JP2017162136A - データ収集ユニット - Google Patents
データ収集ユニット Download PDFInfo
- Publication number
- JP2017162136A JP2017162136A JP2016045222A JP2016045222A JP2017162136A JP 2017162136 A JP2017162136 A JP 2017162136A JP 2016045222 A JP2016045222 A JP 2016045222A JP 2016045222 A JP2016045222 A JP 2016045222A JP 2017162136 A JP2017162136 A JP 2017162136A
- Authority
- JP
- Japan
- Prior art keywords
- data
- unit
- input
- digital
- digital data
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Programmable Controllers (AREA)
Abstract
Description
コンピュータシステムは、工場内に敷設されたLANを介して各加工機からのデータを受け取り蓄え、これらのデータを生産情報として用いている。
本発明の一形態に係るデータ収集ユニットは、前記データ記憶部が、取り外し自在なメモリ媒体に前記データ管理部により編集されたデータを記憶する。
これにより、ネットワーク接続のないスタントアローンタイプの加工機のコントロールユニットや検出器、測定器からデータ収集が可能となる。
これにより、接続の際の作業がより簡単になる。
<データ収集ユニットの構成>
図1は本発明の一実施形態に係るデータ収集ユニットの構成を示す図である。
A/D変換部30は、第3の入力端子13より入力されたアナログ信号を第3のディジタルデータに変換する。
<生産情報収集システムの構成>
図3はこのデータ収集ユニット1を用いた生産情報収集システムの全体を示す図である。
以上のようにして、コンピュータシステム6は蓄積したデータをデータベース9に送る。
<データベースによる処理>
例えば工場外に設置されたデータベース9は、例えば日本国内や海外に設置された上記のコンピュータシステム6からのデータを処理する。
このデータベース9によるデータの処理方法の典型例を説明する。
データベース9は、タブレットなどの情報処理装置からの要求に応じて、このように蓄積したデータを図4に示したように生産情報として出力するものである。
<まとめ>
本発明は、以上説明した実施形態に限定されず、その技術思想の範囲内で他の種々の実施形態を実現することができる。
例えば、成形・鋳造・鍛造・プレス・自動機等の加工ラインや関連機器、測定器等の品質管理に関する種々の設備に本発明を適用して実施することができる。
また、上記の実施形態ではコンピュータシステムが工場内に設置されていたが、コンピュータシステムが工場外の例えば遠隔地に設置されていても良い。
2 加工機
3 コントロールユニット
4 検出器
5 測定器
10 入力部
11 第1の入力端子
12 第2の入力端子
13 第3の入力端子
20 データ形式変換部
30 アナログ/ディジタル(A/D)変換部
40 データ管理部
50 データ記憶部
60 データ通信部
Claims (4)
- 加工機を制御するコントロールユニットから出力されたロギングデータ、前記加工機に設置された検出器から出力された第1のディジタルデータ及び前記加工機に設置された測定器から出力されたアナログ信号を入力する入力部と、
前記入力部より入力されたロギングデータを所定のデータ形式の第2のディジタルデータに変換するデータ形式変換部と、
前記入力部より入力されたアナログ信号を第3のディジタルデータに変換するアナログ/ディジタル変換部と、
前記入力部より入力された第1のディジタルデータ、前記データ形式変換部により変換された第2のディジタルデータ及び前記アナログ/ディジタル変換部により変換された第3のディジタルデータを予め設定されたルールにより編集するデータ管理部と、
前記データ管理部により編集されたデータを記憶するデータ記憶部と、
前記データ記憶部により記憶されたデータを外部に送信するデータ通信部と
を具備するデータ収集ユニット。 - 請求項1に記載のデータ収集ユニットであって、
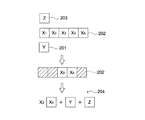
前記データ管理部は、予め設定されたルールにより、所定のタイミングで、前記入力部より入力された第1のディジタルデータ、前記データ形式変換部により変換された第2のディジタルデータ及び前記アナログ/ディジタル変換部により変換された第3のディジタルデータを採って、前記第2のディジタルデータのうち所定のデータを削除し、前記所定のデータが削除された第2のディジタルデータを前記第1及び第3のディジタルデータと統合する
データ収集ユニット。 - 請求項1又は2に記載のデータ収集ユニットであって、
前記データ記憶部は、取り外し自在なメモリ媒体に前記データ管理部により編集されたデータを記憶する
データ収集ユニット。 - 請求項1から3のうちいずれか1項に記載のデータ収集ユニットであって、
前記入力部は、前記ロギングデータを入力する第1の入力端子、前記第1のディジタルデータを入力する第2の入力端子及び前記アナログ信号を入力する第3の入力端子を有する
データ収集ユニット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016045222A JP6866545B2 (ja) | 2016-03-09 | 2016-03-09 | データ収集方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016045222A JP6866545B2 (ja) | 2016-03-09 | 2016-03-09 | データ収集方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017162136A true JP2017162136A (ja) | 2017-09-14 |
| JP6866545B2 JP6866545B2 (ja) | 2021-04-28 |
Family
ID=59857801
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016045222A Active JP6866545B2 (ja) | 2016-03-09 | 2016-03-09 | データ収集方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6866545B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7276412B1 (ja) | 2021-12-07 | 2023-05-18 | 栗田工業株式会社 | 水処理情報システム |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03294995A (ja) * | 1990-04-12 | 1991-12-26 | Toshiba Corp | トレンドデータ伝送表示装置 |
| JPH0822344A (ja) * | 1994-07-08 | 1996-01-23 | Rohm Co Ltd | データ収集装置 |
| JPH10161738A (ja) * | 1996-12-02 | 1998-06-19 | Toshiba Corp | データ収集装置 |
| JP2000276222A (ja) * | 1999-03-29 | 2000-10-06 | Omron Corp | ロギング装置 |
