JP2017182952A - シールド電線およびシールド電線の製造方法 - Google Patents
シールド電線およびシールド電線の製造方法 Download PDFInfo
- Publication number
- JP2017182952A JP2017182952A JP2016064948A JP2016064948A JP2017182952A JP 2017182952 A JP2017182952 A JP 2017182952A JP 2016064948 A JP2016064948 A JP 2016064948A JP 2016064948 A JP2016064948 A JP 2016064948A JP 2017182952 A JP2017182952 A JP 2017182952A
- Authority
- JP
- Japan
- Prior art keywords
- wire
- electric wire
- conductor
- core
- braided shield
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 238000000034 method Methods 0.000 title abstract description 13
- 239000004020 conductor Substances 0.000 claims abstract description 59
- 239000011248 coating agent Substances 0.000 claims abstract description 47
- 238000000576 coating method Methods 0.000 claims abstract description 47
- 239000002861 polymer material Substances 0.000 claims abstract description 17
- 229920006037 cross link polymer Polymers 0.000 claims description 15
- 239000002657 fibrous material Substances 0.000 claims description 12
- 238000009413 insulation Methods 0.000 claims description 12
- 229910052751 metal Inorganic materials 0.000 description 34
- 239000002184 metal Substances 0.000 description 34
- 238000004132 cross linking Methods 0.000 description 25
- 239000000463 material Substances 0.000 description 17
- 239000000835 fiber Substances 0.000 description 15
- 239000007769 metal material Substances 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 9
- 229920000049 Carbon (fiber) Polymers 0.000 description 8
- 239000004917 carbon fiber Substances 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 7
- 230000008602 contraction Effects 0.000 description 7
- 229910052802 copper Inorganic materials 0.000 description 7
- 239000010949 copper Substances 0.000 description 7
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 7
- 229920002994 synthetic fiber Polymers 0.000 description 7
- 239000012209 synthetic fiber Substances 0.000 description 7
- 229920000098 polyolefin Polymers 0.000 description 6
- 229910000881 Cu alloy Inorganic materials 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 230000005855 radiation Effects 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000009940 knitting Methods 0.000 description 3
- 239000004800 polyvinyl chloride Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000010382 chemical cross-linking Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical class CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 229920003020 cross-linked polyethylene Polymers 0.000 description 1
- 239000004703 cross-linked polyethylene Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 230000005251 gamma ray Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images



Landscapes
- Insulated Conductors (AREA)
- Details Of Indoor Wiring (AREA)
- Ropes Or Cables (AREA)
Abstract
【課題】編組シールドを有するシールド電線において、シールド電線全体としての伸縮性に優れたシールド電線を提供する。またそのようなシールド電線の製造方法を提供する。【解決手段】導体と、導体の外周を被覆する絶縁被覆とを有する絶縁電線が、螺旋形状をとっているコア電線2と、コア電線2の外周を被覆する編組シールド3と、を有するシールド電線1とする。また、絶縁被覆が架橋可能なポリマー材料を含んでなる場合に、絶縁電線を、ポリマー材料が未架橋の状態で、螺旋形状に加工した後、ポリマー材料を架橋させてコア電線2を形成し、コア電線2の外周に中空筒状の編組シールド3を配置する製造方法とする。【選択図】図1
Description
本発明は、シールド電線およびシールド電線の製造方法に関し、さらに詳しくは、コア電線の外周に編組シールドを設けたシールド電線、およびそのようなシールド電線を製造する方法に関するものである。
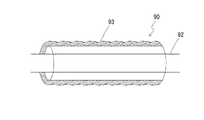
ノイズ対策が必要な箇所に用いられる電線として、外部からのノイズの侵入や外部へのノイズの放射を防ぐシールド層が設けられたシールド電線が使用される。シールド層としては、細い金属素線を編み込んで形成される編組シールド等が用いられる。図5に従来一般のシールド電線90の構成を示すように、編組シールド93は、中空筒状に成形され、その中空部内にコア電線92が挿通される。
編組シールドは、素線の編み込み構造に由来し、高い柔軟性と伸縮性を有する。編組シールドを構成する素線の材質や編み方を工夫することで、高い伸縮性等、編組シールドに優れた特性を付与することができる。例えば、特許文献1においては、編組シールドが余長を備えた素線で編まれた編組シールド電線が開示されている。
上記のように従来一般のシールド電線90においては、シールド電線90を構成する編組シールド93は伸縮性に富んでいるものの、編組シールド93に挿通されるコア電線92は、絶縁電線よりなり、ほとんど伸縮性を有していない。そのため、編組シールド93の伸縮性を利用してシールド電線90を可動部位の配線に用いるとしても、コア電線92によって、伸縮可能な長さの範囲が制限される。また、シールド電線90を伸縮させる際に、コア電線92の軸線方向に力が印加され、コア電線92に大きな負荷がかかることになる。すると、コア電線92に破断等の損傷が生じる可能性がある。
本発明の課題は、編組シールドを有するシールド電線において、シールド電線全体としての伸縮性に優れたシールド電線を提供すること、またそのようなシールド電線の製造方法を提供することにある。
上記課題を解決するため、本発明にかかるシールド電線は、導体と、前記導体の外周を被覆する絶縁被覆とを有する絶縁電線が、螺旋形状をとっているコア電線と、前記コア電線の外周を被覆する編組シールドと、を有するものである。
ここで、前記導体は、導電性の繊維材料よりなるとよい。また、前記絶縁被覆は、架橋ポリマーよりなるとよい。
本発明にかかるシールド電線の製造方法は、導体と、前記導体の外周を被覆する架橋可能なポリマー材料を含んでなる絶縁被覆とを有する絶縁電線を、前記ポリマー材料が未架橋の状態で、螺旋形状に加工した後、前記ポリマー材料を架橋させてコア電線を形成し、前記コア電線の外周に中空筒状の編組シールドを配置するものである。
上記発明にかかるシールド電線においては、絶縁電線を螺旋形状としたものがコア電線として用いられている。よって、コア電線が螺旋の軸に沿って伸縮することができる。それにより、編組シールドが編み込み構造によって伸縮した際に、コア電線も伸縮することができる。このように、編組シールドのみならず、コア電線を含むシールド電線全体として、高い伸縮性を得ることができる。また、シールド電線全体を伸縮させた際に、コア電線に印加される力が、螺旋の伸縮によって吸収されるので、コア電線が負荷によって破断等の損傷を起こしにくい。
ここで、導体が、導電性の繊維材料よりなると場合には、コア電線において、導体が、絶縁被覆の曲げ変形に追随して柔軟に変形するので、絶縁被覆が薄く、絶縁被覆の有する弾性力が小さい場合でも、絶縁電線全体として、螺旋状に加工した際に、高い伸縮性を得ることができる。よって、シールド電線全体としての径を小さく抑えながら、伸縮性の高いシールド電線を得ることができる。
また、絶縁被覆が、架橋ポリマーよりなる場合には、架橋ポリマーが、架橋を経ることで、未架橋の状態よりも高い弾性率を有している。そのため、絶縁被覆を過度に厚くしなくても、大きな弾性力を有する絶縁電線を得ることができる。よって、この場合にも、シールド電線全体としての径を小さく抑えながら、コア電線の伸縮性を確保することで、伸縮性の高いシールド電線を得ることができる。
上記発明にかかるシールド電線の製造方法においては、架橋可能なポリマーが高い柔軟性を有する未架橋のままの状態で絶縁電線を螺旋形状に加工し、その後に架橋を行うので、先にポリマーを架橋させてから螺旋形状に加工する場合と比較して、螺旋形状の巻き戻りを抑制しながら、絶縁電線の螺旋形状への加工を簡便に行うことができる。
以下、図面を用いて本発明の一実施形態にかかるシールド電線について詳細に説明する。
[シールド電線の構成]
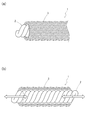
図1に本発明の一実施形態にかかるシールド電線1の外観を示す。シールド電線1は、コア電線2と、コア電線2の外周を被覆する編組シールド3とを有している。
図1に本発明の一実施形態にかかるシールド電線1の外観を示す。シールド電線1は、コア電線2と、コア電線2の外周を被覆する編組シールド3とを有している。
コア電線2は、図2にも示すように、絶縁電線4を螺旋形状に加工したものである。絶縁電線4としては、電気接続に使用される公知の絶縁電線4を用いることができるが、その好適な構成については後述する。コア電線2は、螺旋形状を有することにより、図1(b)中に矢印で示すように、螺旋の軸に沿って弾性的に伸縮することができる。
編組シールド3は、銅、銅合金、アルミニウム、アルミニウム合金等の金属材料よりなる細い金属素線を編み込んで中空筒状に成形したものであり、公知のシールド電線に用いられる編組シールドと同様のものを適用することができる。編組シールド3は、その編み込み構造により、柔軟に曲げ変形することができる。また、編み込み構造により、中空筒形状の軸に沿って、伸縮することができる。編組シールド3は、コア電線2に対して、ノイズの侵入および放射を遮蔽する役割を果たす。
編組シールド3は、コア電線2の螺旋形状の外径(螺旋の軸に直交する断面の外径)以上の内径を有している。そして、編組シールド3の中空部の中に、コア電線2が挿通され、収容されている。コア電線2の螺旋の軸と編組シールド3の中空筒形状の軸は、略平行になっている。これにより、コア電線2および編組シールド3は、共通の軸に沿って、それぞれ伸縮することができる。
コア電線2と編組シールド3は、相互に分離しないように、両端部で相互に対して固定されていることが好ましい。固定は、編組シールド3とコア電線2を両端部で直接結合することによって行うことができる。あるいは、共通の部材に編組シールド3とコア電線2の端部をそれぞれ結合することで、間接的に両者の端部を相互に対して固定してもよい。
上記のように、本シールド電線1においては、コア電線2と編組シールド3が、共通の軸に沿って伸縮することができる。よって、図5に示す直線状のコア電線92を有する従来一般のシールド電線90とは異なり、編組シールド3のみならず、コア電線2を含むシールド電線1全体として、高い伸縮性が発揮される。そのため、可動距離の長い可動部位の配線等に、シールド電線1を使用することができる。また、シールド電線1を伸縮させた際に、コア電線2に印加される力が、コア電線2の螺旋形状によって吸収されるので、シールド電線1の伸縮に伴う負荷によってコア電線2に破断等の損傷が生じることが抑制される。このように、本シールド電線1を用いることで、可動部等、シールド電線の伸縮が必要な部位において、高い接続信頼性を提供することができる。
シールド電線1全体としての伸縮可能な長さの範囲は、編組シールド3とコア電線2のうち、小さい方の伸縮可能範囲によって定まる。伸縮によるコア電線2の損傷を高確度に回避する観点からは、コア電線2の方が大きな伸縮可能範囲を有しており、編組シールド3によってシールド電線1の伸縮可能範囲が規定される形態の方が好ましい。
[絶縁電線の構成]
図3(a)に、コア電線2を構成する絶縁電線4について、長手方向軸に直交する断面を図示する。絶縁電線4は、導電性の材料よりなる長尺状の導体40と、導体40の外周を被覆する絶縁性のポリマー材料よりなる絶縁被覆45とを有している。
図3(a)に、コア電線2を構成する絶縁電線4について、長手方向軸に直交する断面を図示する。絶縁電線4は、導電性の材料よりなる長尺状の導体40と、導体40の外周を被覆する絶縁性のポリマー材料よりなる絶縁被覆45とを有している。
導体40および絶縁被覆45を構成する具体的な材料は、特に限定されるものではない。しかし、絶縁電線4を螺旋状に加工したコア電線2において、高い伸縮性を確保する観点から、絶縁被覆45は、高い弾性率を有する材料よりなることが好ましい。一方、導体40は高い柔軟性を有していることが好ましい。導体40が高い柔軟性を有していれば、絶縁被覆45が曲げ変形を受けた際に、その変形に従順に追随して導体40が変形する。その結果、絶縁電線4を螺旋形状に巻き回したコア電線2において、螺旋の軸に沿った伸縮性が高くなる。つまり、コア電線2を螺旋の軸方向に伸張した時に、絶縁被覆45の弾性力で元の長さに戻ろうとする力が強くなる。十分に高い弾性率を有する絶縁被覆45と十分に高い柔軟性を有する導体40を有する絶縁電線4を用いたコア電線2においては、伸縮性は絶縁被覆45が主に担い、柔軟性の高い導体40は実質的に伸縮性をコア電線2に付与しないことになる
一般に、絶縁電線の絶縁被覆を厚くすれば、螺旋状に加工した際に高い伸縮性を得ることができるが、螺旋状に加工した電線全体が占める空間が大きくなってしまい、省スペース性に劣る。一方、絶縁被覆を薄くすれば、絶縁被覆における弾性力が小さくなり、螺旋状に加工した電線の伸縮性を低下させる方向に作用する。しかし、上記コア電線2において、導体40の柔軟性が十分に高ければ、絶縁被覆45の厚さを小さく抑えても、高い伸縮性を確保することができる。これにより、コア電線2の省スペース化、そしてコア電線2を編組シールド3に収容したシールド電線1全体としての省スペース化が達成され、シールド電線1を自動車内等の限られた空間にも配策しやすくなる。
(1)導体を構成する材料の例
導体40は、単線よりなってもよいが、柔軟性を確保する観点から、図3(a)に示すように、複数の細い素線41が束ねられ、あるいは撚り合わせられてなることが好ましい。導体40の柔軟性と強度を両立する観点から、複数の素線41が撚り合わせられている方が好ましい。
導体40は、単線よりなってもよいが、柔軟性を確保する観点から、図3(a)に示すように、複数の細い素線41が束ねられ、あるいは撚り合わせられてなることが好ましい。導体40の柔軟性と強度を両立する観点から、複数の素線41が撚り合わせられている方が好ましい。
(1−1)金属材料
導体40の素線41となる最も一般的な導電性材料として、金属材料よりなる細線を挙げることができる。金属材料としては、銅、銅合金、アルミニウム、アルミニウム合金、もしくはこれらの材料に各種メッキが施された材料を例示することができる。これらのうち、高い導電率を有する等の点で、銅または銅合金が特に好適である。
導体40の素線41となる最も一般的な導電性材料として、金属材料よりなる細線を挙げることができる。金属材料としては、銅、銅合金、アルミニウム、アルミニウム合金、もしくはこれらの材料に各種メッキが施された材料を例示することができる。これらのうち、高い導電率を有する等の点で、銅または銅合金が特に好適である。
素線41が金属材料よりなる場合に、素線41を細くするほど、導体40全体としての導体径が同じであっても、導体40において高い柔軟性を得ることができる。例えば、素線41が銅よりなる場合に、素線41の外径を0.25mm以下とすれば、また、素線41がアルミニウムよりなる場合に、素線41の外径を0.35mm以下とすれば、導体40において高い柔軟性を確保しやすい。
(1−2)導電性繊維材料
金属材料よりなる素線41よりも高い柔軟性を有する導体40を形成しやすい素線41として、導電性の繊維材料よりなるものを挙げることができる。導電性の繊維材料としては、図3(b)に示すように、有機繊維41aと金属層41bとからなる金属被覆素線41’等、有機材料を主としてなるもの、あるいは、炭素繊維等、非金属無機材料の繊維よりなるものを挙げることができる。これらの導電性の繊維材料は通常、極端に径が大きい場合等、特殊な場合を除き、絶縁電線4の被覆材として多用されるポリマー材料よりも高い柔軟性を有している。
金属材料よりなる素線41よりも高い柔軟性を有する導体40を形成しやすい素線41として、導電性の繊維材料よりなるものを挙げることができる。導電性の繊維材料としては、図3(b)に示すように、有機繊維41aと金属層41bとからなる金属被覆素線41’等、有機材料を主としてなるもの、あるいは、炭素繊維等、非金属無機材料の繊維よりなるものを挙げることができる。これらの導電性の繊維材料は通常、極端に径が大きい場合等、特殊な場合を除き、絶縁電線4の被覆材として多用されるポリマー材料よりも高い柔軟性を有している。
図3(b)に示すように、金属被覆素線41’は、有機繊維41aと、有機繊維41aの外周を被覆する金属層41bとからなっている。金属層41bは、有機繊維41aの外周に密着している。
有機繊維41aとしては、有機合成繊維を用いることが好適である。有機合成繊維は、高い柔軟性および引張強度を有するからである。有機合成繊維の中でも、柔軟性および引張強度に優れるポリエチレン系有機合成繊維、ポリアミド系有機合成繊維、ポリエステル系有機合成繊維等が特に好適である。ポリアミド系有機合成繊維の中でも、とりわけアラミド繊維が好適である。
金属層41bは、製造の簡便性の観点から、金属めっき層として構成されることが好適である。金属層41bを構成する金属としては、金、銀、銅、ニッケルより選択される少なくとも1種を含むものが好適である。これらの金属は、高い導電性を有するとともに、有機繊維41aの外周に密着性よく金属層41bを形成するのに適している。これらは単独で用いられても、2種以上の合金として用いられてもよい。または、他の金属を含む合金が用いられてもよい。これらのうち、銅または銅合金が用いられる場合が特に好適である。銅は、高い導電性を有するうえ、材料コストも低く抑えられるからである。有機繊維41aは、多くの場合、絶縁性の材料であるが、金属層41bが導電性を有することにより、金属被覆素線41’が導電性を獲得する。
有機繊維41aが高い柔軟性と引張強度を有することにより、金属被覆素線41’、そして金属被覆素線41’を素線41として用いた導体40は、高い柔軟性および引張強度を有する。特に、柔軟性に関しては、導電性繊維材料のもう1つの例である炭素繊維を導体40として用いる場合よりも優れたものとなりやすい。また、一般に、有機繊維の比重は、金属の比重よりも小さいので、金属被覆素線41’の質量は、同じ外径を有する金属細線の質量よりも小さくなる。
有機繊維41aが絶縁性材料であることにより、1本の金属被覆素線41’の電気抵抗値は大きくなりやすいが、複数本の金属被覆素線41’を撚り合わせて導体40とすることで、導体40全体として、絶縁電線4としての使用に十分な導電性を確保することができる。
有機繊維41aの径や金属層41bの厚さ、導体40全体の導体径等は、要求される導電率や柔軟性、引張強度等を考慮して適宜定めればよいが、以下のような範囲を好適な例として挙げることができる。
・有機繊維41aの径:0.01〜0.1mm
・金属層41bの厚さ:0.1〜2.5μm
・導体径:0.3mm以上
・有機繊維41aの径:0.01〜0.1mm
・金属層41bの厚さ:0.1〜2.5μm
・導体径:0.3mm以上
導体40を構成する素線41として用いうる導電性繊維材料のもう1つの例として、導電性の炭素繊維を挙げることができる。炭素繊維は、上記のような金属被覆素線41’に比べて、径が同じであれば、柔軟性は低くなってしまうが、高い導電性を有する。よって、柔軟性の確保のために導体40を細くしても、十分な導電性を確保しやすい。炭素繊維の外周に、金属層が形成されたものを用いてもよい。
炭素繊維の径や導体40全体の導体径等は、要求される導電率や柔軟性、引張強度等を考慮して適宜定めればよいが、以下のような範囲を好適な例として挙げることができる。
・炭素繊維の径:0.01〜0.1mm
・導体径:0.3mm以上
・炭素繊維の径:0.01〜0.1mm
・導体径:0.3mm以上
金属被覆素線41’や炭素繊維等の導電性繊維は、金属線材に比較して低密度であるため、導体40の柔軟化のみならず、コア電線2の軽量化にも寄与することができる。
素線41が、上記で説明した金属材料、導電性繊維材料等、どのような材料よりなる場合でも、導体40において、高い柔軟性を導電性と両立して確保する観点から、導体40は、導電性の素線41のみよりなることが好ましい。導電性の素線41としては、単一の種類のものを使用しても、複数の種類のものを混合して使用してもよい。なお、導体40全体としての柔軟性と導電性を十分に確保できる範囲において、上記で挙げたような金属材料や導電性繊維材料よりなる素線41以外に、絶縁性の線材等が導体40中に含まれていてもよい。導体40の柔軟性を利用してコア電線2に高い伸縮性を付与する観点から、導体40の外周を一括して被覆する絶縁被覆45以外に、導体40を構成する各素線41の外周、あるいは複数の素線41の集合体の外周には、絶縁被覆は形成されない。
(2)絶縁被覆を構成する材料の例
上記のように、絶縁被覆45は、いかなるポリマー材料よりなってもよい。しかし、高い弾性率を有する材料から絶縁被覆45を構成する方が、絶縁被覆45を薄くしても、絶縁電線4全体としての弾性力を高くし、螺旋状に加工したコア電線2において、高い伸縮性を確保することが可能となる。また、高い弾性率を有する材料を用いることで、コア電線2の伸縮を繰り返しても、コア電線2が有する高い伸縮性が維持されやすい。
上記のように、絶縁被覆45は、いかなるポリマー材料よりなってもよい。しかし、高い弾性率を有する材料から絶縁被覆45を構成する方が、絶縁被覆45を薄くしても、絶縁電線4全体としての弾性力を高くし、螺旋状に加工したコア電線2において、高い伸縮性を確保することが可能となる。また、高い弾性率を有する材料を用いることで、コア電線2の伸縮を繰り返しても、コア電線2が有する高い伸縮性が維持されやすい。
絶縁被覆45を構成するポリマー材料としては、各種樹脂材料、エラストマー、ゴム等を用いることができる。各種ポリマー材料のうち、架橋可能なものは、架橋して、架橋ポリマーの形で用いることが好ましい。
架橋ポリマーは、ポリマー鎖の間に化学結合が形成された架橋構造を有しており、架橋構造によって、高い弾性率を有する。具体的な架橋ポリマーの種類は特に限定されるものではいが、架橋ポリオレフィン、架橋ポリ塩化ビニル(PVC)、架橋ポリウレタン、架橋ポリエステル、架橋フェノール樹脂、架橋エポキシ樹脂、架橋シリコーン樹脂、架橋エラストマー、加硫ゴム等を挙げることができる
上記のうち、架橋前は比較的弾性率が低く、柔軟性が高い一方で、架橋によって高い弾性率が得やすく、また汎用性が高い架橋ポリマーとして、架橋ポリオレフィンおよび架橋PVCを好適に用いることができる。未架橋の状態のポリオレフィンやPVCを絶縁被覆45として有する絶縁電線4は、種々の分野で汎用されており、そのような汎用的な絶縁電線4を原料として、絶縁被覆45が架橋ポリマーよりなる伸縮性の高いコア電線2を簡便に製造することができる。架橋ポリオレフィンとしては、ポリエチレン等、オレフィンの単独重合体、エチレンとαオレフィンとの共重合体、オレフィンと(メタ)アクリル酸エステル、酢酸ビニル等との共重合体等を挙げることができる。なかでも、架橋ポリオレフィン、特に架橋ポリエチレンを好適に用いることができる。架橋ポリオレフィンは、未架橋体が電線の絶縁被覆として汎用され、架橋によって簡便に弾性率を高めることができるポリマー材料として代表的なものである。
絶縁被覆45を構成するポリマー材料は、1種のみであっても、2種以上であってもよい。2種以上とする場合には、架橋ポリマーと非架橋ポリマーを混合してもよい。また、ポリマー成分の他に、難燃剤、充填剤、着色剤等、各種添加剤が含有されていてもよい。
具体的な絶縁被覆45の厚さは、導体径等を考慮したうえで、コア電線2全体として所望の伸縮性が得られるように、また、コア電線2の省スペース性を考慮して、適宜選択すればよい。例えば、絶縁被覆45の厚さを0.15mm以上とする形態を好ましいものとして挙げることができる。
[シールド電線の製造方法]
次に、上記のようなシールド電線1の製造方法の一例について、図4を参照しながら簡単に説明する。
次に、上記のようなシールド電線1の製造方法の一例について、図4を参照しながら簡単に説明する。
まず、図4(a)のように、長尺状の絶縁電線4を準備する。具体的には、金属材料や導電性繊維材料等よりなる素線41から導体40を準備し、ポリマー材料の押し出し成形等によって、その外周に絶縁被覆45を形成すればよい。
次に、図4(b)のように、所望されるコア電線2の螺旋径に応じた外径を有する直線状の棒材9に、所望されるピッチで絶縁電線4を螺旋状に巻き付ける。例えば、絶縁電線4の外径と同じ外径を有する棒材9に絶縁電線4を隙間なく巻き付ける自己径巻き付けを挙げることができる。
そして、図4(c)のように、棒材9を除去した後、加熱による熱処理と水冷を行う。この熱処理は、螺旋状に巻き回した状態における絶縁被覆45のひずみを除去し、螺旋形状を保持しやすくするためのものである。
さらに、図4(d)のように、螺旋形状の反転を行う。つまり、螺旋形状の巻き回しの方向を反対にするように、螺旋をねじり直す操作を行う。これにより、コア電線2が得られる。このように螺旋を反転しておくことで、得られたコア電線2を伸縮させた際に、伸縮前の形状に戻ろうとする復元力が強く働き、コア電線2の伸縮を繰り返しても、螺旋形状を維持しやすくなる。
最後に、金属細線を編み込んで中空筒状に成形した編組シールド3を準備しておき、図4(e)のように、編組シールド3の中空部に、上記で作製したコア電線2を挿通する。そして、適宜、両端部で編組シールド3とコア電線2を相互に固定することで、シールド電線1を得ることができる。
架橋ポリマーを含む材料で絶縁被覆45を構成する場合にも、上記で説明した方法で、シールド電線1を作製することができる。つまり、図4(a)の絶縁電線4を準備する工程において、ポリマー材料を架橋させたうえで導体40への押し出し成形を行い、その後、図4(b)の螺旋形状への成形および以降の各工程を実行すればよい。
