JP2017177841A - 車両用のドア - Google Patents
車両用のドア Download PDFInfo
- Publication number
- JP2017177841A JP2017177841A JP2016063578A JP2016063578A JP2017177841A JP 2017177841 A JP2017177841 A JP 2017177841A JP 2016063578 A JP2016063578 A JP 2016063578A JP 2016063578 A JP2016063578 A JP 2016063578A JP 2017177841 A JP2017177841 A JP 2017177841A
- Authority
- JP
- Japan
- Prior art keywords
- door
- inner panel
- impact beam
- door inner
- door impact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Body Structure For Vehicles (AREA)
Abstract
Description
図1では、ドアインパクトビーム9が金属板からなる場合を示す。この場合、ドアインパクトビーム9は金属板をプレス加工して容易に得られる。図1では、ドアインパクトビーム9が陥没部18を有する場合を示す。陥没部18は、ドアインパクトビーム9の長手方向に延びる。陥没部18は、ドアインパクトビーム9の断面二次モーメントを増加させる。ドアインパクトビーム9は、陥没部18に代えて隆起部を有してもよい。隆起部もドアインパクトビーム9の断面二次モーメントを増加させる。これにより、ドアインパクトビーム9の強度が向上する。また、ドアインパクトビーム9の強度が十分である場合は、ドアインパクトビーム9は陥没部18又は隆起部を有していなくてもよい。
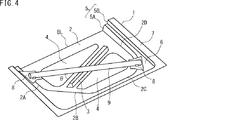
図4を参照して、本実施形態のドアインナーパネル1は金属板からなる。ドアインナーパネル1の材料である金属板は、例えば、鋼板、アルミニウム板、アルミニウム合金板、複層鋼板、チタン板、マグネシウム板等である。本実施形態では、金属板の板厚が一定である場合を説明する。したがって、ドアインナーパネル1の板厚も全域にわたり一定である。ただし、厳密には、プレス成形により、板厚のわずかな増減は生じる。
本実施形態のドアインナーパネルの製造方法は、準備工程と、加熱工程と、ホットスタンピングによるプレス成形工程と、を備える。準備工程では鋼板からなるブランク材を準備する。加熱工程ではブランク材を加熱する。プレス成形工程では、加熱されたブランク材をプレス加工すると同時に、成形されたドアインナーパネルを焼入れする。本実施形態のプレス成形工程では、プレス加工装置として、ホットスタンピング装置を用いる。
図5は、本実施形態のドアインナーパネルを製造するためのホットスタンピング装置を模式的に示す断面図である。図5を参照して、ホットスタンピング装置10は、上型として、パンチ11及びブランクホルダ14を備え、下型として、ダイ15を備える。
準備工程では、鋼板からなるブランク材を準備する。本実施形態のドアインナーパネルの鋼板は、質量%で、炭素(C):0.11%以上含有するのが好ましい。鋼板が0.11%以上の炭素を含有する場合、ホットスタンピング後のドアインナーパネルの強度を高くすることができる。
加熱工程では、図示しない加熱装置によってブランク材は加熱される。ブランク材は、その材料のA1変態点以上に加熱されるのが好ましい。ブランク材はA3変態点以上に加熱されるのがさらに好ましい。ホットスタンピングでは、ブランク材をプレス成形するのと同時に、成形されたドアインナーパネルを焼入れする。ブランク材がA1点以上に加熱されれば、焼入れ後のドアインナーパネルの金属組織はマルテンサイトとなり強度が高くなる。加熱温度はたとえば、700〜900℃である。加熱温度は、材料、成形難易度等によって適宜設定される。ホットスタンピングでは、ブランク材を加熱し軟化させるため、複雑な形状を成形することができる。
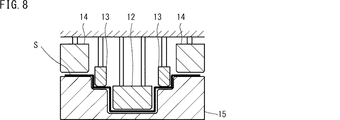
図6〜図8は、本実施形態のプレス成形工程を模式的に示す断面図である。図6はブランクホルダ14でブランク材Sを挟み込む段階を示す。図7は第2パンチ13による押し込みが完了したときの状態を示す。図8は第1パンチ12による押し込みが完了したときの状態を示す。
図9は、一般的なホットスタンピング装置によるプレス加工中の状態を示す断面図である。図9では、一般的なホットスタンピング装置のダイの一部を拡大して示す。図9を参照して、ホットスタンピング装置200では、パンチ210は分割されていない。そのため、パンチ210を下降させたとき、ブランク材Sの一部分S1は、パンチ210及びダイ220によって拘束されていない。つまり、ブランク材Sの一部分S1は、パンチ210及びダイ220と接触しない。
2 天板部
3 凹部
4 開口部
5 縦壁部
6 段差部
7 フランジ部
8 ブラケット
9 ドアインパクトビーム
10 ホットスタンピング装置
12 第1パンチ
13 第2パンチ
14 ブランクホルダ
15 ダイ
16 ドアアウターパネル
17 ドアインパクトビームの両端部
18 陥没部
BL ベルトライン
S ブランク材
P 衝突荷重
θ 交差角
Claims (6)
- 金属板からなり、引張強度が1200MPa以上のドアインナーパネルと、
両端部が前記ドアインナーパネルに接合された1つのドアインパクトビームと、を備え、
前記ドアインナーパネルは、前記ドアインパクトビームと交差する直線状の凹部を含み、
前記凹部は前記ドアインパクトビームに向けて突出する、ドア。 - 請求項1に記載のドアであって、
前記凹部は前記ドアインパクトビームの中央で交差する、ドア。 - 請求項1又は請求項2に記載のドアであって、
前記凹部と前記ドアインパクトビームの交差角は、10°以上、90°以下である、ドア。 - 請求項1〜請求項3のいずれか1項に記載のドアであって、
前記ドアインパクトビームの全塑性曲げモーメントは、前記ドアインナーパネルの全塑性曲げモーメントよりも小さい、ドア。 - 請求項1〜請求項4のいずれか1項に記載のドアであって、
前記ドアインパクトビームが、長手方向に延びる隆起部又は陥没部を含む、ドア。 - 請求項1〜請求項5のいずれか1項に記載のドアであって、
前記ドアインナーパネルは、多角形の天板部、前記天板部に形成された開口部、及び前記天板部の辺のうちの少なくとも2以上の隣接する辺から伸びる縦壁部、を有し、前記縦壁部のうちで隣接する縦壁部の組の少なくとも1組の各縦壁部は段差部を含む、ドア。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016063578A JP6634921B2 (ja) | 2016-03-28 | 2016-03-28 | 車両用のドア |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016063578A JP6634921B2 (ja) | 2016-03-28 | 2016-03-28 | 車両用のドア |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017177841A true JP2017177841A (ja) | 2017-10-05 |
| JP6634921B2 JP6634921B2 (ja) | 2020-01-22 |
Family
ID=60008226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016063578A Active JP6634921B2 (ja) | 2016-03-28 | 2016-03-28 | 車両用のドア |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6634921B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004122961A (ja) * | 2002-10-03 | 2004-04-22 | Mazda Motor Corp | 車両のサイドドア構造 |
| US20040124663A1 (en) * | 2002-11-12 | 2004-07-01 | Yi-Hwa Chu | Vehicle door side intrusion prevention assembly |
| JP2006282068A (ja) * | 2005-04-01 | 2006-10-19 | Toyota Motor Corp | 車両用ドア構造 |
| JP2009029366A (ja) * | 2007-07-30 | 2009-02-12 | Kobe Steel Ltd | 側面衝突性能を強化させた自動車用ドア |
| JP2011195107A (ja) * | 2010-03-23 | 2011-10-06 | Honda Motor Co Ltd | 車体側部構造 |
-
2016
- 2016-03-28 JP JP2016063578A patent/JP6634921B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004122961A (ja) * | 2002-10-03 | 2004-04-22 | Mazda Motor Corp | 車両のサイドドア構造 |
| US20040124663A1 (en) * | 2002-11-12 | 2004-07-01 | Yi-Hwa Chu | Vehicle door side intrusion prevention assembly |
| JP2006282068A (ja) * | 2005-04-01 | 2006-10-19 | Toyota Motor Corp | 車両用ドア構造 |
| JP2009029366A (ja) * | 2007-07-30 | 2009-02-12 | Kobe Steel Ltd | 側面衝突性能を強化させた自動車用ドア |
| JP2011195107A (ja) * | 2010-03-23 | 2011-10-06 | Honda Motor Co Ltd | 車体側部構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6634921B2 (ja) | 2020-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6921909B2 (ja) | パネル状成形品 | |
| JP5569661B2 (ja) | プレス成形体の製造方法および製造装置 | |
| EP3485996B1 (en) | Hot-stamping formed article, structural member using the same, and manufacturing method of hot-stamping formed article | |
| US10577027B2 (en) | Automobile body press-molded component and method for producing same | |
| US10682902B2 (en) | Panel-like formed product, vehicle door, and method for manufacturing a panel-like formed product | |
| JP6206629B1 (ja) | ドアインナーパネル及びドアインナーパネル製造方法 | |
| US11097789B2 (en) | Structural member for automobiles and method for producing the same | |
| US11534815B2 (en) | Press formed product, automobile structural member with the press formed product, and method for producing press formed product | |
| US10124387B2 (en) | Press-molded product, press-molded product producing method, and press-molded product producing apparatus | |
| JP6743913B2 (ja) | 構造部材及び車両用構造部材 | |
| JP2014101094A (ja) | 車体構造 | |
| JP6634921B2 (ja) | 車両用のドア | |
| JP2018079779A (ja) | 自動車用の構造部材およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190827 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191202 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6634921 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |