JP2017177183A - 鉄含有銅合金の連続鋳造方法 - Google Patents
鉄含有銅合金の連続鋳造方法 Download PDFInfo
- Publication number
- JP2017177183A JP2017177183A JP2016069708A JP2016069708A JP2017177183A JP 2017177183 A JP2017177183 A JP 2017177183A JP 2016069708 A JP2016069708 A JP 2016069708A JP 2016069708 A JP2016069708 A JP 2016069708A JP 2017177183 A JP2017177183 A JP 2017177183A
- Authority
- JP
- Japan
- Prior art keywords
- molten metal
- iron
- copper alloy
- ppm
- tundish
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Continuous Casting (AREA)
Abstract
【解決手段】本発明は、鉄含有銅合金を連続鋳造する方法であって、溶湯に含まれる酸素濃度を40ppm以上200ppm以下とする方法である。
【選択図】なし
Description
(1)鉄含有銅合金を連続鋳造する方法であって、溶湯に含まれる酸素濃度を40ppm以上200ppm以下とする方法。
(2)前記溶湯は、シャフト炉で銅合金を溶解させて得られた、(1)に記載の方法。
(3)前記シャフト炉では、銅合金原料を空燃比0.7〜0.9の範囲に設定して、バーナーで加熱する、(2)に記載の方法。
(4)前記酸素濃度の調整を保持炉にて活性カーボンの添加により行う、(1)〜(3)のいずれかに記載の方法。
(5)前記鉄含有銅合金の鉄含有量が100〜2000ppmである、(1)〜(4)のいずれかに記載の方法。
(6)前記鉄含有銅合金が、さらにリンを10〜1000ppmの量で含有する、(1)〜(5)のいずれかに記載の方法。
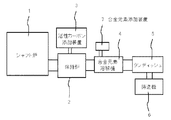
図1は、本発明を実施する一態様である銅合金の連続鋳造装置を模式的に示す図である。
図1において、銅合金の連続鋳造装置は銅原料を溶解するシャフト炉1、銅が溶解した溶湯を保持する保持炉2、合金元素を添加する合金元素溶解樋(合金元素添加樋)4、タンディッシュ5、および鋳造機6で構成されている。
なお、酸素濃度の調整は、活性カーボンによる調整のかわりに、窒素ガス、一酸化炭素ガスによる雰囲気を調整することによるものであってもよいが、活性カーボンを使用することは、反応が早いため、ハンドリングに優れるという観点で好ましい。
これは、酸素含有量が高すぎると、鋳塊にリンを取り込ませることが困難となる知見が得られていること、および鋳塊に含める鉄の含有量からも影響を受けるという知見が得られていることから、鋳塊に求められる仕様としての所定の鉄含有量が決まり、含有させるリンの量が決まると、許容される酸素含有量も決まることになることによる。すなわち、溶湯の酸素含有量はこの許容される酸素含有量に応じて設定され、活性カーボンを添加する場合は、当該設定された酸素含有量となるように、その添加量が決まることになる。
なお、リンを添加しない場合には、溶湯中の酸素含有量は、前述のように、タンディッシュ5からから鋳造機6への注入時に詰まりを起こさない程度であればよく、リン添加時に比べて厳密に管理する必要がないことはもちろんである。
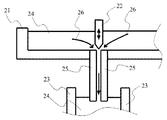
図2において、タンディッシュの分配樋21よりスパウトノズル25を介して、鋳型23に溶湯24を注入し、鋳型における溶湯面の高さを一定に保持して鋳造を行っている。図2の鋳型23の中の溶湯は、図示されない冷却装置によって、鋳型23の内壁を介して冷却されて、図2の下方向へと徐々に移動しながら冷却固化されて、柱状の合金固体へと変化してゆく。下方へ移動しつつ冷却固化された溶湯の量を補うように、上方のスパウトノズル25からはさらに溶湯が注入されて、結果として、鋳型における溶湯面の高さは一定に保持される。
シャフト炉1にて銅原料を溶解して得られた溶湯を保持炉2に送り、以降の溶湯の流量を調整した。なお、保持炉2にて、溶湯の表面に被覆材を導入し、当該溶湯を1250℃に調整した。溶湯を保持炉2から活性カーボン添加装置3に送り、活性カーボンとして木炭を添加した。このとき、酸素濃度が40ppm以上となるようにした。さらに、溶湯を合金元素溶解樋4に送り、合金元素添加装置7から鉄およびリンを添加し、これらの添加物元素を溶湯中に溶解させた。このとき、鉄は100〜2000ppmとなるように、リンは200ppmとなるように調整した。添加物元素が溶解した溶湯を、タンディッシュ5に送り、鋳造機6に単位時間あたり一定量となるように注入した。
実施例と同じ成分の銅合金を同じ設備を用いて鋳造した。活性カーボンを、溶湯中の酸素濃度が10ppmとなるような添加量にて添加した。タンディッシュへ移された溶湯を1200℃に維持したまま、スパウトノズルを通じて鋳型へ注ぎ込んだ。
Claims (6)
- 鉄含有銅合金を連続鋳造する方法であって、溶湯に含まれる酸素濃度を40ppm以上200ppm以下とする方法。
- 前記溶湯は、シャフト炉で銅合金を溶解させて得られた、請求項1に記載の方法。
- 前記シャフト炉では、銅合金原料を空燃比0.7〜0.9の範囲に設定して、バーナーで加熱する、請求項2に記載の方法。
- 前記酸素濃度の調整を保持炉にて活性カーボンの添加により行う、請求項1〜3のいずれか1項に記載の方法。
- 前記鉄含有銅合金の鉄含有量が100〜2000ppmである、請求項1〜4のいずれか1項に記載の方法。
- 前記鉄含有銅合金が、さらにリンを10〜1000ppmの量で含有する、請求項1〜5のいずれか1項に記載の方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016069708A JP2017177183A (ja) | 2016-03-30 | 2016-03-30 | 鉄含有銅合金の連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016069708A JP2017177183A (ja) | 2016-03-30 | 2016-03-30 | 鉄含有銅合金の連続鋳造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017177183A true JP2017177183A (ja) | 2017-10-05 |
Family
ID=60004701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016069708A Pending JP2017177183A (ja) | 2016-03-30 | 2016-03-30 | 鉄含有銅合金の連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017177183A (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000328152A (ja) * | 1999-05-12 | 2000-11-28 | Furukawa Electric Co Ltd:The | 銅または銅合金溶湯の脱ガス方法および前記脱ガス方法を実施する装置が組み込まれた銅または銅合金の連続溶解鋳造設備 |
| JP2001141367A (ja) * | 1999-11-18 | 2001-05-25 | Daido Steel Co Ltd | 銅溶解用シャフト炉 |
| JP2004291052A (ja) * | 2003-03-27 | 2004-10-21 | Kobe Steel Ltd | 低りん脱酸銅の鋳造方法及びその方法によって製作した低りん脱酸銅鋳塊、並びに低りん脱酸銅材料 |
| JP2013189702A (ja) * | 2012-02-15 | 2013-09-26 | Sh Copper Products Co Ltd | 圧延銅箔及び圧延銅箔の製造方法 |
| JP2014127462A (ja) * | 2012-12-27 | 2014-07-07 | Uacj Foil Corp | 二次電池用負極集電体及びその製造方法 |
| JP2015151559A (ja) * | 2014-02-12 | 2015-08-24 | 三菱マテリアル株式会社 | Cu−Fe合金 |
-
2016
- 2016-03-30 JP JP2016069708A patent/JP2017177183A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000328152A (ja) * | 1999-05-12 | 2000-11-28 | Furukawa Electric Co Ltd:The | 銅または銅合金溶湯の脱ガス方法および前記脱ガス方法を実施する装置が組み込まれた銅または銅合金の連続溶解鋳造設備 |
| JP2001141367A (ja) * | 1999-11-18 | 2001-05-25 | Daido Steel Co Ltd | 銅溶解用シャフト炉 |
| JP2004291052A (ja) * | 2003-03-27 | 2004-10-21 | Kobe Steel Ltd | 低りん脱酸銅の鋳造方法及びその方法によって製作した低りん脱酸銅鋳塊、並びに低りん脱酸銅材料 |
| JP2013189702A (ja) * | 2012-02-15 | 2013-09-26 | Sh Copper Products Co Ltd | 圧延銅箔及び圧延銅箔の製造方法 |
| JP2014127462A (ja) * | 2012-12-27 | 2014-07-07 | Uacj Foil Corp | 二次電池用負極集電体及びその製造方法 |
| JP2015151559A (ja) * | 2014-02-12 | 2015-08-24 | 三菱マテリアル株式会社 | Cu−Fe合金 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3424617A1 (en) | Device for injecting molten material, casting equipment using same, and casting method | |
| US20240335873A1 (en) | Continuous casting process of metal | |
| TW201919792A (zh) | 鋼的連續鑄造方法及薄鋼板的製造方法 | |
| KR101834421B1 (ko) | 몰드 플럭스 및 이를 이용한 주조방법 | |
| JP6855806B2 (ja) | 複層鋳片の連続鋳造方法及び連続鋳造装置 | |
| JP6498684B2 (ja) | 融解されたフェロクロムの造粒 | |
| JP2017177183A (ja) | 鉄含有銅合金の連続鋳造方法 | |
| CN109047685A (zh) | 一种制备钢锭的方法 | |
| JP2020032442A (ja) | 溶鋼の鋳造方法 | |
| CN104903024B (zh) | 由钛或钛合金构成的铸块的连续铸造方法 | |
| JP6994392B2 (ja) | チタンを主成分とする合金からなる鋳塊、および、その製造方法 | |
| JP4725244B2 (ja) | 連続鋳造用取鍋及び鋳片の製造方法 | |
| JP2011194420A (ja) | 高清浄度鋼の製造方法 | |
| JP2017177109A (ja) | 連続鋳造開始時における溶鋼の注入開始方法 | |
| TW202122178A (zh) | 鋼水的鑄造方法、連續鑄造鑄片的製造方法以及軸承用鋼材的製造方法 | |
| JP4508209B2 (ja) | 複層鋳片の連続鋳造方法及び鋳片 | |
| JPH04310534A (ja) | 鉱物繊維製造方法及び装置 | |
| JP4422086B2 (ja) | 取鍋開孔方法とそれに用いる充填材 | |
| KR20130127244A (ko) | 연속주조용 턴디쉬 및 이를 이용한 고청정 용강 제조방법 | |
| KR101301391B1 (ko) | 주조장치 | |
| KR101853108B1 (ko) | 마그네슘 주조용 침지노즐 장치 | |
| JPS6313650A (ja) | 溶鋼の連続鋳造方法 | |
| RU2012113530A (ru) | Медный сплав и способ получения медного сплава | |
| JPH0133271B2 (ja) | ||
| JP2010115681A (ja) | 鋼の連続鋳造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200130 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200407 |