JP2017183596A - 基板処理装置および基板処理方法 - Google Patents
基板処理装置および基板処理方法 Download PDFInfo
- Publication number
- JP2017183596A JP2017183596A JP2016071028A JP2016071028A JP2017183596A JP 2017183596 A JP2017183596 A JP 2017183596A JP 2016071028 A JP2016071028 A JP 2016071028A JP 2016071028 A JP2016071028 A JP 2016071028A JP 2017183596 A JP2017183596 A JP 2017183596A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- movement
- nozzle
- paths
- path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Spray Control Apparatus (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description
<1.第1の実施形態に係る基板処理装置>
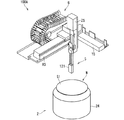
図1は第1の実施形態に係る基板処理装置100Aの概略構成の一例を模式的に示す図である。図2は、基板処理装置100Aのノズル移動機構6の概略構成を示す斜視図である。
基板処理装置100Aは、処理液51を用いて基板の処理を行う。「処理液」には、例えば、レジスト(フォトレジスト)と、シンナーなどの溶剤と、が含まれる。具体的には、基板処理装置100Aは、処理液として、例えば、レジストを用いて半導体ウエハ等の基板Wの上面(「主面」、「表面」とも称される)S1にレジストの液滴を噴射して付与する。これにより、基板処理装置100Aは、上面S1にレジストを塗布してその薄膜を形成する処理を行う。
保持機構2は、基板Wを、その一方の主面(上面)S1を上方に向けた状態で、略水平姿勢に保持する機構である。保持機構2は、基板Wを、主面の中心c1を通る鉛直な軸が後述するチャック21の中心軸と一致するように、保持する。
液処理部5は、チャック21上に保持された基板Wの上面S1に対する処理を行う。具体的には、液処理部5は、チャック21上に保持された基板Wの上面S1に処理液を付与する。
ノズル移動機構6は、ノズル121を基板Wの上方の空間を含む所定の空間内で自在に移動させる。また、ノズル移動機構6は、移動ステージZSを鉛直方向(Z軸方向)に沿って移動することによりノズル121をその処理位置と退避位置との間で移動させる。
制御部161は、上述のとおり基板処理装置100Aの各部を制御する。具体的には、オペレータの操作に応じてノズル移動機構6、液処理部5等の動作を制御し、処理液の基板Wへの付与(具体的にはレジストの塗布)の処理を実行する。図9は、この実施形態に係る基板処理装置100Aの動作制御の一例を示すフローチャートである。図9のフローチャートに沿った動作の開始に先立って、基板Wは、チャック21に保持されており、基板Wのサイズやノズル121の噴射領域の分布などの塗布処理についての基本的な情報は、予め制御部161に入力されているものとする。
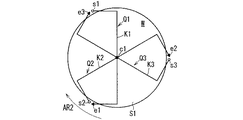
図12は、ステップS9で実行される、移動経路Q1〜Q3における移動経路の始点への移動順の一例を説明するための図である。各移動経路Q1〜Q3の始点s1、s2、s3の各座標は、ステップS4で算出してあるので、各点の座標へノズル121を移動させる際には、制御部161は、その各点の座標へノズル121を移動させるようにノズル移動機構6に動作を指示する。
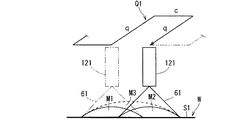
図6により説明したように、一つの移動経路によって、一つの主走査方向のみで塗布した場合には、各液膜M1〜M3形成の痕跡が膜の筋状のムラとなって残ることが考えられる。そこで本発明では、それぞれの移動経路の走査方向が互いに異なる方向になるように定められた3つ以上の移動経路を設定する。そして、その3つ以上の移動経路について、ノズル121を走査させつつ、ノズル121から処理液の液滴を噴射する動作を順次実行する。これにより、その移動経路の数だけ異なる方向のムラがある液膜が重ねあわされることになる。従って、全体の液膜としては、一つの走査方向のみで塗布した場合と比べて比較的均一な液膜を得ることができ、筋状のムラを防止あるいは軽減することができる。
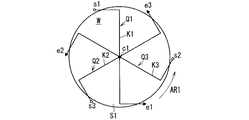