しかし、架橋ポリマーを含む材料で絶縁被覆45を構成する場合には、図4(a)で押し出し成形によって絶縁被覆45を形成する際に、架橋性ポリマーを未架橋の状態としておいた方が好ましい。そして、図4(b)のように螺旋形状に加工した後で、架橋操作を行い、未架橋だった架橋性ポリマーを架橋ポリマーとする。
架橋操作としては、架橋性ポリマーおよび添加されている他の成分の種類や状態、架橋後に所望される架橋ポリマーの状態等に応じて、適宜選択すればよい。例えば、水架橋等によるシラン架橋、過酸化物架橋等の化学架橋、電子線架橋やγ線架橋等の放射架橋を挙げることができる。絶縁電線4を螺旋形状に加工した状態で架橋操作を行う際に、螺旋形状の各部に対して高い均一性をもって架橋を行う観点から、照射に影が生じる可能性のある放射架橋よりは、水架橋や熱を用いた化学架橋、特に後者を好適に用いることができる。
このように、絶縁被覆45が未架橋の状態で螺旋形状への加工を行ってから架橋を行うことで、高い伸縮性を有するコア電線2を簡便に製造することができる。未架橋の状態の架橋性ポリマーは、架橋後の状態に比較して、低い弾性率、つまり高い柔軟性を有するので、図4(b)のように絶縁電線4を棒材9に巻き付ける操作を、架橋後よりも簡便に行うことができるからである。架橋によって絶縁被覆45の弾性力が上がった絶縁電線4を棒材9に巻き付けて螺旋形状に加工する場合には、巻き戻りが起こりやすく、所望の螺旋形状を保持するのが難しくなる。
なお、絶縁電線4を螺旋形状に加工した後で架橋性ポリマーを架橋させる方法を採用する場合には、ひずみの除去を目的として、加熱、水冷等、架橋操作以外の熱処理を行う必要はない。螺旋形状への巻き付けの操作によって架橋前の絶縁被覆45に付与されたひずみは、最終的に得られるコア電線2に影響を与えないからである。また、図4(d)のような螺旋形状の反転の操作を行う必要もない。架橋後の絶縁被覆45は、高い弾性力を有するので、反転操作を行わなくても、伸縮を繰り返した際の螺旋形状の維持の効果が十分に得られるからである。
以上、本発明の実施の形態について詳細に説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の改変が可能である。
1 シールド電線
2 コア電線
3 編組シールド
4 絶縁電線
40 導体
41 素線
41’ 金属被覆素線
41a 有機繊維
41b 金属層
45 絶縁被覆
2 コア電線
3 編組シールド
4 絶縁電線
40 導体
41 素線
41’ 金属被覆素線
41a 有機繊維
41b 金属層
45 絶縁被覆
Claims (4)
- 導体と、前記導体の外周を被覆する絶縁被覆とを有する絶縁電線が、螺旋形状をとっているコア電線と、
前記コア電線の外周を被覆する編組シールドと、を有することを特徴とするシールド電線。 - 前記導体は、導電性の繊維材料よりなることを特徴とする請求項1に記載のシールド電線。
- 前記絶縁被覆は、架橋ポリマーよりなることを特徴とする請求項1または2に記載のシールド電線。
- 導体と、前記導体の外周を被覆する架橋可能なポリマー材料を含んでなる絶縁被覆とを有する絶縁電線を、前記ポリマー材料が未架橋の状態で、螺旋形状に加工した後、前記ポリマー材料を架橋させてコア電線を形成し、
前記コア電線の外周に中空筒状の編組シールドを配置することを特徴とするシールド電線の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016064948A JP2017182952A (ja) | 2016-03-29 | 2016-03-29 | シールド電線およびシールド電線の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016064948A JP2017182952A (ja) | 2016-03-29 | 2016-03-29 | シールド電線およびシールド電線の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017182952A true JP2017182952A (ja) | 2017-10-05 |
Family
ID=60006157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016064948A Pending JP2017182952A (ja) | 2016-03-29 | 2016-03-29 | シールド電線およびシールド電線の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017182952A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021088779A (ja) * | 2019-12-02 | 2021-06-10 | 日立金属株式会社 | 導電性繊維、同軸ケーブルおよび導電性繊維の製造方法 |
| DE102020128641B3 (de) | 2020-10-30 | 2022-02-24 | Kromberg & Schubert GmbH Cable & Wire | Elektrische Leitung zur elektrischen Verbindung von wenigstens zwei zueinander beweglich angeordneten Komponenten |
| DE102024109187A1 (de) | 2024-04-02 | 2025-10-02 | Audi Aktiengesellschaft | Vorrichtung zum Schutz von stromführenden Leitungen eines Bremssystems in Kraftfahrzeugen |
-
2016
- 2016-03-29 JP JP2016064948A patent/JP2017182952A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021088779A (ja) * | 2019-12-02 | 2021-06-10 | 日立金属株式会社 | 導電性繊維、同軸ケーブルおよび導電性繊維の製造方法 |
| JP7351203B2 (ja) | 2019-12-02 | 2023-09-27 | 株式会社プロテリアル | 同軸ケーブルおよび導電性繊維の製造方法 |
| DE102020128641B3 (de) | 2020-10-30 | 2022-02-24 | Kromberg & Schubert GmbH Cable & Wire | Elektrische Leitung zur elektrischen Verbindung von wenigstens zwei zueinander beweglich angeordneten Komponenten |
| DE102024109187A1 (de) | 2024-04-02 | 2025-10-02 | Audi Aktiengesellschaft | Vorrichtung zum Schutz von stromführenden Leitungen eines Bremssystems in Kraftfahrzeugen |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5322755B2 (ja) | ケーブル | |
| JP5928305B2 (ja) | シールドケーブル | |
| CN101523515A (zh) | 电控电缆和相关的制造方法 | |
| CN103000273A (zh) | 扁平电缆及使用其的电缆线束 | |
| JP2016110836A (ja) | キャブタイヤケーブル、及び、コネクタ付ケーブル | |
| KR20190062105A (ko) | 편조실드 부착 케이블 | |
| JP2017182952A (ja) | シールド電線およびシールド電線の製造方法 | |
| JP6746438B2 (ja) | シールド電線及びワイヤーハーネス | |
| JP2015191705A (ja) | ケーブル及びそれを用いたハーネス | |
| JP5114867B2 (ja) | 電気ケーブル | |
| JP5301870B2 (ja) | クラス5の絶縁導体の製造方法 | |
| JPWO2013133038A1 (ja) | 導電ワイヤー及びその製造方法 | |
| JP2015225835A (ja) | 架空送電線、及び、架空送電線の製造方法 | |
| JP4821983B2 (ja) | 電気ケーブル | |
| JP6838679B2 (ja) | ケーブル | |
| JP6766928B1 (ja) | 可動部用ケーブル | |
| US20190228875A1 (en) | Cord switch | |
| JP6713712B2 (ja) | 多芯ケーブル | |
| CN212724757U (zh) | 一种电缆 | |
| JP6689813B2 (ja) | 後嵌めシールド部材、シールド電線、シールド電線の製造方法、及び後嵌めシールド部材の製造方法 | |
| JP2016100148A (ja) | 送電ケーブル | |
| JP6372325B2 (ja) | 同軸ケーブル及びそれを用いた医療用ケーブル | |
| JP2017182951A (ja) | カールコードの製造方法およびカールコード | |
| US11984240B2 (en) | Shielded wire and wire harness | |
| KR100981239B1 (ko) | 풍력 발전기용 전력 케이블 및 그 제조 방법 |