| JP2003059807A (ja) * | 2001-08-20 | 2003-02-28 | Nikon Corp | 露光方法及び露光装置、並びにデバイス製造方法 |
| JP2004234436A (ja) * | 2003-01-31 | 2004-08-19 | Keyence Corp | データ収集装置、データ収集システムおよびデータ収集プログラム |
| JP2005309703A (ja) * | 2004-04-21 | 2005-11-04 | Yokogawa Electric Corp | 電子機器システム |
| JP2007058855A (ja) * | 2005-08-11 | 2007-03-08 | Fisher Rosemount Syst Inc | プロセス制御システムに関連するプロセス制御ログ情報にアクセスするための方法及びシステム |
| JP2008227029A (ja) * | 2007-03-12 | 2008-09-25 | Hitachi Kokusai Electric Inc | 基板処理装置 |
-
2016
- 2016-03-09 JP JP2016045222A patent/JP6866545B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03294995A (ja) * | 1990-04-12 | 1991-12-26 | Toshiba Corp | トレンドデータ伝送表示装置 |
| JPH0822344A (ja) * | 1994-07-08 | 1996-01-23 | Rohm Co Ltd | データ収集装置 |
| JPH10161738A (ja) * | 1996-12-02 | 1998-06-19 | Toshiba Corp | データ収集装置 |
| JP2000276222A (ja) * | 1999-03-29 | 2000-10-06 | Omron Corp | ロギング装置 |
| JP2003059807A (ja) * | 2001-08-20 | 2003-02-28 | Nikon Corp | 露光方法及び露光装置、並びにデバイス製造方法 |
| JP2004234436A (ja) * | 2003-01-31 | 2004-08-19 | Keyence Corp | データ収集装置、データ収集システムおよびデータ収集プログラム |
| JP2005309703A (ja) * | 2004-04-21 | 2005-11-04 | Yokogawa Electric Corp | 電子機器システム |
| JP2007058855A (ja) * | 2005-08-11 | 2007-03-08 | Fisher Rosemount Syst Inc | プロセス制御システムに関連するプロセス制御ログ情報にアクセスするための方法及びシステム |
| JP2008227029A (ja) * | 2007-03-12 | 2008-09-25 | Hitachi Kokusai Electric Inc | 基板処理装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7276412B1 (ja) | 2021-12-07 | 2023-05-18 | 栗田工業株式会社 | 水処理情報システム |
| JP2023084184A (ja) * | 2021-12-07 | 2023-06-19 | 栗田工業株式会社 | 水処理情報システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6866545B2 (ja) | 2021-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107390636B (zh) | 一种数控设备运行监测方法和维护方法及系统 | |
| CN104699036B (zh) | 现场设备管理装置、设备信息显示方法、计算机可读存储介质 | |
| US10838381B2 (en) | Setting system, setting device, setting method, and setting program | |
| KR101444205B1 (ko) | 사출 성형기의 금형정보 추출 시스템 | |
| CN107533324B (zh) | 生产信息收集系统 | |
| CN1802613B (zh) | 用于确定工业过程中干扰原因的方法和装置 | |
| DE102017116996B4 (de) | Inbetriebnahme und Konfiguration von mit Anlagen assoziierter Steuerelektronik | |
| JP2017162136A (ja) | データ収集ユニット | |
| KR101370979B1 (ko) | 수처리 시설의 로직 에디터형 계장계측 제어 장치 및 방법 | |
| JP2016157313A (ja) | 鉄鋼プラントの傾向監視装置 | |
| JP7310352B2 (ja) | 品質管理システム | |
| JP2020057089A (ja) | 情報処理装置、情報処理方法、およびプログラム | |
| CN110865613B (zh) | 对设备进行校准和调整的装置及其方法、和记录介质 | |
| CN112567353A (zh) | 地址识别方法、装置、系统、存储介质、处理器、终端 | |
| JP2020057091A (ja) | 情報処理装置、情報処理方法、プログラム、およびデータ構造 | |
| JP3480713B2 (ja) | 砂性状を含む造型関連情報監視システム | |
| CN100573076C (zh) | 一种横梁式抽油机负荷传感器标定系统及其标定方法 | |
| CN118168597A (zh) | 基于智慧园区安全管理的温度数据和环境数据获取方法 | |
| WO2020166432A1 (ja) | 制御装置、制御プログラムおよび制御システム | |
| JP2020057090A (ja) | データ構造 | |
| EP2672349B1 (de) | Vorrichtung und Verfahren zum Analysieren von Industriemaschinen | |
| CN106773894A (zh) | 一种数字化spc高精密位移传感多路器及其在线校正和数据传输方法 | |
| Behrens et al. | A Versatile IoT-Approach to Process Data Acquisition | |
| KR20210156896A (ko) | 스마트팩토리를 위한 근로자 주도 서비스 시스템 | |
| JP2015130131A (ja) | データ作成装置および方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200811 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201006 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210302 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210303 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6866545 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |