JP2017189768A - 金属板積層体および金属板積層体の連結体 - Google Patents
金属板積層体および金属板積層体の連結体 Download PDFInfo
- Publication number
- JP2017189768A JP2017189768A JP2017079131A JP2017079131A JP2017189768A JP 2017189768 A JP2017189768 A JP 2017189768A JP 2017079131 A JP2017079131 A JP 2017079131A JP 2017079131 A JP2017079131 A JP 2017079131A JP 2017189768 A JP2017189768 A JP 2017189768A
- Authority
- JP
- Japan
- Prior art keywords
- metal plate
- metal
- plate laminate
- laminated
- plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Ink Jet (AREA)
- Filtering Materials (AREA)
- Filtration Of Liquid (AREA)
Abstract
Description
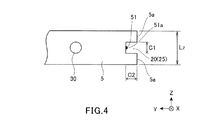
(1)端部5aに切り欠き部20を有する複数の金属板5を準備する工程
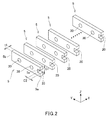
図2に示されるように、積層対象となる複数の金属板5が準備される。
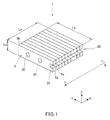
上記のごとく所定の形態に加工された複数の金属板5を準備し、これらの金属板5の切り欠き部20が連なるように積層して金属板積層体を形成する工程が行われる。この工程により、図1に示されるように、金属板積層体1の端部5a側(図1の右方側)には、連なった切り欠き部20により、一連の溝状の凹部25(第1凹部25)が形成される。
次いで、積層された金属板積層体1の切り欠き部25により形成される一連の凹部25の内部において、隣接する金属板同士を部分的に接合させて、金属板積層体を仮止めしておく第1接合工程が実施される。
上述してきた第1接合工程の後、さらに、積層された金属板5の隣接する主面同士を接合させる第2接合工程が行われる。前記第1接合工程の際に、位置合わせ用の貫通孔30の中に位置決めピンが挿入されている場合には、通常、位置決めピンを抜いてから第2接合工程が行われる。
6…接触部端
20…切り欠き部
25…凹部
30…貫通孔
51…接合部分
51a…最外部
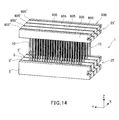
60…連結補助部材
70…積層方向連結補助部材
Claims (12)
- 複数の同一形状の金属板がその厚み方向に積層されてなる金属板積層体であって、
前記金属板は、複数の略長方形状の貫通開口部を有する金属板積層体。 - 前記金属板の積層方向において、隣接する前記金属板間に、前記金属板と異なる形状の金属板体が設けられている請求項1に記載の金属板積層体。
- 前記金属板の積層方向において隣接する前記金属板間の間隔が、前記略長方形状の貫通開口部の短辺の長さよりも大きい請求項1又は2に記載の金属板積層体。
- 前記金属板は、端部に切り欠き部を有し、
前記切り欠き部が連なるように前記複数の金属板が積層されて一連の凹部が形成されている請求項1〜3のいずれかに記載の金属板積層体。 - 前記金属板は、端部に複数の切り欠き部を有し、
前記複数の切り欠き部のそれぞれが連なるように前記複数の金属板が積層されて複数の一連の凹部が形成されている請求項1〜3のいずれかに記載の金属板積層体。 - 前記一連の凹部が連結部として機能する請求項4又は5に記載の金属板積層体。
- 前記金属板積層体は、フィルターとして機能する請求項1〜6のいずれかに記載の金属板積層体。
- 前記フィルターは、インクジェットプリンタに用いられるフィルターである請求項7に記載の金属板積層体。
- 連結補助部材を介して複数の金属板積層体が連結されてなる金属板積層体の連結体であって、
前記金属板積層体は、端部に切り欠き部を有する複数の金属板が積層されてなり、
前記切り欠き部が連なるように前記複数の金属板が積層されて一連の凹部が形成されており、
前記連結補助部材は、前記一連の凹部に嵌合可能な連結部を複数有し、
前記一連の凹部に前記連結部を嵌合させることにより、前記連結補助部材を介して前記複数の金属板積層体が連結されてなる金属板積層体の連結体。 - 前記金属板には、積層方向に向けた貫通孔が形成されており、
前記金属板積層体は、前記貫通孔が連通することにより構成される連通貫通孔を有する請求項9に記載の金属板積層体の連結体。 - 前記金属板積層体の連結体は、フィルターとして機能する請求項10に記載の金属板積層体の連結体。
- 前記フィルターは、インクジェットプリンタに用いられるフィルターである請求項11に記載の金属板積層体の連結体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017079131A JP6428831B2 (ja) | 2017-04-12 | 2017-04-12 | 金属板積層体および金属板積層体の連結体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017079131A JP6428831B2 (ja) | 2017-04-12 | 2017-04-12 | 金属板積層体および金属板積層体の連結体 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013056413A Division JP6127623B2 (ja) | 2013-03-19 | 2013-03-19 | 金属板積層体の製造方法および金属板積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017189768A true JP2017189768A (ja) | 2017-10-19 |
| JP6428831B2 JP6428831B2 (ja) | 2018-11-28 |
Family
ID=60086350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017079131A Expired - Fee Related JP6428831B2 (ja) | 2017-04-12 | 2017-04-12 | 金属板積層体および金属板積層体の連結体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6428831B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019179756A (ja) * | 2018-03-30 | 2019-10-17 | 大阪瓦斯株式会社 | 金属板、電気化学素子、電気化学モジュール、電気化学装置、エネルギーシステム、固体酸化物形燃料電池及び金属板の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61121308A (ja) * | 1984-11-16 | 1986-06-09 | Merubabu Boeki Kk | 電磁鉄心の製造方法 |
| JPH0526127U (ja) * | 1991-07-29 | 1993-04-06 | 日本電装株式会社 | エアフイルタ |
| JP2000209792A (ja) * | 1999-01-08 | 2000-07-28 | Matsushita Electric Ind Co Ltd | モ―タコア |
| JP2011230299A (ja) * | 2010-04-23 | 2011-11-17 | Seiko Epson Corp | フィルター、フィルターの製造方法、流体噴射ヘッド及び流体噴射装置 |
-
2017
- 2017-04-12 JP JP2017079131A patent/JP6428831B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61121308A (ja) * | 1984-11-16 | 1986-06-09 | Merubabu Boeki Kk | 電磁鉄心の製造方法 |
| JPH0526127U (ja) * | 1991-07-29 | 1993-04-06 | 日本電装株式会社 | エアフイルタ |
| JP2000209792A (ja) * | 1999-01-08 | 2000-07-28 | Matsushita Electric Ind Co Ltd | モ―タコア |
| JP2011230299A (ja) * | 2010-04-23 | 2011-11-17 | Seiko Epson Corp | フィルター、フィルターの製造方法、流体噴射ヘッド及び流体噴射装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019179756A (ja) * | 2018-03-30 | 2019-10-17 | 大阪瓦斯株式会社 | 金属板、電気化学素子、電気化学モジュール、電気化学装置、エネルギーシステム、固体酸化物形燃料電池及び金属板の製造方法 |
| JP7018807B2 (ja) | 2018-03-30 | 2022-02-14 | 大阪瓦斯株式会社 | 金属板、電気化学素子、電気化学モジュール、電気化学装置、エネルギーシステム、固体酸化物形燃料電池及び金属板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6428831B2 (ja) | 2018-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7120381B2 (ja) | 多面付け蒸着マスク準備体の製造方法 | |
| CN104781443B (zh) | 成膜掩模的制造方法以及成膜掩模 | |
| US8893385B2 (en) | Liquid supply member, method of making liquid supply member, and method of making liquid discharge head | |
| CN115515745A (zh) | 将第一金属板和第二金属板定位在激光束焊接位置中 | |
| CN113381036A (zh) | 具有纳米至微米范围内的周期性表面结构的隔板 | |
| JP6978996B2 (ja) | 接合セパレータの製造方法及び製造装置 | |
| JP3212382B2 (ja) | 精密ろう付け方法 | |
| CN117062687A (zh) | 将金属箔堆叠激光焊接到金属基底 | |
| JPWO2015122441A1 (ja) | 構造体の製造方法 | |
| JP2010090415A (ja) | 蒸着マスク | |
| JPH10216974A (ja) | めっき鋼板のレーザ溶接方法 | |
| JP6428831B2 (ja) | 金属板積層体および金属板積層体の連結体 | |
| JP6127623B2 (ja) | 金属板積層体の製造方法および金属板積層体 | |
| JP2007216633A (ja) | インクジェットヘッド及びその製造方法 | |
| CN119730070A (zh) | 一种高精度阻焊图形的柔性电路板制作方法 | |
| JPH07155974A (ja) | めっき鋼板のレーザ溶接方法 | |
| JPS6132761A (ja) | 噴射ヘツド | |
| JP2019008952A (ja) | ターミナルプレートの製造方法 | |
| JP5380795B2 (ja) | ワークの接合方法 | |
| JP3522060B2 (ja) | インクジェット式記録ヘッド及びこれに適したインク供給口形成基板の製造方法 | |
| KR102779175B1 (ko) | 인쇄회로 판형 열교환기 진공브레이징 제조방법 | |
| JP2010232086A (ja) | 燃料電池用セパレータの製造方法及び燃料電池用セパレータ | |
| US20250231328A1 (en) | Lightweight optics | |
| JP2007080893A (ja) | 固体電解コンデンサ及び固体電解コンデンサの製造方法 | |
| JP2016034656A (ja) | 面接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181015 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6428831 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |