JP2017166592A - すべり軸受及びその製造方法 - Google Patents
すべり軸受及びその製造方法 Download PDFInfo
- Publication number
- JP2017166592A JP2017166592A JP2016052780A JP2016052780A JP2017166592A JP 2017166592 A JP2017166592 A JP 2017166592A JP 2016052780 A JP2016052780 A JP 2016052780A JP 2016052780 A JP2016052780 A JP 2016052780A JP 2017166592 A JP2017166592 A JP 2017166592A
- Authority
- JP
- Japan
- Prior art keywords
- bearing
- tapered
- diameter cylindrical
- core pin
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Sliding-Contact Bearings (AREA)
- Forging (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
Abstract
【課題】テーパ状の軸受面を有するすべり軸受において、軸受面の寸法精度を高めると共に、製造コストを低減する。【解決手段】内周面に設けられたテーパ面1a’と、テーパ面1a’の小径端から内周面の軸方向一方側の端部まで延びる小径円筒面1b’とを有する軸受素材1’を形成する。そして、軸受素材1’の内周にコアピン12を挿入し、コアピン12の外周面に設けたテーパ面12a及び小径円筒面12bをそれぞれ軸受素材1’のテーパ面1a’及び小径円筒面1b’に嵌合させた状態で、軸受素材1’の軸方向一方側に配したパンチ13の内周面とコアピン12の小径円筒面12bとを摺動させながら、パンチ13で軸受素材1a’の軸方向一方側の端面1e’を相対的に押し込むことにより、軸受素材1’のテーパ面1a’をコアピン12のテーパ面12aに押し付けてテーパ状の軸受面1aを成形する。【選択図】図3
Description
本発明は、内周面にテーパ状の軸受面を有するすべり軸受及びその製造方法に関する。
すべり軸受は、内周に挿入された軸を支持するものである。一般的なすべり軸受は、円筒状を成し、その内周面に設けられた軸受面で軸の外周面をラジアル方向に支持する。この場合、軸をスラスト方向に支持するための別途の機構(例えばピボット軸受等)が必要となる。
そこで、内周面にテーパ状の軸受面を有するすべり軸受が用いられることがある(例えば特許文献1参照)。図6に、このようなすべり軸受の一構成例を示す。すべり軸受101のテーパ状の軸受面101aと、内周に挿入された軸102のテーパ状の外周面102aとの間にテーパ状の軸受隙間が形成され、この軸受隙間の流体膜に生じる動圧作用によりラジアル荷重及びスラスト荷重の双方を支持することができる。この場合、スラスト荷重を支持するための別途の機構(ピボット軸受等)を省略できるため、流体動圧軸受装置の構造を簡略化することができる。
また、上記のすべり軸受101は、テーパ状の外周面を有する成形型をすべり軸受101の内周に押し込んで軸受面101aを成形することができるため、円筒面状の軸受面と比べて軸受面101aの成形が容易化される。また、この成形型のテーパ状の外周面に、動圧溝を成形するための凸部を設けておけば、成形型で軸受面101aを成形すると同時に、凸部を押し付けて軸受面101aに動圧溝101bを成形することができるため、円筒面状の軸受面と比べて動圧溝101bの成形が容易化される。
図6に示すすべり軸受101の軸受面101aの成形は、例えば図7に示す金型を用いて行うことができる。具体的には、まず、円筒状の軸受素材101’を形成する。軸受素材101’は、すべり軸受101と略同一形状を成し、内周面101a’は動圧溝の無い滑らかなテーパ面とされる。この軸受素材101’をダイ201の内周に配すると共に、軸受素材101’の内周にコアピン202を挿入する。コアピン202の外周面にはテーパ面202aが設けられ、このテーパ面202aに、動圧溝101bに対応した形状の凸部202bが設けられる。
この状態で、一対のパンチ203,204で軸受素材101’を軸方向両側から圧縮すると共に、コアピン202を小径側(図中右側)に押し込む(図7の矢印参照)。これにより、軸受素材101’の外周面101b’がダイ201の内周面201aに押し付けられると共に、軸受素材101’の内周面101a’がコアピン202のテーパ面202aに押し付けられ、軸受素材101’が所定の寸法に成形される。これと同時に、軸受素材101’の内周面101a’がコアピン202の凸部202bに押し付けられ、これにより軸受素材101’の内周面101a’に動圧溝101bが成形される。
上記の成形方法では、コアピン202に対するパンチ203,204の軸方向位置がずれると、すべり軸受101の小径端の内径φA及び大径端の内径φBや、軸受面101aの端部に対する動圧溝101bの軸方向位置(例えば、軸受面101aの大径端から動圧溝101bまでの軸方向距離L)が変化してしまう。製品ごとにパンチ203,204の軸方向位置を完全に一致させることは現実的には不可能であるため、上記のように軸受面101aの寸法がバラつくことは避けられない。従って、すべり軸受101の軸受面101aの寸法精度の向上は容易ではなく、その管理も困難である。
また、上記のように、テーパ状の内周面101a’を有する軸受素材101’をパンチ203,204で軸方向に圧縮することで、軸受素材101’の軸方向両端にバリB1,B2が発生する。詳しくは、大径側(図中左側)のパンチ204で軸受素材101’の端面101c’を押し込むことで、図8に拡大して示すように、パンチ204とコアピン202のテーパ面202aとの間に半径方向の隙間G1が形成される。この隙間G1に、軸受素材101’の材料が入り込むことで、バリB1が生じる。一方、小径側(図中右側)のパンチ203で軸受素材101’の端面101d’を押し込む場合、パンチ203とコアピン202との干渉を回避するために、パンチ203とコアピン202のテーパ面202aとの間に半径方向の隙間G2を設ける必要がある(図7参照)。この隙間G2に軸受素材101’の材料が入り込むことで、バリB2が生じる。このため、軸受素材101’に軸受面101aを成形した後、軸方向両端に生じたバリB1,B2を除去する処理(機械加工等)が必要となり、コスト高を招く。
以上の事情に鑑み、本発明が解決すべき課題は、テーパ状の軸受面を有するすべり軸受において、軸受面の寸法精度を高めると共に、製造コストを低減することにある。
前記課題を解決するために、本発明は、内周面に設けられたテーパ面と、該テーパ面の小径端から内周面の軸方向一方側の端部まで延びる小径円筒面とを有する軸受素材を形成する工程と、前記軸受素材の内周にコアピンを挿入し、前記コアピンの外周面に設けたテーパ面及び小径円筒面をそれぞれ前記軸受素材のテーパ面及び小径円筒面に嵌合させた状態で、前記軸受素材の軸方向一方側に配したパンチの内周面を前記コアピンの小径円筒面と摺動させながら、前記パンチで前記軸受素材の軸方向一方側の端面を相対的に押し込むことにより、前記軸受素材のテーパ面を前記コアピンのテーパ面に押し付けてテーパ状の軸受面を成形する工程とを有するすべり軸受の製造方法を提供する。
このように、本発明では、軸受面を成形する際に、パンチとコアピンの小径円筒面とを摺動させながら、パンチで軸受素材の軸方向一方側(テーパ状軸受面の小径側)の端面を相対的に押し込む。これにより、パンチとコアピンとの間に隙間が形成されないため、すべり軸受の内周面の小径側の端部におけるバリの発生を防止することができる。また、コアピンに対するパンチの軸方向位置が多少ずれた場合でも、小径円筒面の軸方向寸法が変わるだけであって、すべり軸受の小径円筒面の内径(すなわち、軸受面の小径端の内径)は常にコアピンの小径円筒面と同径となるため、軸受面の小径端の内径のバラつきが回避できると共に、小径端の内径の寸法管理が容易化される。
上記の製造方法において、さらに、軸受素材の内周面に、テーパ面の大径端から内周面の軸方向他方側の端部まで延びる大径円筒面を設けると共に、コアピンの外周面に大径円筒面を設けてもよい。この場合、前記コアピンの外周面に設けたテーパ面、小径円筒面、及び大径円筒面を、それぞれ前記軸受素材のテーパ面、小径円筒面、及び大径円筒面に嵌合させた状態で、前記軸受素材の軸方向一方側に配した前記パンチの内周面と前記コアピンの小径円筒面とを摺動させながら、前記パンチで前記軸受素材の軸方向一方側の端面を相対的に押し込むと共に、前記軸受素材の軸方向他方側に配した他のパンチの内周面と前記コアピンの大径円筒面とを摺動させながら、前記他のパンチで前記軸受素材の軸方向他方側の端面を相対的に押し込んで、両パンチで前記軸受素材を軸方向両側から圧縮することにより、前記軸受素材のテーパ面を前記コアピンのテーパ面に押し付けて前記軸受面を成形することができる。
このように、他のパンチとコアピンの大径円筒面とを摺動させながら、他のパンチで軸受素材の軸方向他方側(テーパ状軸受面の大径側)の端面を相対的に押し込むことにより、他のパンチとコアピンとの間に隙間は形成されないため、すべり軸受の内周面の大径側の端部におけるバリの発生も防止することができる。また、コアピンと他のパンチとの相対位置が多少ずれた場合でも、大径円筒面の軸方向寸法が変わるだけであって、大径円筒面の内径(すなわち、軸受面の大径端の内径)は常にコアピンの大径円筒面と同径となるため、軸受面の大径端の内径のバラつきが回避できると共に、大径端の内径の寸法管理が容易化される。
上記の製造方法は、両パンチで前記軸受素材を軸方向両側から圧縮すると同時に、前記コアピンを軸方向一方側に移動させて、前記コアピンのテーパ面を前記軸受素材のテーパ面に押し付けることが好ましい。これにより、軸受素材のテーパ面にコアピンのテーパ面がさらに強く押し付けられるため、軸受面をより一層高精度に成形することができる。
上記の製造方法において、コアピンのテーパ面に成形部を設け、該成形部に前記軸受素材の内周面のテーパ面を押し付けることにより、前記軸受素材の内周面に動圧溝を成形するようにしてもよい。軸受面に動圧溝が設けられたすべり軸受は、一般に、軸との間に形成される軸受隙間が、動圧溝を有さない場合と比べて小さく設定されるため、本発明を適用して軸受面の寸法精度を高めることが好ましい。
内周面に設けられたテーパ状の軸受面と、前記軸受面の小径端から内周面の軸方向一方側の端部まで延びる小径円筒面とを有するすべり軸受は、上記の方法により製造することができるため、低コストに製造することができると共に、高精度な軸受面が得られる。
上記のすべり軸受を焼結金属で形成すれば、材料を塑性流動させやすくなるため、軸受面を成形しやすくなる。
以上のように、本発明によれば、すべり軸受のテーパ状の軸受面の内径のバラつきが回避され、軸受面の寸法精度が高められる。また、すべり軸受の軸方向両端におけるバリの発生を防止することができるため、後処理が不要となって製造コストの低減を図ることができる。
図1に、本発明の一実施形態に係るすべり軸受1を示す。このすべり軸受1と内周に挿入された軸2とで、流体動圧軸受装置が構成される。
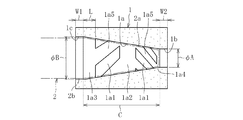
すべり軸受1は、略円筒状を成し、軸方向両端に開口した内孔を有する。すべり軸受1は、内周面に、軸方向一方側へ向けて漸次縮径したテーパ状の軸受面1aと、軸受面1aの軸方向一方側(小径側)に設けられた小径円筒面1bと、軸受面1aの軸方向他方側(大径側)に設けられた大径円筒面1cとを有する。軸2の外周面には、軸方向一方側へ向けて漸次縮径した滑らかなテーパ面2aと、テーパ面2aの軸方向他方側(大径側)に設けられた円筒面2bとが設けられる。すべり軸受1の軸受面1aと軸2のテーパ面2aとが半径方向(詳しくは、軸受面1a及びテーパ面2aの法線方向)で対向し、すべり軸受1の大径円筒面1cと軸2の円筒面2bとが半径方向で対向している。図示例では、軸2の先端(テーパ面2aの小径端)がすべり軸受1の軸受面1aの小径端と略同じ軸方向位置に配されている。
すべり軸受1の軸受面1aには、動圧溝が設けられる。図示例では、ヘリングボーン形状に配列された動圧溝1a1が設けられる。動圧溝1a1の形成領域の軸方向略中央部及び軸方向両側には、それぞれテーパ面からなる環状領域1a2,1a3,1a4が設けられる。図示例では、環状領域1a2,1a3,1a4と、動圧溝1a1の周方向間に設けられた丘部1a5とが、同一テーパ面上に連続して設けられている。軸受面1aは、動圧溝1a1、環状領域1a2,1a3,1a4、及び丘部1a5を含め、全域が金型で成形された面である。
尚、軸受面1aにおいて、環状領域1a2,1a3,1a4の何れかあるいは全てを省略してもよい。また、軸受面1aに、スパイラル形状等の他の形状の動圧溝を設けてもよい。また、すべり軸受1の軸受面1aを滑らかなテーパ面とし、軸2の外周面のテーパ面2aに動圧溝を設けてもよい。あるいは、すべり軸受1の軸受面1a及び軸2のテーパ面2aの双方を滑らかなテーパ面とし、真円軸受を構成してもよい。この場合、軸2の相対的な振れ回りにより、軸受隙間の流体膜に動圧作用が発生する。
すべり軸受1の小径円筒面1bは凹凸の無い滑らかな円筒面であり、軸受面1aの小径端から内周面の軸方向一方側の端部まで延びている。すべり軸受1の大径円筒面1cは凹凸の無い滑らかな円筒面であり、軸受面1aの大径端から内周面の軸方向他方側の端部まで延びている。小径円筒面1b及び大径円筒面1cは、何れも金型で成形された面である。
すべり軸受1の軸受面1aと軸2のテーパ面2aとの間には、潤滑流体として例えば潤滑油が満たされる。軸2がすべり軸受1に対して相対回転すると、軸受隙間の油膜に動圧作用が生じ、これにより軸2がすべり軸受1に対して非接触支持される。本実施形態では、軸2の相対回転に伴って、すべり軸受1の軸受面1aに設けられたヘリングボーン形状の動圧溝1a1に沿って潤滑油が軸方向中央側に集められ、これにより油膜の動圧作用がより一層高められる。尚、潤滑流体は油に限らず、グリースや磁性流体等を用いてもよい。
すべり軸受1の大径円筒面1cと軸2の円筒面2bとの間の隙間は、例えば、温度変化に伴う油の体積変化を吸収するバッファとして機能させることができる。この場合、油面は、常に、すべり軸受1の大径円筒面1cと軸2の円筒面2bとの間の隙間内に配される。この他、すべり軸受1の大径円筒面1cと軸2の円筒面2bとの間の隙間の幅を、すべり軸受1の軸受面1aと軸2のテーパ面2aとの間の軸受隙間と同程度に設定して、大径円筒面1cを軸受面として機能させてもよい。
次に、上記のすべり軸受1の製造方法を説明する。
まず、図2に示す軸受素材1’を形成する。この軸受素材1’は、図1に示すすべり軸受1と略同一形状を成し、内周面に、テーパ面1a’、小径円筒面1b’、及び大径円筒面1c’を有する。テーパ面1a’、小径円筒面1b’、及び大径円筒面1c’には、動圧溝等の凹部は設けられていない。
軸受素材1’は、金属(溶製材や焼結金属等)あるいは樹脂で形成される。本実施形態の軸受素材1’は、焼結金属で形成され、例えば銅を主成分とする銅系の焼結金属、鉄を主成分とする鉄系の焼結金属、あるいは銅及び鉄を主成分とする銅鉄系の焼結金属で形成される。
具体的に、軸受素材1’は以下の手順で製造される。まず、各種粉末を混合して原料粉末を作製する。例えば、銅系金属粉末、鉄系金属粉末等の主成分金属粉と、錫粉、亜鉛粉、リン合金粉等の低融点金属粉と、黒鉛粉等の固体潤滑剤粉とを混合して、原料粉末が作製される。原料粉末には、必要に応じて各種成形潤滑剤(例えば、離型性向上のための潤滑剤)を添加しても良い。また、特に必要が無ければ、低融点金属粉や固体潤滑剤粉を省略してもよい。上記の原料粉末を圧縮成形して圧粉体を成形し、この圧粉体を所定の焼結温度で焼結することで、焼結金属からなる軸受素材1’が得られる。
こうして得られた軸受素材1’を、図3に示す金型により所定の寸法に成形する(サイジング工程)。本実施形態では、このサイジング工程で、内周面1a’を所定寸法に成形して軸受面1aを形成すると同時に、該軸受面1aに動圧溝1a1を成形する。金型は、ダイ11と、コアピン12と、一対のパンチ13,14とを有する。コアピン12の外周面には、テーパ面12aと、テーパ面12aの小径端から軸方向一方側(図中右側)に延びる小径円筒面12bと、テーパ面12aの大径端から軸方向他方側(図中左側)に延びる大径円筒面12cとを有する。テーパ面12aには、成形部として、動圧溝1a1に対応した形状の凸部12a1が設けられる。尚、すべり軸受1の軸受面1aに動圧溝1a1を形成しない場合は、コアピン12のテーパ面12aの凸部12a1が省略される。パンチ13,14は円筒状を成し、コアピン12に対してそれぞれ独立して軸方向移動可能とされる。各パンチ13,14の内周面は、それぞれコアピン12の小径円筒面12b及び大径円筒面12cと摺動可能に嵌合している。
上記の軸受素材1’をダイ11の内周に配すると共に、軸受素材1’の内周にコアピン12を挿入する。このとき、ダイ11の内周面と軸受素材1’の外周面1d’とが微小隙間を介して、もしくは圧入状態で嵌合している。また、軸受素材1’の内周面のテーパ面1a’、小径円筒面1b’、及び大径円筒面1c’とコアピン12の外周面のテーパ面12a、小径円筒面12b、及び大径円筒面12cとが、それぞれ微小隙間を介して嵌合している。
次に、一方のパンチ13の成形面13aで軸受素材1’の一方の端面1e’を押し込むと共に、他方のパンチ14の成形面14aで軸受素材1’の他方の端面1f’を押し込むことにより、両パンチ13,14で軸受素材1’を軸方向両側から圧縮する(図3の矢印参照)。本実施形態では、これと同時に、コアピン12を小径側(図中右側)に押し込む。これにより、軸受素材1’の外周面1d’がダイ11の内周面で拘束された状態で、軸受素材1’の内周面がコアピン12の外周面に押し付けられて成形される。詳しくは、軸受素材1’の内周面のテーパ面1a’がコアピン12の外周面のテーパ面12aに押し付けられて、所定寸法の軸受面1aが成形される。本実施形態では、軸受素材1’の内周面のテーパ面1a’が、コアピン12のテーパ面12aに設けられた凸部12a1に押し付けられて、軸受面1aの成形と同時に動圧溝1a1が成形される。また、軸受素材1’の内周面の小径円筒面1b’及び大径円筒面1c’が、それぞれコアピン12の外周面の小径円筒面12b及び大径円筒面12cに押し付けられて成形される。以上により、軸受素材1’の内周面、外周面、及び両端面が所定寸法に成形されると共に、テーパ面1a’(軸受面1a)に動圧溝1a1が成形される。尚、上記の他、コアピン12を停止させた状態で、一対のパンチ13、14による軸方向の圧縮のみで、軸受面1a等を成形してもよい。
このとき、パンチ13,14のコアピン12に対する軸方向位置が所望の位置からずれると、すべり軸受1の小径円筒面1bの軸方向寸法W2や大径円筒面1cの軸方向寸法W1(図1参照)が変化する。しかし、この場合でも、軸受面1aは、コアピン12のテーパ面12aの全域の形状が転写されて成形されるため、軸受面1aの寸法は変化しない。具体的には、軸受面1aの軸方向長さC、軸受面1aの小径端の内径φA及び大径端の内径φB、軸受面1aの端部に対する動圧溝1a1の軸方向位置(例えば、軸受面1aの大径端から動圧溝1a1までの軸方向距離L)は変化しない。従って、すべり軸受1の軸受面1aの形状及び寸法は、パンチ13,14の軸方向位置等の加工条件に影響されることなく、コアピン12の形状及び寸法により容易かつ正確に管理することができるため、高精度な軸受面1aを有するすべり軸受1を安定して製造することが可能となる。
また、本実施形態では、パンチ13,14で軸受素材1’を軸方向に圧縮する際、一方のパンチ13の内周面の少なくとも成形面13a側の端部をコアピン12の小径円筒面12bと摺動させると共に、他方のパンチ14の内周面の少なくとも成形面14a側の端部をコアピン12の大径円筒面12cと摺動させる。この場合、パンチ13,14の成形面13a,14aとコアピン12との間に隙間が形成されることは無いため、コアピン12と各パンチ13,14との間に軸受素材1’の材料が入り込んでバリが形成されることを回避できる。これにより、軸受面1aの成形工程(サイジング工程)の後にバリを除去する後加工が不要となり、製造コストを低減することができる。
本発明は、上記の実施形態に限られない。以下、本発明の他の実施形態を説明するが、上記の実施形態と重複する点の説明は省略する。
図4に示すすべり軸受31は、大径円筒面1cが省略され、軸受面1aの大径端が内周面の端部まで達している点で、図1に示すすべり軸受1と異なる。このすべり軸受31は、すべり軸受31と略同形状の軸受素材31’を形成した後、図5に示す金型を用いて所定の寸法に成形される。この金型は、他方のパンチ14が省略され、コアピン12のテーパ面12aの大径端と大径円筒面12cとの間に肩面12dが設けられている点で、図3に示す金型と異なる。肩面12dは、例えば軸方向と直交する平坦面からなる。
具体的には、軸受素材31’をダイ11の内周に配すると共に、軸受素材31’の内周にコアピン12を挿入した後、コアピン12及びパンチ13をそれぞれ軸方向中央側に移動させ、軸受素材31’を軸方向両側から圧縮する。これにより、軸受素材31’の内周面のテーパ面1a’及び小径円筒面1b’が、それぞれコアピン12のテーパ面12a及び小径円筒面12bに押し付けられて成形されると同時に、テーパ面1a’に動圧溝1a1が成形される。
このように、すべり軸受1の大径円筒面を省略することで、すべり軸受1の軸方向寸法を縮小することができると共に、金型の他方のパンチ14を省略して金型構造を簡素化することができる。ただし、この場合、コアピン12の肩面12d及びテーパ面12aが一体に移動するため、軸受素材1’の大径側の端面1f’とテーパ面1a’を別々に圧縮することができない。例えば、軸受素材1’の製造誤差等の要因により、コアピン12の肩面12dが軸受素材1’の大径側の端面1f’に先に当たってしまうと、コアピン12のテーパ面12aが軸受素材1’のテーパ面1a’に十分に押し付けられず、軸受面1aが高い精度で成形できない可能性がある。このような不具合を回避するためには、軸受素材31’の大径側の端部の寸法及び形状を、予め金型(ダイ11及びコアピン12)の寸法及び形状に厳密に一致させる必要があり、軸受素材31’の精度管理等が困難となる。従って、機能上の制約等が無ければ、図1及び図3に示す実施形態のように軸受面1aの軸方向両側に円筒面1b,1cを設け、軸受面1aを成形するコアピン12と大径側の端面を成形するパンチ14とを別々に駆動可能とすることが好ましい。
また、上記の実施形態では、軸2の小径端がすべり軸受1の軸受面1aの小径端と略同じ軸方向位置に配された場合を示したが、これに限られない。例えば、軸2のテーパ面2aの小径端から軸方向一方側に延びる小径円筒面を設けてもよい。この場合、軸2の小径円筒面とすべり軸受1の小径円筒面1bとが半径方向の隙間を介して対向する。この半径方向の隙間は、潤滑流体の体積変化を吸収するバッファとして機能させたり、軸受隙間として機能させたりすることができる。
以上に示したすべり軸受1,31を有する流体動圧軸受装置は、例えば、情報機器(例えばHDDのディスク駆動装置)のスピンドルモータ、レーザビームプリンタのポリゴンスキャナモータ、プロジェクタのカラーホイール、あるいは電気機器の冷却用のファンモータ等の小型モータに組み込むことができる。
1,31 すべり軸受
1a 軸受面
1a1 動圧溝
1b 小径円筒面
1c 大径円筒面
1’,31’ 軸受素材
1a’ テーパ面
1b’ 小径円筒面
1c’ 大径円筒面
2 軸
2a テーパ面
2b 円筒面
11 ダイ
12 コアピン
12a テーパ面
12a1 凸部(成形部)
12b 小径円筒面
12c 大径円筒面
13,14 パンチ
1a 軸受面
1a1 動圧溝
1b 小径円筒面
1c 大径円筒面
1’,31’ 軸受素材
1a’ テーパ面
1b’ 小径円筒面
1c’ 大径円筒面
2 軸
2a テーパ面
2b 円筒面
11 ダイ
12 コアピン
12a テーパ面
12a1 凸部(成形部)
12b 小径円筒面
12c 大径円筒面
13,14 パンチ
Claims (10)
- 内周面に、テーパ状の軸受面と、前記軸受面の小径端から内周面の軸方向一方側の端部まで延びる小径円筒面とを有するすべり軸受。
- 内周面に、前記軸受面の大径端から内周面の軸方向他方側の端部まで延びる大径円筒面をさらに有する請求項1に記載のすべり軸受。
- 焼結金属からなる請求項1又は2に記載のすべり軸受。
- 前記軸受面に動圧溝を有する請求項1〜3の何れか1項に記載のすべり軸受。
- 請求項1〜4の何れか1項に記載のすべり軸受と、前記すべり軸受の内周に挿入され、外周面にテーパ面を有する軸と、前記すべり軸受の軸受面と前記軸のテーパ面との間の軸受隙間に生じる流体膜の動圧作用により前記軸を相対回転自在に支持する流体動圧軸受装置。
- 請求項5に記載の流体動圧軸受装置と、ステータコイルと、ロータマグネットとを備えたモータ。
- 内周面に設けられたテーパ面と、該テーパ面の小径端から内周面の軸方向一方側の端部まで延びる小径円筒面とを有する軸受素材を形成する工程と、
前記軸受素材の内周にコアピンを挿入し、前記コアピンの外周面に設けたテーパ面及び小径円筒面をそれぞれ前記軸受素材のテーパ面及び小径円筒面に嵌合させた状態で、前記軸受素材の軸方向一方側に配したパンチの内周面と前記コアピンの小径円筒面とを摺動させながら、前記パンチで前記軸受素材の軸方向一方側の端面を相対的に押し込むことにより、前記軸受素材のテーパ面を前記コアピンのテーパ面に押し付けてテーパ状の軸受面を成形する工程とを有するすべり軸受の製造方法。 - 前記軸受素材の内周面に、前記テーパ面の大径端から内周面の軸方向他方側の端部まで延びる大径円筒面を設け、前記コアピンの外周面に大径円筒面を設け、
前記コアピンの外周面に設けたテーパ面、小径円筒面、及び大径円筒面を、それぞれ前記軸受素材のテーパ面、小径円筒面、及び大径円筒面に嵌合させた状態で、
前記軸受素材の軸方向一方側に配した前記パンチの内周面と前記コアピンの小径円筒面とを摺動させながら、前記パンチで前記軸受素材の軸方向一方側の端面を相対的に押し込むと共に、前記軸受素材の軸方向他方側に配した他のパンチの内周面と前記コアピンの大径円筒面とを摺動させながら、前記他のパンチで前記軸受素材の軸方向他方側の端面を相対的に押し込んで、両パンチで前記軸受素材を軸方向両側から圧縮することにより、前記軸受素材のテーパ面を前記コアピンのテーパ面に押し付けて前記軸受面を成形する請求項7に記載のすべり軸受の製造方法。 - 両パンチで前記軸受素材を軸方向両側から圧縮すると同時に、前記コアピンを軸方向一方側に移動させて、前記コアピンのテーパ面を前記軸受素材のテーパ面に押し付ける請求項8に記載のすべり軸受の製造方法。
- 前記コアピンのテーパ面に成形部を設け、該成形部に前記軸受素材の内周面のテーパ面を押し付けることにより、前記軸受素材の内周面に動圧溝を成形する請求項7〜9の何れか1項に記載のすべり軸受の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016052780A JP2017166592A (ja) | 2016-03-16 | 2016-03-16 | すべり軸受及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016052780A JP2017166592A (ja) | 2016-03-16 | 2016-03-16 | すべり軸受及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017166592A true JP2017166592A (ja) | 2017-09-21 |
Family
ID=59909856
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016052780A Pending JP2017166592A (ja) | 2016-03-16 | 2016-03-16 | すべり軸受及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017166592A (ja) |
-
2016
- 2016-03-16 JP JP2016052780A patent/JP2017166592A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009104441A1 (ja) | 焼結軸受 | |
| JP2006125516A (ja) | 含油焼結軸受 | |
| EP3051159B1 (en) | Sintered metal bearing and method for producing same | |
| CN107781293B (zh) | 动压轴承及制法、流体动压轴承装置、电动机及成形模具 | |
| JP6461483B2 (ja) | 焼結軸受及びこれを備えた流体動圧軸受装置、並びに焼結軸受の製造方法 | |
| JP2017166592A (ja) | すべり軸受及びその製造方法 | |
| JP2011047005A (ja) | 軸受スリーブの製造方法及び流体軸受装置 | |
| JP2018040458A (ja) | 動圧軸受およびその製造方法 | |
| JP6449059B2 (ja) | 焼結含油軸受およびその製造方法 | |
| WO2017159345A1 (ja) | 動圧軸受及びその製造方法 | |
| JP2016180496A (ja) | 軸受部材及びその製造方法 | |
| JP5762774B2 (ja) | 流体動圧軸受装置 | |
| JP6261922B2 (ja) | 流体動圧軸受装置及び内方部材の製造方法 | |
| JP2016180427A (ja) | 流体動圧軸受装置用軸受部材及びその製造方法 | |
| JP2010031909A (ja) | 焼結軸受およびその製造方法 | |
| JP2004340385A (ja) | 動圧型軸受ユニット | |
| JP5606831B2 (ja) | 軸受部材及びその製造方法 | |
| JP7681991B2 (ja) | 焼結軸受及びこれを備えた流体動圧軸受装置 | |
| JP2004360863A (ja) | 動圧軸受の製造方法 | |
| TW202538177A (zh) | 燒結軸承與軸承裝置 | |
| JP2004316924A (ja) | 動圧型焼結含油軸受ユニット | |
| JP5819078B2 (ja) | 流体動圧軸受装置 | |
| JP4451409B2 (ja) | 動圧型焼結含油軸受ユニットの製造方法 | |
| JP2004308921A (ja) | 動圧型軸受ユニット | |
| JP2007218379A (ja) | 動圧軸受装置用軸部材およびその製造方法 |