JP2017173517A - 光ファイバテープ心線の製造方法および製造装置 - Google Patents
光ファイバテープ心線の製造方法および製造装置 Download PDFInfo
- Publication number
- JP2017173517A JP2017173517A JP2016058707A JP2016058707A JP2017173517A JP 2017173517 A JP2017173517 A JP 2017173517A JP 2016058707 A JP2016058707 A JP 2016058707A JP 2016058707 A JP2016058707 A JP 2016058707A JP 2017173517 A JP2017173517 A JP 2017173517A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- adhesive resin
- roller
- manufacturing
- fiber core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Abstract
Description
前記間欠的に接着樹脂を塗布する工程は、前記パスライン中に設置された円盤状のファイバローラーと、前記ファイバローラーよりも直径が大きく、かつ周縁部近傍の円周方向の一部に前記接着樹脂を保持するための空隙部を有する円盤状の仕切り板と、を交互に積層してなる接着樹脂搬送ローラーを、回転させながら硬化していない前記接着樹脂に浸して前記空隙部に前記接着樹脂を保持させた後、走行中の前記光ファイバ心線の間に前記仕切り板を挟み込むようにして前記光ファイバ心線を前記仕切り板に接触させ、前記空隙部に保持した前記接着樹脂を前記光ファイバ心線に長手方向に間欠的に塗布する工程である。
前記間欠的に接着樹脂を塗布する装置は、
前記パスライン中に設置された円盤状のファイバローラーと、前記ファイバローラーよりも直径が大きく、かつ周縁部近傍の円周方向の一部に接着樹脂を保持するための空隙部を有する円盤状の仕切り板と、を交互に積層してなる接着樹脂搬送ローラーと、
接着樹脂を貯留する接着樹脂槽と、からなる。
最初に本発明の実施形態を列記して説明する。
本発明の実施形態に係る光ファイバテープ心線の製造方法は、
(1) 複数の光ファイバ心線を並行に並べてパスラインを走行させ、前記パスラインの途中で、前記光ファイバ心線のうちの隣り合う心線の間に長手方向に間欠的に接着樹脂を塗布する工程と、該接着樹脂を硬化させる工程を有する間欠連結型の光ファイバテープ心線を製造する製造方法であって、
前記間欠的に接着樹脂を塗布する工程は、前記パスライン中に設置された円盤状のファイバローラーと、前記ファイバローラーよりも直径が大きく、かつ周縁部近傍の円周方向の一部に前記接着樹脂を保持するための空隙部を有する円盤状の仕切り板と、を交互に積層してなる接着樹脂搬送ローラーを、回転させながら硬化していない前記接着樹脂に浸して前記空隙部に前記接着樹脂を保持させた後、走行中の前記光ファイバ心線の間に前記仕切り板を挟み込むようにして前記光ファイバ心線を前記仕切り板に接触させ、前記空隙部に保持した前記接着樹脂を前記光ファイバ心線に長手方向に間欠的に塗布する工程である。
また、光ファイバ心線の位置は接着樹脂搬送ローラーで固定されるので、位置決め精度を上げるための精密な機構は必要ない。
また、接着樹脂搬送ローラーを回転させながら硬化していない接着樹脂に浸すことで接着樹脂を供給するだけなので、接着樹脂を間欠的に供給する機構は必要がなく、このため、光ファイバを高速に走行させながら間欠的に樹脂を塗布できる。
よって、製造コストを高くすることなく、光ファイバ心線を高速に走行させて所望の形状に間欠的に連結した間欠連結型の光ファイバテープ心線を製造することができる。
仕切り板の周縁部近傍に設けられたスリットに接着樹脂を保持できるので、仕切り板でスリットを設けた部分と設けられていない部分とを光ファイバ心線に接触させて、光ファイバ心線間に間欠的に接着樹脂を塗布することができる。
仕切り板の周縁部近傍に設けられた孔に接着樹脂を保持できるので、仕切り板で孔を設けた部分と設けていない部分とを光ファイバ心線に接触させて、光ファイバ心線間に間欠的に接着樹脂を塗布することができる。また、空隙部が孔の場合、仕切り板の遠心力による保持された接着樹脂の飛び出しを防ぐことができるので、光ファイバ心線をより高速に走行させることができる。また、孔をあける加工は比較的簡単なため、加工費を低減できる。
接着樹脂搬送ローラーが動力で駆動されているので、ローラーの径を変えなくても、間欠連結ピッチを任意に変えることができる。
前記センサが検出した走行速度の情報を用いて、前記接着樹脂搬送ローラーの回転速度を制御する。
テープ心線の走行速度を検知して、その情報に基づいて接着樹脂搬送ローラーの回転速度を制御することで、光ファイバ心線の走行速度が変動しても、所望の間欠連結ピッチを安定して実現できる。
接着樹脂搬送ローラーを動力により駆動せず、光ファイバ心線との摩擦で回転させることで、ローラーと光ファイバ心線間の滑りが最小になり、光ファイバ心線表面が損傷するのを抑えられる。また、光ファイバ心線の走行速度が変わっても、ローラーの回転速度も追随して変わるため、間欠連結ピッチが安定する。
(7) 複数の光ファイバ心線を並行に並べてパスラインを走行させ、前記パスラインの途中に、前記光ファイバ心線のうちの隣り合う心線の間に長手方向に間欠的に接着樹脂を塗布する装置と、該接着樹脂を硬化させる装置と、を有する間欠連結型の光ファイバテープ心線を製造する製造装置であって、
前記間欠的に接着樹脂を塗布する装置は、
前記パスライン中に設置された円盤状のファイバローラーと、前記ファイバローラーよりも直径が大きく、かつ周縁部近傍の円周方向の一部に接着樹脂を保持するための空隙部を有する円盤状の仕切り板と、を交互に積層してなる接着樹脂搬送ローラーと、
接着樹脂を貯留する接着樹脂槽と、からなる。
また、光ファイバ心線の位置は接着樹脂搬送ローラーで固定されるので、位置決め精度を上げるための精密な機構は必要ない。
また、接着樹脂搬送ローラーを回転させながら硬化していない接着樹脂に浸すことで接着樹脂を供給するだけなので、接着樹脂を間欠的に供給する機構は必要がなく、このため、光ファイバを高速に走行させながら間欠的に樹脂を塗布できる。
よって、製造コストを高くすることなく、光ファイバ心線を高速に走行させて所望の形状に間欠的に連結した間欠連結型の光ファイバテープ心線を製造することができる。
仕切り板の周縁部近傍に設けられたスリットに接着樹脂を保持できるので、仕切り板でスリットを設けた部分と設けられていない部分とを光ファイバ心線に接触させて、光ファイバ心線間に間欠的に接着樹脂を塗布することができる。
仕切り板の周縁部近傍に設けられた孔に接着樹脂を保持できるので、仕切り板で孔を設けた部分と設けていない部分とを光ファイバ心線に接触させて、光ファイバ心線間に間欠的に接着樹脂を塗布することができる。また、空隙部が孔の場合、仕切り板の遠心力による保持された接着樹脂の飛び出しを防ぐことができるので、光ファイバ心線をより高速に走行させることができる。また、孔をあける加工は比較的簡単なため、加工費を低減できる。
接着樹脂搬送ローラーが駆動部により駆動されているので、ローラーの径を変えなくても、間欠連結ピッチを任意に変えることができる。
前記センサにより検出された前記走行速度の情報を用いて、前記駆動部を制御する制御部を備える。
センサにより光ファイバ心線の走行速度を検知でき、その走行速度の情報に基づいて接着樹脂搬送ローラーの回転速度を制御部により制御することができる。これにより、光ファイバ心線の走行速度が変動しても、所望の間欠連結ピッチを安定して実現できる。
接着樹脂搬送ローラーは光ファイバ心線との摩擦により回転するように設置されているので、ローラーと光ファイバ心線間の滑りが最小になり、テープ心線表面が損傷するのを抑えられる。また、光ファイバ心線の走行速度が変わっても、接着樹脂搬送ローラーの回転速度も追随して変わるため、間欠連結ピッチが安定する。また、接着樹脂搬送ローラーを駆動する装置が必要ないので、より安価な装置構成が可能となる。
本発明の実施形態に係る光ファイバテープ心線の製造方法および製造装置の具体例を、以下に図面を参照しつつ説明する。
なお、本発明はこれらの例示に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
巻取ボビン12は、製造された間欠連結型の光ファイバテープ心線20を巻き取るためのローラーである。
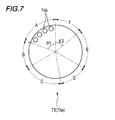
図3は、各仕切り板の構成図である。例えば図3に示すように、仕切り板73(73a〜73c)は、周縁部を周方向に複数の領域(例えば、領域A〜F)に分けて、その一部の領域に開放されたスリット74a(例えば、幅0.1mm程度のスリット)が空隙部74として設けられている。例えば、仕切り板73(73a〜73c)のサイズの一例として、直径が32.0mm、厚さ0.2mm、スリット74aの深さが0.4mmである。この場合、仕切り板の円周は約100mmとなる。
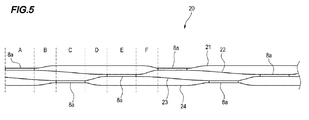
また、製造する光ファイバテープ心線の間欠連結ピッチ(特定の隣り合う2心の光ファイバ心線間の連結されている部分の長さと、連結されていない部分の長さの和)は、仕切り板の円周長に等しくなる。
さらに、特定の隣り合う2心の光ファイバ心線間の連結部長と非連結部長(例えば光ファイバ心線21と22の間の場合、それぞれ図5のA部の長さと、B,C,D,E,F部の長さの和)は、図3の仕切り板73aで空隙部74が設けられた領域(例えば、角度θ1=72°)と設けられていない領域(360°−θ1=288°)との周方向の長さによって設定できる。例えば、上記のように、仕切り板の円周を約100mmとし、上記角度θ1=72°とした場合は、連結部長(領域Aの長さ)は20mm、非連結部長(領域B、C、D、E、Fの長さの和)は80mmとなる。
光ファイバ心線22と23の間の仕切り板73b、光ファイバ心線23と24の間の仕切り板73cも73aと同様の構造とすることにより、光ファイバ心線21と22の間と同じ連結部長、非連結部長とすることができる。このように、仕切り板73a、73b、73cの間の角度差を適切に設定することで、図5のような間欠連結型光ファイバテープ心線を製造することができる。
領域Cでは、光ファイバ心線23と24との間に接着樹脂8aが浸みだして、光ファイバ心線23と24との間に塗布される。
領域Dでは、仕切り板73a〜73cには空隙部74が存在しないので、各光ファイバ心線には、接着樹脂8aは塗布されない。
領域Eでは、光ファイバ心線22と23との間に接着樹脂8aが浸みだして、光ファイバ心線22と23との間に塗布される。
領域Fでは、仕切り板73a〜73cには空隙部74が存在しないので、各光ファイバ心線には、接着樹脂8aは塗布されない。
接着樹脂搬送ローラー7によって接着樹脂8aが塗布された光ファイバ心線21〜24は、図5および図6のように線間に所望の間隔で接着樹脂が間欠的に塗布された状態となって、下流側配列矯正ローラー10に送られる。
下流側配列矯正ローラー10を通過することにより、光ファイバ心線21〜24は、平行な配列に矯正された状態となり、接着樹脂硬化装置11に送られる。
この場合、接着樹脂搬送ローラー7を動力により駆動せずに、複数の光ファイバ心線21〜24との摩擦で回転させるので、ローラーと光ファイバ心線間の滑りが最小になり、光ファイバ心線表面が損傷するのを抑えられる。また、光ファイバ心線21〜24の走行速度が変わっても、接着樹脂搬送ローラー7の回転速度も追随して変わるため、間欠連結ピッチが安定する。
2 サプライボビン群
2a〜2d サプライボビン
3 センサ
4 制御部
5 駆動部
6 上流側配列矯正ローラー
7 接着樹脂搬送ローラー
8 接着樹脂槽
8a 接着樹脂
9 樹脂除去部材
10 下流側配列矯正ローラー
11 接着樹脂硬化装置
12 巻取ボビン
20 光ファイバテープ心線
21〜24 光ファイバ心線
71a、71b ガイドローラー
72、72a〜72d ファイバローラー
73、73a〜73c 仕切り板
74 空隙部
74a スリット
74b 孔
Claims (12)
- 複数の光ファイバ心線を並行に並べてパスラインを走行させ、前記パスラインの途中で、前記光ファイバ心線のうちの隣り合う心線の間に長手方向に間欠的に接着樹脂を塗布する工程と、該接着樹脂を硬化させる工程を有する間欠連結型の光ファイバテープ心線を製造する製造方法であって、
前記間欠的に接着樹脂を塗布する工程は、前記パスライン中に設置された円盤状のファイバローラーと、前記ファイバローラーよりも直径が大きく、かつ周縁部近傍の円周方向の一部に前記接着樹脂を保持するための空隙部を有する円盤状の仕切り板と、を交互に積層してなる接着樹脂搬送ローラーを、回転させながら硬化していない前記接着樹脂に浸して前記空隙部に前記接着樹脂を保持させた後、走行中の前記光ファイバ心線の間に前記仕切り板を挟み込むようにして前記光ファイバ心線を前記仕切り板に接触させ、前記空隙部に保持した前記接着樹脂を前記光ファイバ心線に長手方向に間欠的に塗布する工程である、光ファイバテープ心線の製造方法。 - 前記空隙部は、前記仕切り板の周縁部近傍に設けられたスリットである、請求項1に記載の光ファイバテープ心線の製造方法。
- 前記空隙部は、前記仕切り板の周縁部近傍に設けられた、少なくとも一つ以上の孔である、請求項1に記載の光ファイバテープ心線の製造方法。
- 前記接着樹脂搬送ローラーは、動力で駆動されて回転する、請求項1から請求項3のいずれか一項に記載の光ファイバテープ心線の製造方法。
- 前記接着樹脂搬送ローラーよりも前記パスラインの上流側に光ファイバ心線の走行速度を検出するセンサが配置され、
前記センサが検出した走行速度の情報を用いて、前記接着樹脂搬送ローラーの回転速度を制御する、請求項4に記載の光ファイバテープ心線の製造方法。 - 前記接着樹脂搬送ローラーは、動力により駆動されずに、前記光ファイバ心線とローラーとの摩擦により回転する、請求項1から請求項3のいずれか一項に記載の光ファイバテープ心線の製造方法。
- 複数の光ファイバ心線を並行に並べてパスラインを走行させ、前記パスラインの途中に、前記光ファイバ心線のうちの隣り合う心線の間に長手方向に間欠的に接着樹脂を塗布する装置と、該接着樹脂を硬化させる装置と、を有する間欠連結型の光ファイバテープ心線を製造する製造装置であって、
前記間欠的に接着樹脂を塗布する装置は、
前記パスライン中に設置された円盤状のファイバローラーと、前記ファイバローラーよりも直径が大きく、かつ周縁部近傍の円周方向の一部に接着樹脂を保持するための空隙部を有する円盤状の仕切り板と、を交互に積層してなる接着樹脂搬送ローラーと、
接着樹脂を貯留する接着樹脂槽と、からなる、
光ファイバテープ心線の製造装置。 - 前記空隙部は、前記仕切り板の周縁部近傍に設けられたスリットである、請求項7に記載の光ファイバテープ心線の製造装置。
- 前記空隙部は、前記仕切り板の周縁部近傍に設けられた、少なくとも一つ以上の孔である、請求項7に記載の光ファイバテープ心線の製造装置。
- 前記接着樹脂搬送ローラーを回転させる駆動部を備える、請求項7から請求項9のいずれか一項に記載の光ファイバテープ心線の製造装置。
- 前記接着樹脂搬送ローラーよりも前記パスラインの上流側に配置され前記光ファイバ心線の走行速度を検出するセンサと、
前記センサにより検出された前記走行速度の情報を用いて、前記駆動部を制御する制御部を備える、請求項10に記載の光ファイバテープ心線の製造装置。 - 前記接着樹脂搬送ローラーは、前記光ファイバ心線との摩擦により回転するように設置されている、請求項7から請求項9のいずれか一項に記載の光ファイバテープ心線の製造装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016058707A JP6753099B2 (ja) | 2016-03-23 | 2016-03-23 | 光ファイバテープ心線の製造方法および製造装置 |
| CN201780019303.XA CN108780203A (zh) | 2016-03-23 | 2017-03-22 | 光纤带状芯线的制造方法及制造装置 |
| US16/087,190 US20190121044A1 (en) | 2016-03-23 | 2017-03-22 | Method and apparatus for manufacturing optical fiber ribbon |
| EP17770295.8A EP3435129B1 (en) | 2016-03-23 | 2017-03-22 | Manufacturing method and manufacturing device for optical fiber ribbon core-wire |
| PCT/JP2017/011536 WO2017164255A1 (ja) | 2016-03-23 | 2017-03-22 | 光ファイバテープ心線の製造方法および製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016058707A JP6753099B2 (ja) | 2016-03-23 | 2016-03-23 | 光ファイバテープ心線の製造方法および製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017173517A true JP2017173517A (ja) | 2017-09-28 |
| JP6753099B2 JP6753099B2 (ja) | 2020-09-09 |
Family
ID=59971020
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016058707A Active JP6753099B2 (ja) | 2016-03-23 | 2016-03-23 | 光ファイバテープ心線の製造方法および製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6753099B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017173518A (ja) * | 2016-03-23 | 2017-09-28 | 住友電気工業株式会社 | 光ファイバテープ心線の製造方法および製造装置 |
| EP3553576A1 (fr) * | 2018-04-12 | 2019-10-16 | ACOME Société coopérative et participative Société anonyme coopérative de production à capital variable | Faisceau de fibres optiques liées entre elles avec de l'adhésif, procédé et dispositif d'obtention d'un tel faisceau |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS599052U (ja) * | 1982-07-09 | 1984-01-20 | 古河電気工業株式会社 | 余長入り光通信線の製造装置 |
| US5530782A (en) * | 1993-10-22 | 1996-06-25 | Sumitomo Electric Industries, Ltd. | Intermediate branching method for optical path |
| JP2003241041A (ja) * | 2002-02-20 | 2003-08-27 | Sumitomo Electric Ind Ltd | 光ファイバテープ心線の製造方法および製造装置 |
| JP2012252196A (ja) * | 2011-06-03 | 2012-12-20 | Fujikura Ltd | 光ファイバテープ心線の製造方法 |
| JP2013003516A (ja) * | 2011-06-21 | 2013-01-07 | Furukawa Electric Co Ltd:The | 光ファイバテープ心線の製造方法、光ファイバテープ心線の製造装置および光ファイバテープ心線 |
-
2016
- 2016-03-23 JP JP2016058707A patent/JP6753099B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS599052U (ja) * | 1982-07-09 | 1984-01-20 | 古河電気工業株式会社 | 余長入り光通信線の製造装置 |
| US5530782A (en) * | 1993-10-22 | 1996-06-25 | Sumitomo Electric Industries, Ltd. | Intermediate branching method for optical path |
| JP2003241041A (ja) * | 2002-02-20 | 2003-08-27 | Sumitomo Electric Ind Ltd | 光ファイバテープ心線の製造方法および製造装置 |
| JP2012252196A (ja) * | 2011-06-03 | 2012-12-20 | Fujikura Ltd | 光ファイバテープ心線の製造方法 |
| JP2013003516A (ja) * | 2011-06-21 | 2013-01-07 | Furukawa Electric Co Ltd:The | 光ファイバテープ心線の製造方法、光ファイバテープ心線の製造装置および光ファイバテープ心線 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017173518A (ja) * | 2016-03-23 | 2017-09-28 | 住友電気工業株式会社 | 光ファイバテープ心線の製造方法および製造装置 |
| EP3553576A1 (fr) * | 2018-04-12 | 2019-10-16 | ACOME Société coopérative et participative Société anonyme coopérative de production à capital variable | Faisceau de fibres optiques liées entre elles avec de l'adhésif, procédé et dispositif d'obtention d'un tel faisceau |
| FR3080192A1 (fr) * | 2018-04-12 | 2019-10-18 | Acome Societe Cooperative Et Participative Societe Anonyme Cooperative De Production A Capital Variable | Faisceau de fibres optiques liees entre elles avec de l'adhesif, procede et dispositif d'obtention d'un tel faisceau |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6753099B2 (ja) | 2020-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5149230B2 (ja) | 光ファイバテープ心線の製造方法及びその製造装置 | |
| TWI725125B (zh) | 間歇連結型光纖帶心線、間歇連結型光纖帶心線之製造方法、光纖纜線及光纖軟線 | |
| JP4966920B2 (ja) | 光ファイバテープ心線の製造方法及びその装置 | |
| JP5603294B2 (ja) | 光ファイバテープ心線の製造方法および光ファイバテープ心線の製造装置 | |
| JP2017138594A (ja) | 部分結合リボン構造体の高速処理のための方法 | |
| JP6015152B2 (ja) | 間欠切込み光ファイバテープ心線の製造装置および製造方法 | |
| JP6117394B1 (ja) | 光ファイバテープ心線の製造方法及びその製造装置 | |
| JP2017085117A (ja) | ハンドリングタブを連続的なガラスリボンに貼り付ける方法および装置 | |
| JP5759795B2 (ja) | 光ファイバテープ心線の製造方法 | |
| JP2017173517A (ja) | 光ファイバテープ心線の製造方法および製造装置 | |
| JP2012088445A (ja) | 光ファイバテープの製造方法及び製造装置、並びに、光ファイバテープ | |
| JP2012208312A (ja) | 光ファイバテープ心線の製造装置および製造方法 | |
| JP2015007714A (ja) | 光ファイバテープ心線、光ケーブル、製造装置、及び製造方法 | |
| WO2017164255A1 (ja) | 光ファイバテープ心線の製造方法および製造装置 | |
| JP6620627B2 (ja) | 光ファイバテープ心線の製造方法および製造装置 | |
| JP6391508B2 (ja) | 光ファイバテープ心線 | |
| JP6312380B2 (ja) | リール部材及びフィルム収容体並びにフィルム収容体の製造方法 | |
| JP5721543B2 (ja) | 光ファイバテープ心線の製造方法及び製造装置 | |
| JP6819064B2 (ja) | 光ファイバテープ心線の製造方法および製造装置 | |
| JP5737220B2 (ja) | テープガイド装置 | |
| CN111630426A (zh) | 光纤带芯线的制造方法及制造装置 | |
| JP6926922B2 (ja) | 光ファイバテープ心線の製造装置および製造方法 | |
| JP2021033118A (ja) | 光ファイバテープ心線の製造方法および製造装置 | |
| CN105555693A (zh) | 光纤束的制造方法 | |
| JP2014080289A (ja) | 綾振りドラム、糸巻取装置、及び綾振りドラムの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181022 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200721 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200803 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6753099 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |