間圧延程において厚さを十分薄くできていないおそれがある。その結果、以降の工程でさらに薄く圧延する際に、所望の厚さまで圧延できない、または、割れ、クラックが発生する等の支障をきたすおそれがある。
温間圧延後の銅−モリブデン複合体の厚さは、2mm以上3mm以下が好ましい。3mmを超えると、温間圧延工程において厚さを十分薄くできていないため、以降の工程でさらに薄く圧延する際に、所望の厚さまで圧延できない、または、割れ、クラックが発生する等の支障をきたすおそれがある。2mm未満であると、温間圧延程において、割れ、クラックの発生するおそれがある。焼鈍の雰囲気は、水素雰囲気の他に、アルゴン等の不活性ガス雰囲気中でもよい。
焼鈍の温度・時間は、700℃以上900℃以下が好ましく、0.3時間以上20時間以下が好ましい。焼鈍温度および時間が900℃および20時間のいずれか一方を超えると、軟化しすぎハンドリングが困難になるおそれがある。焼鈍温度および時間が700℃および0.3時間のいずれか未満であると、十分に圧延時の歪が除去できず、以降の工程でさらに薄く圧延する際に、割れ、クラックが発生するおそれがある。
(2−2)冷間圧延工程
温間圧延後の銅−モリブデン複合体を、4段圧延機を用いて、大気中で冷間圧延する。その後、所定の寸法になるように切断し、連続炉を用いて水素雰囲気中で焼鈍を行う。
温間圧延後の銅−モリブデン複合体を、4段圧延機を用いて、大気中で冷間圧延する。その後、所定の寸法になるように切断し、連続炉を用いて水素雰囲気中で焼鈍を行う。
なお、冷間圧延とは、室温(10℃〜30℃)で圧延を行うことをいう。
これと同じ冷間圧延工程を、銅−モリブデン複合体の厚さが、0.12mmになるまで繰り返す。
これと同じ冷間圧延工程を、銅−モリブデン複合体の厚さが、0.12mmになるまで繰り返す。
1回の冷間圧延の圧下率は、3%以上7%以下が好ましい。この冷間圧延を所定の厚みになるまで繰り返す。圧下率が7%を超えると、必要以上の負荷が材料にかかり割れ、クラックが発生するおそれがある。圧下率が3%未満であると、厚さ方向に均一な圧延ができず、表面だけが圧延されることにより歪みが生じて圧延後の銅−モリブデン複合体が変形するおそれがある。
焼鈍の雰囲気は、水素雰囲気の他に、アルゴン等の不活性ガス雰囲気中でもよい。
焼鈍の温度・時間は、700℃以上900℃以下が好ましく、0.1時間以上20時間以下が好ましい。900℃および20時間の少なくとも一方を超えると、軟化しすぎハンドリングが困難になるおそれがある。700℃および0.1時間の少なくとも一方未満であると、十分に圧延時の歪が除去できず次の圧延時に割れ、クラックが発生するおそれがある。
焼鈍の温度・時間は、700℃以上900℃以下が好ましく、0.1時間以上20時間以下が好ましい。900℃および20時間の少なくとも一方を超えると、軟化しすぎハンドリングが困難になるおそれがある。700℃および0.1時間の少なくとも一方未満であると、十分に圧延時の歪が除去できず次の圧延時に割れ、クラックが発生するおそれがある。
(2−3)最終冷間圧延工程
この厚さが0.12mmとなった冷間圧延後の銅−モリブデン複合体を、連続炉を用いて、Arと水素の混合雰囲気中で銅の溶融温度に近い温度で焼鈍を行った後に、厚さ0.1mm以下となるまで、4段圧延機を用いて、大気中で冷間圧延する。その後、所定の寸法になるように切断する。
この厚さが0.12mmとなった冷間圧延後の銅−モリブデン複合体を、連続炉を用いて、Arと水素の混合雰囲気中で銅の溶融温度に近い温度で焼鈍を行った後に、厚さ0.1mm以下となるまで、4段圧延機を用いて、大気中で冷間圧延する。その後、所定の寸法になるように切断する。
これにより、銅−モリブデン複合体の長尺材を得ることができる。
また、この長尺材をリールに巻き取ることにより、フープ材を作製することができる。
また、この長尺材をリールに巻き取ることにより、フープ材を作製することができる。
このように銅の溶融温度に近い温度で焼鈍してから冷間圧延することにより、銅−モリブデン複合体の厚さを0.lmm以下とすることができる。
最終冷間圧延前の焼鈍の雰囲気は、上記雰囲気の他に、水素雰囲気又は、アルゴン等の不活性ガス雰囲気中でもよい。
焼鈍の温度・時間は、1010℃以上1080℃以下が好ましく、0.1時間以上2時間以下が好ましい。焼鈍温度および時間が1080℃および2時間のいずれか一方を超えると、銅が溶出し始め、銅とモリブデンが分離してしまうおそれがある。焼鈍温度および時間が1010℃および0.1時間のいずれか一方未満であると、十分に圧延時の歪が除去できず圧延時に割れ、クラックが発生するおそれがある。また、所望の厚さである0.1mm以下にならないおそれがある。このように銅の溶融温度に近い温度で焼鈍してから冷間圧延することにより、銅−モリブデン複合体の厚さを0.lmm以下とすることができる。
最終冷間圧延の圧下率は、1回当たり3%以上7%以下が好ましい。これを所定の厚みになるまで繰り返す。圧下率が7%を超えると、必要以上の負荷が材料にかかり、割れ、クラックが発生するおそれがある。圧下率が3%未満であると、所望の厚さ0.1mm以下にならないおそれがある。またコストが増大する。
最終冷間圧延工程後に、必要に応じて、適当な条件での焼鈍を行っても良い。行わなくても良い。例えば、水素ガスやアルゴン等の不活性ガス雰囲気中で、700℃以上900℃以下、0.1時間以上2時間以下の焼鈍を行っても良い。
4.実施例
以下、本発明を実施例に基づいて説明する。
以下、本発明を実施例に基づいて説明する。
実施例1(試料番号1)
(1)銅−モリブデン複合材料のインゴット(銅−モリブデン板)の製造
(1−1)モリブデン多孔体製造工程
原料として、フィッシャー法によるFSSS粒径が4μmであるモリブデン粉末を用いた。この粉末を、プレス機を用いて、成形圧力100MPaで、200mm×200mm×15mmの形状に成形した。成形後の成形体の、成形密度は5g/cm3であった。この成形体を、焼成炉を用いて、水素雰囲気中、1200℃でl時間で焼成し、モリブデン多孔体を得た。焼成後のモリブデン多孔体の密度は7g/cm3であり、空隙率は33体積%であった。
(1)銅−モリブデン複合材料のインゴット(銅−モリブデン板)の製造
(1−1)モリブデン多孔体製造工程
原料として、フィッシャー法によるFSSS粒径が4μmであるモリブデン粉末を用いた。この粉末を、プレス機を用いて、成形圧力100MPaで、200mm×200mm×15mmの形状に成形した。成形後の成形体の、成形密度は5g/cm3であった。この成形体を、焼成炉を用いて、水素雰囲気中、1200℃でl時間で焼成し、モリブデン多孔体を得た。焼成後のモリブデン多孔体の密度は7g/cm3であり、空隙率は33体積%であった。
(1−2)銅溶浸工程
得られたモリブデン多孔体に、純度99.9%(又は無酸素銅)の銅板を配し、焼成炉を用いて、水素雰囲気中、温度1200℃で1時間加熱して、モリブデン多孔体の空隙に銅を溶浸した。その後、余剰な銅を除去して、180mm×180mm×14mmの形状の銅−モリブデン複合体(銅33体積%(30質量%))のインゴットを作製した。
得られたモリブデン多孔体に、純度99.9%(又は無酸素銅)の銅板を配し、焼成炉を用いて、水素雰囲気中、温度1200℃で1時間加熱して、モリブデン多孔体の空隙に銅を溶浸した。その後、余剰な銅を除去して、180mm×180mm×14mmの形状の銅−モリブデン複合体(銅33体積%(30質量%))のインゴットを作製した。
(2)銅−モリブデン複合材料の長尺材の作製
(2−1)温間圧延工程
この銅−モリブデン複合体インゴットを、インゴットの温度160℃で、厚さ2.0mmとなるまで、2段圧延機を用いて、大気中で温間圧延した後、長さ1000mm×幅160mmに切断し、ベルト炉を用いて水素雰囲気中で800℃、0.3時間の焼鈍を行った。
(2−1)温間圧延工程
この銅−モリブデン複合体インゴットを、インゴットの温度160℃で、厚さ2.0mmとなるまで、2段圧延機を用いて、大気中で温間圧延した後、長さ1000mm×幅160mmに切断し、ベルト炉を用いて水素雰囲気中で800℃、0.3時間の焼鈍を行った。
(2−2)冷間圧延工程
この温間圧延後の銅−モリブデン複合体を、4段圧延機を用いて、大気中で冷間圧延し、長さ16m×幅150mmに切断し、連続炉を用いて水素雰囲気中で850℃、0.1時間の焼鈍を行った。これと同じ冷間圧延工程を、銅−モリブデン複合体の厚さが、0.12mmになるまで繰り返した。
この温間圧延後の銅−モリブデン複合体を、4段圧延機を用いて、大気中で冷間圧延し、長さ16m×幅150mmに切断し、連続炉を用いて水素雰囲気中で850℃、0.1時間の焼鈍を行った。これと同じ冷間圧延工程を、銅−モリブデン複合体の厚さが、0.12mmになるまで繰り返した。
(2−3)最終冷間圧延工程
この厚さが0.12mmとなった冷間圧延後の銅−モリブデン複合体を、連続炉を用いて、10体積%のArと90体積%の水素の混合雰囲気中で1050℃、0.25時間の焼鈍を行った後に、厚さ0.05mmとなるまで、4段圧延機を用いて、大気中で冷間圧延し、長さ26m×幅140mmに切断した。
この厚さが0.12mmとなった冷間圧延後の銅−モリブデン複合体を、連続炉を用いて、10体積%のArと90体積%の水素の混合雰囲気中で1050℃、0.25時間の焼鈍を行った後に、厚さ0.05mmとなるまで、4段圧延機を用いて、大気中で冷間圧延し、長さ26m×幅140mmに切断した。
これにより、長さ26m×幅140mm×厚さ0.05mmの銅−モリブデン複合体の長尺材を得た。
この長尺材の厚さバラツキは、長尺材の厚さの7%であった。
また、この長尺材をリールに巻き取ることにより、フープ材を作製した。
また、この長尺材をリールに巻き取ることにより、フープ材を作製した。
このように銅の溶融温度に近い温度で焼鈍してから冷間圧延することにより、銅−モリブデン複合体の厚さを0.lmm以下とすることができた。
次に試料番号2−22の長尺材を作成した。
試料番号2−22の長尺材の組成、厚さ等の物性およびその製造方法を、試料番号1とともに表1に示す。
試料番号2−22の長尺材の組成、厚さ等の物性およびその製造方法を、試料番号1とともに表1に示す。
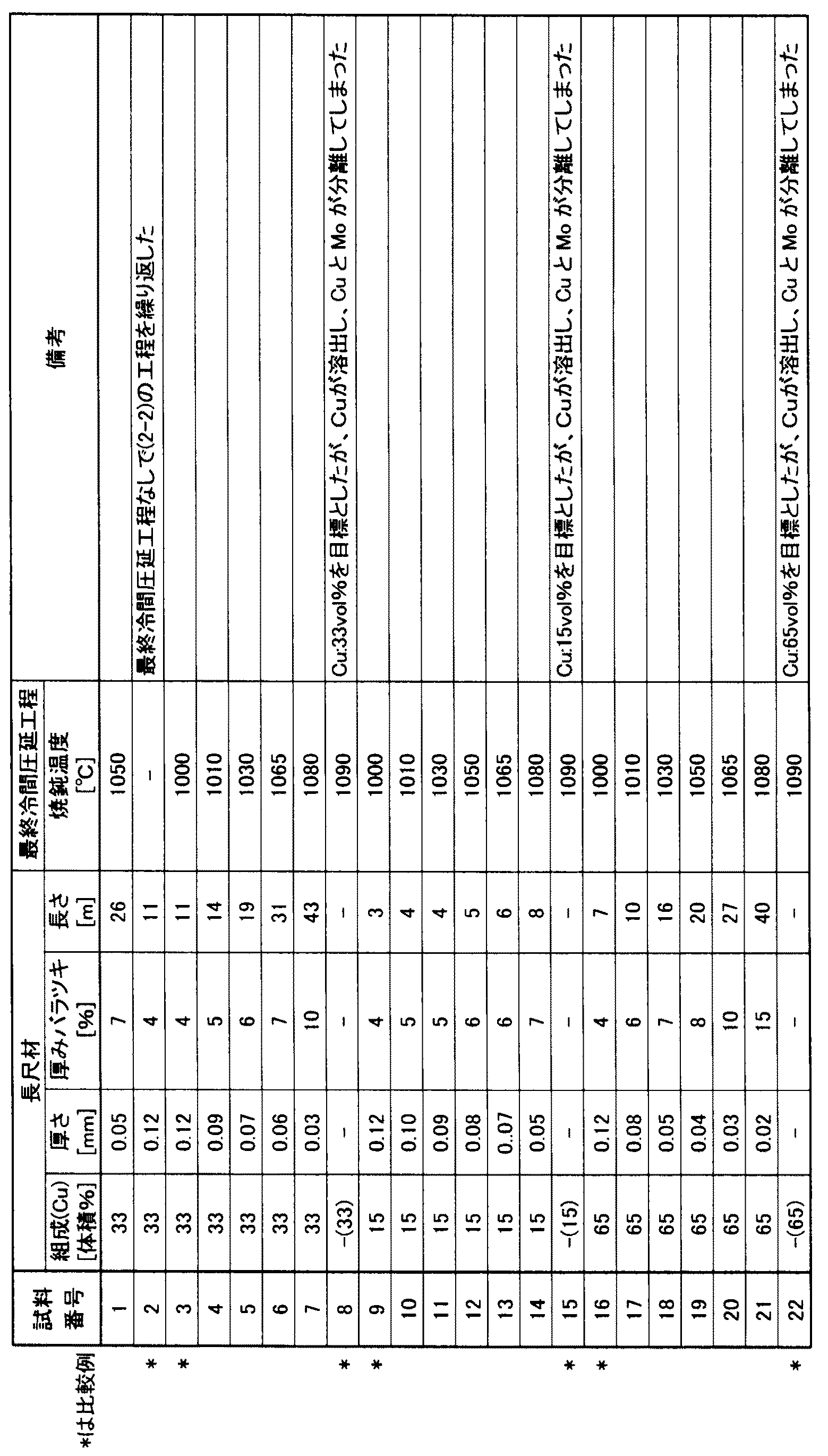
試料番号2〜22の長尺材は、原則として試料番号1の製造方法に基づいて製造した。
ただし、試料番号2では(2−3)の最終冷間圧延工程を実施せず、(2−2)の冷間圧延工程を厚さの変化がなくなるまで繰返した。しかし、銅−モリブデン複合体の厚みは0.1mm以下にならなかった。
ただし、試料番号2では(2−3)の最終冷間圧延工程を実施せず、(2−2)の冷間圧延工程を厚さの変化がなくなるまで繰返した。しかし、銅−モリブデン複合体の厚みは0.1mm以下にならなかった。
試料番号3〜8では、銅−モリブデン複合体の銅組成を33体積%とし、(2−3)の最終冷間圧延工程の焼鈍温度を変化させた。
試料番号9〜15では、銅−モリブデン複合体の銅組成を15体積%とし、(2−3)の最終冷間圧延工程の焼鈍温度を変化させた。
試料番号16〜22では、銅−モリブデン複合体の銅組成を65体積%とし、(2−3)の最終冷間圧延工程の焼鈍温度を変化させた。
試料番号2では、最終冷間圧延工程を実施しなかったので、(2−2)の冷間圧延工程を繰り返しても、銅−モリブデン複合材料の厚みが0.12mmよりも薄くならなかった。
試料番号3,9,16では、最終冷間圧延工程の焼鈍において温度が1000℃であったため温度が低く、厚みが0.12mmよりも薄くならなかった。
試料番号8,15,22では、最終冷間圧延工程の焼鈍において温度が1090℃であったため温度が高く、銅が溶出して銅とモリブデンが分離した。
試料番号1,4−7,10−14,17−21では、最終冷間圧延時に適切な焼鈍が行なわれたため、厚みが0.10mm以下の長尺材を得ることができた。
今回開示された実施の形態および実施例はすべての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は上記した実施の形態ではなく特許請求の範囲によって示され、特許請求の範囲と均等の意味、および範囲内でのすべての変更が含まれることが意図される。
この発明は、たとえば、銅−モリブデン複合材料の長尺材から構成されるリードフレーム、熱応力緩衝材、またはヒートスプレッダの分野において用いることができる。
Claims (7)
- 厚みが0.1mm以下、長さが3m以上である、銅−モリブデン複合材料の長尺材。
- 1つの前記長尺材内での厚みのバラツキは20%以下である、請求項1に記載の銅−モリブデン複合材料の長尺材。
- 銅を14体積%以上67体積含む、請求項1または請求項2に記載の銅−モリブデン複合材料の長尺材。
- 前記銅の一部分が銀で置き換えられており、前記銀の含有量は5質量%以下である、請求項3に記載の銅−モリブデン複合材料の長尺材。
- 熱膨張係数が7.0ppm/℃以上13.2ppm/℃以下である、請求項1から請求項4のいずれか1項に記載の銅−モリブデン複合材料の長尺材。
- 表面に被覆層が形成されており、その被覆層は、ニッケル、ニッケル−リン、ニッケル−ホウ素、銅、銀、金、ルテニウム、およびロジウムからなる群より選ばれた少なくとも一種を含む、請求項1から請求項5のいずれか1項に記載の銅−モリブデン複合材料の長尺材。
- 厚みが0.02mm以上である、請求項1から請求項6のいずれか1項に記載の銅−モリブデン複合材料の長尺材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016047226A JP2017160501A (ja) | 2016-03-10 | 2016-03-10 | 銅−モリブデン複合材料の長尺材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016047226A JP2017160501A (ja) | 2016-03-10 | 2016-03-10 | 銅−モリブデン複合材料の長尺材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017160501A true JP2017160501A (ja) | 2017-09-14 |
Family
ID=59857736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016047226A Pending JP2017160501A (ja) | 2016-03-10 | 2016-03-10 | 銅−モリブデン複合材料の長尺材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017160501A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020198432A (ja) * | 2019-06-03 | 2020-12-10 | 三菱電機株式会社 | プリント配線板装置およびその製造方法 |
| CN118358222A (zh) * | 2024-04-24 | 2024-07-19 | 湖南方恒新材料技术股份有限公司 | 一种铜/钼/铜层状复合板及其制备方法 |
| WO2025206004A1 (ja) * | 2024-03-29 | 2025-10-02 | 株式会社アライドマテリアル | 銅モリブデン複合体、放熱板、半導体装置、銅モリブデン複合体の製造方法、および放熱板の製造方法 |
-
2016
- 2016-03-10 JP JP2016047226A patent/JP2017160501A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020198432A (ja) * | 2019-06-03 | 2020-12-10 | 三菱電機株式会社 | プリント配線板装置およびその製造方法 |
| JP7558683B2 (ja) | 2019-06-03 | 2024-10-01 | 三菱電機株式会社 | プリント配線板装置およびその製造方法 |
| WO2025206004A1 (ja) * | 2024-03-29 | 2025-10-02 | 株式会社アライドマテリアル | 銅モリブデン複合体、放熱板、半導体装置、銅モリブデン複合体の製造方法、および放熱板の製造方法 |
| CN118358222A (zh) * | 2024-04-24 | 2024-07-19 | 湖南方恒新材料技术股份有限公司 | 一种铜/钼/铜层状复合板及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20190042676A (ko) | 방열판 및 그 제조 방법 | |
| JP2012507623A (ja) | 電気接点用半完成品の製造方法、及び、電気接点用半完成品、及び、電気接点部材 | |
| JP2005330583A (ja) | Cu−Cr合金及びCu−Cr合金の製造方法 | |
| JPH06244330A (ja) | 電子回路装置で使用される熱管理複合材料とその製造方法 | |
| JP2017160501A (ja) | 銅−モリブデン複合材料の長尺材 | |
| US9779854B2 (en) | Method for producing a semifinished product for electrical contacts and contact piece | |
| JP5265867B2 (ja) | 高密度の半製品又は構成要素を製造する方法 | |
| EP1371740B1 (en) | Heat-resistant and creep-resistant aluminum alloy and billet thereof, and method for their production | |
| US4594217A (en) | Direct powder rolling of dispersion strengthened metals or metal alloys | |
| KR101231936B1 (ko) | 큐브 재결정 집합조직을 갖는 니켈-기초 반제품 및 그 제조와 용도 | |
| JP2006207007A (ja) | タングステン合金の製造方法とそのタングステン合金 | |
| JP2008523252A (ja) | 立方体集合組織を有するニッケルベースの半製品及びその製造方法 | |
| JPS5855502A (ja) | 金属クロム板の製造法 | |
| TWI856957B (zh) | 生產金屬基質複合帶產品之方法 | |
| TW201510244A (zh) | 鉑銠氧化物系合金材料之製備方法 | |
| JP6981846B2 (ja) | 放熱板及びその製造方法 | |
| JPS59157202A (ja) | Al合金機械部品の製造法 | |
| JP4276426B2 (ja) | 耐酸化性を有するタングステン合金材料およびその製造方法 | |
| JP3691399B2 (ja) | アルミニウム合金粉末熱間加工材の製造方法 | |
| JP2009149966A (ja) | Cr−Cu合金板の製造方法 | |
| JP2009149967A (ja) | Cr−Cu合金板およびそれを用いた電子機器用放熱板と電子機器用放熱部品 | |
| DE102018205893B3 (de) | Werkstoff bestehend aus einem dreidimensionalen Gerüst, das mit SiC oder SiC und Si3N4 gebildet ist und einer Edelmetalllegierung, in der Silicium enthalten ist, sowie ein Verfahren zu seiner Herstellung | |
| JP3611402B2 (ja) | 半導体基板用放熱材及びその製造方法 | |
| CN121696402A (zh) | 一种银基钎焊用带材的挤压成型方法 | |
| JP2820566B2 (ja) | 半導体パッケージ用放熱部材の製造方法 |