JP2017188521A - 部品供給装置 - Google Patents
部品供給装置 Download PDFInfo
- Publication number
- JP2017188521A JP2017188521A JP2016074911A JP2016074911A JP2017188521A JP 2017188521 A JP2017188521 A JP 2017188521A JP 2016074911 A JP2016074911 A JP 2016074911A JP 2016074911 A JP2016074911 A JP 2016074911A JP 2017188521 A JP2017188521 A JP 2017188521A
- Authority
- JP
- Japan
- Prior art keywords
- component
- component supply
- container
- supply unit
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 25
- 210000000078 claw Anatomy 0.000 abstract description 11
- 239000000758 substrate Substances 0.000 description 16
- 238000003384 imaging method Methods 0.000 description 13
- 239000000463 material Substances 0.000 description 6
- 230000003028 elevating effect Effects 0.000 description 5
- 238000013459 approach Methods 0.000 description 3
- 230000032258 transport Effects 0.000 description 2
- 125000002066 L-histidyl group Chemical group [H]N1C([H])=NC(C([H])([H])[C@](C(=O)[*])([H])N([H])[H])=C1[H] 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 210000003850 cellular structure Anatomy 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
Images













Landscapes
- Feeding Of Articles To Conveyors (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
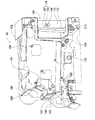
【課題】部品供給装置から収納部を取り外す際における、収納部からの部品の落下を防止する。【解決手段】複数の部品を収納する部品供給器82と、その部品供給器が着脱可能に装着されるフレーム96と、部品供給器をフレームにロックするための爪部材216と、フレームに装着された状態の部品供給器の開口から排出された複数の部品を散在された状態で支持する部品支持部材とを備えた部品供給装置において、作業者が部品供給器のグリップ104を把持することで、部品供給器のフレームへのロックが解除される。この際、部品供給器が搖動し、その搖動に伴って、リンク機構141が作動し、シャッタ140が下方に向かって回動する。つまり、部品供給器のロックの解除動作に連動して部品供給器の開口がシャッタによって塞がれる。これにより、確実かつ、手軽に部品供給器からの部品の落下を防止することが可能となる。【選択図】図14
Description
本発明は、複数の部品を散在された状態で支持する部品支持部を備えた部品供給装置に関するものである。
部品供給装置には、下記特許文献に記載されているように、複数の部品を収納する収納部が、装着部に着脱可能とされた装置がある。このような装置では、収納部を装着部から取り外す際に、収納部に残存している部品が収納部から落ちないように、収納部の開口にはシャッタが配設されており、作業者によりシャッタが閉じられる。
上記特許文献に記載の部品供給装置によれば、収納部を装着部から取り外す際に、収納部に残存している部品の収納部からの落下を防止することが可能となる。しかしながら、作業者が手動でシャッタを開閉することは、煩雑な作業である。また、作業者のミスにより、シャッタが閉じられていない状態で、装着部から収納部が取り外された場合には、多くの部品が収納部の開口から落下する虞がある。本発明は、そのような実情に鑑みてなされたものであり、本発明の課題は、確実かつ、手軽に収納部からの部品の落下を防止することが可能な部品供給装置を提供することである。
上記課題を解決するために、本発明に記載の部品供給装置は、複数の部品を収納する収納部と、前記収納部が着脱可能に装着される装着部と、前記収納部を前記装着部に装着された状態にロックするロック機構と、前記装着部に装着された状態の前記収納部の開口から排出された複数の部品を散在された状態で支持する部品支持部と、前記収納部の開口を開放し、その開口から部品を排出することが可能な開放位置と、前記収納部の開口の少なくとも一部を塞ぎ、その開口からの部品の排出を防止する閉鎖位置との間で移動可能な閉鎖部材と、前記ロック機構の解除動作に連動して前記閉鎖部材を前記閉鎖位置に移動させる移動機構とを備えることを特徴とする。
この部品供給装置では、収納部を装着部にロックするためのロック機構が設けられており、ロック機構の解除動作に連動して収納部の開口が閉鎖部材によって塞がれる。このため、収納部が装着部から取り外される前に、ロック機構は必ず解除されることから、収納部の開口の閉め忘れを防止できる。また、ロック機構の解除動作に連動して自動で収納部の開口が塞がれるため、作業者による作業を軽減することが可能となる。このように、本発明に記載の部品供給装置によれば、確実かつ、手軽に収納部からの部品の落下を防止することが可能となる。
以下、本発明を実施するための形態として、本発明の実施例を、図を参照しつつ詳しく説明する。
<部品実装装置の構成>
図1に、部品実装装置10を示す。部品実装装置10は、回路基材12に対する部品の実装作業を実行するための装置である。部品実装装置10は、装置本体20、基材搬送保持装置22、部品装着装置24、撮像装置26,28、部品供給装置30、ばら部品供給装置32を備えている。なお、回路基材12として、回路基板、三次元構造の基材等が挙げられ、回路基板として、プリント配線板、プリント回路板等が挙げられる。
図1に、部品実装装置10を示す。部品実装装置10は、回路基材12に対する部品の実装作業を実行するための装置である。部品実装装置10は、装置本体20、基材搬送保持装置22、部品装着装置24、撮像装置26,28、部品供給装置30、ばら部品供給装置32を備えている。なお、回路基材12として、回路基板、三次元構造の基材等が挙げられ、回路基板として、プリント配線板、プリント回路板等が挙げられる。
装置本体20は、フレーム部40と、そのフレーム部40に上架されたビーム部42とによって構成されている。基材搬送保持装置22は、フレーム部40の前後方向の中央に配設されており、搬送装置50とクランプ装置52とを有している。搬送装置50は、回路基材12を搬送する装置であり、クランプ装置52は、回路基材12を保持する装置である。これにより、基材搬送保持装置22は、回路基材12を搬送するとともに、所定の位置において、回路基材12を固定的に保持する。なお、以下の説明において、回路基材12の搬送方向をX方向と称し、その方向に直角な水平の方向をY方向と称し、鉛直方向をZ方向と称する。つまり、部品実装装置10の幅方向は、X方向であり、前後方向は、Y方向である。
部品装着装置24は、ビーム部42に配設されており、2台の作業ヘッド60,62と作業ヘッド移動装置64とを有している。各作業ヘッド60,62は、チャック,吸着ノズル等の部品保持具(図2参照)66を有しており、部品保持具66によって部品を保持する。また、作業ヘッド移動装置64は、X方向移動装置68とY方向移動装置70とZ方向移動装置72とを有している。そして、X方向移動装置68とY方向移動装置70とによって、2台の作業ヘッド60,62は、一体的にフレーム部40上の任意の位置に移動させられる。また、各作業ヘッド60,62は、図2に示すように、スライダ74,76に着脱可能に装着されており、Z方向移動装置72は、スライダ74,76を個別に上下方向に移動させる。つまり、作業ヘッド60,62は、Z方向移動装置72によって、個別に上下方向に移動させられる。
撮像装置26は、下方を向いた状態でスライダ74に取り付けられており、作業ヘッド60とともに、X方向,Y方向およびZ方向に移動させられる。これにより、撮像装置26は、フレーム部40上の任意の位置を撮像する。撮像装置28は、図1に示すように、フレーム部40上の基材搬送保持装置22と部品供給装置30との間に、上を向いた状態で配設されている。これにより、撮像装置28は、作業ヘッド60,62の部品保持具66に保持された部品を撮像する。
部品供給装置30は、フレーム部40の前後方向での一方側の端部に配設されている。部品供給装置30は、トレイ型部品供給装置78とフィーダ型部品供給装置(図示省略)とを有している。トレイ型部品供給装置78は、トレイ上に載置された状態の部品を供給する装置である。フィーダ型部品供給装置は、テープフィーダ(図示省略)によって部品を供給する装置である。
ばら部品供給装置32は、フレーム部40の前後方向での他方側の端部に配設されている。ばら部品供給装置32は、ばらばらに散在された状態の複数の部品を整列させて、整列させた状態で部品を供給する装置である。つまり、任意の姿勢の複数の部品を、所定の姿勢に整列させて、所定の姿勢の部品を供給する装置である。以下に、部品供給装置32の構成について詳しく説明する。なお、部品供給装置30および、ばら部品供給装置32によって供給される部品として、電子回路部品,太陽電池の構成部品,パワーモジュールの構成部品等が挙げられる。また、電子回路部品には、リードを有する部品,リードを有さない部品等が有る。
ばら部品供給装置32は、図3に示すように、本体80と、部品供給器82と、部品散在状態実現装置84と、部品戻し装置86と、撮像装置88と、部品引渡し装置90とを有している。部品供給器82と部品散在状態実現装置84と部品戻し装置86とは、本体80に固定されたフレーム96に組み付けられており、それら部品供給器82と部品散在状態実現装置84と部品戻し装置86とによって、部品供給ユニット98が構成されている。その部品供給ユニット98は、ばら部品供給装置32では、5つ配設されており、それら5つの部品供給ユニット98が、X方向に1列に並んで配設されている。
(a)部品供給器
部品供給器82は、図4および図5に示すように、部品収納器100とハウジング102とグリップ104とを含む。
部品供給器82は、図4および図5に示すように、部品収納器100とハウジング102とグリップ104とを含む。
(i)部品収納器
部品収納器100は、概して直方体形状をなし、上面と前面とが開口している。部品収納器100の内部は、図6に示すように、1対の傾斜面106,108によって、投入部110と収納部112とに区分けされている。詳しくは、傾斜面106,108は、互いの端部が向かい合うように配設されており、互いの向かい合う端部が下方に位置するように、傾斜面106,108は傾斜している。また、傾斜面106,108の互いに向かい合う端部は、離間しており、傾斜面106,108の互いに向かい合う端部の間には、開口114が形成されている。なお、部品収納器100の開口する前面側に位置する傾斜面106の斜度は、傾斜面108の斜度より緩やかであり、傾斜面106の開口114側の端部は、傾斜面108の開口114側の端部より上方に位置している。また、開口114は、部品収納器100に収容される部品より大きく開口している。
部品収納器100は、概して直方体形状をなし、上面と前面とが開口している。部品収納器100の内部は、図6に示すように、1対の傾斜面106,108によって、投入部110と収納部112とに区分けされている。詳しくは、傾斜面106,108は、互いの端部が向かい合うように配設されており、互いの向かい合う端部が下方に位置するように、傾斜面106,108は傾斜している。また、傾斜面106,108の互いに向かい合う端部は、離間しており、傾斜面106,108の互いに向かい合う端部の間には、開口114が形成されている。なお、部品収納器100の開口する前面側に位置する傾斜面106の斜度は、傾斜面108の斜度より緩やかであり、傾斜面106の開口114側の端部は、傾斜面108の開口114側の端部より上方に位置している。また、開口114は、部品収納器100に収容される部品より大きく開口している。
このような構造により、部品収納器100の開口する上面から投入部110に、複数の部品が投入されると、それら複数の部品は、傾斜面106,108を転がり、開口114から収納部112に収納される。なお、収納部112の底面、つまり、部品収納器100の底面は、傾斜面116となっており、部品収納器100の開口する前面に向かって傾斜している。
(ii)ハウジング
ハウジング102は、図4および図5に示すように、1対の側壁120を有している。それら1対の側壁120は、概して矩形をなし、部品収納器100を挟むように、対向して配設されている。各側壁120の後方側の端部には、コの字型に突出する1対の突出部122,124が形成されている。1対の側壁120は、突出部122,124において、連結部材126,128によって連結されている。また、1対の側壁120は、上端部において、連結ロッド130によって連結され、下端部において、連結ロッド132によって連結されている。なお、1対の側壁120の間の寸法は、1対の側壁120によって挟まれる部品収納器100の幅より僅かに長い。
ハウジング102は、図4および図5に示すように、1対の側壁120を有している。それら1対の側壁120は、概して矩形をなし、部品収納器100を挟むように、対向して配設されている。各側壁120の後方側の端部には、コの字型に突出する1対の突出部122,124が形成されている。1対の側壁120は、突出部122,124において、連結部材126,128によって連結されている。また、1対の側壁120は、上端部において、連結ロッド130によって連結され、下端部において、連結ロッド132によって連結されている。なお、1対の側壁120の間の寸法は、1対の側壁120によって挟まれる部品収納器100の幅より僅かに長い。
1対の側壁120には、突出部122の基端部において、支持軸134が架け渡されており、部品収納器100は、後方側の下端部において、支持軸134により搖動可能に支持されている。つまり、部品収納器100は、ハウジング102の内部において、支持軸134を中心に搖動する。なお、部品収納器100が上方に搖動した際には、部品収納器100の上縁が連結ロッド130に当接し、部品収納器100が下方に搖動した際には、部品収納器100の下縁が連結ロッド132に当接する。つまり、連結ロッド130,132は、部品収納器100の上下方向への搖動を規制するストッパとして機能する。また、部品収納器100の下縁には、ブラケット135が固定されており、そのブラケット135に、部品供給器82の幅方向に平行な軸線周りに回転可能にローラ136が取り付けられている。
部品収納器100の側壁の前方側には、切欠部137が形成されており、その切欠部137に位置するように、閉鎖機構138が配設されている。閉鎖機構138は、シャッタ140とリンク機構(図7参照)141とを含む。シャッタ140は、ブラシ保持部材142とブラシ143とを含む。ブラシ保持部材142は、切欠部137において、1対の側壁120の間に架け渡されており、両端部において、1対の側壁120により、部品供給器82の幅方向に平行な軸線周りに回動可能に保持されている。そのブラシ保持部材142の下端部には、ブラシ143が固定されている。ブラシ143は、刷毛上の部材が板状に成形されており、板状に成形されたブラシ143の幅方向の寸法は、部品収納器100の内部の幅方向の寸法より僅かに大きい。
また、リンク機構141は、図7に示すように、収納器側ブラケット145と保持部材側ブラケット146と連結リンク147とを含む。収納器側ブラケット145は、部品収納器100の1対の側壁のうちの一方の切欠部137の内側に固定されている。一方、保持部材側ブラケット146は、収納器側ブラケット145と対向するように、ブラシ保持部材142に固定されている。そして、連結リンク147が、それの両端部において、収納器側ブラケット145と保持部材側ブラケット146とに搖動可能に連結されている。
このため、部品収納器100が上方に搖動した際に、収納器側ブラケット145と保持部材側ブラケット146とが離間し、連結リンク147が上方に移動する。これにより、ブラシ保持部材142が時計回りに回動し、シャッタ140のブラシ143側の端部が下方に向かって搖動する。一方、部品収納器100が下方に搖動した際に、収納器側ブラケット145と保持部材側ブラケット146とが接近し、連結リンク147が下方に移動する。これにより、ブラシ保持部材142が反時計回りに回動し、シャッタ140のブラシ143側の端部が上方に向かって搖動する。
また、1対の側壁120の間には、図4および図5に示すように、部品収納器100の前面の下端部の前方に位置するように、部品排出部材150が固定的に配設されている。部品排出部材150は、傾斜板152と、その傾斜板152の幅方向での両端部に立設された1対の側板154を含む。傾斜板152は、3つの異なる傾斜面によって構成されている。まず、部品収納器100に最も近い第1の傾斜面156は、部品収納器100の傾斜面116と同じ方向に傾斜しており、その傾斜面116と同程度に傾斜している。第1の傾斜面156に連続する第2の傾斜面158は、第1の傾斜面156と同じ方向に傾斜しており、その第1の傾斜面156より急な角度で傾斜している。第2の傾斜面158に連続する第3の傾斜面160は、第2の傾斜面158と同じ方向に傾斜しており、概ね鉛直方向に傾斜している。
(iii)グリップ
グリップ104は、図4に示すように、固定把持部材170と可動把持部材172とによって構成されている。固定把持部材170は、四角筒形状をなし、1つの側面が開口している。固定把持部材170は、開口する側面を1対の側壁120の間に向けた状態で、上端部において、連結部材128に固定され、下端部において、連結部材126に固定されている。また、可動把持部材172も、四角筒形状をなし、1つの側面が開口している。可動把持部材172の幅方向の寸法は、固定把持部材170の幅方向の寸法より僅かに小さい。そして、可動把持部材172は、それの開口する側面と固定把持部材170の開口する側面とが向かい合うように、固定把持部材170の内部に嵌め入れられている。
グリップ104は、図4に示すように、固定把持部材170と可動把持部材172とによって構成されている。固定把持部材170は、四角筒形状をなし、1つの側面が開口している。固定把持部材170は、開口する側面を1対の側壁120の間に向けた状態で、上端部において、連結部材128に固定され、下端部において、連結部材126に固定されている。また、可動把持部材172も、四角筒形状をなし、1つの側面が開口している。可動把持部材172の幅方向の寸法は、固定把持部材170の幅方向の寸法より僅かに小さい。そして、可動把持部材172は、それの開口する側面と固定把持部材170の開口する側面とが向かい合うように、固定把持部材170の内部に嵌め入れられている。
また、1対の側壁120には、突出部122において、支持軸174が架け渡されており、可動把持部材172が、下端部において、支持軸174により搖動可能に支持されている。つまり、可動把持部材172は、下端部を中心に搖動し、可動把持部材172の上端部が、固定把持部材170に接近・離間する。その可動把持部材172は、上端部において、連結アーム(図示省略)によって部品収納器100の後面に連結されている。このため、可動把持部材172の搖動に伴って、部品収納器100も搖動する。つまり、可動把持部材172の上端部が固定把持部材170から離間する方向に搖動すると、部品収納器100は、下方に向かって搖動する。一方、可動把持部材172の上端部が固定把持部材170に接近する方向に搖動すると、部品収納器100は、上方に向かって搖動する。
また、固定把持部材170の側面には、切欠部178が形成されている。切欠部178は、固定把持部材170の開口する側面から内部に向かって、概して水平方向に切り欠かれる第1切欠部180と、第1切欠部180の内部側の端部から下方に向かって切り欠かれる第2切欠部182とによって構成されている。一方、可動把持部材172の側面には、切欠部178に係合する係合部材184が固定されている。また、固定把持部材170と可動把持部材172との間には、スプリング(図示省略)が圧縮された状態で配設されている。このため、可動把持部材172は、スプリングの弾性力によって、固定把持部材170から離れる方向に付勢されている。この際、可動把持部材172の係合部材184は、切欠部178の第1切欠部180に係合している。
つまり、通常時において、可動把持部材172は固定把持部材170から離れる方向に付勢されており、可動把持部材172の上端部は、固定把持部材170から離間する方向に搖動している。そして、部品収納器100は、下方に向かって搖動し、図6に示すように、部品収納器100は、連結ロッド132に当接する。この際、部品収納器100の傾斜面116の前方側の端部は、傾斜板152の第1の傾斜面156の後方側の端部と、殆ど隙間なく向かい合っている。
また、部品供給器82は、フレーム96に着脱可能に取り付けられる。詳しくは、フレーム96は、図4および図5に示すように、1対のサイドフレーム部190を有している。それら1対のサイドフレーム部190は、概して板状をなし、所定距離、離れた状態で向かい合うように配設されている。1対のサイドフレーム部190の間の距離は、部品供給器82の幅方向の寸法、つまり、1対の側壁120の間の距離より僅かに長い。このため、1対のサイドフレーム部190の間に、部品供給器82が挿入される。
また、各サイドフレーム部190の内壁面には、フレーム96の内部に向かって突出する係合ピン192が固定されている。一方、部品供給器82の各側壁120の下縁には、切欠部196が形成されている。また、各サイドフレーム部190の内壁面には、前後方向に延びるように、長手形状の支持部材200が固定されている。その支持部材200の前方側の端部には、前方に向かうほど下方に向かって傾斜する傾斜面202が形成されている。一方、部品供給器82の各側壁120の外壁面には、係合ピン206が立設されている。そして、1対のサイドフレーム部190の間に、部品供給器82が挿入された際に、係合ピン192が切欠部196に係合し、係合ピン206が支持部材200の傾斜面202において支持される。これにより、部品供給器82が1対のサイドフレーム部190の間において、位置決めされる。
また、図4に示すように、1対のサイドフレーム部190の間において位置決めされた部品供給器82の連結部材126の下方には、フレーム本体部210が配設されている。フレーム本体部210の上面には、1対の支持ブロック212が、フレーム96の幅方向に並んで固定されている。そして、それら1対の支持ブロック212に係合ロッド(図示省略)が架け渡されている。また、部品供給器82のグリップ104の可動把持部材172の下端部には、爪部材216が固定されている。爪部材216は、概してL字型をなし、屈曲した先端部が係合ロッドに向かって延び出している。そして、可動把持部材172がスプリングの弾性力によって固定把持部材170から離れる方向に付勢されている状態、つまり、通常時において、爪部材216の先端部が、係合ロッドに係合する。これにより、部品供給器82は、1対のサイドフレーム部190の間において位置決めされた状態で、フレーム96にロックされる。
また、作業者が、部品供給器82のグリップ104を把持した場合には、可動把持部材172が、スプリングの弾性力に抗して、固定把持部材170に向かって接近する。この際、可動把持部材172の下端部に固定された爪部材216は、係合ロッドから離れる方向に搖動する。これにより、爪部材216の係合ロッドへの係合が解除される。このため、作業者が部品供給器82のグリップ104を把持した状態で、部品供給器82を持ち上げることで、部品供給器82がフレーム96から取り外される。
また、グリップ104の固定把持部材170の下端部の内側には、RFID(radio frequency identifierの略)217が配設されている。RFID217は、電波を用いて、近距離無線通信によりID情報を送信するものであり、ID情報として、部品供給器82により供給される部品に関する情報が送信される。一方、フレーム本体部210の上面には、RFID217から送信されたID情報を受信可能な受信器218が配設されている。これにより、ばら部品供給装置32では、フレーム96に部品供給器82が取り付けられている場合に、受信器218によりID情報が受信され、そのID情報に基づいて、部品供給器82により供給される部品が照合される。
(b)部品散在状態実現装置
部品散在状態実現装置84は、図5に示すように、部品支持部材220と部品支持部材移動装置222と供給器振動装置224とを含む。部品支持部材220は、概して長手形状の板形状をなし、部品供給器82の傾斜板152の下方から前方に延び出すように、配設されている。また、部品支持部材220の長手方向の両側縁には、側壁部228が形成されている。その側壁部228の上縁には、段差部230が形成されており、側壁部228の上縁は、段差部230の部品供給器82側に位置し、概して水平な第1縁部232と、段差部230の部品供給器82の反対側に位置し、第1縁部232より高い位置において概して水平な第2縁部234とから構成されている。
部品散在状態実現装置84は、図5に示すように、部品支持部材220と部品支持部材移動装置222と供給器振動装置224とを含む。部品支持部材220は、概して長手形状の板形状をなし、部品供給器82の傾斜板152の下方から前方に延び出すように、配設されている。また、部品支持部材220の長手方向の両側縁には、側壁部228が形成されている。その側壁部228の上縁には、段差部230が形成されており、側壁部228の上縁は、段差部230の部品供給器82側に位置し、概して水平な第1縁部232と、段差部230の部品供給器82の反対側に位置し、第1縁部232より高い位置において概して水平な第2縁部234とから構成されている。
部品支持部材移動装置222は、部品支持部材220を前後方向に電磁モータ(図示省略)の駆動により移動させる装置である。これにより、部品支持部材220は、部品供給器82の傾斜板152の下端から僅かに下方において、部品支持部226の上面が水平な状態で、前後方向に移動する。なお、部品支持部材220は、部品支持部226の略全体が露出する部品供給位置と、部品支持部226全体が部品供給器82の下方に位置する退避位置との間で移動する。
供給器振動装置224は、カム部材240とカムフォロワ242とストッパ244とを含む。カム部材240は、板状をなし、側壁部228の外側の側面に、前後方向に延びるように固定されている。カム部材240の上端部には、複数の歯245が前後方向に等間隔で形成されている。カムフォロワ242は、レバー252とローラ254とを含む。レバー252は、上下方向に延びるように、部品供給器82の側壁120の下端部に配設されており、上端部において、部品供給器82の幅方向に平行な軸線周りに搖動可能に、側壁120により保持されている。ローラ254は、部品供給器82の幅方向に平行な軸線周りに回転可能に、レバー252の下端部によって保持されている。なお、レバー252は、コイルばね(図示省略)の弾性力によって前方に向かう方向に付勢されている。
ストッパ244は、側壁120に突状に設けられており、コイルばねの弾性力により付勢されたレバー252が、ストッパ244に接触している。なお、レバー252は、ストッパ244に接触した状態において、鉛直方向において下方に延び出す姿勢となっている。
(c)部品戻し装置
部品戻し装置86は、図8に示すように、容器昇降装置260と部品回収容器262とを含む。容器昇降装置260は、エアシリンダ266と昇降部材268とを含み、昇降部材268は、エアシリンダ266の作動により、昇降する。また、エアシリンダ266は、部品支持部材220の前方側の端部に固定されている。これにより、エアシリンダ266は、部品支持部材移動装置222の作動により、部品支持部材220と共に前後方向に移動する。
部品戻し装置86は、図8に示すように、容器昇降装置260と部品回収容器262とを含む。容器昇降装置260は、エアシリンダ266と昇降部材268とを含み、昇降部材268は、エアシリンダ266の作動により、昇降する。また、エアシリンダ266は、部品支持部材220の前方側の端部に固定されている。これにより、エアシリンダ266は、部品支持部材移動装置222の作動により、部品支持部材220と共に前後方向に移動する。
部品回収容器262は、昇降部材268の上面に配設されており、エアシリンダ266の作動により、上下方向に移動する。この際、部品回収容器262は、部品供給器82より上方に位置する上昇端位置と、部品支持部材220より下方に位置する下降端位置との間で移動する。
部品回収容器262は、上面が開口する箱状をなし、昇降部材268の上面において、部品供給器82の幅方向に平行な軸線周りに回動可能に保持されている。これにより、部品回収容器262は、それの底面が水平となり、開口から部品を受け入れ可能な部品受け姿勢(図12における部品回収容器262の姿勢)と、それの底面が鉛直となり、開口から部品を排出可能な部品排出姿勢(図8における部品回収容器262の姿勢)との間で回動する。なお、部品回収容器262は、コイルばね(図示省略)によって、部品受け姿勢となる方向に付勢されている。
その部品回収容器262の後方側の端部には、図5に示すように、突出ピン272が配設されている。突出ピン272は、部品回収容器262の側方での外側に向かって突出している。また、サイドフレーム部190の前方側の上端部の内側には、係合ブロック274が固定されている。そして、図8に示すように、部品回収容器262が、エアシリンダ266の作動により上昇端位置まで上昇する際に、突出ピン272が係合ブロック274に係合する。これにより、部品回収容器262は、回動し、部品排出姿勢となる。
(d)撮像装置
撮像装置88は、図3に示すように、カメラ290とカメラ移動装置292とを含む。カメラ移動装置292は、ガイドレール296とスライダ298とを含む。ガイドレール296は、部品供給器82の上方において、ばら部品供給装置32の幅方向に延びるように、本体80に固定されている。スライダ298は、ガイドレール296にスライド可能に取り付けられており、電磁モータ(図示省略)の作動により、任意の位置にスライドする。また、カメラ290は、下方を向いた状態でスライダ298に装着されている。
撮像装置88は、図3に示すように、カメラ290とカメラ移動装置292とを含む。カメラ移動装置292は、ガイドレール296とスライダ298とを含む。ガイドレール296は、部品供給器82の上方において、ばら部品供給装置32の幅方向に延びるように、本体80に固定されている。スライダ298は、ガイドレール296にスライド可能に取り付けられており、電磁モータ(図示省略)の作動により、任意の位置にスライドする。また、カメラ290は、下方を向いた状態でスライダ298に装着されている。
(e)部品引渡し装置
部品引渡し装置90は、図3に示すように、部品保持ヘッド移動装置300と部品保持ヘッド302と2台のシャトル装置304とを含む。
部品引渡し装置90は、図3に示すように、部品保持ヘッド移動装置300と部品保持ヘッド302と2台のシャトル装置304とを含む。
部品保持ヘッド移動装置300は、X方向移動装置310とY方向移動装置312とZ方向移動装置314とを含む。Y方向移動装置312は、X方向に延びるように、部品供給ユニット98の上方に配設されたYスライダ316を有しており、Yスライダ316は、電磁モータ(図示省略)の駆動により、Y方向の任意の位置に移動する。X方向移動装置310は、Yスライダ316の側面に配設されたXスライダ320を有しており、Xスライダ320は、電磁モータ(図示省略)の駆動により、X方向の任意の位置に移動する。Z方向移動装置314は、Xスライダ320の側面に配設されたZスライダ322を有しており、Zスライダ322は、電磁モータ(図示省略)の駆動により、Z方向の任意の位置に移動する。
部品保持ヘッド302は、図9に示すように、ヘッド本体330と吸着ノズル332とノズル旋回装置334とノズル回転装置336とを含む。ヘッド本体330は、Zスライダ322と一体的に形成されている。吸着ノズル332は、負圧により部品を吸着保持するものであり、ノズルホルダ340の下端部に装着されている。ノズルホルダ340は、支持軸344において屈曲可能とされており、ノズル旋回装置334の作動により、ノズルホルダ340が90度屈曲する。これにより、ノズルホルダ340の下端部に装着された吸着ノズル332は、90度旋回し、旋回位置に位置する。つまり、吸着ノズル332は、ノズル旋回装置334の作動により、非旋回位置と旋回位置との間で旋回する。また、ノズル回転装置336は、吸着ノズル332をそれの軸心周りに回転させる。
2台のシャトル装置304の各々は、図3に示すように、部品キャリヤ388と部品キャリヤ移動装置390とを含み、部品供給ユニット98の前方側に横方向に並んで、本体80に固定されている。部品キャリヤ388には、5個の部品受け部材392が、横方向に一列に並んだ状態で装着されており、各部品受け部材392に、部品が載置される。
詳しくは、ばら部品供給装置32で供給される部品は、図10に示すように、リードを有する電子回路部品(以下、「リード部品」と略す場合がある)410であり、リード部品410は、ブロック状の部品本体412と、部品本体412の底面から突出する2本のリード414とから構成されている。また、部品受け部材392には、部品受容凹部416が形成されている。部品受容凹部416は、段付き形状の凹部であり、部品受け部材392の上面に開口する本体部受容凹部418と、その本体部受容凹部418の底面に開口するリード受容凹部420とから構成されている。そして、リード部品410は、リード414が下方を向く姿勢で、部品受容凹部416の内部に挿入される。これにより、リード414がリード受容凹部420に挿入されるとともに、部品本体412が本体部受容凹部418に挿入された状態で、リード部品410が部品受容凹部416の内部に載置される。
部品キャリヤ移動装置390は、図3に示すように、板状の長手部材であり、前後方向に延びるように、部品供給ユニット98の前方側に配設されている。部品キャリヤ移動装置390の上面には、部品キャリヤ388が前後方向にスライド可能に配設されており、電磁モータ(図示省略)の駆動により、前後方向の任意の位置にスライドする。なお、部品キャリヤ388が、部品供給ユニット98に接近する方向にスライドした際には、部品保持ヘッド移動装置300による部品保持ヘッド302の移動範囲内に位置する部品受取位置までスライドする。一方、部品キャリヤ388が、部品供給ユニット98から離れる方向にスライドした際には、作業ヘッド移動装置64による作業ヘッド60,62の移動範囲内に位置する部品供給位置までスライドする。
<部品実装装置の作動>
部品実装装置10は、上述した構成によって、基材搬送保持装置22に保持された回路基材12に対して部品の装着作業が行われる。具体的には、回路基材12が、作業位置まで搬送され、その位置において、クランプ装置52によって固定的に保持される。次に、撮像装置26が、回路基材12の上方に移動し、回路基材12を撮像する。これにより、回路基材12の保持位置の誤差に関する情報が得られる。また、部品供給装置30若しくは、ばら部品供給装置32は、所定の供給位置において、部品を供給する。なお、ばら部品供給装置32による部品の供給に関しては、後で詳しく説明する。そして、作業ヘッド60,62の何れかが、部品の供給位置の上方に移動し、部品保持具66によって部品を保持する。続いて、部品を保持した作業ヘッド60,62が、撮像装置28の上方に移動し、撮像装置28によって、部品保持具66に保持された部品が撮像される。これにより、部品の保持位置の誤差に関する情報が得られる。そして、部品を保持した作業ヘッド60,62が、回路基材12の上方に移動し、保持している部品を、回路基材12の保持位置の誤差,部品の保持位置の誤差等を補正し、回路基材12上に装着する。
部品実装装置10は、上述した構成によって、基材搬送保持装置22に保持された回路基材12に対して部品の装着作業が行われる。具体的には、回路基材12が、作業位置まで搬送され、その位置において、クランプ装置52によって固定的に保持される。次に、撮像装置26が、回路基材12の上方に移動し、回路基材12を撮像する。これにより、回路基材12の保持位置の誤差に関する情報が得られる。また、部品供給装置30若しくは、ばら部品供給装置32は、所定の供給位置において、部品を供給する。なお、ばら部品供給装置32による部品の供給に関しては、後で詳しく説明する。そして、作業ヘッド60,62の何れかが、部品の供給位置の上方に移動し、部品保持具66によって部品を保持する。続いて、部品を保持した作業ヘッド60,62が、撮像装置28の上方に移動し、撮像装置28によって、部品保持具66に保持された部品が撮像される。これにより、部品の保持位置の誤差に関する情報が得られる。そして、部品を保持した作業ヘッド60,62が、回路基材12の上方に移動し、保持している部品を、回路基材12の保持位置の誤差,部品の保持位置の誤差等を補正し、回路基材12上に装着する。
<ばら部品供給装置の作動>
(a)ばら部品供給装置によるリード部品の供給
ばら部品供給装置32では、リード部品410が、作業者によって部品供給器82の部品収納器100に投入され、その投入されたリード部品410が、部品供給ユニット98,部品引渡し装置90の作動により、部品キャリヤ388の部品受け部材392に載置された状態で供給される。詳しくは、作業者は、5組の部品供給ユニット98のうちの任意の部品供給ユニット98の部品供給器82の部品収納器100の上面の開口から、同じ種類の複数のリード部品410を投入する。この際、部品支持部材220は、部品支持部材移動装置222の作動により、部品供給器82の下方の退避位置に移動しており、部品供給器82の前方には、部品回収容器262が位置している。
(a)ばら部品供給装置によるリード部品の供給
ばら部品供給装置32では、リード部品410が、作業者によって部品供給器82の部品収納器100に投入され、その投入されたリード部品410が、部品供給ユニット98,部品引渡し装置90の作動により、部品キャリヤ388の部品受け部材392に載置された状態で供給される。詳しくは、作業者は、5組の部品供給ユニット98のうちの任意の部品供給ユニット98の部品供給器82の部品収納器100の上面の開口から、同じ種類の複数のリード部品410を投入する。この際、部品支持部材220は、部品支持部材移動装置222の作動により、部品供給器82の下方の退避位置に移動しており、部品供給器82の前方には、部品回収容器262が位置している。
部品収納器100の上面の開口から投入されたリード部品410は、図6に示すように、部品収納器100の投入部110から、開口114を介して、収納部112に落下する。この際、落下したリード部品410は、傾斜面116を転がり、傾斜面116上に広がる。なお、傾斜面116に落下したリード部品410が、傾斜板152を超えて転がり落ちた場合には、部品供給器82の前方に位置する部品回収容器262に収容される。
部品収納器100へのリード部品410の投入後に、部品支持部材220が、部品支持部材移動装置222の作動により、部品供給器82の下方から前方に向かって移動させられる。この際、カム部材240がカムフォロワ242に至れば、図11に示すように、カムフォロワ242のローラ254が、カム部材240の歯245を乗り越える。カムフォロワ242のレバー252は、コイルばねの弾性力によって前方に向かう方向に付勢されており、レバー252の前方への付勢は、ストッパ244によって規制されている。このため、部品支持部材220が前方に向かって移動する際には、ローラ254と歯245とが噛み合った状態に維持され、レバー252は前方に向かって回動せず、ローラ254は、歯245を乗り越える。この際、部品供給器82は、ローラ254の歯245の乗り越えにより、昇降する。つまり、ローラ254が歯245に噛み合った状態で、部品支持部材220が前方に向かって移動することで、ローラ254が複数の歯245を乗り越え、部品供給器82が上下方向に連続して振動する。
部品収納器100の傾斜面116上に広がっているリード部品410は、部品供給器82の振動と傾斜面116の傾斜により、前方に移動し、傾斜板152を介して、部品支持部材220の上面に排出される。この際、部品支持部材220の側壁部228によって、部品支持部材220からのリード部品410の落下が防止される。そして、部品支持部材220が部品供給位置まで移動することで、部品支持部材220の上面には、複数のリード部品410が散在される。
部品支持部材220が部品供給位置に到達すると、撮像装置88のカメラ290が、カメラ移動装置292の作動により、リード部品410が散在する部品支持部材220の上方に移動させられ、リード部品410を撮像する。そして、撮像データに基づいて、ピックアップの対象となるリード部品410の上方に、部品保持ヘッド302が、部品保持ヘッド移動装置300の作動により移動させられ、吸着ノズル332によってリード部品410が吸着保持される。なお、吸着ノズル332によってリード部品410が吸着保持される際には、吸着ノズル332は、非旋回位置に位置している。
リード部品410が吸着ノズル332によって保持された後には、部品保持ヘッド302が部品キャリヤ388の上方に移動させられるが、この際、部品キャリヤ388は、部品キャリヤ移動装置390の作動により、部品受取位置に移動している。また、部品保持ヘッド302が部品キャリヤ388の上方に移動する際に、吸着ノズル332は、旋回位置に旋回される。なお、旋回位置の吸着ノズル332に保持されたリード部品410のリード414が、鉛直方向での下方を向くように、吸着ノズル332は、ノズル回転装置336の作動により、回転されている。
部品保持ヘッド302が部品キャリヤ388の上方に移動すると、リード414が鉛直方向での下方を向いた状態のリード部品410が、部品受け部材392内に挿入される。これにより、リード部品410は、リード414を鉛直方向での下方に向けた状態で、部品受け部材392に載置される。そして、部品キャリヤ388は、部品キャリヤ移動装置390の作動により、部品供給位置に移動する。部品供給位置に移動した部品キャリヤ388は、作業ヘッド60,62の移動範囲に位置しているため、ばら部品供給装置32では、この位置においてリード部品410が供給される。このように、ばら部品供給装置32では、リード414が下方を向き、リード414が接続された面と対向する面が上方を向いた状態で、リード部品410が供給される。このため、作業ヘッド60,62の部品保持具66は、適切にリード部品410を保持することが可能となる。
(b)リード部品の部品収納器への回収
また、ばら部品供給装置32では、部品支持部材220上に散在するリード部品410を、部品収納器100に回収することが可能である。詳しくは、まず、部品支持部材220が、部品支持部材移動装置222の作動により、部品供給器82の下方に向かって移動させられる。この際、図12に示すように、部品支持部材220上のリード部品410は、部品供給器82の傾斜板152の第3の傾斜面160によって堰き止められる。これにより、部品支持部材220上のリード部品410は、部品回収容器262の内部に掻き落とされる。なお、部品支持部材220が部品供給器82の下方に向かって移動する際に、カムフォロワ242はカム部材240に接触するが、レバー252が回動するため、部品供給器82は振動しない。このため、部品収納器100内のリード部品410は、部品支持部材220上に排出されない。
また、ばら部品供給装置32では、部品支持部材220上に散在するリード部品410を、部品収納器100に回収することが可能である。詳しくは、まず、部品支持部材220が、部品支持部材移動装置222の作動により、部品供給器82の下方に向かって移動させられる。この際、図12に示すように、部品支持部材220上のリード部品410は、部品供給器82の傾斜板152の第3の傾斜面160によって堰き止められる。これにより、部品支持部材220上のリード部品410は、部品回収容器262の内部に掻き落とされる。なお、部品支持部材220が部品供給器82の下方に向かって移動する際に、カムフォロワ242はカム部材240に接触するが、レバー252が回動するため、部品供給器82は振動しない。このため、部品収納器100内のリード部品410は、部品支持部材220上に排出されない。
また、部品支持部材220が部品供給器82の下方に向かって移動する際に、部品支持部材220の側壁部228の上縁に、部品収納器100の下端部に設けられたローラ136が接触する。ローラ136が、側壁部228の上縁の第1縁部232に接触している際には、部品収納器100は搖動しない。しかし、部品支持部材220が、所定距離、部品供給器82の下方に向かって移動すると、図13に示すように、ローラ136が、側壁部228の上縁の段差部230に接触し、ローラ136が第2縁部234に乗り上がる。ローラ136が第2縁部234に乗り上がると、部品収納器100が上方に向かって搖動する。この際、部品収納器100に固定された収納器側ブラケット145も上方に移動し、収納器側ブラケット145に連結された連結リンク147も上方に移動する。さらに、連結リンク147に連結された保持部材側ブラケット146も上方に移動し、シャッタ140のブラシ143側の端部が下方に向かって回動する。これにより、部品収納器100の傾斜面116の前方が、シャッタ140によって塞がれ、部品収納器100からのリード部品410の排出が防止される。また、ブラシ143と傾斜面116との間に、リード部品410が挟まった場合であっても、ブラシ143の弾性変形により、リード部品410の破損が防止される。
部品支持部材220が部品供給器82の下方に移動すると、部品回収容器262が、容器昇降装置260の作動により、上昇する。この際、図8に示すように、部品回収容器262に配設された突出ピン272が、サイドフレーム部190の内側に配設された係合ブロック274に係合する。これにより、部品回収容器262は回動し、部品回収容器262の底面が鉛直となる。このため、部品回収容器262内のリード部品410は、全て、部品収納器100の内部に戻される。
(c)リード部品の交換
また、生産対象の回路基材12が変更される際には、供給すべきリード部品410を交換する必要がある。このような場合には、フレーム96から部品供給器82が取り外され、新たな種類のリード部品410に対応する部品供給器82が、フレーム96に装着される。詳しくは、部品支持部材220上のリード部品410が部品収納器100の内部に戻された後に、作業者は、部品供給器82のグリップ104を把持し、図14に示すように、可動把持部材172を固定把持部材170に向かって搖動させる。この際、可動把持部材172の係合部材184は、固定把持部材170の第1切欠部180の内部に進入する。そして、係合部材184が第2切欠部182の上端に至ると、部品供給器82の自重により、係合部材184が第2切欠部182の下端に落ち込む。これにより、可動把持部材172の下端に取り付けられた爪部材216の係合ロッドへの係合が解除され、部品供給器82をフレーム96、つまり、1対のサイドフレーム部190の間から取り外すことが可能となる。
また、生産対象の回路基材12が変更される際には、供給すべきリード部品410を交換する必要がある。このような場合には、フレーム96から部品供給器82が取り外され、新たな種類のリード部品410に対応する部品供給器82が、フレーム96に装着される。詳しくは、部品支持部材220上のリード部品410が部品収納器100の内部に戻された後に、作業者は、部品供給器82のグリップ104を把持し、図14に示すように、可動把持部材172を固定把持部材170に向かって搖動させる。この際、可動把持部材172の係合部材184は、固定把持部材170の第1切欠部180の内部に進入する。そして、係合部材184が第2切欠部182の上端に至ると、部品供給器82の自重により、係合部材184が第2切欠部182の下端に落ち込む。これにより、可動把持部材172の下端に取り付けられた爪部材216の係合ロッドへの係合が解除され、部品供給器82をフレーム96、つまり、1対のサイドフレーム部190の間から取り外すことが可能となる。
また、グリップ104が把持され、可動把持部材172が固定把持部材170に向かって搖動した際には、部品収納器100は、ハウジング102の内部において、支持軸134を中心に上方に向かって搖動する。この際、部品収納器100の下端部に設けられたローラ136が側壁部228の上縁部の第2縁部234に乗り上げた時と同様に、リンク機構141が作動し、シャッタ140のブラシ143側の端部が下方に向かって回動する。このように、ばら部品供給装置32では、爪部材216の係合ロッドへの係合の解除動作に連動して、つまり、部品供給器82のフレーム96へのロックの解除動作に連動して、シャッタ140のブラシ143側の端部が下方に向かって回動することで、部品収納器100の部品を排出する開口がシャッタ140により塞がれる。これにより、部品供給器82がフレーム96から取り外される際に、部品収納器100の内部からのリード部品410の排出を防止することが可能となる。
また、可動把持部材172の係合部材184は固定把持部材170の第2切欠部182の下端に落ち込んでいるため、作業者が部品供給器82をフレーム96から取り外した後に、グリップ104から手を離しても、可動把持部材172はスプリングの弾性力により搖動せず、部品収納器100の位置が維持される。このため、作業者が部品供給器82をフレーム96から取り外した後に、グリップ104から手を離した場合であっても、シャッタ140のブラシ143側の端部は下方に向かって回動しており、部品収納器100の内部からのリード部品410の排出が防止される。
そして、フレーム96から部品供給器82が取り外されると、新たな種類のリード部品410に対応する部品供給器82が、1対のサイドフレーム部190の間に挿入される。この際、部品供給器82の側壁120の下端部に形成された切欠部196を、サイドフレーム部190の係合ピン192に係合させ、側壁120の前端部に設けられた係合ピン206を、サイドフレーム部190の支持部材200の傾斜面202に係合させる。これにより、部品供給器82が、1対のサイドフレーム部190の間において位置決めされる。そして、作業者が、グリップ104の係合部材184を第2切欠部182の下端から上端に移動させることで、可動把持部材172は、スプリングの弾性力により固定把持部材170から離れる方向に搖動する。この際、可動把持部材172の下端部に取り付けられた爪部材216が、係合ロッドに係合する。これにより、部品供給器82は、フレーム96にロックされる。
また、可動把持部材172が固定把持部材170から離れる方向に搖動した際には、部品収納器100は、ハウジング102の内部において、支持軸134を中心に下方に向かって搖動する。この際、図7に示すように、部品収納器100に固定された収納器側ブラケット145も下方に移動し、収納器側ブラケット145に連結された連結リンク147も下方に移動する。さらに、連結リンク147に連結された保持部材側ブラケット146も下方に移動し、シャッタ140のブラシ143側の端部が上方に向かって搖動する。これにより、図4に示すように、部品収納器100の傾斜面116の前方が開口し、部品収納器100からリード部品410を排出することが可能となる。このように、ばら部品供給装置32では、部品供給器82を交換することで、供給すべきリード部品410を容易に交換することが可能となる。
なお、部品供給器82が交換された際には、新たにフレーム96に取り付けられた部品供給器82のRFID217からID情報が送信され、フレーム96のフレーム本体部210に設けられている受信器218が、そのID情報を受信する。そして、そのID情報に基づいて、新たにフレーム96に取り付けられた部品供給器82により供給されるリード部品410の照合が行われる。
ちなみに、上記実施例において、ばら部品供給装置32は、部品供給装置の一例である。部品供給器82は、収納部の一例である。フレーム96は、装着部の一例である。部品収納器100は、収納ボックスの一例である。ハウジング102は、ハウジングの一例である。シャッタ140は、閉鎖部材の一例である。リンク機構141は、移動機構の一例である。爪部材216は、ロック機構の一例である。部品支持部材220は、部品支持部の一例である。
なお、本発明は、上記実施例に限定されるものではなく、当業者の知識に基づいて種々の変更、改良を施した種々の態様で実施することが可能である。具体的には、例えば、上記実施例では、シャッタ140が回動可能に部品収納器100の側壁120に設けられているが、側壁120に固定的に設けられてもよい。この場合には、部品収納器100が上方に搖動した際に、シャッタ140の下端と部品収納器100の傾斜面116とが接触することで、部品収納器100の開口がシャッタ140により塞がれる。一方、部品収納器100が下方に搖動した際に、シャッタ140の下端と部品収納器100の傾斜面116とが離間することで、部品収納器100の開口が開放される。
32:ばら部品供給装置(部品供給装置) 82:部品供給器(収納部) 96:フレーム(装着部) 100:部品収納器(収納ボックス)102:ハウジング140:シャッタ(閉鎖部材) 141:リンク機構(移動機構) 216:爪部材(ロック機構) 220:部品支持部材(部品支持部)
Claims (3)
- 複数の部品を収納する収納部と、
前記収納部が着脱可能に装着される装着部と、
前記収納部を前記装着部に装着された状態にロックするロック機構と、
前記装着部に装着された状態の前記収納部の開口から排出された複数の部品を散在された状態で支持する部品支持部と、
前記収納部の開口を開放し、その開口から部品を排出することが可能な開放位置と、前記収納部の開口の少なくとも一部を塞ぎ、その開口からの部品の排出を防止する閉鎖位置との間で移動可能な閉鎖部材と、
前記ロック機構の解除動作に連動して前記閉鎖部材を前記閉鎖位置に移動させる移動機構と
を備えることを特徴とする部品供給装置。 - 前記閉鎖部材が、刷毛状の部材であることを特徴とする請求項1に記載の部品供給装置。
- 前記収納部が、
複数の部品を収納する収納ボックスと、前記収納ボックスを搖動可能に保持するハウジングとを有し、
前記ロック機構が、
前記収納ボックスの所定の方向への搖動により、前記収納部の前記装着部へのロックを解除し、
前記移動機構が、
前記収納ボックスの前記所定の方向への搖動により、前記閉鎖部材を前記閉鎖位置に移動させることを特徴とする請求項1または請求項2に記載の部品供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016074911A JP2017188521A (ja) | 2016-04-04 | 2016-04-04 | 部品供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016074911A JP2017188521A (ja) | 2016-04-04 | 2016-04-04 | 部品供給装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017188521A true JP2017188521A (ja) | 2017-10-12 |
Family
ID=60045756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016074911A Pending JP2017188521A (ja) | 2016-04-04 | 2016-04-04 | 部品供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017188521A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111713185A (zh) * | 2018-02-21 | 2020-09-25 | 株式会社富士 | 元件安装系统及元件保持方法 |
-
2016
- 2016-04-04 JP JP2016074911A patent/JP2017188521A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111713185A (zh) * | 2018-02-21 | 2020-09-25 | 株式会社富士 | 元件安装系统及元件保持方法 |
| CN111713185B (zh) * | 2018-02-21 | 2022-02-11 | 株式会社富士 | 元件安装系统及元件保持方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6466953B2 (ja) | 部品供給装置 | |
| JP6434531B2 (ja) | 部品供給装置 | |
| JP6730925B2 (ja) | 部品供給装置 | |
| CN107432106B (zh) | 安装作业机 | |
| WO2016046897A1 (ja) | 部品供給システム | |
| JPWO2016092658A1 (ja) | 部品収納部材、および収納方法 | |
| JPWO2016129069A1 (ja) | 部品供給装置 | |
| JP6442039B2 (ja) | 部品供給装置、および装着機 | |
| JP2017191889A (ja) | 部品供給装置 | |
| JP6735329B2 (ja) | 部品保持装置 | |
| JP2017188521A (ja) | 部品供給装置 | |
| JPWO2017051446A1 (ja) | 部品供給システム | |
| JP6603778B2 (ja) | 部品供給ユニット | |
| JP2017168712A (ja) | 部品供給システム | |
| JP6484707B2 (ja) | 部品供給装置 | |
| JP2019057744A (ja) | 部品保持装置 | |
| JP6944572B2 (ja) | 部品保持装置 | |
| JP2017152563A (ja) | 部品供給装置 | |
| JP2019057743A (ja) | 部品保持装置 | |
| JP2018037593A (ja) | 部品供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190814 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200303 |