JP2017177518A - 光造形装置および光造形方法 - Google Patents
光造形装置および光造形方法 Download PDFInfo
- Publication number
- JP2017177518A JP2017177518A JP2016067684A JP2016067684A JP2017177518A JP 2017177518 A JP2017177518 A JP 2017177518A JP 2016067684 A JP2016067684 A JP 2016067684A JP 2016067684 A JP2016067684 A JP 2016067684A JP 2017177518 A JP2017177518 A JP 2017177518A
- Authority
- JP
- Japan
- Prior art keywords
- material layer
- cured resin
- image forming
- support
- resin layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
Description
(1)形成すべき立体形状物のサイズ、すなわち実際に用いられる光硬化性樹脂の量に関わらず、材料タンク内を光硬化性樹脂によって満たさなければならない。そのため、多量の光硬化性樹脂が必要となる結果、立体形状物の作製コストが高くなる。
(2)材料タンク中の光硬化性樹脂が大気中の水分や酸素、光造形操作において生じる熱などによって劣化し、これにより、光硬化性樹脂の光硬化性能の低下や得られる立体形状物の物性の低下などが生じ易い。また、光硬化樹脂に劣化等の不具合が生じた場合には、材料タンク内の光硬化性樹脂の全量を交換することが必要であるため、立体形状物の作製コストが高くなる。
(3)種類の異なる他の光硬化性樹脂を用いる場合には、材料タンク内から光硬化性樹脂を回収した後、他の光硬化性樹脂を材料タンク内に入れなければならないため、光硬化性樹脂の交換作業が煩雑である。
(4)粘度の高い光硬化性樹脂を用いる場合には、光硬化性樹脂の液面が表面張力によって盛り上がって平坦になりにくく、その結果、寸法精度の高い硬化樹脂層を形成することが困難である。このため、粘度の低い光硬化性樹脂を用いなければならず、光硬化性樹脂の組成において使用可能な成分に制約があり、用途や使用目的に応じた特性を有する立体形状物を得ることが困難となる。
(5)光硬化性樹脂の液面が平坦になるまでに時間を要するため、光硬化性樹脂の生産性が低下する。
(6)作製すべき立体形状物が上面に凹所を有する堰形状のものである場合には、立体形状物の作製途中において、形成された凹所に光硬化性樹脂が入り、その液面が表面張力によって盛り上がり、更には光硬化性樹脂が凹所周辺の硬化樹脂層の表面に被さるため、所要の形態の樹脂硬化層を形成することが困難となる。
(7)材料タンク内の光硬化性樹脂に気泡が生じたり、硬化樹脂層の破片等の異物が混入したりするため、所要の物性または形態を有する立体形状物を得ることが困難となる。
しかしなから、このような光造形装置は、光透過性プレート等と光硬化性樹脂との密着性が十分でないため、光透過性プレートの表面に形成された光硬化性樹脂層を造形テーブル上に載置するより前に光硬化性樹脂の一部が光硬化性プレート等から剥離し、あるいは部分的に光硬化性樹脂が偏在することにより、光硬化性樹脂層の厚みが変化するという問題があった。
前記像形成材料層を支持する光透過性の材料層支持体と、
前記硬化樹脂層を支持する硬化樹脂層支持体と、
前記材料層支持体上に前記像形成材料層を形成する材料層形成手段と、
前記材料層支持体上に支持された前記像形成材料層、および前記硬化樹脂層支持体若しくは当該硬化樹脂層支持体上に支持された前記硬化樹脂層を、互いに対接するよう位置合わせする位置調整手段と、
前記像形成材料層が前記硬化樹脂層支持体若しくは前記硬化樹脂層支持体上に支持された前記硬化樹脂層に対接した状態で、当該像形成材料層に前記材料層支持体を介して光を照射する光照射手段と
を備え、
前記材料層支持体は、前記像形成材料層との密着性を有してなることを特徴とする。
また、前記材料層支持体または前記密着性を有する層は、表面に凹凸構造を有するものであることが好ましい。
また、前記凹凸構造は、表面の算術平均粗さRaが1〜50μmのものであることが好ましい。
光透過性を有する材料層支持体上に前記像形成材料層を形成する材料層形成工程、
前記材料層支持体上に支持された前記像形成材料層と、硬化樹脂層支持体若しくは当該硬化樹脂層支持体上に支持された前記硬化樹脂層とを、互いに対接するよう位置合わせする位置調整工程、および
前記像形成材料層が前記硬化樹脂層支持体若しくは前記硬化樹脂層支持体上に支持された前記硬化樹脂層に対接した状態で、当該像形成材料層に前記材料層支持体を介して光を照射する光照射工程
を有し、
前記材料層支持体は、前記像形成材料層との密着性を有してなることを特徴とする。
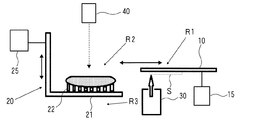
図1は、本発明の光造形装置の一例における構成を示す説明図である。この光造形装置は、未硬化である液状の光硬化性樹脂よりなる像形成材料層Sに光を照射して硬化樹脂層を形成することを繰り返すことによって、複数の硬化樹脂層が積層されてなる立体造形物を作製するものである。
材料層支持体10には、移動機構15が接続されている。当該移動機構15は、材料層支持体10を、像形成材料層Sが形成される材料層形成領域R1と、この材料層形成領域R1の側方に位置し硬化樹脂層が形成される硬化樹脂層形成領域R2との間を移動させる。図示の例の移動機構15は、材料層支持体10を水平方向(図1において左右方向)に移動させるものである。また、硬化樹脂層支持体20には、硬化樹脂層形成領域R2と、この硬化樹脂層形成領域R2の下方に位置する待機領域R3との間で硬化樹脂層支持体20を昇降させる昇降機構25に接続されている。
そして、移動機構15および昇降機構25によって、材料層支持体10上に支持された像形成材料層S、および硬化樹脂層支持体20若しくは当該硬化樹脂層20上に支持された硬化樹脂層を、互いに対接するよう位置合わせする位置調整手段が構成されている。
材料層支持体10の像形成材料層Sに接する面に凹凸構造を設けることにより、材料層支持体10と光硬化性樹脂の接触面積が増大することによって易接着性が改善されるものと推定される。また、像形成材料層Sが光照射によって硬化して硬化樹脂層となると、硬化反応による硬化収縮が発生するため硬化樹脂層と材料層支持体10の凹凸構造との間に微妙な隙間が生じることにより硬化樹脂層と材料層支持体10との剥離性も改善されると推定される。
上記凹凸構造を設ける方法の具体例は、得に限定されないが、材料層支持体10が像形成材料層Sに接する面をブラスト加工する方法、インプリント法により凹凸構造を設ける方法等を挙げることができる。
材料層支持体10が支持体本体10Aと密着性層10Bとを強固に結合した積層構造とする方法の具体例としては、接着剤等の化学的方法、またはは、ボルト等の留め具等によって物理的方法を挙げることができる。
密着性層10Bは、前述した易接着PET樹脂等からなることが好ましく、または、材料層支持体10が単層構造を有する場合について記載した凹凸構造を有していることが好ましい。
透明樹脂材料の具体例としては、特に限定されないが、ポリエチレン、ポリプロピレン等のポリオレフィン、ポリ塩化ビニル、ポリエチレンテレフタレート等のポリエステル、ポリメチルメタクリレート等のアクリル系ポリマー等が挙げられる。
また、材料層支持体10の表面には、光照射によって形成された硬化樹脂層が剥離しやすいように、表面処理が施されていたり、易剥離層が形成されていたりしてもよい。
硬化樹脂層支持体20は、ワークテーブル21と、このワークテーブル21の表面から突出する複数のサポート部材22とによって構成されている。サポート部材22の数、寸法および配置パターンは、形成すべき立体形状物に応じて適宜設計される。
形成すべき硬化樹脂層のパターンに対応するパターンに従って像形成材料層Sを形成する場合には、硬化樹脂層を形成した後において、材料層支持体10上に未硬化の光硬化性樹脂が残留することがない。このため、光硬化性樹脂のロスが少なく、また、残留する光硬化性樹脂による不具合の発生を回避することができる。
好ましい光硬化性樹脂としては、光造形用に用いられる公知の光硬化性樹脂組成物であれば特に限定されないが、カチオン重合性化合物と、カチオン重合性開始剤と、ラジカル重合性化合物と、ラジカル重合性開始剤とを含有してなる液状の光硬化性樹脂が挙げられる。
このような液状の光硬化性樹脂は、例えば特開2005−15627号公報に記載されている。
材料層支持体10が材料層形成領域R1に位置された状態で、材料層形成手段30が作動することによって、材料層支持体10の表面に、液状の光硬化性樹脂よりなる像形成材料層Sが形成される。形成される像形成材料層Sの厚みは、0.01〜0.5mmであることが好ましく、より好ましくは0.05〜2mmである。像形成材料層Sの厚みが上記下限値以上であることにより、像形成材料層Sの厚みを均一に制御しやすく高い精度で目的とする立体形状物を作製することができる。また、像形成材料層Sの厚みが上記上限値以下であることにより、像形成材料層Sがその厚さ全体について良好に硬化することにより、各硬化樹脂層が良好に結合して強度に優れる立体形状物を作製することができる。
位置調整手段における移動機構15が作動することによって、像形成材料層Sが形成された材料層支持体10が材料層形成領域R1から硬化樹脂層形成領域R2に移動される。一方、位置調整手段における昇降機構25が作動することによって、硬化樹脂層支持体20が待機領域R3から硬化樹脂層形成領域R2に上昇する。これにより、材料層支持体10上に支持された像形成材料層Sと、硬化樹脂層支持体20若しくは硬化樹脂層支持体20上に支持された先行の硬化樹脂層とが、互いに対接するよう位置合わせされる。
像形成材料層Sと硬化樹脂層支持体20若しくは硬化樹脂層とが互いに対接した状態で、光照射手段40が作動することにより、光照射手段40の光が材料層支持体10を介して像形成材料層Sに照射される。像形成材料層Sがベタ塗りによって形成されている場合には、形成すべき硬化樹脂層のパターンに応じて像形成材料層Sに選択的に光が照射される。一方、像形成材料層Sが形成すべき硬化樹脂層のパターンに対応するパターンに従って形成されている場合には、像形成材料層S全体に光が照射される。これにより、像形成材料層Sを構成する光硬化性樹脂が硬化する結果、所要のパターンの硬化樹脂層が形成される。
例えば位置調整手段は、移動機構15の代わりに、図3に示すように、材料層支持体10をその一端を回転軸として90°回転させる回転機構16が設けられた構成であってもよい。このような構成によれば、材料層支持体10は、材料層形成領域R1にあるときには、垂直な姿勢で位置されるため、装置の設置面積を小さくすることかできる。
10A 支持体本体
10B 密着性層
15 移動機構
16 回転機構
17 駆動ローラ
18 支持ローラ
20 硬化樹脂層支持体
21 ワークテーブル
22 サポート部材
25 昇降機構
30 材料層形成手段
40 光照射手段
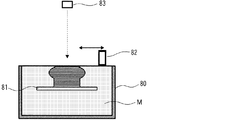
80 材料タンク
81 ワークテーブル
82 リコータ
83 光照射手段
M 光硬化性樹脂
R1 材料層形成領域
R2 硬化樹脂層形成領域
R3 待機領域
S 像形成材料層
Claims (5)
- 液状の光硬化性樹脂よりなる像形成材料層に光を照射して硬化樹脂層を形成することを繰り返すことによって、複数の硬化樹脂層が積層されてなる立体形状物を作製する光造形装置であって、
前記像形成材料層を支持する光透過性の材料層支持体と、
前記硬化樹脂層を支持する硬化樹脂層支持体と、
前記材料層支持体上に前記像形成材料層を形成する材料層形成手段と、
前記材料層支持体上に支持された前記像形成材料層、および前記硬化樹脂層支持体若しくは前記硬化樹脂層支持体上に支持された前記硬化樹脂層を、互いに対接するよう位置合わせする位置調整手段と、
前記像形成材料層が前記硬化樹脂層支持体若しくは前記硬化樹脂層支持体上に支持された前記硬化樹脂層に対接した状態で、当該像形成材料層に前記材料層支持体を介して光を照射する光照射手段と
を備え、
前記材料層支持体は、像形成材料層との密着性を有してなることを特徴とする光造形装置。 - 前記材料層支持体は、像形成材料層に接する面において密着性を有する単層構造のもの、または剛直性を有する支持体本体と、密着性を有する層との積層構造のものであることを特徴とする請求項1に記載の光造形装置。
- 前記材料層支持体または前記密着性を有する層は、表面に凹凸構造を有するものであることを特徴とする請求項2に記載の光造形装置。
- 前記凹凸構造は、表面の算術平均粗さRaが1〜50μmのものであることを特徴とする請求項3に記載の光造形装置。
- 液状の光硬化性樹脂よりなる像形成材料層に光を照射して硬化樹脂層を形成することを繰り返すことによって、複数の硬化樹脂層が積層されてなる立体形状物を作製する光造形法であって、
光透過性を有する材料層支持体上に前記像形成材料層を形成する材料層形成工程、
前記材料層支持体上に支持された前記像形成材料層と、硬化樹脂層支持体若しくは当該硬化樹脂層支持体上に支持された前記硬化樹脂層とを、互いに対接するよう位置合わせする位置調整工程、および
前記像形成材料層が前記硬化樹脂層支持体若しくは前記硬化樹脂層支持体上に支持された前記硬化樹脂層に対接した状態で、当該像形成材料層に前記材料層支持体を介して光を照射する光照射工程
を有し、
前記材料層支持体は、像形成材料層との密着性を有してなることを特徴とする光造形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016067684A JP2017177518A (ja) | 2016-03-30 | 2016-03-30 | 光造形装置および光造形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016067684A JP2017177518A (ja) | 2016-03-30 | 2016-03-30 | 光造形装置および光造形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017177518A true JP2017177518A (ja) | 2017-10-05 |
Family
ID=60008066
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016067684A Pending JP2017177518A (ja) | 2016-03-30 | 2016-03-30 | 光造形装置および光造形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017177518A (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011098484A (ja) * | 2009-11-05 | 2011-05-19 | Sony Corp | 3次元光造形装置、3次元光造形方法及び造形物 |
| JP2012106437A (ja) * | 2010-11-18 | 2012-06-07 | Sony Corp | 3次元造形装置、3次元造形方法及び造形物 |
-
2016
- 2016-03-30 JP JP2016067684A patent/JP2017177518A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011098484A (ja) * | 2009-11-05 | 2011-05-19 | Sony Corp | 3次元光造形装置、3次元光造形方法及び造形物 |
| JP2012106437A (ja) * | 2010-11-18 | 2012-06-07 | Sony Corp | 3次元造形装置、3次元造形方法及び造形物 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5073284B2 (ja) | 三次元造形装置 | |
| KR101800667B1 (ko) | Lcd 방식 3d 프린터 | |
| CN103167946A (zh) | 用来制造物体的设备和方法 | |
| KR101155684B1 (ko) | 고속 적층식 광조형 장치 | |
| CN106799835A (zh) | 一种基于点阵式显示屏的光固化3d打印机 | |
| KR101407050B1 (ko) | 가변형 수조 적층방식을 이용한 3차원 프린터 및 이를 이용한 조형방법 | |
| CN104085106A (zh) | 一种基于dlp原理的3d打印机 | |
| JP5637785B2 (ja) | 原版、及びそれを用いた物品の製造方法 | |
| JP6322871B2 (ja) | フレキソ印刷版とその製造方法、ならびに液晶表示素子の製造方法 | |
| KR20160135551A (ko) | 고속 3차원 프린터 | |
| KR101426463B1 (ko) | 미세 패턴필름 제조장치 및 미세 패턴필름 제조방법 | |
| CN206913680U (zh) | 一种基于点阵式显示屏的光固化3d打印机 | |
| CN109895371B (zh) | 制造三维成形物体的方法、增材制造装置以及物品 | |
| JP2017177518A (ja) | 光造形装置および光造形方法 | |
| JP2617532B2 (ja) | 三次元形状の形成方法および装置 | |
| JP2019098742A (ja) | 3d印刷法 | |
| CN109228315B (zh) | 一种连续3d打印系统 | |
| JP2017114011A (ja) | 立体形状物の造形装置及び製造方法 | |
| KR20090056131A (ko) | 박판형 기판 고정 장치 및 이를 이용한 박판형 기판의 나노패턴 제조 방법 | |
| KR101416629B1 (ko) | 미세 패턴을 갖는 제품의 제조 방법, 및 이에 의해 제조되는 제품 | |
| CN205705325U (zh) | 三维打印装置 | |
| JP2001047521A (ja) | 光学的立体造形方法および装置 | |
| KR102796819B1 (ko) | 탑다운 방식의 고점도 3d 프린팅 장치 및 그 3d 프린팅 방법 | |
| CN104401000A (zh) | 一种基于3d技术的导光板制备方法 | |
| KR20240100549A (ko) | Lcd 기반 3d 프린터용 릴리징 필름 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180730 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190806 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200303 |