上述した実施形態では、経路qが奇数であって、中央の経路qはチャック21上に保持された基板Wの上面S1の中心c1上を通るように設定し、かつ移動経路Q2は移動経路Q1を、基板の中心c1に対して上方からみて隣接経路交差角度θ=60°だけ反時計まわりに回転させたものとし、移動経路Q3も同様に移動経路Q2を回転させたものとしている。従って、第1回目の移動経路Q1〜第3回目の移動経路Q3のすべてが基板の中心c1を通ることになり、図10で示すように、ノズル121が基板の同じ部位を三回通過するところが生じる。この場合、ノズル121の通過回数が多い部位の液膜が厚くなり、この部分がむらとなる恐れがある。その場合には、移動経路のそれぞれの基板Wの主面上への各正射影のうち基板Wの主面の任意の一点を通過する正射影の個数が2個以下とするように移動経路を設定することが好ましい。例えば図11に示すように、移動経路Q1が基板の中心c1上を通過する場合には、上述と同様に基板の中心c1に対して上方からみて隣接経路交差角度θ=60°だけ反時計まわりに回転させて移動経路Q2,Q3を算出した後、それらが基板の中心c1上を通過しないように基板Wの表面に沿って移動経路Q2,Q3の一方または両方を水平方向に平行移動して設定すればよい。あるいは、一回目の移動経路Q1が基板の中心c1上を通過しないように設定して、移動経路のそれぞれの基板Wの主面上への各正射影のうち基板Wの主面の任意の一点を通過する正射影の個数が2個以下とするように設定してもよい。これにより、均一性がより向上した液膜を得ることができる。
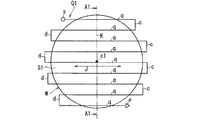
図7は、ノズル移動機構6がノズル121を移動可能な他の移動経路Q1を示す上面模式図である。図8は、図7の移動経路Q1をその基準線Kを用いて概略表示する模式図である。図7の移動経路Q1の延在方向Jおよび図8の基準線Kは、図3の移動経路Q1の延在方向J、図5の基準線Kと同様に設定されている。
上述した第1の実施形態では、液処理部5が1つのノズル121を備えているものであったが、本発明においては複数のノズルを備えてもよい。図14は、第2の実施形態の基板処理装置を示し、特に、複数のノズル121を備えるノズル列121Lと、それに対応した移動経路Qhを例示する上面模式図である。ノズル列121Lは、複数のノズル121を一直線上に等間隔に並べて構成される。ノズル列121Lの長さは基板Wの直径を余裕をもってカバーする長さを有する。ノズル121は経路qと同数だけ設けられ、その個数は、基板Wの直径と、予め設定された経路qのピッチにより決まり、基板Wの直径より余裕をみて設定される。基板Wを水平姿勢に保持するチャック21Rは、基板Wをその中心c1の周りの水平面内で任意の角度に旋回制御可能な回転機構(図示せず)を備えている。ノズル列121Lはそのノズル121の配列方向(以下、副走査方向)が、チャック21Rに保持された基板Wと平行な平面内であってかつチャック21Rの側方の位置で、チャック21Rの回転中心c1を平面視で通過する直径方向に対して垂直な向きに配置される。ノズル移動機構(図示せず)は、ノズル列121Lを保持するとともに、ノズル列121Lをその副走査方向と直交する水平方向(以下、主走査方向)Jに移動させることができる。
第2の実施形態においても、基本的な動作は上述した図9のフローに準じるが、第2の実施形態において塗布処理(ステップS7〜S12)の動作として、以下の動作を行う。すなわち、まず処理液の液滴を噴射しながらノズル列121Lを主走査方向に片道だけ移動させる。これで第1の移動経路Qhの移動と処理が終了する。次にチャック21Rを60°だけ時計方向に回転させる。そしてノズル列121Lを主走査方向に片道だけ移動させる。これで、相対的に、第1の移動経路Qhを反時計方向に60°回転した第2の移動経路による移動と処理が終了したことになる。次に同様にチャック21Rをさらに60°だけ時計方向に回転させ、第3の移動経路による移動と処理を行う。これで基板Wに対する3つの移動経路による処理が完了したことになる。
上述した実施形態では、3つの移動経路をすべて算出した後に、その3つの移動経路によるノズル移動処理をまとめて順に行ったが、例えば第1の移動経路算出の次に第1の移動経路によるノズル移動処理を行い、続いて第2の移動経路算出、第2の移動経路によるノズル移動処理、のように、一つの移動経路算出とその移動経路によるノズル移動処理を組みにして処理を行ってもよい。この場合、図9のフローチャートにおいては、ステップS5,S6,S7を省略してS4からS8に進み、ステップS12からS4に戻る流れにすればよい。またこの場合はさらに、第1の移動経路によるノズル移動処理中に、制御部が次の第2の移動経路を算出する処理を同時に行うように構成し、総処理時間を短縮することもできる。
121 ノズル
161 制御部
171,174 バルブ
5 液処理部
6 ノズル移動機構(移動機構)
W 基板
21,21R チャック
c1 中心
24 ケーシング
Q1〜Q3 移動経路
J,J1〜J3 延在方向
K,K1〜K3 基準線
Claims (8)
- 処理液により基板を処理する基板処理装置であって、
基板を保持するチャックと、
前記チャックに保持された基板の主面を含む平面に対向し、処理液の液滴を前記平面に向けて噴射するノズルを有する液処理部と、
前記ノズルを前記基板の主面に沿って前記基板に対して相対的に移動可能な移動機構と、
前記ノズルが前記基板の主面に沿って前記基板の主面を相対的に走査する移動経路であって、それぞれの移動経路の走査方向が互いに異なる方向になるように定められた3つ以上の移動経路を設定する移動経路設定部と、
前記移動機構及び前記液処理部を制御して、前記ノズルを前記基板の主面に対して相対的に走査させつつ、前記ノズルから前記基板の主面に対して処理液の液滴を噴射する動作を、前記移動経路設定部によって設定された3つ以上の移動経路について順次実行させる制御部と、
を備えたことを特徴とする基板処理装置。 - 請求項1に記載の基板処理装置であって、
前記3つ以上の移動経路のそれぞれの走査方向は、前記基板の周方向において互いに隣り合う移動経路の走査方向同士のなす各角度が90度よりも小さい、基板処理装置。 - 請求項1または請求項2に記載の基板処理装置であって、
前記3つ以上の移動経路のそれぞれの走査方向は、前記基板の周方向において互いに隣り合う移動経路の走査方向同士のなす各角度が互いに等しい、基板処理装置。 - 請求項1から請求項3の何れか1つの請求項に記載の基板処理装置であって、
前記3つ以上の移動経路のそれぞれの前記基板の主面上への各正射影のうち前記基板の主面の任意の一点を通過する正射影の個数が2個以下である、基板処理装置。 - 請求項1から請求項4の何れか1つの請求項に記載の基板処理装置であって、
前記3つ以上の移動経路の各移動経路について、前記各移動経路の延在方向に垂直で、前記基板の中心を通る直線によって各移動経路の基準線を定義したとき、
前記制御部は、
前記移動機構に、前記基板の一の周方向における前記3つ以上の移動経路のそれぞれの前記基準線の並び順に従って、前記3つ以上の移動経路のそれぞれに沿った前記ノズルの移動を行わせる、基板処理装置。 - 請求項1から請求項5の何れか1つの請求項に記載の基板処理装置であって、
前記移動経路は、前記走査方向に平行な複数の経路を直列に接続してなるジグザグ形状である、基板処理装置。 - 請求項6に記載の基板処理装置であって、
前記3つ以上の移動経路の各移動経路について、前記各移動経路の延在方向に垂直で、前記基板の中心を通る直線によって各移動経路の基準線を定義したとき、
前記制御部は、
前記移動機構に、前記基板の一の周方向における前記3つ以上の移動経路のそれぞれの前記基準線の並び順に従って、前記3つ以上の移動経路のそれぞれに沿った前記ノズルの移動を行わせ、
前記3つ以上の移動経路のうち前記ノズルが最初に移動される着目移動経路の前記基準線によって着目基準線を定義し、
前記着目移動経路の両端のうち前記着目移動経路に沿った前記ノズルの移動が完了する一端によって前記着目移動経路の終端を定義し、
前記3つ以上の移動経路のうち前記基準線が前記着目基準線の両隣に位置する2つの移動経路によって前記着目移動経路の両隣の移動経路を定義し、
前記両隣の移動経路のそれぞれの両端からなる四端のうち前記着目移動経路の前記終端から最も近い一端によって次端を定義したとき、
前記基板の前記一の周方向は、前記基板の周方向に沿って前記終端側から前記次端側に向かう方向である、基板処理装置。 - 処理液により基板を処理する基板処理方法であって、
チャックに保持された基板の主面を含む平面に対向するノズルから処理液の液滴を前記平面に向けて噴射するステップと、
前記処理液を噴射している前記ノズルを3つ以上の移動経路のそれぞれに沿って順次に移動させるステップと、
を備え、
前記3つ以上の移動経路のそれぞれは、前記基板の主面のうち互いに異なる部分にそれぞれ対向して互いに平行な複数の経路を含む移動経路であり、
前記3つ以上の移動経路の各移動経路について、前記互いに平行な複数の経路のそれぞれの前記基板の主面上への各正射影の延在方向によって前記各移動経路の延在方向を定義したとき、
前記3つ以上の移動経路のそれぞれの延在方向は、互いに異なっている、基板処理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016071028A JP6650323B2 (ja) | 2016-03-31 | 2016-03-31 | 基板処理装置および基板処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016071028A JP6650323B2 (ja) | 2016-03-31 | 2016-03-31 | 基板処理装置および基板処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017183596A true JP2017183596A (ja) | 2017-10-05 |
| JP6650323B2 JP6650323B2 (ja) | 2020-02-19 |
Family
ID=60007657
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016071028A Active JP6650323B2 (ja) | 2016-03-31 | 2016-03-31 | 基板処理装置および基板処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6650323B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112602173A (zh) * | 2018-08-23 | 2021-04-02 | 东京毅力科创株式会社 | 基板处理系统和基板处理方法 |
| US11097332B2 (en) | 2017-09-25 | 2021-08-24 | Topre Corporation | Method for manufacturing hot pressed product |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61161167A (ja) * | 1984-12-29 | 1986-07-21 | Honda Motor Co Ltd | 自動車車体の塗装装置 |
| WO1996011801A1 (en) * | 1994-10-12 | 1996-04-25 | Chugoku Marine Paints, Ltd. | Steel sheet for large structures, having primary rust-proofing paint film formed thereon, application method of primary rust-proofing paint on steel sheet for large structure, and coated steel sheet for large structure |
| JP2000077326A (ja) * | 1998-06-19 | 2000-03-14 | Tokyo Electron Ltd | 成膜装置及び成膜方法 |
| JP2001148338A (ja) * | 1999-11-18 | 2001-05-29 | Tokyo Electron Ltd | 膜形成方法及び膜形成装置 |
| US20020182323A1 (en) * | 2001-05-23 | 2002-12-05 | Clifford Scott J. | Method for painting with a bell applicator |
| JP2003272987A (ja) * | 2002-03-12 | 2003-09-26 | Dainippon Screen Mfg Co Ltd | 基板処理装置および基板処理方法 |
| KR20050020263A (ko) * | 2003-08-21 | 2005-03-04 | 현대중공업 주식회사 | 시저스 타입의 승ㆍ하강 리프트 기능을 가진 이동식 선체외판 자동 도장 시스템 |
| JP2006278856A (ja) * | 2005-03-30 | 2006-10-12 | Tech In Tech Co Ltd | 基板処理装置、基板処理システム、および基板処理方法 |
| JP2010062500A (ja) * | 2008-09-08 | 2010-03-18 | Canon Inc | 成膜装置及び成膜方法 |
| JP2011192448A (ja) * | 2010-03-12 | 2011-09-29 | Kuraray Co Ltd | 導光板、及び面光源装置 |
-
2016
- 2016-03-31 JP JP2016071028A patent/JP6650323B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61161167A (ja) * | 1984-12-29 | 1986-07-21 | Honda Motor Co Ltd | 自動車車体の塗装装置 |
| WO1996011801A1 (en) * | 1994-10-12 | 1996-04-25 | Chugoku Marine Paints, Ltd. | Steel sheet for large structures, having primary rust-proofing paint film formed thereon, application method of primary rust-proofing paint on steel sheet for large structure, and coated steel sheet for large structure |
| JP2000077326A (ja) * | 1998-06-19 | 2000-03-14 | Tokyo Electron Ltd | 成膜装置及び成膜方法 |
