JP2017170449A - 複合鋼板の湾曲材及びその湾曲材の製造方法 - Google Patents
複合鋼板の湾曲材及びその湾曲材の製造方法 Download PDFInfo
- Publication number
- JP2017170449A JP2017170449A JP2016055599A JP2016055599A JP2017170449A JP 2017170449 A JP2017170449 A JP 2017170449A JP 2016055599 A JP2016055599 A JP 2016055599A JP 2016055599 A JP2016055599 A JP 2016055599A JP 2017170449 A JP2017170449 A JP 2017170449A
- Authority
- JP
- Japan
- Prior art keywords
- steel plate
- welding
- hole
- diameter
- composite steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
【解決手段】平坦形状の第一鋼板2と、所定の溶接部4において溶接用貫通穴が設けられた平坦形状の第二鋼板3とを、前記溶接用貫通穴に溶接材5を埋め込むようにしてプラグ溶接することにより、平坦形状の複合鋼板1を作成する。この平坦形状の複合鋼板1を、所定の曲げ半径Rの湾曲形状に加工して湾曲材とする。溶接材5のせん断強度よりも、湾曲形状とされたことにより前記溶接部4に作用するせん断応力が低くなるように、前記溶接用貫通穴の径Dを設定する。
【選択図】図2
Description
特許文献1には、複合鋼板を円筒状に湾曲させて、船舶等のサイドスラスタ用のハウジングを作成する技術が開示されている。以下、特許文献1に開示された技術について説明するが、参考に特許文献1で使用されている符号を括弧付きで示す。
特許文献1に開示された技術では、耐腐食性の鋼板(低炭素ステンレス鋼板)からなる合せ板(4)と母材鋼板(3)とを溶接して複合鋼板(5)とした後、この複合鋼板(5)を円筒状に湾曲させることでサイドスラスタ用のハウジング(1)を作成している(段落[0027]〜[0031]、図2など参照)。
特許文献1に開示された技術では、このような溶接部に加わるせん断力に何ら注意が払われていない。
以下に示す実施形態はあくまでも例示に過ぎず、以下の実施形態で明示しない種々の変形や技術の適用を排除する意図はない。以下の実施形態の各構成は、それらの趣旨を逸脱しない範囲で種々変形して実施することができると共に、必要に応じて取捨選択することができ、あるいは適宜組み合わせることが可能である。
本実施形態では、本発明を、石炭バンカの絞り部を構成する材料に適用した例を説明する。
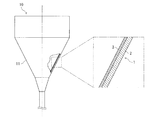
本実施形態に係る石炭バンカ10について図1を参照して説明する。
図1は、本実施形態の石炭バンカ10の構成を一部破断して示す模式的な側面図であって、破断部の拡大図と共に示す図である。
石炭バンカ10は、石炭焚火力発電プラント等の石炭を燃焼させる設備において、石炭を貯蔵するために設置される貯蔵容器であり、図1に示すように、下方に向かって絞られた略円錐台形状の容器である。石炭バンカ10に貯蔵された石炭は、絞り部11を介して下方の取出口(図示略)へと送り出される。
絞り部11の製造方法について図2を参照して説明する。
図2(a),(b),(c)は、絞り部11の製造方法を説明するための模式的な断面である。
絞り部11の製造方法の概略を説明すると、図2(a),(b)に示すように炭素鋼板2とステンレス鋼板3とを接合して複合鋼板1を製造し、次いで、図2(c)に示すように複合鋼板1を折り曲げて、円筒体を縦に二分割したような形状の半筒部(湾曲材)11aとする。そして、この2つの半筒部11aを接合することで絞り部11(図1参照)が完成する。
次いで、図2(b)に示すように、炭素鋼板2とステンレス鋼板3とを重ね合わせた状態で、ステンレス鋼板3に形成した貫通穴4を溶接材5により埋めるようにして、炭素鋼板2とステンレス鋼板3とをプラグ溶接して複合鋼板1とする(溶接工程)。なお、図1では貫通穴4や溶接材5は省略している。
そして、図2(c)に示すように、この複合鋼板1を、ステンレス鋼板3が内周面となるように折り曲げ加工して半筒部11aを構成する(曲げ工程)。この半筒部11aと、同様の方法により作成した別の半筒部11aとを、周方向端面で溶接などにより接合して絞り部11の製造が完了する。
図3(a),(b),(c)は、本実施形態のプラグ溶接径Dの設定方法について説明するための模式的な断面図であり、複合鋼板1における1つの溶接ピッチL分(以下「1ピッチ分」と表記する)を、プラグ溶接径Dを設定するための計算モデルとして示している。なお、図3(a),(b),(c)では、便宜的に溶接部を省略している。
なお、長さLsusは、ステンレス鋼板03の板厚中心CL3における周長であり、長さLsteelは、炭素鋼板02の板厚中心CL2における周長である。
曲線L1は、受け持ち幅Wを溶接径Dとした場合(W=D)の必要なプラグ溶接径Dを示し、曲線L2は、受け持ち幅Wを溶接径Dの1.5倍とした場合(W=1.5×D)の必要なプラグ溶接径Dを示し、曲線L3は、受け持ち幅(プラグの有効範囲)Wを溶接径Dの3倍とした場合(W=3×D)の必要なプラグ溶接径Dを示す。
なお、曲線L1,L2,L3は、ステンレス鋼板03の板厚tsusを4.5mm、炭素鋼板02の板厚tsteelを9mm、ステンレス鋼板03の弾性率Esus及び炭素鋼板02の弾性率Esteelを200Gpaとして算出したものである。
本発明の一実施形態によれば、炭素鋼鋼板2とステンレス鋼板3とをプラグ溶接して複合鋼板1を作成してから、この複合鋼板1を曲げ加工して絞り部11の半筒部11aを構成する。したがって、炭素鋼鋼板及びステンレス鋼板をそれぞれ半筒形状に曲げ加工し、半筒形状の炭素鋼鋼板と半筒形状のステンレス鋼板とをプラグ溶接する場合に較べると、曲げ加工を複合鋼板1に対して一度行うだけで済み、加えて、それぞれ平坦形状の炭素鋼鋼板2とステンレス鋼板3とを溶接するので、溶接作業が容易になる。
したがって、せん断力τによる破断を確実に防止しつつ、曲げ加工を完了するまでの工期を短縮できる。
また、プラグ溶接径Dが必要以上に大きな径に設定されてしまうことを抑制でき、溶接に要するコストアップを抑制することができる。
上記実施形態では、本発明を石炭バンカ10に適用し、複合鋼板1を、ライニング材としてのステンレス鋼板3が内周側になるように湾曲形状として石炭バンカ10の絞り部11としたが、本発明はこの態様に限定されない。例えば、本発明を、サイドスラスタ用のハウジングなど石炭バンカ10以外の用途に適用しても良いし、ライニング材としての鋼板が外周側に向く湾曲材としてもよい。
01 1ピッチ分の複合鋼板
2 炭素鋼鋼板(第一鋼板)
02 1ピッチ分の炭素鋼鋼板(第一鋼板)
3 ステンレス鋼板(第二鋼板)
03 1ピッチ分のステンレス鋼板(第二鋼板)
4 溶接用貫通穴
5 溶接材
10 石炭バンカ
11 絞り部(湾曲材)
CL1 複合鋼板01の板厚中心
CL2 炭素鋼板02の板厚中心
CL3 ステンレス鋼板03の板厚中心
D 溶接径(貫通穴4の直径)
F 一つの溶接部4に作用するせん断力
f1 圧縮力
f2 引張力
L 溶接ピッチ
Lsteel 炭素鋼板02の長さ
Lsus ステンレス鋼板03の長さ
R 複合鋼板01の板厚中心CL1における曲げ半径
tsteel 炭素鋼板02の板厚
tsus ステンレス鋼板03の板厚
W 受け持ち幅W(1つの溶接部4がせん断力を受け持つ範囲)
δ ステンレス鋼板03と炭素鋼板02との間には長さ差
δsus ステンレス鋼板03の伸び量
Claims (11)
- 第一鋼板と、溶接用貫通穴が形成され前記第一鋼板と重ね合わされた第二鋼板と、前記溶接用貫通穴に溶接材が埋め込まれ前記第一鋼板と前記第二鋼板とを接合する溶接部と、を有する複合鋼板が、所定の曲げ半径の湾曲形状とされた、複合鋼板の湾曲材であって、
前記湾曲形状とされることにより前記溶接部に生じるせん断応力が、前記溶接材のせん断強度よりも低くなるように、前記溶接用貫通穴の径が設定された
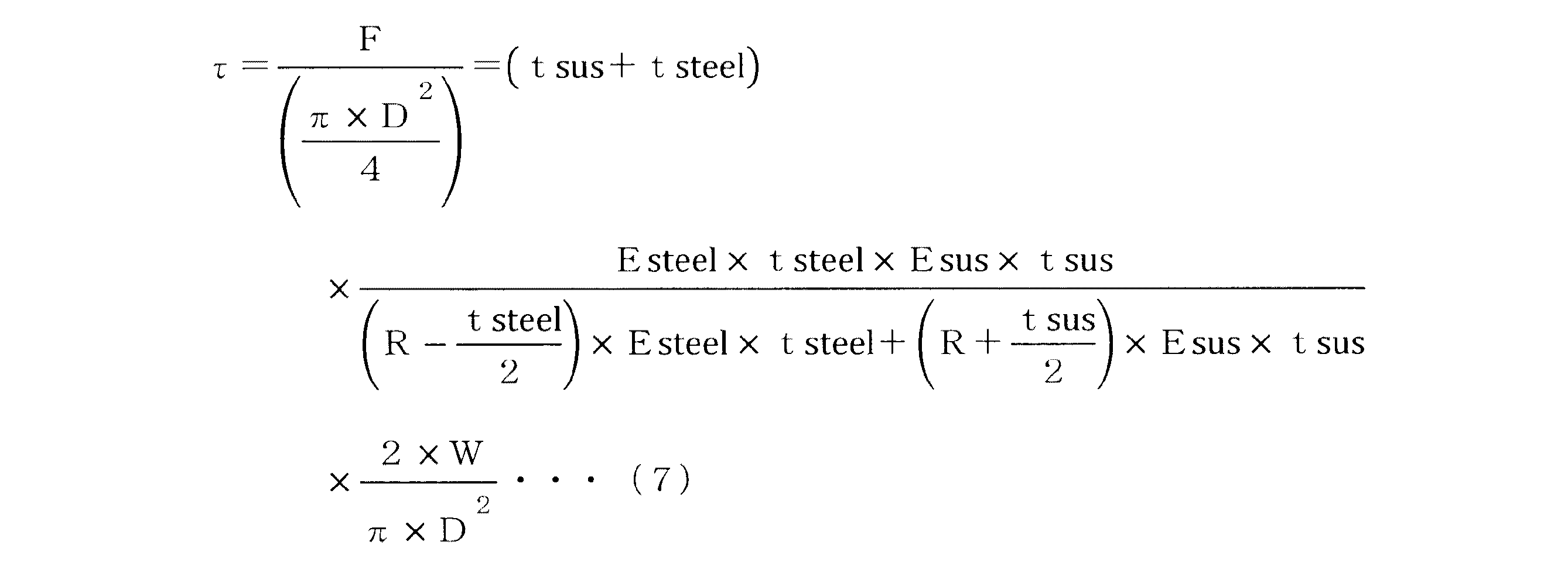
ことを特徴とする、複合鋼板の湾曲材。 - 前記せん断応力は、前記溶接部に作用するせん断力と、前記溶接用貫通穴の径とを使用して算出され、
前記せん断力は、前記第一鋼板の板厚及び弾性率と、前記第二鋼板の板厚及び弾性率と、前記溶接部が前記せん断力を受け持つと仮定した範囲とを使用して算出された
ことを特徴とする、請求項1記載の複合鋼板の湾曲材。 - 前記範囲が、前記溶接用貫通穴の直径の1倍以上である
ことを特徴とする、請求項2記載の複合鋼板の湾曲材。 - 前記範囲が、前記溶接用貫通穴の直径の1.5倍以上である
ことを特徴とする、請求項3記載の複合鋼板の湾曲材。 - 前記範囲が、前記溶接用貫通穴の直径の3倍以上である
ことを特徴とする、請求項4記載の複合鋼板の湾曲材。 - 前記第一鋼板が炭素鋼板であり、
前記第二鋼板がステンレス鋼板であり、
前記ステンレス鋼板を内周側とした、石炭バンカの絞り部である
ことを特徴とする、請求項1〜5の何れか一項に記載の複合鋼板の湾曲材。 - 異なる材質の鋼板を重ね合わせた複合鋼板を曲げ加工して湾曲材を製造する、複合鋼板の湾曲材の製造方法であって、
平坦形状の第一鋼板と、所定の溶接部において溶接用貫通穴が設けられた平坦形状の第二鋼板とを、前記溶接用貫通穴に溶接材を埋め込むようにしてプラグ溶接することにより、平坦形状の複合鋼板を作成する、溶接工程と、
前記平坦形状の複合鋼板を、所定の曲げ半径の湾曲形状に加工して湾曲材とする、曲げ工程とを備え、
前記湾曲形状とされることにより前記溶接部に生じるせん断応力が、前記溶接材のせん断強度よりも低くなるように、前記溶接用貫通穴の径を設定する
ことを特徴とする、複合鋼板の湾曲材の製造方法。 - 前記せん断応力を、前記溶接部に作用するせん断力と、前記溶接用貫通穴の径とを使用して算出し、
前記せん断力を、前記第一鋼板の板厚及び弾性率と、前記第二鋼板の板厚及び弾性率と、前記溶接部が前記せん断力を受け持つと仮定した範囲とを使用して算出する
ことを特徴とする、請求項7記載の複合鋼板の湾曲材の製造方法。 - 前記範囲を、前記溶接用貫通穴の直径の1倍以上とする
ことを特徴とする、請求項8記載の複合鋼板の湾曲材の製造方法。 - 前記範囲を、前記溶接用貫通穴の直径の1.5倍以上とする
ことを特徴とする、請求項9記載の複合鋼板の湾曲材の製造方法。 - 前記範囲を、前記溶接用貫通穴の直径の3倍以上とする
ことを特徴とする、請求項10記載の複合鋼板の湾曲材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016055599A JP2017170449A (ja) | 2016-03-18 | 2016-03-18 | 複合鋼板の湾曲材及びその湾曲材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016055599A JP2017170449A (ja) | 2016-03-18 | 2016-03-18 | 複合鋼板の湾曲材及びその湾曲材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017170449A true JP2017170449A (ja) | 2017-09-28 |
Family
ID=59969878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016055599A Pending JP2017170449A (ja) | 2016-03-18 | 2016-03-18 | 複合鋼板の湾曲材及びその湾曲材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017170449A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111706720A (zh) * | 2020-07-10 | 2020-09-25 | 大唐华银电力股份有限公司金竹山火力发电分公司 | 一种内衬不锈钢复合钢管及制备方法 |
| CN116216104A (zh) * | 2023-04-10 | 2023-06-06 | 惠州胜狮能源装备有限公司 | 一种集装箱和集装箱保护层的施工方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01122676A (ja) * | 1987-11-02 | 1989-05-15 | Toyota Motor Corp | 制振鋼板との溶接方法 |
| JP2000197969A (ja) * | 1998-12-25 | 2000-07-18 | Sumitomo Metal Ind Ltd | 一体化成形用ブランクおよびその成形方法 |
| JP2007313523A (ja) * | 2006-05-24 | 2007-12-06 | Kawasaki Heavy Ind Ltd | 円筒状物の製造方法 |
-
2016
- 2016-03-18 JP JP2016055599A patent/JP2017170449A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01122676A (ja) * | 1987-11-02 | 1989-05-15 | Toyota Motor Corp | 制振鋼板との溶接方法 |
| JP2000197969A (ja) * | 1998-12-25 | 2000-07-18 | Sumitomo Metal Ind Ltd | 一体化成形用ブランクおよびその成形方法 |
| JP2007313523A (ja) * | 2006-05-24 | 2007-12-06 | Kawasaki Heavy Ind Ltd | 円筒状物の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111706720A (zh) * | 2020-07-10 | 2020-09-25 | 大唐华银电力股份有限公司金竹山火力发电分公司 | 一种内衬不锈钢复合钢管及制备方法 |
| CN116216104A (zh) * | 2023-04-10 | 2023-06-06 | 惠州胜狮能源装备有限公司 | 一种集装箱和集装箱保护层的施工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102822586B (zh) | 用于在酸性环境中使用的机械附接配件 | |
| JP5763868B1 (ja) | クリープ損傷を受ける金属管の余寿命診断方法 | |
| JPH04505957A (ja) | 流体密封継手 | |
| EP3224519B1 (en) | Fluid conduit element and method for producing the fluid conduit element | |
| US10066445B2 (en) | Tubular connection assembly for improved fatigue performance of metallic risers | |
| JP5579943B1 (ja) | 配管用の補強用具 | |
| US20250129879A1 (en) | Seismic pipe joint | |
| WO2017073088A1 (ja) | 管状構造物及びその製造方法 | |
| JP2017170449A (ja) | 複合鋼板の湾曲材及びその湾曲材の製造方法 | |
| JP5415588B2 (ja) | 蒸気配管用の補強用具 | |
| US20130213167A1 (en) | Hollow gear ring and method for its manufacturing | |
| CN110985789B (zh) | 一种钢丝增强液压胶管连接装置以及连接方法 | |
| JP6663644B2 (ja) | 二重管構造およびその継手 | |
| WO2009119410A1 (ja) | ルーズフランジ式フレア管継手及びそれを用いた鋼管の接合方法 | |
| JPH11290939A (ja) | 長尺二重金属管の製造方法 | |
| JP2013536377A (ja) | ベアリングリングならびにその製造方法 | |
| JP5384417B2 (ja) | ルーズフランジ式フレア管継手、ルーズフランジ式フレア管継手用鋼管、ルーズフランジ式フレア管継手用鋼管の製造方法及び鋼管の接合方法 | |
| JP5384416B2 (ja) | ルーズフランジ式フレア管継手、ルーズフランジ式フレア管継手用鋼管、ルーズフランジ式フレア管継手用鋼管の製造方法及び鋼管の接合方法 | |
| JP5675559B2 (ja) | ボイラチューブの補強方法及び補強構造 | |
| JP4551463B2 (ja) | ルーズフランジ式フレア管継手のシール性改善方法、フレア部端面角度制御方法、ルーズフランジ式フレア管継手、ルーズフランジ式フレア管継手用鋼管、ルーズフランジ式フレア管継手用鋼管の製造方法及び鋼管の接合方法 | |
| JP6641907B2 (ja) | 鋼管のカプラー構造 | |
| RU2469810C1 (ru) | Способ закрепления теплообменных труб в трубных решетках | |
| JP2000071029A (ja) | 長尺二重金属管の製造方法 | |
| JP2004176791A (ja) | 配管の補強方法、ボイラ設備、配管部材 | |
| JPS63123591A (ja) | 管継手部の溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20171222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181228 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190604 |