JP2017170905A - 架橋ポリプロピレン発泡体およびそれから製造する積層体 - Google Patents
架橋ポリプロピレン発泡体およびそれから製造する積層体 Download PDFInfo
- Publication number
- JP2017170905A JP2017170905A JP2017080699A JP2017080699A JP2017170905A JP 2017170905 A JP2017170905 A JP 2017170905A JP 2017080699 A JP2017080699 A JP 2017080699A JP 2017080699 A JP2017080699 A JP 2017080699A JP 2017170905 A JP2017170905 A JP 2017170905A
- Authority
- JP
- Japan
- Prior art keywords
- composition
- foam
- polypropylene
- support layer
- tpo
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2400/00—Characterised by the use of unspecified polymers
- C08J2400/26—Elastomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
- Y10T428/24967—Absolute thicknesses specified
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249987—With nonvoid component of specified composition
- Y10T428/249991—Synthetic resin or natural rubbers
- Y10T428/249992—Linear or thermoplastic
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Wrappers (AREA)
Abstract
【課題】望ましい熱成形要件および性能要件を維持しつつ、熱可塑性ポリオレフィン(TPO)等の支持層に対する固着力が改善された架橋ポリプロピレン発泡体およびポリプロピレン−ポリエチレン発泡体および該発泡体を支持層に積層した積層体を提供する。【解決手段】ポリプロピレンポリマー、弾性成分および発泡剤を含み、弾性成分として樹脂成分と弾性成分の合計量100重量部に対して少なくとも10重量部の結晶性オレフィン−エチレンブチレン−結晶性オレフィンを含み、樹脂成分と弾性成分の合計量100質量部に対して80〜90質量部のポリプロピレンポリマーを含み、ブリスター評価が1〜2、密度が85〜125kg/m3、支持層に積層した際の老化前の剥離引裂強度が少なくとも34Nであり、熱老化後の剥離引裂強度が少なくとも28Nであり、弾性成分はポリプロピレンポリマーにブレンドされている発泡組成物を支持層に積層した積層体。【選択図】なし
Description
(関連出願の相互参照)
本出願は、2011年5月17日出願の仮特許出願第61/487,092号、2011年7月15日出願の同61/508,232号および2011年12月12日出願の同61/569,422号の優先権を主張し、その開示全体が参照により本明細書に組み込まれる。
本出願は、2011年5月17日出願の仮特許出願第61/487,092号、2011年7月15日出願の同61/508,232号および2011年12月12日出願の同61/569,422号の優先権を主張し、その開示全体が参照により本明細書に組み込まれる。
本開示は、望ましい熱成形要件および性能要件を維持しつつ、熱可塑性ポリオレフィン(TPO)等の支持層に対する固着力が改善された架橋ポリプロピレン発泡体およびポリプロピレン−ポリエチレン発泡体に関する。
物理的に架橋した独立気泡ポリプロピレン発泡体およびポリプロピレン−ポリエチレンブレンド発泡体は、商用に製造されており、種々の用途に用いられている。かかる用途の一つに自動車内装トリムがある。自動車の内装において、ドアパネル、インストルメントパネル、センターコンソール、前部座席アームレストおよびその他の内装部品は、ポリプロピレン発泡体の層を含み得る。発泡体は通常これらのトリム部品の表層のすぐ裏にある。これらのトリム部品の表層は多くの場合、プラストマー性、エラストプラストマー性またはエラストマー性のTPOである。
これらの自動車内装トリム部品の製造には種々の製造技術が使用されている。例えばいくつかの製造業者は、TPO−ポリプロピレン発泡体二層積層体を用い、この二層積層体を真空成形させると同時にプラスチック基材に接着させて内装トリムパネルを製造する。
通常は、これらのTPO−ポリプロピレン二層積層体は、第三者のラミネーターで製造する。ある場合においては、ラミネーターによって溶融TPOを直接ポリプロピレン発泡体上に押し出し、この材料を圧縮させて「ニップロール」に通して支持層のTPOと発泡体とを接着させ、こうして二層積層体を作成する。別の場合においては、ラミネーターによってTPOのシートを個別に製造した後に、TPOシートおよび/または発泡体を熱と圧力にさらしてシートと発泡体とを接着させ、こうして二層積層体を作成する。
支持層/TPOとポリプロピレン発泡体間の固着力および接着強度は重要である。固着力が弱いと望ましくない性能特性となる。例えば、
1)二層積層体をプラスチック基材上に真空形成させる場合、二層積層体を180〜210℃に加熱することがある。接着が不十分であると、TPOがブリスタリングを起こして高温において発泡体と分離する可能性がある。
2)TPO−発泡体二層積層体をインストルメントパネルに使用する場合、二層積層体は、展開の際に二層積層体を突き破るエアバッグを収納している縫い目線に沿ってきれいに裂ける必要がある。TPOとの接着が不十分であると、展開の際に二層積層体中の発泡体とTPOが望ましくない形で分離する可能性がある。
1)二層積層体をプラスチック基材上に真空形成させる場合、二層積層体を180〜210℃に加熱することがある。接着が不十分であると、TPOがブリスタリングを起こして高温において発泡体と分離する可能性がある。
2)TPO−発泡体二層積層体をインストルメントパネルに使用する場合、二層積層体は、展開の際に二層積層体を突き破るエアバッグを収納している縫い目線に沿ってきれいに裂ける必要がある。TPOとの接着が不十分であると、展開の際に二層積層体中の発泡体とTPOが望ましくない形で分離する可能性がある。
密度が約85〜約125kg/m3の少なくとも1種のポリプロピレンポリマーを約50〜約95質量部含む発泡組成物であって、ブリスター評価が1〜2であり、支持層に積層した際の老化前の剥離引裂強度が少なくとも約34Nであり、熱老化後の剥離引裂強度が少なくとも約28Nである組成物が提供される。
また、上記発泡組成物を支持層に積層した積層体がさらに提供される。
密度が約50〜約85kg/m3の少なくとも1種のポリプロピレンポリマーを約50〜約95質量部含む発泡組成物であって、ブリスター評価が1〜2であり、支持層に積層した際の老化前の剥離引裂強度が少なくとも約26Nであり、熱老化後の剥離引裂強度が少なくとも約19Nである組成物がさらに提供される。
上記発泡組成物を支持層に積層した積層体がさらに提供される。
密度が約50〜約85kg/m3の少なくとも1種のポリプロピレンポリマーを約30〜約50質量部含む発泡組成物であって、ブリスター評価が1〜2であり、支持層に積層した際の老化前の剥離引裂強度が少なくとも約17Nであり、熱老化後の剥離引裂強度が少なくとも約15Nである組成物がさらに提供される。
上記発泡組成物を支持層に積層した積層体がさらに提供される。
以下の記載は、選択した本開示の代表的な態様に関して詳細を説明したものである。また、添付の特許請求の範囲に記載の本開示の精神および範囲から逸脱することなく、本明細書に記載の方法、組成物および積層体の特定の要素の代わりに種々の均等物を用いてもよいことを理解されたい。さらに、限定するものではないが特許および特許出願等の本明細書で引用した全ての刊行物が、完全に記載されているかのように参照により組み込まれる。
本明細書中にて特定した範囲(例えば50〜95%)には、記載の範囲の上下限の数を定義した値(例えば50および95%)、範囲内の全ての離散値(例えば51%、51.1,%、52%等)および範囲内の全ての離散部分範囲(例えば60%〜70%、68%〜78%、85%〜90%)が含まれる。
また当業者であれば、確率論や統計学と合致し、ある場合においては、本明細書中に記載の組成物と同等の組成物が、ガウス分布で説明することができる正常変動により、本明細書中に記載の正確な値とは異なる1つまたは複数の特性を有し得るということを理解するであろう。かかる組成物は、「およそ」所定の値とみなされる値を有する。さらに当業者であれば、本発明の組成物、積層体または方法において有用な、制御されたブロック連鎖分布を有するオレフィンブロックコポリマーまたはポリプロピレン系ポリマーの調製物は、酸化防止剤または他の物質を少量(通常はかかる調製物の質量の0%〜1%)含んでもよいということを理解するであろう。したがって当業者は、「およそ」特定の値である量のかかる調製物を用意する際にこのことを理解するであろう。
本明細書に記載した選ばれた特性は、次のように定義され測定される。
ポリマーの「メルトフローインデックス(MFI)」値は、ASTM D1238に従って定義され、ポリエチレンおよびポリエチレン系材料に関しては190℃にて、ポリプロピレンおよびポリプロピレン系材料に関しては230℃にて、2.16kgのプランジャーを10分間使用して測定する。メルトフローが比較的高い樹脂に関しては試験時間を少なくしてもよい。MFIは「樹脂メルトフローレート」と呼ぶこともある。
ポリマーの「メルトフローインデックス(MFI)」値は、ASTM D1238に従って定義され、ポリエチレンおよびポリエチレン系材料に関しては190℃にて、ポリプロピレンおよびポリプロピレン系材料に関しては230℃にて、2.16kgのプランジャーを10分間使用して測定する。メルトフローが比較的高い樹脂に関しては試験時間を少なくしてもよい。MFIは「樹脂メルトフローレート」と呼ぶこともある。
ポリマーまたはポリマーを含んでなるポリマー発泡組成物の「融解温度」(Tm)は、示差走査熱量測定(DSC)にて測定する。融解温度は次のようにして求める。まず、10〜15mgのポリマーまたはポリマー発泡組成物の試料を、室温から200℃まで10℃/分で加熱する。次に試料を200℃から室温まで10℃/分の速度で冷却し、その後室温から200℃まで10℃/分で第2の加熱を行う。第2の加熱の際に特定した吸熱ピーク値を融解温度とする。
発泡シートの「厚さ」は、JIS K6767に従って測定する。
発泡シートの「密度」は、「コア」密度よりも部分密度または「総合」密度を用いてJIS K6767に従って測定する。
発泡シートの「積層面密度」は、発泡シートのTPOに接触させる側の面を0.45〜0.60mmスライスして測定する。JIS K6767に従って、スライスした発泡層の厚さおよび密度を測定する。
「総合架橋度」は、テトラリン溶媒で非架橋成分を溶解させる「東レゲル分率法(Toray Gel Fraction Method)」に従って測定する。非架橋物をテトラリンに溶解させ、架橋物の質量パーセントで架橋度を表す。
ポリマー架橋の割合の測定に用いる装置は、100メッシュ(線径0.0045インチ)、304ステンレス製袋、番号付きワイヤーおよびクリップ、ミヤモト恒温油浴装置、化学天秤、換気フード、ガスバーナー、高温オーブン、静電ガンおよび3.5リットルの広口の蓋付きステンレス製容器(3個)を備えている。試薬および材料としては、テトラリン高分子溶媒、アセトンおよびシリコーン油を用いる。
具体的には、空の金網袋の質量を量りその質量を記録する。各試料につき約2グラム〜約10グラム±約5ミリグラムを量り取り、金網袋に移す。金網袋と試料(通常は発泡体の切削屑の形態)の質量を記録する。各袋を、対応する番号のワイヤーおよびクリップに取り付ける。
溶媒の温度が130℃に達したら、この束(袋および試料)を溶媒に浸漬する。試料を5回か6回程度上下に振って気泡を振り払い、試料を十分に湿らせる。試料を攪拌器に取り付け、発泡体が溶媒に溶けるように3時間攪拌させた後、試料を換気フード内で冷却する。
試料を第1のアセトンの容器内で7回か8回程度上下に振って洗浄する。試料を第2のアセトン洗浄で再度洗浄する。洗浄した試料を第3の未使用のアセトンの容器内でもう一度上記のように洗浄した後、約1〜約5分間換気フード内に吊るしてアセトンを蒸発させる。
次いで試料を120℃で約1時間、乾燥炉で乾燥させる。試料を最低でも約15分間冷却する。化学天秤で金網袋の質量を量り、その質量を記録する。
続いて、式:100×(C−A)/(B−A)により架橋度を算出する。A=空の金網袋質量、B=金網袋質量+テトラリン浸漬前の発泡試料、C=金網袋質量+テトラリン浸漬後の溶解した試料。
「積層面架橋度」は、発泡シートの支持層/TPOに接触させる側の面を0.45〜0.60mmスライスして測定する。「東レゲル分率法」を用いて0.45〜0.60mmのスライス片中の架橋物の量を定量する。
「圧縮強度」はJIS K6767に従って測定する。50×50mmの予めカットされた発泡体を25mmまで積み重ね、10mm/分の速度で元の積み重ねた高さの75%まで圧縮する。20秒間圧縮した状態を保った後、圧縮強度を記録する。
「ブリスター評価」は、支持層/TPO−発泡体二層積層体を10分間160℃にさらした後のTPO層間剥離の量および程度を表す1〜5の任意評価である。「1」は層間剥離がないことを示し、「5」は層間剥離が激しいことを示す。
「剥離引裂強度」は、TSL5601Gに従って定義され測定される。25mm×150mmの短冊状の支持層/TPO−発泡体二層積層体を、200mm/分で機械方向と横(幅)機械方向の両方に引き離す。
開示されている発泡組成物は、主ポリマー樹脂(1種または複数)の組成物と架橋用モノマーおよび化学発泡剤とをブレンドすることにより得られる。
発泡組成物は、約30〜約95質量部、好ましくは約40〜約90質量部のポリプロピレンおよび/またはポリプロピレン系ポリマーを含有してもよい。
本明細書で用いる「質量部」の値は、所定の組成物(発泡組成物等)中に存在する成分(発泡組成物中のコポリマー等)の、主ポリマー樹脂(耐衝撃性ポリプロピレンホモポリマー(耐衝撃性hPP)、ポリプロピレンランダムコポリマー(PP RCP)、直鎖状低密度ポリエチレン(LLDPE)、結晶性オレフィン−エチレンブチレン−結晶性オレフィン(CEBC)、超低密度ポリエチレン(VLDPE)およびエチレン/α−オレフィンコポリマー(OBC))の総質量に対する質量を指す。
主ポリマー樹脂は、耐衝撃性hPP、PP RCPおよびCEBCについては、ASTM D1238で測定した際に230℃、2.16kgで約0.1〜約15g/分の特定のMFIを有することが好ましい。主ポリマー樹脂は、LLDPE、CEBC、VLDPEおよびOBCについては、ASTM D1238で測定した際に190℃、2.16kgで約0.1〜約15g/分の特定のMFIを有することが好ましい。
上記の通り、MFIはポリマーの流れ特性の目安となり、またポリマー材料の分子量および加工性の指標となる。MFI値が高過ぎると低粘度につながり、押出し工程を充分に行うことが難しくなる。高過ぎるMFI値に伴う問題としては、溶融加工の際の圧力が低いこと、カレンダー加工やシート厚さプロファイルの設定の問題、溶融粘度が低いために冷却プロファイルが一様でないこと、溶融強度が弱いことおよび/または機械の問題等がある。低過ぎるMFI値の問題としては、溶融加工の際の圧力が高いこと、カレンダー加工が難しいこと、シートの品質やプロファイルの問題および加工温度が高くなり発泡剤の分解や活性化のリスクが生じること等がある。
上記MFIの範囲は、材料の粘度に影響し、粘度が材料の溶融強度や粗さに影響するため、発泡工程にとっても重要である。本発明者らは、特定のMFI値が本発明の発泡組成物に極めて有効であるのには、いくつかの理由があると考える。MFIが低い材料は、分子鎖長が長く、応力がかかった際に鎖が流れるのに必要なエネルギーをより多く作り出すため、いくつかの物性が改善され得る。また分子鎖(Mw)が長いほど、鎖によって結晶化できる結晶体がより大きくなり、そのため分子間結合による強度がより強くなる。しかしながら、MFIが低過ぎると粘度が高くなり過ぎる。これに対して、MFI値が高い材料は鎖が短い。したがってMFI値の高い所定量の材料中には、MFIが低い材料に比べて、回転可能でありその回転(ポリマーのTg、すなわちガラス転移温度より高い温度で起こる回転等)に必要な領域のために自由体積を作り出せる鎖末端が、顕微鏡レベルでより多く存在する。これにより自由体積が増加し、応力下で流動し易くなる。これらの特性のバランスを適切にするには、MFIは上記範囲内であるべきである。
発泡組成物の調製の際、主ポリマー樹脂を架橋用モノマーとブレンドして混合し、架橋度を変更することにより発泡組成物の特性を改変、または改善する。架橋度は、上記のとおりテトラリン溶媒で非架橋成分を溶解させる「東レゲル分率法」に従って決定する。
架橋用モノマーとしては、市販の二官能性、三官能性、四官能性、五官能性およびそれ以上の多官能性モノマーが好適である。かかる架橋用モノマーは、液体、固体、ペレットおよび粉末の形態で入手できる。例としては、限定するものではないが、1,6−ヘキサンジオールジアクリラート、1,6−ヘキサンジオールジメタクリラート、エチレングリコールジアクリラート、エチレングリコールジメタクリラート、トリメチロールプロパントリメタクリラート、テトラメチロールメタントリアクリラート、1,9−ノナンジオールジメタクリラート、1,10−デカンジオールジメタクリラート等のアクリラート系またはメタクリラート系化合物;カルボン酸のアリルエステル(トリメリット酸トリアリルエステル、ピロメリット酸トリアリルエステル、シュウ酸ジアリルエステル等);トリアリルシアヌラート、トリアリルイソシアヌラート等のシアヌル酸またはイソシアヌル酸のアリルエステル;N−フェニルマレイミド、N,N’−m−フェニレンビスマレイミド等のマレイミド系化合物;フタル酸ジプロパギル、マレイン酸ジプロパギル等の2個以上の三重結合を有する化合物;ジビニルベンゼンが挙げられる。二官能性液体架橋用モノマーである純度約80%のジビニルベンゼン(DVB)は、好ましくは約0.1〜約7.5パーセント単位樹脂(PPHR)、最も好ましくは約2.5〜約3.75PPHRの量で用いてもよい。すなわち発泡組成物は、好ましくは約0.08〜約6.0PPHR、最も好ましくは約2.0〜約3.0PPHRのDVBを含んでなる。
さらに、かかる架橋用モノマーは単独で用いてもよいし、組み合わせて用いてもよい。重要なことであるが、架橋は種々様々な技術で生成でき、異なるポリマー分子の分子間でも、また同一ポリマー分子の部分間での分子内でも形成可能である。かかる技術としては、ポリマー鎖とは別個に架橋用モノマーを提供する方法や、架橋を形成できるか、または活性化すると架橋を形成できるようになる官能基を含む架橋用モノマーを取り込むポリマー鎖を提供する方法が挙げられる。
ブレンドする組成物は、通常、熱分解性化学発泡剤および/または発泡剤とも混合する。概して、化学発泡剤の種類には制限はない。化学発泡剤の例としては、アゾ化合物、ヒドラジン化合物、カルバジド、テトラゾール、ニトロソ化合物、炭酸塩等が挙げられる。化学発泡剤は単独で用いてもよいし、組み合わせて用いてもよい。化学発泡剤としては、アゾジカルボンアミド(ADCA)が好適に用いられる。重要なことであるが、ADCA分子は通常、膨張または発泡工程において熱分解する。ADCAの熱分解生成物としては、窒素、一酸化炭素、二酸化炭素およびアンモニアが挙げられる。ADCA熱分解は、通常は約190〜約230℃の温度で起こる。化学発泡剤の量を調節することにより、得られる発泡組成物の部分密度を調節することができる。目的とする発泡体部分密度を得るための発泡剤の許容量は、容易に求めることができる。化学発泡剤は、概して、要求される密度に応じて約2.0〜約25.0質量部の量で用いられる。アゾジカルボンアミドに関しては、67kg/m3の発泡体部分密度を得るためには約4.0〜約8.0質量部が好ましい。
熱分解性発泡剤の分解温度と樹脂ブレンドの融点の差が大きい場合は、発泡剤分解用の触媒を用いてもよい。触媒の例としては、限定するものではないが、酸化亜鉛、酸化マグネシウム、ステアリン酸カルシウム、グリセリン、尿素等が挙げられる。
また発泡組成物は、開示されている発泡組成物の製造に適合する添加剤をさらに含有してもよい。一般的な添加剤としては、限定するものではないが、有機過酸化物、酸化防止剤、潤滑剤、熱安定剤、着色剤、難燃剤、帯電防止剤、核剤、可塑剤、抗菌剤、殺菌剤、光安定剤、UV吸収剤、ブロッキング防止剤、充填剤、防臭剤、増粘剤、気泡サイズ安定剤、金属不活性化剤およびそれらの組合せが挙げられる。
発泡組成物の各成分は、容易に分散させるために所望により機械的に予備混合してもよい。かかる予備混合には、ヘンシェルミキサーが好ましく用いられる。架橋用モノマーまたは他の添加剤が液体の場合、モノマーおよび/または添加剤は、固体成分と予備混合する代わりに、押出機の供給口またはベント付き押出機のベント口から添加できる。
熱分解性発泡剤の分解温度よりも低い温度範囲でブレンドした後、架橋用モノマーおよび化学発泡剤を含む混合した発泡組成物の成分を溶融し、一軸スクリュー押出機、二軸スクリュー押出機、バンバリーミキサー、ニーダーミキサーまたはミキシングロール等の混練装置で混練りする。その後、得られた溶融調製物を通常はシート状材料(シート、フィルム、ウェブ等)に成形する。好ましくは、シート状材料を二軸スクリュー押出機で押し出す。シート状材料を成形する別の方法としては、カレンダー加工の使用がある。
溶融温度、混練り温度および/またはカレンダー加工温度は、発泡剤の分解開始温度の少なくとも約10℃以下であることが好ましい。この温度が高過ぎると、混練りの際に熱分解性発泡剤が分解してしまうことがあり、典型的には望ましくない早期発泡となる。混練りおよび/またはカレンダー加工の下限温度は、組成物中のポリプロピレン樹脂の融点(2種類のポリプロピレン樹脂を使用する場合は高い方の融点)である。組成物をこの2つの温度間で混練りまたはカレンダー加工することにより、一旦シート状材料を発泡させると規則的な気泡構造および平らな発泡体面が得られる。
次に、シート状材料に所定の照射線量にて電離放射線を照射して組成物を架橋させ、それにより架橋シートが得られる。
発泡組成物は、所定の照射線量での電離放射線照射、有機過酸化物またはシランによる架橋等のいずれかの公知の方法で生成した架橋を含んでよい。なお、電離放射線を照射すると、優れた外観およびほぼ均一な気泡を有する、開示された組成物を含んでなる発泡シートが得られる。以前は、主成分としてポリプロピレン(一種または複数種)を含んでなる組成物でそのような発泡シートを調製する場合、電離放射線では充分な架橋度を得ることはできなかった。本開示の方法および組成物により、この問題は解決される。すなわち、本開示の方法および組成物において架橋用モノマーを加えることにより、電離放射線でポリプロピレン(一種または複数種)を充分に架橋させることができる。
電離放射線としては、限定するものではないが、α線、β線、γ線および電子ビームが挙げられる。このうち、ほぼ均一なエネルギーを有する電子ビームが本開示の発泡組成物の調製に好ましく用いられる。照射時間、照射回数および電子ビームを照射する際の加速電圧は、目的とする架橋度やシート状材料の厚さによって大きく変わり得るが、概して、約10〜約500kGy、好ましくは約20〜約300kGy、より好ましくは約20〜約200kGyの範囲となるべきである。照射線量が低過ぎると、発泡させた際に気泡の安定性が維持されない。照射線量が高過ぎると、発泡組成物を含んでなる得られたシートの成形性が劣るか、或いは成分自体が分解する場合がある。また、含有成分(ポリマー等)は電子ビーム照射の際の放熱によって軟化することがあり、そのため照射線量が高過ぎるとシートが変形することがある。
照射回数は、4回以下が好ましく、2回以下がより好ましく、1回のみがさらに好ましい。照射回数が約4回を超えると、過度の鎖の切断により望ましくない物性の低下が起こる。また、成分自体が分解を起こし、そのため例えば発泡させると、得られる発泡組成物中にほぼ均一な気泡が生成されない場合がある。
発泡組成物の成分を含んでなるシート状材料の厚さが約4mmを超える場合、この材料の各主面を電離放射線で照射することが、主面(片面または両面)および内層の架橋度をより均一なものとするためには好ましい。
電子ビームによる照射には、発泡組成物の成分を含んでなる様々な厚さのシート状材料を、電子の加速電圧を調節することにより効率的に架橋させることができるという利点がある。加速電圧は、概して約200〜約1500kV、好ましくは約400〜約1200kV、より好ましくは約600〜約1000kVの範囲である。加速電圧が約200kV未満であると、放射線が貫通できずシート状材料の内側部分が架橋できない。その結果、発泡させた際に内側部分の気泡が粗大且つ不揃いになる場合がある。加速電圧が約1500kVを超えると、成分自体が分解するおそれがある。
選択する架橋の手法に関わらず、発泡組成物の「東レゲル分率法」で測定した際の総合架橋度が約20〜約75%、より好ましくは約30〜約60%となるように架橋を行う。
選択する架橋の手法に関わらず、発泡組成物の積層面架橋度が約15%〜約65%、より好ましくは約25%〜約55%となるように積層面架橋を行う。
発泡は、通常は架橋シート状材料を熱分解性発泡剤の分解温度より高い温度に加熱することにより行う。熱分解性発泡剤であるアゾジカルボンアミド(ADCA)に関しては、発泡は約200〜約260℃、好ましくは約220〜約240℃で連続工程にて行う。通常、発泡はバッチ処理では行わない。その代わりに、発泡組成物または発泡組成物を組み込んだ物品の製造には連続工程が好ましい。
発泡は通常、溶融塩、輻射加熱器、垂直熱風炉、水平熱風炉、マイクロ波エネルギーまたはこれらの方法の組合せにより架橋シート状材料を加熱して行う。また発泡は、オートクレーブ内での窒素等を用いた含浸工程と、それに続く溶融塩、輻射加熱器、垂直熱風炉、水平熱風炉、マイクロ波エネルギーまたはこれらの方法の組合せによる自由発泡にて行ってもよい。溶融塩と輻射加熱器の組合せを用いて架橋シート状材料を加熱することが好ましい。
必要に応じて、発泡の前に架橋シート状材料を予備加熱して軟化させてもよい。これにより、発泡した際のシート状材料の膨張の安定化が促進される。
架橋発泡組成物の製造は、通常は以下の工程を含む多段階プロセスにより行う。1)ポリマーマトリックスシートを混合/押出しまたは混合/混練りまたは混合/カレンダー加工する工程、2)電子ビーム等の放射線源で架橋させる工程、および3)a)溶融塩、輻射加熱器、熱風炉もしくはマイクロ波エネルギーにより材料を加熱するか、またはb)オートクレーブ内での窒素を用いた含浸工程に続いて溶融塩、輻射加熱器、熱風炉もしくはマイクロ波エネルギーにより材料を加熱する発泡工程。
発泡シート等の発泡組成物の好ましい製造方法は、シート状材料を混合し、混練りし、押し出すことによる押出し/混練り、シート状材料を電子ビームで物理的架橋させることによる架橋、混合中に添加した有機発泡剤(アゾジカルボンアミド(ADCA))の分解によりシート状材料を発泡させること、ならびに溶融塩および/または輻射加熱器での加熱による膨張を含むことが好ましい。
好ましくは、発泡組成物の製造方法は、JIS K6767で測定した際の部分密度または「総合」密度が約20〜約250kg/m3、好ましくは約50kg/m3〜約125kg/m3の発泡組成物が得られるように実施する。部分密度は、発泡剤の量で調整することができる。発泡シートの密度が約20kg/m3未満であると、密度を達成させるために必要な大量の化学発泡剤によりシートが効率的に発泡しない。さらに、発泡シートの密度が約20kg/m3未満であると、発泡工程中のシートの膨張を制御することがいっそう困難となる。したがって、部分密度および厚さが均一な発泡シートを製造することがよりいっそう困難となる。さらに、発泡シートの密度が20kg/m3未満であると、発泡シートは気泡がいっそう潰れやすくなる。
好ましくは、発泡組成物の製造方法は、JIS K6767に従って測定した、支持層に接触させる0.45mm〜0.60mm側の積層面密度が約35〜約275kg/m3、好ましくは約65kg/m3〜約140kg/m3の発泡組成物が得られるように実施する。
発泡組成物は、部分密度が約250kg/m3に限定されるわけではない。約350kg/m3、約450kg/m3または約550kg/m3の発泡体を製造してもよいが、発泡組成物は密度が約250kg/m3未満であることが好ましい。
平均気泡サイズは、約0.05〜約1.0mmが好ましく、約0.1〜約0.7mmがより好ましい。平均気泡サイズが約0.05mm未満であると、発泡組成物の軟度、触覚および柔軟性が低下する。平均気泡サイズが1mmを超えると、発泡組成物の面が凸凹になる。また、延伸を行った場所または二次加工にかけた部分において気泡の集団の平均気泡サイズが好ましくないと、発泡組成物が望ましくないほどに裂けてしまう可能性もある。発泡組成物中の気泡サイズは、比較的球状である発泡組成物のコア部にある気泡の集団および比較的平らで薄く且つ/または長方形の発泡組成物の表面近くのスキン部にある気泡の集団を表す双峰分布を示し得る。
発泡組成物の厚さは、約0.2mm〜約50mmであってもよく、約0.4mm〜約40mmが好ましく、約0.6mm〜約30mmがより好ましく、約0.8mm〜約20mmがさらに好ましい。厚さが約0.2mm未満であると、主面からのガス損失が著しく効率的な発泡とならない。厚さが約50mmを超えると、発泡工程の際の膨張の制御がいっそう困難となる。したがって、部分密度および厚さが均一な発泡組成物を含んでなる発泡シートを製造することがよりいっそう困難となる。また望ましい厚さは、スライシング、スカイビングまたは接着等の二次加工により得ることもできる。スライシング、スカイビングまたは接着により、約0.1mm〜約100mmの厚さ範囲を得ることができる。TPO等の支持層の厚さは、約0.2mm〜約1.2mmであってもよい。
発泡組成物の圧縮強度は、部分密度、主ポリマー樹脂の種類および組成物中の各主ポリマー樹脂の量により異なる。圧縮強度は、上記のとおりJIS K6767に従って測定する。50×50mmの予めカットされた発泡体を約25mmまで積み重ね、10mm/分の速度で元の積み重ねた高さの75%まで圧縮する。20秒間圧縮した状態を保った後、圧縮強度を記録する。
主ポリマー樹脂を含んでなるポリプロピレン(一種または複数種)は、ポリプロピレンであってもよいし、弾性成分(通常はエチレン成分)を含有してもよい。したがって主ポリマーは、限定するものではないが、ポリプロピレン、耐衝撃性変性ポリプロピレン、ポリプロピレン−エチレンコポリマー、メタロセンポリプロピレン、メタロセンポリプロピレン−エチレンコポリマー、ポリプロピレン系ポリオレフィンプラストマー、ポリプロピレン系ポリオレフィンエラストプラストマー、ポリプロピレン系ポリオレフィンエラストマー、ポリプロピレン系熱可塑性ポリオレフィンブレンドおよびポリプロピレン系熱可塑性エラストマーブレンドより選択してもよい。
本方法および組成物におけるポリプロピレン系材料の融解温度は、約125℃以上が好ましく、約135℃超が最も好ましい。ポリプロピレン系材料の融解温度が約125℃未満であると、120℃で120時間の熱老化後の支持層/発泡体積層組成物において良好な剥離引裂強度が得られない場合がある。
ポリプロピレンの実例としてはアイソタクチックホモポリプロピレンがあるが、他のポリプロピレンを用いてもよい。
耐衝撃性変性ポリプロピレンの実例としては、ホモポリプロピレンとエチレン−プロピレンコポリマーゴムや、エチレン−プロピレン−(非共役ジエン)コポリマーゴムがある。具体例を2つ挙げると、ブラスケムPPアメリカ社(Braskem PP Americas)製TI4015FおよびTI4015F2樹脂がある。
メタロセンポリプロピレンとしては、限定するものではないが、メタロセンシンジオタクチックホモポリプロピレン、メタロセンアタクチックホモポリプロピレン、メタロセンアイソタクチックホモポリプロピレンが挙げられる。メタロセンポリプロピレンの例としては、METOCENETM(ライオンデルバセル社)およびACHIEVETM(エクソンモービル社)の商品名で市販されているものがある。メタロセンポリプロピレンは、トタルペトロケミカルズUSAからも市販されており、グレードとしてはM3551、M3282MZ、M7672、1251、1471、1571および1751がある。
ポリプロピレン系ポリオレフィンプラストマー(POP)および/またはポリプロピレン系ポリオレフィンエラストプラストマーは、プロピレン系コポリマーである。ポリプロピレン系ポリオレフィンプラストマーポリマーの非限定的な例としては、VERSIFYTM(ダウ・ケミカル・カンパニー)およびVISTAMAXXTM(エクソンモービル社)の商品名で市販されているものがある。
ポリプロピレン系ポリオレフィンエラストマー(POE)は、プロピレン系コポリマーである。プロピレン系ポリオレフィンエラストマーの非限定的な例としては、THERMORUNTMおよびZELASTM(三菱化学)、ADFLEXTMおよびSOFTELLTM(ライオンデルバセル社)、VERSIFYTM(ダウ・ケミカル・カンパニー)ならびにVISTAMAXXTM(エクソンモービル社)の商品名で市販されているポリマーがある。
ポリプロピレン系熱可塑性ポリオレフィンブレンド(TPO)は、ホモポリプロピレンおよび/またはポリプロピレン−エチレンコポリマーおよび/またはメタロセンホモポリプロピレンであるが、そのいずれもが、熱可塑性ポリオレフィンブレンド(TPO)にプラストマー特性、エラストプラストマー特性またはエラストマー特性を付与するのに充分な量のエチレン−プロピレン(EP)コポリマーゴムまたはエチレン−プロピレン(非共役ジエン)(EPDM)コポリマーゴムを有し得る。ポリプロピレン系ポリオレフィンブレンドポリマーの非限定的な例としては、EXCELINKTM(JSR株式会社)、THERMORUNTMおよびZELASTM(三菱化学)、FERROFLEXTMおよびRxLOYTM(フェロ社)ならびにTELCARTM(テクノール・アペックス社)の商品名で市販されているポリマーブレンドがある。
ポリプロピレン系熱可塑性エラストマーブレンド(TPE)は、ホモポリプロピレンおよび/またはポリプロピレン−エチレンコポリマーおよび/またはメタロセンホモポリプロピレンであるが、そのいずれもが、熱可塑性エラストマーブレンド(TPE)にプラストマー特性、エラストプラストマー特性またはエラストマー特性を付与するのに充分な量のジブロックまたはマルチブロック熱可塑性ゴム改質剤(SEBS、SEPS、SEEPS、SEP、SEBC、CEBC、HSB等)を有し得る。ポリプロピレン系熱可塑性エラストマーブレンドポリマーの非限定的な例としては、DYNAFLEX(登録商標)およびVERSAFLEX(登録商標)(GLS社)、MONPRENE(登録商標)およびTEKRON(登録商標)(テクノール・アペックス社)ならびにDURAGRIP(登録商標)(アドバンスト・ポリマー・アロイズ社(AdvancedPolymerAlloys))の商品名で市販されているポリマーブレンドがある。
また、発泡組成物の第1の層および限定するものではないが、プラストマー性、エラストプラストマー性またはエラストマー性熱可塑性ポリオレフィンTPO層であってもよい第2の支持層を含んでなる積層組成物が提供される。
かかる積層体は、周知の標準的な技術で製造することができる。本発明の発泡体は、支持層の片面または両面に積層することができる。また、選択された用途に適合させるために、得られた二層積層体にさらなる層/基材を積層してもよい。
発泡組成物または積層組成物は、自動車用途等の種々の用途に好適に使用することができる。例えば限定するものではないが、ドアパネル、ドアロール、ドアインサート、ドアスタッファー、トランクスタッファー、アームレスト、センターコンソール、シートクッション、シートバック、ヘッドレスト、シートバックパネル、インストルメントパネル、ニーボルスター、ヘッドライナー等の自動車内装部品が挙げられる。
本発明の発泡シートおよび積層組成物には、限定するものではないが、エンボス加工、コロナまたはプラズマまたは火炎処理、粗面処理、滑面化処理、穿孔処理またはミクロ穿孔処理、スプライシング、スライシング、スカイビング、レイヤリング、接着、穴あけ処理等の種々の二次加工を行ってもよい。
発泡組成物とTPO等の支持層の間の固着力/界面接着強度に影響する要因の例としては、限定するものではないが、以下のものが挙げられる。
1)発泡体と接触させる前にTPOの積層面を加熱する温度
2)TPOと接触させる前にポリプロピレン発泡体の積層面を加熱する温度
3)積層の際にTPOおよび発泡体に加える圧力
4)TPOの成分
5)ポリプロピレン発泡体の成分
6)TPO内において物理的または化学的架橋を行う場合はその量および種類
7)ポリプロピレン発泡体内における物理的架橋の量および種類
8)TPOとポリプロピレン発泡体の相溶性および/またはポリマー鎖の絡み合いおよび/または混和度
9)TPOの積層面の粗さまたは滑らかさ(TPOシートを個別に製造する場合)
10)ポリプロピレン発泡体の積層面の粗さまたは滑らかさ
1)発泡体と接触させる前にTPOの積層面を加熱する温度
2)TPOと接触させる前にポリプロピレン発泡体の積層面を加熱する温度
3)積層の際にTPOおよび発泡体に加える圧力
4)TPOの成分
5)ポリプロピレン発泡体の成分
6)TPO内において物理的または化学的架橋を行う場合はその量および種類
7)ポリプロピレン発泡体内における物理的架橋の量および種類
8)TPOとポリプロピレン発泡体の相溶性および/またはポリマー鎖の絡み合いおよび/または混和度
9)TPOの積層面の粗さまたは滑らかさ(TPOシートを個別に製造する場合)
10)ポリプロピレン発泡体の積層面の粗さまたは滑らかさ
ラミネーターの中には、上記の要因を修正する能力が限定されているものがある。例えば、
1)積層装置が、TPOの積層面および/またはポリプロピレン発泡体の積層面を積層に最も望ましい温度に加熱するように設計されていない場合がある。
2)積層装置が、積層の際にTPOおよび発泡体に最も望ましい圧力を加えるように設計されていない場合がある。
3)ラミネーターが、ポリプロピレンとの質の高い接着にはあまり好ましくない特定のTPO配合物に限定されている場合がある。
4)TPOおよび発泡体製造装置が、TPOおよび/またはポリプロピレン発泡体内における架橋の量および種類を特定した内装トリム製造装置であり、その量および種類が良好な積層にはあまり好ましくない場合のある内装トリム製造装置に限定されている場合がある。
1)積層装置が、TPOの積層面および/またはポリプロピレン発泡体の積層面を積層に最も望ましい温度に加熱するように設計されていない場合がある。
2)積層装置が、積層の際にTPOおよび発泡体に最も望ましい圧力を加えるように設計されていない場合がある。
3)ラミネーターが、ポリプロピレンとの質の高い接着にはあまり好ましくない特定のTPO配合物に限定されている場合がある。
4)TPOおよび発泡体製造装置が、TPOおよび/またはポリプロピレン発泡体内における架橋の量および種類を特定した内装トリム製造装置であり、その量および種類が良好な積層にはあまり好ましくない場合のある内装トリム製造装置に限定されている場合がある。
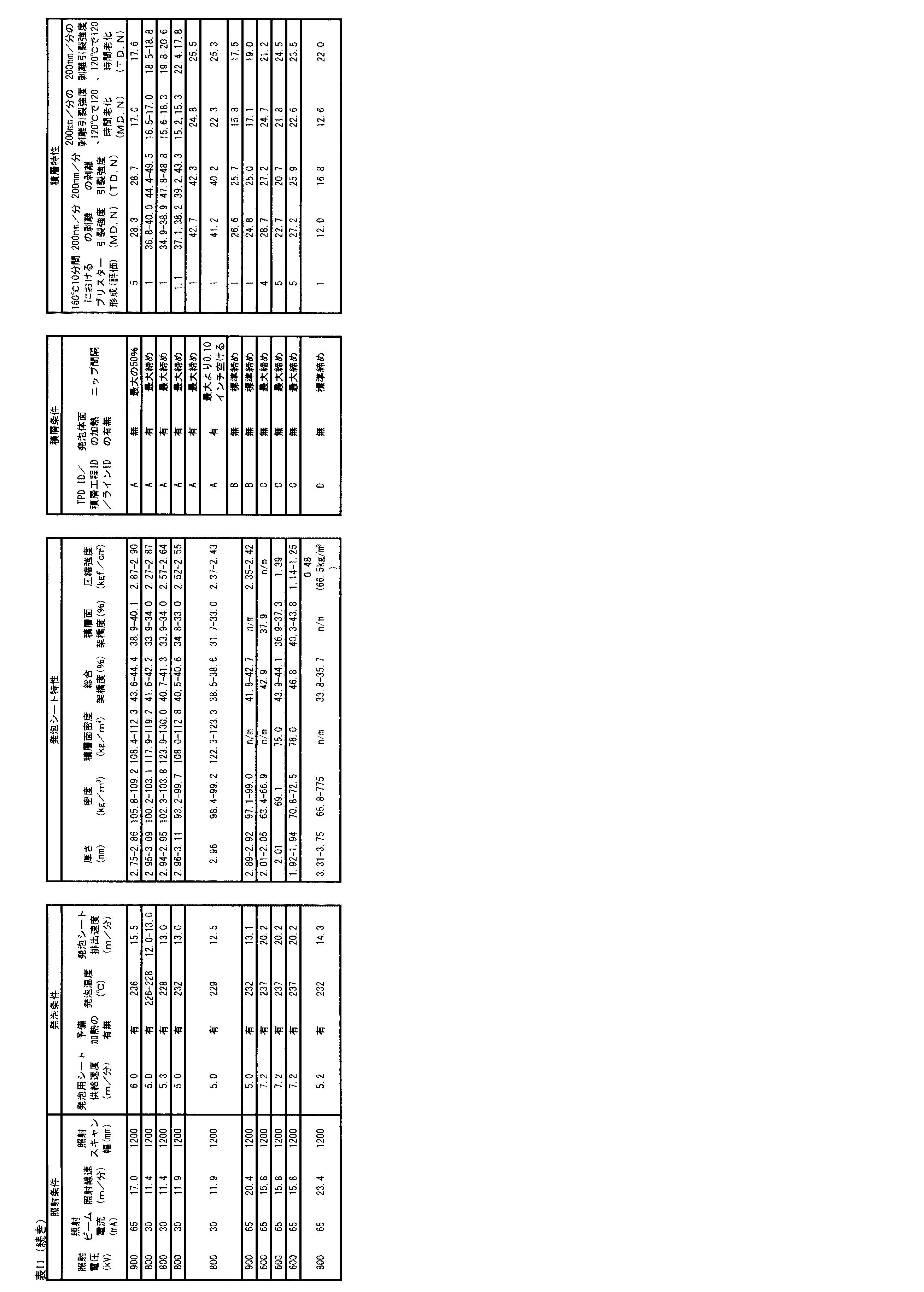
その結果、本発明者らはこれらの制限に対応し、TPO等の支持層との固着力が著しく改善された特定のポリプロピレン発泡体およびポリプロピレン−ポリエチレンブレンド発泡体が存在することを見出した。代表例を表Iに示す。これに対し、表IIに示した比較用の市販のポリプロピレン発泡体およびポリプロピレン−ポリエチレンブレンド発泡体は、TPOとの固着力が望ましいものではない。
表IIに示したような従来のポリプロピレン発泡体は、内装トリムパネルの製造に必要とされる良好な熱成形能を有する。しかしながらこれらの発泡体では、ほとんどの積層工程において、いくつかのインストルメントパネル用途、ドアパネル用途等に好適となるようにTPOとの望ましい固着力/界面接着強度を得るのは困難である。
発泡体を4つの積層工程で積層した。各工程においてはそれぞれ異なるTPOを使用した。
積層工程「A」
積層工程Aにおいては、積層の前に発泡体面を加熱しておく。加熱した発泡体の上にTPOを直接押し出した後、両者を引っ張ってニップを通し、積層体を作成する。
積層工程Aにおいては、積層の前に発泡体面を加熱しておく。加熱した発泡体の上にTPOを直接押し出した後、両者を引っ張ってニップを通し、積層体を作成する。
積層工程Aにおいて評価した発泡体は、密度が約100kg/m3である。実施例A1およびA2の発泡体は、ポリプロピレンが90%、CEBCが10%である。実施例A3、A4およびA5の発泡体は、ポリプロピレンが70%、LLDPEが20%、CEBCが10%である。実施例A6の発泡体は、ポリプロピレンが62.5%、VLDPEが37.5%である。実施例A1〜A6の二層積層体は、ブリスター評価が1、老化前の剥離引裂強度が約34N以上、熱老化後の剥離引裂強度が約28N以上である。
比較例A1〜A5の発泡体は、ポリプロピレンが80%、LLDPEが20%である。比較例A1の二層積層体は、ブリスター評価が5、老化前の剥離引裂強度が34N未満、熱老化後の剥離引裂強度が28N未満である。比較例A2〜A5の二層積層体は、ブリスター評価が1、老化前の剥離引裂強度が約34N以上、熱老化後の剥離引裂強度が28N未満である。
実施例A1〜A5より、PP RCPおよび/またはLLDPEに代えてCEBCを10%用いることによって、発泡体とTPO間の固着力が強くなり老化前の剥離引裂強度が約34N以上、熱老化後の剥離引裂強度が28N未満となることが実証された。
実施例A6より、PP RCPおよび/またはLLDPEに代えてVLDPEを37.5%10%用いることによって、発泡体とTPO間の固着力が強くなり老化前の剥離引裂強度が約34N以上、熱老化後の剥離引裂強度が28N未満となることが実証された。
積層工程「B」
積層工程Bにおいては、積層の前に発泡体面を加熱しない。積層の約1週間前にTPOスキンを個別に製造しておく。積層工程Bにおいては、TPOスキンを加熱した後、加熱したTPOと未加熱の発泡体を一緒に引っ張ってニップを通し、積層体を作成する。
積層工程Bにおいては、積層の前に発泡体面を加熱しない。積層の約1週間前にTPOスキンを個別に製造しておく。積層工程Bにおいては、TPOスキンを加熱した後、加熱したTPOと未加熱の発泡体を一緒に引っ張ってニップを通し、積層体を作成する。
積層工程Bにおいて評価した発泡体は、密度が約100kg/m3である。積層工程Bにおいて評価した発泡体のうちのいくつかは、積層工程Aにおいても評価した。実施例B1の発泡体は、ポリプロピレンが90%、CEBCが10%である。実施例B2およびB3の発泡体は、ポリプロピレンが70%、LLDPEが20%、CEBCが10%である。実施例B1〜B3の二層積層体は、ブリスター評価が1、老化前の剥離引裂強度が約34N以上、熱老化後の剥離引裂強度が約28N以上である。
比較例B1およびB2の発泡体は、ポリプロピレンが80%、LLDPEが20%である。比較例B1およびB2の二層積層体は、ブリスター評価が1、老化前の剥離引裂強度が34N未満、熱老化後の剥離引裂強度が28N未満である。比較例A2〜A5の二層積層体は、ブリスター評価が1、老化前の剥離引裂強度が約34N以上、熱老化後の剥離引裂強度が28N未満である。
実施例B1〜B3より、PP RCPおよび/またはLLDPEに代えてCEBCを10%用いることによって、発泡体とTPO間の固着力が強くなり老化前の剥離引裂強度が約34N以上、熱老化後の剥離引裂強度が28N未満となることが実証された。積層工程やTPO組成の違いに関係なくこの結果となる。
積層工程「C」
積層工程Cにおいては、積層の前に発泡体面を加熱しない。積層の約1週間前にTPOスキンを個別に製造しておく。積層工程Cにおいては、TPOスキンを加熱した後、加熱したTPOと未加熱の発泡体を一緒に引っ張ってニップを通し、積層体を作成する。
積層工程Cにおいては、積層の前に発泡体面を加熱しない。積層の約1週間前にTPOスキンを個別に製造しておく。積層工程Cにおいては、TPOスキンを加熱した後、加熱したTPOと未加熱の発泡体を一緒に引っ張ってニップを通し、積層体を作成する。
積層工程Cにおいて評価した発泡体は、密度が約67kg/m3である。実施例C1〜C3の発泡体は、ポリプロピレンが80%、VLDPEが20%である。実施例C1〜C3の二層積層体は、ブリスター評価が1、老化前の剥離引裂強度が約26N以上、熱老化後の剥離引裂強度が約19N以上である。
比較例C1およびC2の発泡体は、ポリプロピレンが80%、LLDPEが20%である。比較例C3の発泡体は、ポリプロピレンが70%、LLDPEが20%、CEBCが10%である。比較例C1の二層積層体は、ブリスター評価が4、老化前の剥離引裂強度が約26N以上、熱老化後の剥離引裂強度が19N以上である。比較例C2の二層積層体は、ブリスター評価が5、老化前の剥離引裂強度が26N未満、熱老化後の剥離引裂強度が19N以上である。比較例C3の二層積層体は、ブリスター評価が5、老化前の剥離引裂強度が約26N以上、熱老化後の剥離引裂強度が19N未満である。
実施例C1〜C3より、i)PP RCPに代えて耐衝撃性hPPを30%、ii)LLDPEに代えてVLDPEを20%用いることによって、発泡体とTPO間の固着力が強くなり老化前の剥離引裂強度が約26N以上、熱老化後の剥離引裂強度が約19N以上となることが実証された。
ただし積層工程AおよびBと異なり、PP RCPに代えてCEBCを10%用いても(比較例C3)、発泡体とTPO間の固着力は劇的には強くならなかった。これは積層工程およびTPOの種類が異なることが原因であり、この場合は発泡体とTPO間の固着力の強化にCEBCがそれほど効果的でない。
積層工程「D」
積層工程Dにおいては、積層の前に発泡体面を加熱しない。積層の約1週間前にTPOスキンを個別に製造しておく。積層工程Dにおいては、TPOスキンを加熱した後、加熱したTPOと未加熱の発泡体を一緒に引っ張ってニップを通し、積層体を作成する。
積層工程Dにおいては、積層の前に発泡体面を加熱しない。積層の約1週間前にTPOスキンを個別に製造しておく。積層工程Dにおいては、TPOスキンを加熱した後、加熱したTPOと未加熱の発泡体を一緒に引っ張ってニップを通し、積層体を作成する。
積層工程Dにおいて評価した発泡体は、密度が約65kg/m3〜84kg/m3の範囲である。実施例D1〜D3の発泡体は、ポリプロピレンが40%、OBCが50%、CEBCが10%である。実施例D1〜D3の二層積層体は、ブリスター評価が1、老化前の剥離引裂強度が約17N以上、熱老化後の剥離引裂強度が約15Nである。
比較例D1の発泡体は、密度が約66kg/m3〜約78kg/m3である。比較例D1の発泡体は、ポリプロピレンが40%、OBCが60%である。実施例D1の二層積層体は、ブリスター評価が1、老化前の剥離引裂強度が17N未満、熱老化後の剥離引裂強度が機械方向において15N未満である。
実施例D1〜D3より、OBCに代えてCEBCを10%用いることによって、発泡体とTPO間の固着力が強くなり老化前の剥離引裂強度が約17N以上、熱老化後の剥離引裂強度が15N未満となることが実証された。
Claims (36)
- 密度が約85〜約125kg/m3の少なくとも1種のポリプロピレンポリマーを約50〜約95質量部含む発泡組成物であって、ブリスター評価が1〜2であり、支持層に積層した際の老化前の剥離引裂強度が少なくとも約34Nであり、熱老化後の剥離引裂強度が少なくとも約28Nである組成物。
- 前記支持層がTPOである、請求項1に記載の発泡組成物。
- 前記ポリプロピレンのメルトフローインデックスが230℃で約0.1〜約25g/10分である、請求項1に記載の発泡組成物。
- 弾性成分をさらに含む、請求項1に記載の発泡組成物。
- 前記弾性成分がエチレン成分を含有する、請求項4に記載の発泡組成物。
- 前記弾性成分が前記ポリプロピレンポリマーにブレンドされている、請求項4に記載の発泡組成物。
- 前記弾性成分を前記ポリプロピレンポリマーと重合する、請求項4に記載の発泡組成物。
- 前記エチレン成分が、LLDPE、CEBC、OBC、EPR、mPP、MPE、EPDM、SEBS、SEPS、SEEPS、SEP、SEBC、HSBおよびVLDPEからなる群より選択される少なくとも1つである、請求項5に記載の発泡組成物。
- 架橋剤、発泡剤、酸化防止剤および防曇剤からなる群より選択される少なくとも1種の添加剤から形成される、請求項1に記載の発泡組成物。
- 請求項1に記載の発泡組成物を前記支持層に積層した積層体。
- 前記支持層がTPOである、請求項10に記載の積層体。
- 前記発泡組成物の厚さが約0.2〜約50mmであり、前記支持層の厚さが約0.2〜約1.2mmである、請求項10に記載の積層体。
- 密度が約50〜約85kg/m3の少なくとも1種のポリプロピレンポリマーを約50〜約95質量部含む発泡組成物であって、ブリスター評価が1〜2であり、支持層に積層した際の老化前の剥離引裂強度が少なくとも約26Nであり、熱老化後の剥離引裂強度が少なくとも約19Nである組成物。
- 前記支持層がTPOである、請求項13に記載の発泡組成物。
- 前記ポリプロピレンのメルトフローインデックスが230℃で約0.1〜約25g/10分である、請求項13に記載の発泡組成物。
- 弾性成分をさらに含む、請求項13に記載の発泡組成物。
- 前記弾性成分がエチレン成分を含有する、請求項16に記載の発泡組成物。
- 前記弾性成分が前記ポリプロピレンポリマーにブレンドされている、請求項16に記載の発泡組成物。
- 前記弾性成分を前記ポリプロピレンポリマーと重合する、請求項16に記載の発泡組成物。
- 前記エチレン成分が、LLDPE、CEBC、OBC、EPR、mPP、mPE、EPDM、SEBS、SEPS、SEEPS、SEP、SEBC、HSBおよびVLDPEからなる群より選択される少なくとも1つである、請求項17に記載の発泡組成物。
- 架橋剤、発泡剤、酸化防止剤および防曇剤からなる群より選択される少なくとも1種の添加剤から形成される、請求項13に記載の発泡組成物。
- 請求項13に記載の発泡組成物を前記支持層に積層した積層体。
- 前記支持層がTPOである、請求項22に記載の積層体。
- 前記発泡組成物の厚さが約0.2〜約50mmであり、前記支持層の厚さが約0.2〜約1.2mmである、請求項22に記載の積層体。
- 密度が約50〜約85kg/m3の少なくとも1種のポリプロピレンポリマーを約30〜約50質量部含む発泡組成物であって、ブリスター評価が1〜2であり、支持層に積層した際の老化前の剥離引裂強度が少なくとも約17Nであり、熱老化後の剥離引裂強度が少なくとも約15Nである組成物。
- 前記支持層がTPOである、請求項25に記載の発泡組成物。
- 前記ポリプロピレンのメルトフローインデックスが230℃で約0.1〜約25g/10分である、請求項25に記載の発泡組成物。
- 弾性成分をさらに含む、請求項25に記載の発泡組成物。
- 前記弾性成分がエチレン成分を含有する、請求項28に記載の発泡組成物。
- 前記弾性成分が前記ポリプロピレンポリマーにブレンドされている、請求項28に記載の発泡組成物。
- 前記弾性成分を前記ポリプロピレンポリマーと重合する、請求項28に記載の発泡組成物。
- 前記エチレン成分が、LLDPE、CEBC、OBC、EPR、mPP、mPE、EPDM、SEBS、SEPS、SEEPS、SEP、SEBC、HSBおよびVLDPEからなる群より選択される少なくとも1つである、請求項29に記載の発泡組成物。
- 架橋剤、発泡剤、酸化防止剤および防曇剤からなる群より選択される少なくとも1種の添加剤から形成される、請求項25に記載の発泡組成物。
- 請求項25に記載の発泡組成物を前記支持層に積層した積層体。
- 前記支持層がTPOである、請求項34に記載の積層体。
- 前記発泡組成物の厚さが約0.2〜約50mmであり、前記支持層の厚さが約0.2〜約1.2mmである、請求項34に記載の積層体。
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161487092P | 2011-05-17 | 2011-05-17 | |
| US61/487,092 | 2011-05-17 | ||
| US201161508232P | 2011-07-15 | 2011-07-15 | |
| US61/508,232 | 2011-07-15 | ||
| US201161569422P | 2011-12-12 | 2011-12-12 | |
| US61/569,422 | 2011-12-12 | ||
| US13/339,928 US20120295086A1 (en) | 2011-05-17 | 2011-12-29 | Crosslinked polypropylene foam sheet for improved anchorage to tpo |
| US13/339,928 | 2011-12-29 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014511337A Division JP6174571B2 (ja) | 2011-05-17 | 2011-12-29 | 架橋ポリプロピレン発泡体およびそれから製造する積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017170905A true JP2017170905A (ja) | 2017-09-28 |
| JP2017170905A5 JP2017170905A5 (ja) | 2018-01-11 |
Family
ID=47175125
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014511337A Active JP6174571B2 (ja) | 2011-05-17 | 2011-12-29 | 架橋ポリプロピレン発泡体およびそれから製造する積層体 |
| JP2017080699A Withdrawn JP2017170905A (ja) | 2011-05-17 | 2017-04-14 | 架橋ポリプロピレン発泡体およびそれから製造する積層体 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014511337A Active JP6174571B2 (ja) | 2011-05-17 | 2011-12-29 | 架橋ポリプロピレン発泡体およびそれから製造する積層体 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20120295086A1 (ja) |
| EP (1) | EP2709845A1 (ja) |
| JP (2) | JP6174571B2 (ja) |
| KR (1) | KR101582119B1 (ja) |
| CN (1) | CN103648772B (ja) |
| MX (1) | MX2013013336A (ja) |
| WO (1) | WO2012158203A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023058525A1 (ja) * | 2021-10-04 | 2023-04-13 | キョーラク株式会社 | 発泡成形用樹脂及びその製造方法、発泡成形体の製造方法、構造体の製造方法 |
| JP2023094897A (ja) * | 2021-12-24 | 2023-07-06 | キョーラク株式会社 | 発泡成形体の製造方法 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6089809B2 (ja) * | 2013-03-11 | 2017-03-08 | 東レ株式会社 | 積層体、自動車内装材、及びインストルメントパネル |
| CN104610563A (zh) * | 2013-11-05 | 2015-05-13 | 晋江凯基高分子材料有限公司 | 一种烯烃嵌段共聚物材料发泡体的制备方法与应用 |
| US9878479B2 (en) | 2013-12-30 | 2018-01-30 | Toray Plastics (America), Inc. | Method to direct compound extruded structure for the production of irradiation crosslinked polypropylene foam |
| US9663958B2 (en) | 2013-12-31 | 2017-05-30 | Toray Plastics (America), Inc. | Methods of producing foam structures from recycled metallized polyolefin material |
| US9821533B2 (en) | 2014-12-30 | 2017-11-21 | Toray Plastics (America), Inc. | Coextruded, crosslinked multilayer polyolefin foam structures from recycled metallized polyolefin material and methods of making the same |
| US9669600B2 (en) | 2014-12-30 | 2017-06-06 | Toray Plastics (America), Inc. | Coextruded, crosslinked multilayer polyolefin foam structures from recycled polyolefin foam material and methods of making the same |
| US10384388B2 (en) | 2014-12-30 | 2019-08-20 | Toray Plastics (America), Inc. | Coextruded, crosslinked multilayer polyolefin foam structures and methods of making the same |
| DE102015220034A1 (de) | 2015-10-15 | 2017-04-20 | Benecke-Kaliko Ag | Folienlaminat und Innenverkleidungsteil für Kraftfahrzeuge |
| JP6696807B2 (ja) * | 2016-03-23 | 2020-05-20 | 積水化学工業株式会社 | 積層発泡シート、及びそれを用いた成形体 |
| US11738492B2 (en) * | 2016-03-31 | 2023-08-29 | Toray Plastics (America), Inc. | Methods of producing polyolefin foam sheets and articles made thereof |
| CN106380772B (zh) * | 2016-08-30 | 2019-01-22 | 贝内克-长顺汽车内饰材料(张家港)有限公司 | 基于sebs的环保型tpo汽车内饰材料及制备方法 |
| CN106380819B (zh) * | 2016-08-30 | 2019-03-15 | 贝内克-长顺汽车内饰材料(张家港)有限公司 | 应用于汽车内饰中的超软质热塑性弹性体材料 |
| CN106393890B (zh) * | 2016-08-30 | 2018-08-07 | 贝内克-长顺汽车内饰材料(张家港)有限公司 | 一种超软质环保型tpo汽车内饰材料及其制备方法 |
| CN106393896B (zh) * | 2016-08-30 | 2018-08-07 | 贝内克-长顺汽车内饰材料(张家港)有限公司 | 一种tpo-pp复合材料 |
| US11007761B2 (en) | 2017-03-31 | 2021-05-18 | Toray Plastics (America), Inc. | Method of making coextruded, cross-linked polyolefin foam with TPU cap layers |
| CN107177242B (zh) * | 2017-05-24 | 2020-04-10 | 贝内克-长顺汽车内饰材料(张家港)有限公司 | 耐醇的热塑性聚烯烃汽车内饰材料及其制备方法 |
| US10501598B2 (en) | 2017-06-29 | 2019-12-10 | Toray Plastics (America), Inc. | Method of making coextruded, crosslinked multilayer polyolefin foam structures from recycled crosslinked polyolefin foam material |
| CN111886162B (zh) * | 2018-03-13 | 2022-10-28 | 东洋纺株式会社 | 涂布的气囊用基布、其制造方法以及用于所述制造方法的涂料组合物 |
| KR102587649B1 (ko) * | 2018-09-20 | 2023-10-13 | 다우 글로벌 테크놀로지스 엘엘씨 | 가황 고무에 에틸렌계 중합체 폼을 부착시키기 위한 결합 방법 |
| US11590677B2 (en) | 2019-03-29 | 2023-02-28 | Toray Plastics (America), Inc. | Method of making coextruded, crosslinked polyolefin foam with KEE cap layers |
| US11590730B2 (en) | 2019-03-29 | 2023-02-28 | Toray Plastics (America), Inc. | Coextruded, crosslinked polyolefin foam with KEE cap layers |
| EP3766687B1 (en) * | 2019-07-15 | 2024-10-09 | TMG Tec Plast e outros Rev p/Ind Automóvel, SA | Composite structure for airbag cover |
| CN112094599B (zh) * | 2020-11-10 | 2021-02-26 | 苏州瑞高新材料有限公司 | 一种tpo内饰表皮及其制备方法 |
| CN119955216B (zh) * | 2025-04-11 | 2025-07-25 | 苏州瑞高新材料股份有限公司 | 一种用于气囊爆破的免弱化聚丙烯泡棉、制备方法、应用和层状蒙皮材料 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6221526A (ja) * | 1985-07-22 | 1987-01-29 | Sanwa Kako Kk | ポリオレフイン発泡体の製造方法 |
| US4803035A (en) * | 1985-12-16 | 1989-02-07 | Exxon Chemical Patents Inc. | Method for making composite films |
| JPH0684053B2 (ja) * | 1986-05-14 | 1994-10-26 | 東レ株式会社 | 発泡体と表皮材とからなる積層体の複合成形加工方法 |
| JPH01501540A (ja) * | 1986-12-15 | 1989-06-01 | エクソン・ケミカル・パテンツ・インク | 複合フィルムの製造方法 |
| JPS63309431A (ja) * | 1987-06-11 | 1988-12-16 | Tonen Sekiyukagaku Kk | 架橋ポリプロピレン発泡体の製造方法 |
| US5254402A (en) * | 1990-11-30 | 1993-10-19 | Toray Industries, Inc. | Molding laminate |
| IN189366B (ja) * | 1996-02-12 | 2003-02-15 | Mcneil Ppc Inc | |
| TWI247777B (en) * | 1998-10-30 | 2006-01-21 | Mitsui Chemicals Inc | Crosslinked olefin elastomer foam |
| CN1131277C (zh) * | 2000-10-11 | 2003-12-17 | 中国石油化工股份有限公司 | 一种辐照交联发泡聚丙烯材料及其制备方法 |
| US20080262116A1 (en) * | 2004-05-07 | 2008-10-23 | Simpson Scott S | Cross-Linked Polypropylene Resins, Method of Making Same, and Articles Formed Therefrom |
| JP4728735B2 (ja) * | 2004-08-04 | 2011-07-20 | 三井化学株式会社 | オレフィン系熱可塑性エラストマー組成物及びその発泡体 |
| EP1752485B1 (en) * | 2005-08-08 | 2008-10-08 | Alveo AG | Soft polyolefin foams with high heat resistance |
| JP5380864B2 (ja) * | 2007-03-23 | 2014-01-08 | 東レ株式会社 | 架橋ポリオレフィン系樹脂発泡体 |
| US9260577B2 (en) * | 2009-07-14 | 2016-02-16 | Toray Plastics (America), Inc. | Crosslinked polyolefin foam sheet with exceptional softness, haptics, moldability, thermal stability and shear strength |
-
2011
- 2011-12-29 US US13/339,928 patent/US20120295086A1/en not_active Abandoned
- 2011-12-29 WO PCT/US2011/067842 patent/WO2012158203A1/en not_active Ceased
- 2011-12-29 KR KR1020137033455A patent/KR101582119B1/ko active Active
- 2011-12-29 MX MX2013013336A patent/MX2013013336A/es unknown
- 2011-12-29 CN CN201180072288.8A patent/CN103648772B/zh active Active
- 2011-12-29 JP JP2014511337A patent/JP6174571B2/ja active Active
- 2011-12-29 EP EP11811289.5A patent/EP2709845A1/en not_active Ceased
-
2017
- 2017-04-14 JP JP2017080699A patent/JP2017170905A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023058525A1 (ja) * | 2021-10-04 | 2023-04-13 | キョーラク株式会社 | 発泡成形用樹脂及びその製造方法、発泡成形体の製造方法、構造体の製造方法 |
| JP2023094897A (ja) * | 2021-12-24 | 2023-07-06 | キョーラク株式会社 | 発泡成形体の製造方法 |
| JP7817527B2 (ja) | 2021-12-24 | 2026-02-19 | キョーラク株式会社 | 発泡成形体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6174571B2 (ja) | 2017-08-02 |
| EP2709845A1 (en) | 2014-03-26 |
| KR20140015544A (ko) | 2014-02-06 |
| MX2013013336A (es) | 2014-06-11 |
| KR101582119B1 (ko) | 2016-01-04 |
| CN103648772B (zh) | 2016-02-03 |
| US20120295086A1 (en) | 2012-11-22 |
| JP2014518920A (ja) | 2014-08-07 |
| CN103648772A (zh) | 2014-03-19 |
| WO2012158203A1 (en) | 2012-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6174571B2 (ja) | 架橋ポリプロピレン発泡体およびそれから製造する積層体 | |
| US9260577B2 (en) | Crosslinked polyolefin foam sheet with exceptional softness, haptics, moldability, thermal stability and shear strength | |
| KR102615688B1 (ko) | 재생 가교된 폴리올레핀 발포체 재료로부터 공압출 가교된 다층 폴리올레핀 발포체 구조물을 제조하는 방법 | |
| KR102393714B1 (ko) | Tpu 캡 층을 갖는 공압출 가교 폴리올레핀 발포체의 제조 방법 | |
| KR102691447B1 (ko) | 재생 폴리올레핀 재료로부터 공압출 가교된 다층 폴리올레핀 발포체 구조물 및 그의 제조 방법 | |
| WO2006123569A1 (ja) | 架橋ポリオレフィン系樹脂発泡体 | |
| JP7703564B2 (ja) | 架橋ポリオレフィンキャップ層を有する共押出し架橋多層ポリオレフィン発泡構造体及びその製造方法 | |
| EP1752485B1 (en) | Soft polyolefin foams with high heat resistance | |
| CN108884257B (zh) | 交联聚烯烃系树脂发泡体及使用其的成型体 | |
| US11479016B2 (en) | Coextruded crosslinked polyolefin foam with polyamide cap layers | |
| JP5905660B2 (ja) | 架橋ポリオレフィン系樹脂発泡体の製造方法及び該樹脂発泡体を用いた積層品 | |
| JP2019177664A (ja) | 複合発泡シート及び成形体 | |
| WO2024206777A1 (en) | Crosslinked polyethylene foam and methods of making | |
| JP2023521603A (ja) | ポリアミドキャップ層を有する共押出し架橋ポリオレフィン発泡体 | |
| KR20220003523A (ko) | Kee 캡 층을 갖는 공압출 가교된 폴리올레핀 발포체 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171116 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20171124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20171124 |