| JP2001148338A (ja) * | 1999-11-18 | 2001-05-29 | Tokyo Electron Ltd | 膜形成方法及び膜形成装置 |
| US20020182323A1 (en) * | 2001-05-23 | 2002-12-05 | Clifford Scott J. | Method for painting with a bell applicator |
| JP2003272987A (ja) * | 2002-03-12 | 2003-09-26 | Dainippon Screen Mfg Co Ltd | 基板処理装置および基板処理方法 |
| KR20050020263A (ko) * | 2003-08-21 | 2005-03-04 | 현대중공업 주식회사 | 시저스 타입의 승ㆍ하강 리프트 기능을 가진 이동식 선체외판 자동 도장 시스템 |
| JP2006278856A (ja) * | 2005-03-30 | 2006-10-12 | Tech In Tech Co Ltd | 基板処理装置、基板処理システム、および基板処理方法 |
| JP2010062500A (ja) * | 2008-09-08 | 2010-03-18 | Canon Inc | 成膜装置及び成膜方法 |
| JP2011192448A (ja) * | 2010-03-12 | 2011-09-29 | Kuraray Co Ltd | 導光板、及び面光源装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11097332B2 (en) | 2017-09-25 | 2021-08-24 | Topre Corporation | Method for manufacturing hot pressed product |
| CN112602173A (zh) * | 2018-08-23 | 2021-04-02 | 东京毅力科创株式会社 | 基板处理系统和基板处理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6650323B2 (ja) | 2020-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7098169B2 (ja) | 液体材料塗布装置および塗布方法 | |
| TWI692379B (zh) | 塗佈裝置及塗佈方法 | |
| JP6389089B2 (ja) | 基板処理装置および基板処理方法 | |
| JP5439451B2 (ja) | 塗布装置及び塗布方法 | |
| KR20130037164A (ko) | 도포방법 및 도포장치 | |
| CN114171428A (zh) | 喷嘴待机装置、液处理装置以及液处理装置的运转方法 | |
| JP2017183596A (ja) | 基板処理装置および基板処理方法 | |
| JP7465648B2 (ja) | 接着剤塗布装置及び接着剤塗布方法、回転子の製造方法 | |
| TWI708348B (zh) | 焊料凸塊形成裝置及流體吐出方法 | |
| JP4190835B2 (ja) | 塗布装置および塗布方法 | |
| TWI718061B (zh) | 液體材料滴下裝置 | |
| JP4785376B2 (ja) | 塗布装置および塗布方法 | |
| JP2010221186A (ja) | 塗布装置及び塗布体の製造方法 | |
| CN101449186B (zh) | 滤色器制造方法及其装置 | |
| US20250375893A1 (en) | Painting robot | |
| JP2006326560A (ja) | 表面処理装置、表面処理方法及び表面処理が施されてなる基材 | |
| JP2023077156A (ja) | 液体吐出装置および液体吐出方法 | |
| HK1230541B (zh) | 涂布装置及涂布方法 | |
| HK40024623A (zh) | 液体材料涂布装置及涂布方法 | |
| HK40024623B (en) | Liquid material application device and application method | |
| JP2019063690A (ja) | 吹付装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190625 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190816 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6650323 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |