JP2017177629A - 油圧アクチュエータ及び型締装置 - Google Patents
油圧アクチュエータ及び型締装置 Download PDFInfo
- Publication number
- JP2017177629A JP2017177629A JP2016070247A JP2016070247A JP2017177629A JP 2017177629 A JP2017177629 A JP 2017177629A JP 2016070247 A JP2016070247 A JP 2016070247A JP 2016070247 A JP2016070247 A JP 2016070247A JP 2017177629 A JP2017177629 A JP 2017177629A
- Authority
- JP
- Japan
- Prior art keywords
- oil chamber
- small
- oil
- diameter
- hydraulic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】本発明の油圧アクチュエータは、第1油室12Cに作動油を供給して大径ピストンヘッド13及び小径ピストンヘッド15を所定方向に移動させた後であって、第4油室14Cに作動油を供給して所定方向とは逆方向に大径ピストンヘッド13及び小径ピストンヘッド15を移動させる際に、第3油室14Bと第4油室14Cを区画する小径ピストンリング15A,15Bが、予め第3油室14Bの側に移動する方向に圧力を付与することを特徴とする。
【選択図】図4
Description
そこで本発明は、シール部材であるピストンリングを大径及び小径のピストンヘッドに備える油圧アクチュエータにおいて、ピストンリングのシール面へ当接するまでに要する時間を短縮して応答性を高め、生産性を向上することを目的とする。
本発明の油圧アクチュエータは、大径シリンダが、大径ピストンリングにより区画される第1油室と第2油室を備え、小径シリンダが、小径ピストンリングにより区画される第3油室と第4油室を備え、第2油室と第3油室が連通する。
そして、本発明の油圧アクチュエータは、大径シリンダの第1油室に作動油を供給するか、若しくは、第1油室の作動油を第2油室および第3油室の一方又は双方に供給してピストンヘッドを所定方向に移動させた後であって、小径シリンダの第4油室に作動油を供給して所定方向とは逆方向にピストンヘッドを移動させる際に、第3油室と第4油室を区画する小径ピストンリングが、予め第3油室の側に移動する方向に圧力を付与する、ことを特徴とする。
以下、添付図面を参照しながら、本発明の実施形態について説明する。
本実施形態に係る射出成形機100は、図1に示すように、支持フレーム1を備えており、支持フレーム1の上には固定金型3を取付けるための固定ダイプレート5が固設されている。固定ダイプレート5には、射出シリンダ18が取り付けられている。また、同じ支持フレーム1の上には固定ダイプレート5に対向して、移動金型7を取付けるための移動ダイプレート9が配設されている。さらに、支持フレーム1にはレール39が設けられており、このレール39によってリニアベアリング35が案内される。リニアベアリング35は、支持台37を介して移動ダイプレート9を支えている。これにより、移動ダイプレート9は、レール39に添って支持フレーム1の上を、前後方向Xに直線往復移動することができる。なお、リニアベアリング35に代えて摺動板によって移動ダイプレート9を摺動支持してもよい。また、射出成形機100において、移動金型7が設けられる側を前とし、固定金型3が設けられる側を後と定義する。
それぞれの油圧アクチュエータ10は、ストロークが短い大径シリンダ12と小径シリンダ14の2段に形成されている。この大径及び小径は相対的な関係をいう。大径シリンダ12の後端の開口は蓋16により密閉されている。これに対応して、大径シリンダ12及び小径シリンダ14のそれぞれに嵌挿されるピストンヘッドも大径ピストンヘッド13と小径ピストンヘッド15の2段に形成されている。そして、大径ピストンヘッド13は大径シリンダ12の中を前後方向Xに往復移動可能とされ、小径ピストンヘッド15は小径シリンダ14の中を前後方向Xに往復移動可能とされている。
また、小径ピストンヘッド15が収容される小径シリンダ14の内部であって、小径ピストンヘッド15に嵌装される小径ピストンリング15A,15Bよりも前方及び後方には、径の小さな第3油室14B及び第4油室14Cが形成されている。第3油室14Bには、固定ダイプレート5に形成されたポート14Aの一端が連通する。ポート14Aは、他端が後述する油圧制御系統40の配管48Aに連通する。
ポート12A、ポート12B及びポート14Aは、油圧アクチュエータ10の動作の如何によって、作動油の供給路になる場合もあるし、作動油の排出路になる場合もある。
この油圧制御系統40は、作動油の供給源である油圧ポンプ41と、大径シリンダ12の第1油室12C及び第2油室12Dに作動油を供給して油圧を制御する第一制御系43と、小径シリンダ14の第3油室14B及び第4油室14Cに作動油を供給して油圧を制御する第二制御系46と、を備える。また、本実施形態では、作動油の供給源として簡単のため油圧ポンプ41のみを示すが、作動油の供給制御の高精度化または容易化のために、油圧ポンプ41の他に図示しない公知の圧力調整機構を作動油の供給源に含むことが好ましい。この場合、流量調整弁47Aによる流量調整と圧力調整機構による圧力調整を複合して行えるため、第4油室14Cの作動油の圧力を微調整できるので、これにより小径ピストンリング15A,15Bの適切な動作を制御できる。
ロジック弁44A,44B,44C,44Dは、図2に示さように、切換弁49A,49B,49C,49Dが接続されており、切換弁49A〜49DがOFFのときにON(流路開)になり、逆に、切換弁49A〜49DがONのときにOFF(流路閉)になる。
なお、他の部材を駆動する油圧回路の制御上の制約によって何らかの支障がある場合は、切換弁49A,49B,49C,49Dとロジック弁44A,44B,44C,44DのON/OFFの関係の一部または全部を逆にしてもよい。
ロジック弁44A,44B,44C,44Dは、それぞれのON(流路開)又はOFF(流路閉)を組み合せることにより、第1油室12C及び第2油室12Dへの作動油の供給、供給の停止などの制御を行う。
切換弁47Bは、ONにすると油圧ポンプ41と切換弁47Cを連通させ、OFFにすると切換弁47Cと配管48B、油回収タンク50とを接続する。また、切換弁47Cは、ONにするとポート14Aと切換弁47Bを接続し、OFFにすると配管48Aを閉じる。切換弁47Bおよび切換弁47Cの両方がONすると、油圧ポンプ41とポート14Aを連通して、第4油室14Cに作動油を供給できる。
小径ピストンリング15A,15Bは、第4油室14Cに供給された作動油Oが隣接する第3油室14Bへ漏れるのを防ぐシール機能を発揮する。このシール機能を発揮するためには、小径ピストンリング15A,15Bの軸方向に対して垂直な第3油室14B側のシール面Sは、軸方向においては、保持溝15C,15Dの第3油室14Bの側の壁面からなるシール面SSに当接される必要がある。また、径方向においては、油圧により内周面側から押されて拡径することにより、小径ピストンリング15A,15Bの外周面が小径シリンダ14の内壁面に当接される必要がある。なお、図3(b)に示すように、小径ピストンリング15A,15Bは、拡径できるように、切り口15Eを備えている。なお、切り口15Eは、小径ピストンリング15A,15Bをそれぞれの周方向を切断するものではあるが、軸方向は合い口形状となっており、油圧により該合い口が互いに押し付けられて油圧をシールできるようになっている。
なお、小径ピストンリング15A,15Bのシール面Sと保持溝15C,15Dのシール面SSは、第3油室14Bの側のみではなく、第3油室14Bの側と第4油室14Cの側の両側の壁面に備えることにより、小径ピストンリング15A,15Bに、第4油室14Cに供給された作動油Oが隣接する第3油室14Bへ漏れるのを防ぐシール機能だけでなく、第3油室14Bに供給された作動油Oが隣接する第4油室14Cへ漏れるのを防ぐシール機能を与えてもよい。
はじめに、固定金型3及び移動金型7が固定ダイプレート5及び移動ダイプレート9にそれぞれ取り付けられた状態で、移動シリンダ21により移動ダイプレート9を移動させて、固定金型3と移動金型7を閉じる(図8 型閉)。この型閉動作は、移動シリンダ21により行われるものであり、型締動作よりも動作が高速である。
次いで、割ナット29がタイバー19のリング溝19Aに噛み合う位置にあることを前提に、割ナット29をその軸心に向けて寄せることにより、タイバー19のリング溝19Aに割ナット29を噛み合わせる(図8 割ナット閉)。
型締めが終了すると、固定金型3と移動金型7の間のキャビティに向けて樹脂などの溶融材料を射出成形の対象となる材料を吐出してから、所定期間だけそのまま保持して成形品を冷却して成形品を固化する(図8 保持冷却,保持ステップ)。
その後、割ナット29を開いて割ナット29とタイバー19との結合を解くことにより、移動ダイプレート9のタイバー19の動作範囲を超えた大ストローク移動を確保する(図8 割ナット開)。
次いで、移動シリンダ21を駆動することにより移動ダイプレート9を固定ダイプレート5から離れる側、つまり前方に向けて移動させる(図8 型開)。
その後、取出ロボットを用いるなどして成形品を金型のキャビティから取り出す(図8 成形品取出)。
図11(a)は離型動作における油圧アクチュエータ10の油圧の負荷状態(動作シーケンス)を示しているが、第1油室12Cに作動油Oを供給することにより、タイバー19を前進移動させる。なお、このときの前進動作により第2油室12Dの容積が縮小し、第2油室12Dと連通した第3油室14Bの容積が拡大するが、第2油室12Dの方が大径であることから、第2油室12Dと第3油室14Bの合計容積は縮小される。この容積縮小により作動油Oは排出されるが、ポート12Bおよびポート14Aにおける流動抵抗があるため、第2油室12D内および第3油室14B内の作動油Oは容積縮小に伴い圧縮されることになり油圧は増大する。またこの前進動作は、第1油室12Cと第2油室12D又は第3油室14Bとの間に差動回路を形成して、タイバー19の前進を迅速にすることもできる。
このとき、第4油室14Cは油回収タンク50と接続され、第4油室14Cの作動油Oは、配管48A及び配管48Bを通って油回収タンク50に送られる。したがって、第4油室14Cの内部は大気圧まで減圧されるか、または、このときの配管48Bを作動油Oが流動することによる配管流動抵抗圧力程度の低圧まで減圧される。
このとき、第4油室14Cが大気圧程度に減圧されるので、小径ピストンヘッド15に装着される小径ピストンリング15A,15Bには、第3油室14B内の作動油Oから破線矢印で示すよう前方に向けて油圧が付与されるので、図3(a)に示す保持溝15C,15Dのシール面SSからシール面Sが離れる向きに力を受ける。
なお、この動作の時のロジック弁44A〜44D及び切換弁47BのON及びOFFを図9の「標準シーケンス」の欄に示す。なお、ロジック弁44A〜44DのON/OFFは、切換弁49A〜49DがOFFのときにロジック弁44A〜44DはON(流路開)になり、逆に、切換弁49A〜49DがONのときにロジック弁44A〜44DはOFF(流路閉)になる。以下も同様である。
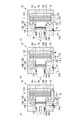
以下、図4を参照して本実施形態に係る離型動作を説明し、図5及び図6を参照して本実施形態に係る引戻し前動作を説明する。なお、ロジック弁44A〜44D及び切換弁47BのON及びOFFは図9の「第1実施形態 離型動作」の欄に示されている。
つまり、図4(a)に示すように、離型動作中に、第4油室14Cに連なるポート14A(配管48A)に流量調整弁47Aを設け、ポート14Aから排出される作動油Oの流量を制限することにより第4油室14Cから排出される作動油Oに流動抵抗を与え、第4油室14Cの油圧を上昇させる。これにより、小径ピストンリング15A,15Bには第3油室14Bの側に向けて移動する方向に圧力が付与され、図3(a)に示すように、それぞれのシール面Sを保持溝15C,15Dのシール面SSに押し付ける。このとき、図4に破線で示すように、同時に第1油室12Cの油圧を第2油室12D及び第3油室14Bの一方又は双方に供給することもできる。
なお、比較の便宜のために、図4(b)に比較例の離型動作(図11(a))を示している。
次に、引戻し前動作における本発明の実施形態ついて説明する。
引戻し前動作は、離型動作と引戻し動作の間に行われるが、図5(a)に示すように、第1油室12Cの排出路(ポート12A)を閉鎖して、第1油室12Cが縮小できずに大径ピストンヘッド13の移動ができない状態とする。そして、第2油室12Dの排出路(ポート12B)及び第3油室14Bの一方又は双方を開放して油回収タンク50と連通させて、少なくとも小径ピストンリング15A,15Bが第3油室14B側に移動する抵抗となる第3油室14Bの油圧を大気圧程度とした状態で、第4油室14Cに作動油Oを供給して第4油室14Cの油圧を上昇させる。なお、ロジック弁44A〜44D及び切換弁47BのON及びOFFは図9の「第2実施形態 引戻動作」の欄に示されている。
これにより、小径ピストンリング15A,15Bには第3油室14Bの側に向けて移動する方向に圧力が付与され、図3(a)に示すように、それぞれのシール面Sを保持溝15C,15Dのシール面SSに押し付けることができる。
また、引戻し前動作において油圧を負荷する向きが、次の引戻し動作において油圧を負荷する向きと同じであるので、大重量物であるタイバー19の動作を慣性に逆らって停止させる必要がないため滑らかかつ迅速に引戻し動作に移行できる。
なお、比較の便宜のために、図5(b)に比較例の引戻し前動作(図11(b))を示している。
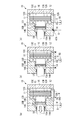
[第3実施形態]
図6(a)のシーケンスは、離型動作後に、第4油室14Cを油回収タンク50に連通して、第4油室14Cの圧力を低下させる。このとき、第2油室12Dおよび第2油室12Dと連通した第3油室14Bも油回収タンク50に連通しているので、第4油室14Cの圧力が容易に低下させることができる。これにより第4油室14Cと第3油室14Bの圧力差が無くなるので、小径ピストンリング15A,15Bに油圧が負荷されずにニュートラルな状態となるので、小径ピストンリング15A,15Bの外周面の一部が小径シリンダ14の内壁面に引っかかり小径ピストンリング15A,15Bに傾きが発生することを防止することかできる。これにより、小径ピストンリング15A,15Bのシール面Sを保持溝15C,15Dのシール面Sに滑らかに押し付けることができる。
なお、ロジック弁44A〜44D及び切換弁47BのON及びOFFは図9の「第3実施形態 引戻動作」の欄に示されている。
また、図6(b)のシーケンスは、割ナット開後に、第1油室12Cに作動油Oを供給することにより、タイバー19を前進させる。このとき、第4油室14Cを油回収タンク50に連通させて、第3油室14Bの圧力を低下させる。このときタイバー19は前方に移動するが、小径ピストンヘッド15の保持溝15C,15Dと小径ピストンリング15A,15Bの嵌め合いが比較的緩いので、小径ピストンリング15A,15Bはタイバー19の移動に引きずられることなく、タイバー19のみを前方に移動することができる。これにより、図6(a)と同様の作用により、小径ピストンリング15A,15Bのシール面Sを保持溝15C,15Dのシール面SSに押し付けた状態で引き戻し動作を開始することができる。
なお、ロジック弁44A〜44D及び切換弁47BのON及びOFFは図9の「第4実施形態 引戻動作」の欄に示されている。
また、上記にて示した本発明の各実施形態を任意の組合せで実施すれば、より確実に小径ピストンリング15A,15Bのシール面Sを保持溝15C,15Dのシール面SSに押し付けることができる。もっとも、離型動作及び引戻し前動作の両者において、小径ピストンリング15A,15Bをシール面Sに押し付けるシーケンスを採用することが好ましく、その中では、図4に示す離型動作シーケンスを行った後に図5(a)に示す引戻し前シーケンスを行うことが最も好ましい。この一連の動作を図7に示す。
また、本実施形態は本発明に係る油圧アクチュエータの用途として、射出成形機100の型締装置(型締手段)を例にしたが、本発明の適用用途は、これに限るものでなく、断面積の異なる複数のシリンダを直列に連結配置し、断面積の異なるシリンダにそれぞれ対応したピストンヘッドを直列に備えた単一のロッドを備え、各ピストンヘッドと、ピストンヘッドに備えたシール部材により、油室を区画構成、及び密閉した複合油圧アクチュエータに広く適用することができる。
例えば、図10(a)に示すように、第2油室12D、第1油室12C、第4油室14C及び第3油室14Bをこの順で配列する一方、第2油室12Dと第3油室14Bをバイパス管BPで繋ぐことができる。この油室の配列は、油圧アクチュエータ10と等価の油圧回路を備えることになる。
また、図10(b)に示すように、第2油室12Dと第3油室14Bの間に、中油室17A,17Bを設け、第2油室12Dと第3油室14Bをバイパス管BPで繋ぐことができる。この油室の配列は、油圧アクチュエータ10と等価の油圧回路を備えることになる。
3 固定金型
5 固定ダイプレート
7 移動金型
9 移動ダイプレート
10 油圧アクチュエータ
12 大径シリンダ
12A ポート
12B ポート
12C 第1油室
12D 第2油室
13 大径ピストンヘッド
13A,13B,13C 大径ピストンリング
14 小径シリンダ
14A ポート
14B 第3油室
14C 第4油室
15 小径ピストンヘッド
15A,15B 小径ピストンリング
15C,15D 保持溝
16 蓋
18 射出シリンダ
19 タイバー
19A リング溝
21 移動シリンダ
23 ピストン
25 ロッド
27 挿通孔
29 割ナット
33 支持部材
35 リニアベアリング
37 支持台
39 レール
40 油圧制御系統
41 油圧ポンプ
43 第一制御系
44A,44B,44C,44D ロジック弁
45A,45B,45C,45D 配管
46 第二制御系
47A 流量調整弁
47B 切換弁
47C 切換弁
48A,48B 配管
49A,49B,49C,49D 切換弁
50 油回収タンク
100 射出成形機
Claims (8)
- 相対的に径の大きい大径シリンダと、相対的に径の小さい小径シリンダと、が直列に配列されるシリンダと、
前記大径シリンダに収容され、外周に大径ピストンリングが嵌装される大径ピストンヘッドと、前記小径シリンダに収容され、外周に小径ピストンリングが嵌装される小径ピストンヘッドと、が直列に配列されるピストンヘッドと、を備える油圧アクチュエータであって、
前記大径シリンダは、
前記大径ピストンリングにより区画される第1油室と第2油室を備え、
前記小径シリンダは、
前記小径ピストンリングにより区画される第3油室と第4油室を備え、前記第2油室と前記第3油室が連通し、
前記大径シリンダの前記第1油室に作動油を供給するか、若しくは、前記第1油室の前記作動油を前記第2油室および前記第3油室の一方又は双方に供給して前記ピストンヘッドを所定方向に移動させた後であって、前記小径シリンダの前記第4油室に前記作動油を供給して前記所定方向とは逆方向に前記ピストンヘッドを移動させる際に、
前記第3油室と前記第4油室を区画する前記小径ピストンリングが、予め前記第3油室の側に移動する方向に圧力を付与する、
ことを特徴とする油圧アクチュエータ。 - 前記小径ピストンリングの前記第3油室の側への移動する方向への圧力の付与が、前記第1油室に前記作動油を供給して前記ピストンヘッドを動作させる際に、前記第4油室から排出される前記作動油に流動抵抗を与えることで前記第4油室内の油圧を上昇させることにより、前記小径ピストンリングに、予め前記第3油室の側に移動する方向に圧力を付与することである、
請求項1に記載の油圧アクチュエータ。 - 前記小径ピストンリングの前記第3油室の側への移動する方向への圧力の付与が、前記第1油室の排出路を閉鎖して、前記ピストンヘッドが移動できない状態とするとともに、
前記第2油室及び前記第3油室の一方又は双方の排出路を開放させた後に、
前記第4油室に前記作動油を供給して前記第4油室の油圧を上昇させることにより、前記小径ピストンリングに、予め前記第3油室の側に移動する方向に圧力を付与することである、
請求項1に記載の油圧アクチュエータ。 - 固定金型を保持する固定ダイプレートと、
移動金型を保持する移動ダイプレートと、
前記移動ダイプレートを前記固定ダイプレートに対して進退移動させる移動手段と、
前記固定ダイプレートに設けられ、前記移動ダイプレートと前記固定ダイプレートとをタイバーを介して開閉する油圧アクチュエータを有する型締手段と、を備え、
前記油圧アクチュエータは、
相対的に径の大きい大径シリンダと、相対的に径の小さい小径シリンダと、が直列に配列されるシリンダと、
前記大径シリンダに収容され、外周に大径ピストンリングが嵌装される大径ピストンヘッドと、前記小径シリンダに収容され、外周に小径ピストンリングが嵌装される小径ピストンヘッドと、が直列に配列されるピストンヘッドと、を備え、
前記大径シリンダは、
前記大径ピストンリングにより区画される第1油室と第2油室を備え、
前記小径シリンダは、
前記小径ピストンリングにより区画される第3油室と第4油室を備え、前記第2油室と前記第3油室が連通し、
前記大径シリンダの前記第1油室に作動油を供給して前記ピストンヘッドを所定方向に移動させた後であって、前記小径シリンダの前記第4油室に前記作動油を供給して前記所定方向とは逆方向に前記ピストンヘッドを移動させる際に、
前記第3油室と前記第4油室を区画する前記小径ピストンリングが、予め前記第3油室の側に移動する方向に圧力を付与する、
ことを特徴とする型締装置。 - 前記型締手段は、
型締めされた前記固定金型と前記移動金型の間に形成されるキャビティに溶融材料を射出してから所定の期間だけ保持して冷却する保持ステップと、
前記保持ステップの後に、前記油圧アクチュエータを作動させて、前記固定金型から前記移動金型を開く離型ステップと、
前記離型ステップの後に、前記離型ステップとは逆向きに前記油圧アクチュエータを作動させる引戻しステップと、行い、
前記離型ステップ又は前記離型ステップと前記引戻しステップの間に、
前記大径シリンダの前記第1油室に前記作動油を供給して前記ピストンヘッドを前記所定方向に移動させた後であって、前記小径シリンダの前記第4油室に前記作動油を供給して前記所定方向とは逆方向に前記ピストンヘッドを移動させる前に、
前記第3油室と前記第4油室を区画する前記小径ピストンリングが、予め前記第3油室の側に移動する方向に圧力を付与する、
請求項4に記載の型締装置。 - 前記小径ピストンリングの前記第3油室の側への移動する方向への圧力の付与が、前記離型ステップにおいて前記第1油室に前記作動油を供給して前記ピストンヘッドを動作させる際に、前記第4油室から排出される前記作動油に流動抵抗を与えることで前記第4油室内の油圧を上昇させることにより、前記小径ピストンリングに、予め前記第3油室の側に移動する方向に圧力を付与することである、
請求項5に記載の型締装置。 - 前記離型ステップにおいて、前記第1油室の前記作動油を前記第2油室および前記第3油室の一方又は双方に供給する、
請求項6に記載の型締装置。 - 前記小径ピストンリングの前記第3油室の側への移動する方向への圧力の付与が、前記離型ステップと前記引戻しステップの間に、
前記第1油室の排出路を閉鎖して、前記ピストンヘッドが移動できない状態とするとともに、
前記第2油室及び前記第3油室の一方又は双方の排出路を開放させた後に、
前記第4油室に前記作動油を供給して前記第4油室の油圧を上昇させることにより、前記小径ピストンリングに、予め前記第3油室の側に移動する方向に圧力を付与することである、
請求項5に記載の型締装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016070247A JP6606457B2 (ja) | 2016-03-31 | 2016-03-31 | 油圧アクチュエータ及び型締装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016070247A JP6606457B2 (ja) | 2016-03-31 | 2016-03-31 | 油圧アクチュエータ及び型締装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017177629A true JP2017177629A (ja) | 2017-10-05 |
| JP6606457B2 JP6606457B2 (ja) | 2019-11-13 |
Family
ID=60003364
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016070247A Active JP6606457B2 (ja) | 2016-03-31 | 2016-03-31 | 油圧アクチュエータ及び型締装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6606457B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT17169U1 (de) * | 2020-02-28 | 2021-07-15 | Engel Austria Gmbh | Druckkissen für eine Formaufspannplatte einer Formgebungsmaschine |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61177821U (ja) * | 1985-04-25 | 1986-11-06 | ||
| JPS6339527U (ja) * | 1986-08-29 | 1988-03-14 | ||
| JP2002127216A (ja) * | 2000-10-23 | 2002-05-08 | Mitsubishi Heavy Ind Ltd | 型締装置及びその型締方法並びに同装置を用いた型厚調整方法 |
| JP2004314491A (ja) * | 2003-04-17 | 2004-11-11 | Toshiba Mach Co Ltd | 射出成形機等の型締装置 |
| JP2007167897A (ja) * | 2005-12-22 | 2007-07-05 | Toshiba Mach Co Ltd | 型締装置 |
| JP2010082680A (ja) * | 2008-10-02 | 2010-04-15 | Toshiba Mach Co Ltd | 型締装置 |
-
2016
- 2016-03-31 JP JP2016070247A patent/JP6606457B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61177821U (ja) * | 1985-04-25 | 1986-11-06 | ||
| JPS6339527U (ja) * | 1986-08-29 | 1988-03-14 | ||
| JP2002127216A (ja) * | 2000-10-23 | 2002-05-08 | Mitsubishi Heavy Ind Ltd | 型締装置及びその型締方法並びに同装置を用いた型厚調整方法 |
| JP2004314491A (ja) * | 2003-04-17 | 2004-11-11 | Toshiba Mach Co Ltd | 射出成形機等の型締装置 |
| JP2007167897A (ja) * | 2005-12-22 | 2007-07-05 | Toshiba Mach Co Ltd | 型締装置 |
| JP2010082680A (ja) * | 2008-10-02 | 2010-04-15 | Toshiba Mach Co Ltd | 型締装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT17169U1 (de) * | 2020-02-28 | 2021-07-15 | Engel Austria Gmbh | Druckkissen für eine Formaufspannplatte einer Formgebungsmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6606457B2 (ja) | 2019-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4055841B2 (ja) | 型締装置及びその型締方法並びに同装置を用いた型厚調整方法 | |
| EP1287968B1 (en) | Injection molding machine comprising a hydraulic actuating mechanism and control method therefor | |
| JPS59103734A (ja) | 合成樹脂射出成形機の型締めユニツト用液圧装置 | |
| JP7132876B2 (ja) | 射出装置及び成形機 | |
| CN109982789B (zh) | 液压铸造单元 | |
| KR20110086012A (ko) | 다이캐스트 장치에서의 사출 실린더의 유압 회로 | |
| WO2013133200A1 (ja) | ダイカストマシン及びダイカストマシンの制御方法 | |
| JP6606457B2 (ja) | 油圧アクチュエータ及び型締装置 | |
| JP2019181537A (ja) | 射出装置及び成形機 | |
| JP2015127145A (ja) | 射出成形機および射出成形機の制御方法 | |
| JP5311384B2 (ja) | 射出成形機および射出成形機の制御方法 | |
| EP2769784B1 (en) | Injection apparatus | |
| US7373777B2 (en) | Die drive unit of molding machine | |
| JP3089383B2 (ja) | 射出成形機の型締装置 | |
| JP5324940B2 (ja) | 射出装置及び射出方法 | |
| JP7137729B1 (ja) | 局部加圧装置及び成形機 | |
| JP7830784B2 (ja) | 射出成形機の流し込みユニットの液圧式の制御装置 | |
| JP2025119658A (ja) | 射出装置及び成形機 | |
| JP6207029B2 (ja) | 成形機の制御方法 | |
| JP2808246B2 (ja) | 成形機の型締装置 | |
| WO2023210701A1 (ja) | 射出装置、成形機及び成形品の製造方法 | |
| JPH0418816Y2 (ja) | ||
| JP2001269975A (ja) | 射出成形機の型開制御方法 | |
| JP3005733B2 (ja) | 射出成形機の射出圧力選択機構 | |
| JP2001314953A (ja) | ダイカスト装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191018 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6606457 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |