JP2017178490A - 加工ラインのワーク搬送方法及びワーク搬送装置 - Google Patents
加工ラインのワーク搬送方法及びワーク搬送装置 Download PDFInfo
- Publication number
- JP2017178490A JP2017178490A JP2016064362A JP2016064362A JP2017178490A JP 2017178490 A JP2017178490 A JP 2017178490A JP 2016064362 A JP2016064362 A JP 2016064362A JP 2016064362 A JP2016064362 A JP 2016064362A JP 2017178490 A JP2017178490 A JP 2017178490A
- Authority
- JP
- Japan
- Prior art keywords
- chamber
- power transmission
- workpiece
- unit
- carry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Landscapes
- Non-Mechanical Conveyors (AREA)
Abstract
【解決手段】夫々に密閉可能である前室1、主加工室2、及び後室3を順に配置した加工ラインにおいてワークWを順次搬送するに際し、主加工室2を密閉状態にして前室1及び後室2を室外に開放し、室外から前室1へのワーク搬送、及び後室2から室外へのワーク搬送を行い、次に、前室1及び後室3を密閉状態にして両室1,3内の雰囲気を主加工室2内の雰囲気に置換した後、前室1及び後室3と主加工室2との間を開放して各室1〜3内でワーク搬送を行うようにし、加工ライン上に複数のワークWを存在させて、各室1〜3を有効に使用し、生産効率の向上を実現する。
【選択図】図1
Description
図1及び図2に示す加工ライン(加工装置)は、基台B上に、夫々に密閉可能である前室1,主加工室2,及び後室3を水平方向に順に直列配置しており、各室1〜3にワークWを順次搬送するためのワーク搬送装置を含む構成である。この加工ラインは、図中で右方向がワーク搬送方向であり、左側をライン上流側とし、右側をライン下流側とする。
すなわち、ワーク搬送方法は、夫々に密閉可能である前室1、主加工室2、及び後室3を順に配置した加工ラインにおいてワークを順次搬送する方法である。
図8に示す実施形態は、加工ラインを構成する主加工室2が2つの加工ステージ2A,2Bを備えている。この加工ラインにおけるワーク搬送方法は、先の実施形態と同様であり、 図8(A)及び(B)に示すように、主加工室2を密閉状態にして前室1及び後室3を室外に開放し、室外から前室1へのワーク搬送、及び後室3から室外へのワーク搬送を行う。
図9に示す実施形態は、加工ラインを構成する主加工室2が3つの加工ステージ2A,2B,2Cを備えている。この加工ラインにおけるワーク搬送方法は、先の実施形態と同様であり、 図9(A)及び(B)に示すように、主加工室2を密閉状態にして前室1及び後室3を室外に開放し、室外から前室1へのワーク搬送、及び後室3から室外へのワーク搬送を行う。この際、ワーク搬送装置は、第1及び第2の中間扉G2,G3を閉塞(黒)すると共に、入口扉G1及び出口扉G4を開放(白)し、主加工室2の各加工ステージ2A,2B,2Cに配置した動力伝達ユニットUの動力伝達部13のみをOFFにする。
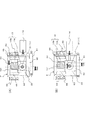
図10及び図11(A)に示す実施形態は、パレットPが、車輪(102)及びフィン(104)を有しておらず、基板101及び治具103を備えたものである。また、この実施形態の動力伝達ユニットUは、上側及びライン上流側及び下流側に開放されたフレーム60を備えている。図10では、内部構成を示す都合上、フレーム60を透明に示している。
図11(B)に示す実施形態の動力伝達ユニットUは、第4実施形態では、従動部13Bをオフセットして動力伝達部13をOFFにしたのに対して、駆動部13Aをオフセットして動力伝達部13をOFFにする構成である。
図12(A)に示す実施形態の動力伝達ユニットUは、基盤61上に、リニアガイド62を介してフレーム60を水平方向に往復動可能に配置すると共に、フレーム60の外側に主軸リテーナ33を固定している。動力切換部14は、例えばエアシリンダであって、フレーム60に連結してあり、伸縮駆動することでフレーム60を往復動させる。
図12(B)に示す実施形態の動力伝達ユニットUは、基盤61上に、フレーム60を固定すると共に、フレーム60の外側に、リニアガイド62を介して主軸リテーナ33を水平方向に往復動可能に配置している。動力切換部14は、例えばエアシリンダであって、主軸リテーナ33に連結してあり、伸縮駆動することで主軸リテーナ33及び分割駆動軸21を往復動させる。動力伝達部13の駆動部13A及び従動部13Bの構成は、第6実施形態と同様である。
図13(A)に示す実施形態の加工ラインは、前室1,主加工室2及び後室3を水平方向に順に配列すると共に、前室1及び後室3の下部に、入口扉G1及び出口扉G4を設けたものである。この加工ラインでは、前室1及び後室3の下側で、ワークWの搬入及び排出が行われることとなり、各室1〜3に対して、送り機構10若しくは動力伝達ユニットUが配置される。この場合、動力伝達ユニットUは、ワークWの搬入及び排出を妨げないように配置すれば良く、互いに機械的に連結されないので、ワークWの移動空間に対して進退可能に設けることも可能である。
図13(B)に示す実施形態の加工ラインは、前室1,主加工室2及び後室3を水平方向に順に配列すると共に、後室3内でワークを下降させるようにし、後室3のライン上流側(図13中で左側)に出口扉G4を設けたものである。この場合、動力伝達ユニットUは、各室1,2に対応する上部と、後室3に対応する下部とに配置し、上部の分割駆動軸2を下部の分割駆動軸21とをタイミングベルト等で連結する。これにより、各動力伝達ユニットUは、互いに回転伝達を行い、必要に応じて任意の位置で動力伝達部13をOFFにすることが可能である。
図14(A)に示す実施形態の加工ラインは、前室1,主加工室2及び後室3を水平方向に順に配列すると共に、前室1及び後室3の正面に、入口扉G1及び出口扉G4を有している。図示の入口扉G1及び出口扉G4は、開閉動作がより高速で行われるように、上下の扉体GA,GBを備えたものである。上記の加工ラインは、先の実施形態と同様の作用及び効果を得ることができる。
図14(B)に示す実施形態の加工ラインは、前室1を最上段にして、主加工室2及び後室3を垂直方向に順に配列すると共に、前室1の上下に入口扉G1及び第1中間扉G2を有し、後室3の上下に第2中間扉G3及び出口扉G4を有している。上記の加工ラインには、各室1〜3の側部に動力伝達ユニットUを配置することができる。このような加工ラインでは、主駆動軸11、若しくは分割駆動軸21及びマグネット継手22や、動力伝達部13で動力伝達を行うことができ、その他に、パレットPを保持しつつ下降移動させる機構を備えたものとする。
2 主加工室
3 後室
10 送り機構
11 主駆動軸
12 軸駆動部
13 動力伝達部(マグネットギア)
13A 駆動部
13B 従動部
14 動力切換部
21 分割駆動軸
22 マグネット継手
22A 駆動部
22B 従動部
C1 マグネット継手のクリアランス
C2 マグネットギアのクリアランス
OS オフセット量
P パレット
S1 搬入ステージ
S2 搬出ステージ
U 動力伝達ユニット
W ワーク
Claims (6)
- 夫々に密閉可能である前室、主加工室、及び後室を順に配置した加工ラインにおいてワークを順次搬送するに際し、
主加工室を密閉状態にして前室及び後室を室外に開放し、室外から前室へのワーク搬送、及び後室から室外へのワーク搬送を行い、
次に、前室及び後室を密閉状態にして両室内の雰囲気を主加工室内の雰囲気に置換した後、前室及び後室と主加工室との間を開放して各室内でワーク搬送を行うことを特徴とする加工ラインのワーク搬送方法。 - 夫々に密閉可能である前室、主加工室、及び後室を順に配置した加工ラインにおいてワークを順次搬送する装置であって、
前室のライン上流側に配置した搬入ステージと、後室のライン下流側に配置した搬出ステージと、搬入ステージから各室を経て搬出ステージに至る間でワーク保持用のパレットの移動及び停止を行う送り機構とを備え、
送り機構が、加工ラインに沿って配置した主駆動軸と、主駆動軸を回転駆動する軸駆動部と、搬入ステージ、各室、及び搬出ステージの夫々に配置され且つ主駆動軸の回転をパレットの送り運動に変換するための動力伝達部と、夫々の動力伝達部に対して配置され且つ動力伝達部による動力伝達を断続する動力切換部とを備えていることを特徴とする加工ラインのワーク搬送装置。 - 前記送り機構の主駆動軸が、搬入ステージ、各室、及び搬出ステージの夫々に配置した分割駆動軸と、分割駆動軸同士の回転伝達を非接触で行う駆動部及び従動部から成るマグネット継手とを備えていることを特徴とする請求項2に記載の加工ラインのワーク搬送装置。
- 前記送り機構の動力伝達部が、主駆動軸側からパレット側への動力伝達を非接触で行う駆動部及び従動部から成るマグネットギアであることを特徴とする請求項2又は3に記載の加工ラインのワーク搬送装置。
- 前記マグネット継手の駆動部及び従動部が、軸心のずれ方向の許容範囲であるクリアランスを有すると共に、そのクリアランスが、前記マグネットギアを構成する駆動部及び従動部の間隔の許容範囲であるクリアランスよりも大きく、
前記動力切換部が、マグネットギアの駆動部及び従動部のいずれか一方をオフセットさせることで動力伝達を断続するものであって、そのオフセット量が、マグネット継手のクリアランスよりも小さく、且つマグネットギアのクリアランスよりも大きいことを特徴とする請求項4に記載の加工ラインのワーク搬送装置。 - 送り機構が、搬入ステージ、各室、及び搬出ステージの夫々に配置する動力伝達ユニットを備えており、
各動力伝達ユニットが、前記分割駆動軸及びマグネット継手、動力伝達部であるマグネットギア、及び動力切換部を含むことを特徴とする請求項5に記載の加工ラインのワーク搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016064362A JP6710074B2 (ja) | 2016-03-28 | 2016-03-28 | 加工ラインのワーク搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016064362A JP6710074B2 (ja) | 2016-03-28 | 2016-03-28 | 加工ラインのワーク搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017178490A true JP2017178490A (ja) | 2017-10-05 |
| JP6710074B2 JP6710074B2 (ja) | 2020-06-17 |
Family
ID=60008367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016064362A Active JP6710074B2 (ja) | 2016-03-28 | 2016-03-28 | 加工ラインのワーク搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6710074B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117228252A (zh) * | 2023-09-25 | 2023-12-15 | 湖北中达智造科技有限公司 | 气门的柔性输送装置、柔性生产线和输送方法 |
| EP4361071A3 (en) * | 2022-09-12 | 2024-08-28 | ATS Corporation | System and method for collaborative linear motor conveyor operation |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4979305A (ja) * | 1972-12-08 | 1974-07-31 | ||
| JPH0650661A (ja) * | 1992-07-31 | 1994-02-25 | Tsukada Fuainesu:Kk | 真空乾燥装置 |
| JP2003341835A (ja) * | 2002-05-27 | 2003-12-03 | Shimada Phys & Chem Ind Co Ltd | 基板のガス処理装置 |
| JP2008285243A (ja) * | 2007-05-15 | 2008-11-27 | Shimada Phys & Chem Ind Co Ltd | 基板搬送ローラ及びそれを具備した基板洗浄装置 |
-
2016
- 2016-03-28 JP JP2016064362A patent/JP6710074B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4979305A (ja) * | 1972-12-08 | 1974-07-31 | ||
| JPH0650661A (ja) * | 1992-07-31 | 1994-02-25 | Tsukada Fuainesu:Kk | 真空乾燥装置 |
| JP2003341835A (ja) * | 2002-05-27 | 2003-12-03 | Shimada Phys & Chem Ind Co Ltd | 基板のガス処理装置 |
| JP2008285243A (ja) * | 2007-05-15 | 2008-11-27 | Shimada Phys & Chem Ind Co Ltd | 基板搬送ローラ及びそれを具備した基板洗浄装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4361071A3 (en) * | 2022-09-12 | 2024-08-28 | ATS Corporation | System and method for collaborative linear motor conveyor operation |
| US12564910B2 (en) | 2022-09-12 | 2026-03-03 | Ats Corporation | System and method for collaborative linear motor conveyor operation |
| CN117228252A (zh) * | 2023-09-25 | 2023-12-15 | 湖北中达智造科技有限公司 | 气门的柔性输送装置、柔性生产线和输送方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6710074B2 (ja) | 2020-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9096386B2 (en) | Multi-mode scroll cam conveyor system | |
| KR101862731B1 (ko) | 물품 반송 설비 | |
| KR20140018844A (ko) | 동일축 구동 진공 로봇 | |
| CN102171116A (zh) | 用于传送基板承载器的传送器组件和方法 | |
| KR20130083364A (ko) | 제품봉지 취출장치 | |
| JP2002068476A (ja) | 磁気搬送装置 | |
| EP1845552B1 (en) | Transportation system and transportation method | |
| JP4858673B2 (ja) | 懸垂式昇降搬送台車の搬送システム | |
| JP2017178490A (ja) | 加工ラインのワーク搬送方法及びワーク搬送装置 | |
| CN101240414A (zh) | 在用于处理衬底的设备中的运输装置 | |
| US20080075564A1 (en) | Container Carrying Equipment | |
| WO2022237049A1 (zh) | 一种基于全自动智能机器的定量物料传输装置及其传输方法 | |
| JP2007039237A (ja) | 磁性ベルト駆動式軌道搬送方法及び装置 | |
| CN105731011B (zh) | 电子组件承载盘的快速定位移载装置 | |
| JP2009184422A (ja) | 無人搬送台車 | |
| JP2002127064A (ja) | 電子部品用自動ハンドリング装置 | |
| JP4882754B2 (ja) | 板状体搬送設備 | |
| KR101812650B1 (ko) | 버퍼 챔버 및 이를 이용한 대상물의 이송 방법 | |
| TWM568494U (zh) | Workstation for transferring semiconductor substrates | |
| JP5106046B2 (ja) | ワーク搬送用パレット | |
| JPH0281815A (ja) | 水平回転棚 | |
| WO2025230551A1 (en) | Substrate processing apparatus with substrate feed through bypass and method therefor | |
| JP4358171B2 (ja) | 無人搬送車 | |
| CN117302940A (zh) | 一种双层升降横送移载机 | |
| CN121536626A (zh) | 晶圆片自动化转运方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190122 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20190528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191126 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20191212 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200323 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200512 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200526 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6710074 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |