JP2017190192A - 自動化工程用棚装置の枠形側板及びこれを用いた自動化工程用棚装置 - Google Patents
自動化工程用棚装置の枠形側板及びこれを用いた自動化工程用棚装置 Download PDFInfo
- Publication number
- JP2017190192A JP2017190192A JP2016078595A JP2016078595A JP2017190192A JP 2017190192 A JP2017190192 A JP 2017190192A JP 2016078595 A JP2016078595 A JP 2016078595A JP 2016078595 A JP2016078595 A JP 2016078595A JP 2017190192 A JP2017190192 A JP 2017190192A
- Authority
- JP
- Japan
- Prior art keywords
- frame
- shelf
- shelf device
- automated process
- shaped side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Warehouses Or Storage Devices (AREA)
Abstract
【課題】
従来、四本の棚板支柱と複数の棚板で、棚装置を形成する場合については、容器状に形成した棚板の形状が、棚装置全体の形状を保つために大きな役割を果たすという構造となっていた。そして、その棚板と棚板支柱が螺子により止められているので、棚板支柱と棚板の接合部で回動することが可能であるので、棚の四方の側面が長方形から、平行四辺形に簡単に変形し易い言う問題があった。
【解決手段】
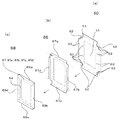
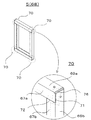
自動化工程用棚装置の枠形側板は、一枚の方形薄板の金属板の中央部に角孔を穿つと共に四つの角を切欠いた後に、四辺の端から平行に第一所定の幅で直角に折り曲げ、さらに四辺端から平行に前記第一所定の幅に加えて第二の所定の幅で直角に折り曲げて前記金属板の4辺にコの字に折り曲げて形成されている。
【選択図】図3
Description
何故ならば、自動化工程用棚装置製造ラインにおいて、中間製品を一時的に取り付けるだけであるから、のであるから、周囲の塵埃から防ぐ必要はないこと。
自動化工程用棚装置に取り付けられている中間製品状況について、自動化工程用棚装置の周囲から見ること(監視すること)が出来る方が良いこと。
自動機械により、自動化工程用棚装置への中間製品の取り付け、取り外しが容易に出来ること。等の理由である。
自動化工程用棚装置の外観形状について、言い換えるならば、柱と梁のみで、周囲の壁(側板)を備えて無い構造のことになる。
自動化工程用棚装置の寸法や形状をバラつきなしに製造できると共に、熱変形が生じにくく重量の低減が図れる。
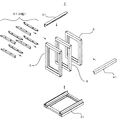
第1実施形態の自動化工程用棚装置1について、図1を用いて説明する。自動化工程用棚装置1は、自動化工程用棚装置1及び、これに使用されている枠形側板5の構造を説明するために、自動化工程用棚装置1を簡略化して小規模な構成としたものであり、必要最小限度の基本的な構成としているので、実際に使用する場合には、後述する第2実施形態の自動化工程用棚装置2の様に、使用される自動化ラインの要求機能に合わせて、棚装置全体の大きさを大きくすることや、取り付けられる中間製品の数を増やすことや、外部に取り付ける付属部材の追加をするなどを行う必要がある場合がある。
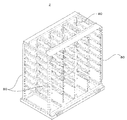
自動化工程用棚装置2の外観を、図5に示す。自動化工程用棚装置2の構造については、第1実施形態の自動化工程用棚装置1の構造と基本的な部分は同じであり、同じ構造については、第1実施形態を引用することで説明を省略する。
第3実施形態の自動化工程用棚装置3については、第1実施形態の3個の枠形側板5と、4組のパレット保持具51を使用しているが、基台31と2個の上部板41を、基台33と2個の枠型側板43を用いた場合の実施例である。枠形側板5とパレット保持具51については同一のものを使用しているので、同一の符号を附して説明を省略する。
5、6、43:枠形側板
9:パレット
31、32、33:基台
36:係止部
41、42:上部板
51、52、53:パレット保持具
60:第一加工板
61:角孔
62:重複部
63:孔
64:内面
66:第二加工板
67、67a、67b、67c、67d:外面
68:第三加工板
69a、69b、69c、69d:厚み面
70:角部
71:第一の箇所
72:第二の箇所
76:隙間
80:保護板
91:孔
92:突起
Claims (3)
- 一枚の方形薄板の金属板の中央部に角孔を穿つと共に四つの角を切欠いた後に、四辺の端から平行に第一所定の幅で直角に折り曲げ、さらに四辺端から平行に前記第一所定の幅に加えて第二の所定の幅で直角に折り曲げて前記金属板の4辺にコの字に折り曲げて形成された自動化工程用棚装置の枠形側板。
- 前記枠形側板の内側の突き合わせ箇所を溶接したことから成る請求項1記載の自動化工程用棚装置の枠形側板。
- 基台上に請求項1または請求項2記載の枠形側板を複数垂直に取り付けたことから形成された自動化工程用棚装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016078595A JP6678893B2 (ja) | 2016-04-11 | 2016-04-11 | 自動化工程用棚装置の枠形側板及びこれを用いた自動化工程用棚装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016078595A JP6678893B2 (ja) | 2016-04-11 | 2016-04-11 | 自動化工程用棚装置の枠形側板及びこれを用いた自動化工程用棚装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017190192A true JP2017190192A (ja) | 2017-10-19 |
| JP6678893B2 JP6678893B2 (ja) | 2020-04-15 |
Family
ID=60085664
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016078595A Active JP6678893B2 (ja) | 2016-04-11 | 2016-04-11 | 自動化工程用棚装置の枠形側板及びこれを用いた自動化工程用棚装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6678893B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4887127U (ja) * | 1972-01-24 | 1973-10-22 | ||
| JPH08188212A (ja) * | 1995-01-11 | 1996-07-23 | Daifuku Co Ltd | 部材間の結合構造および部材間の結合構造を使用した運搬用具ならびに枠組棚 |
| JPH1128516A (ja) * | 1997-07-03 | 1999-02-02 | Anritsu Corp | 板金マーキング方法 |
| JP2003258445A (ja) * | 2002-02-27 | 2003-09-12 | Fujitsu Ltd | 金属筐体 |
| JP2012092498A (ja) * | 2010-10-22 | 2012-05-17 | Nippon Steel & Sumikin Coated Sheet Corp | 金属製の建築用板及び金属製の建築用板の製造方法 |
-
2016
- 2016-04-11 JP JP2016078595A patent/JP6678893B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4887127U (ja) * | 1972-01-24 | 1973-10-22 | ||
| JPH08188212A (ja) * | 1995-01-11 | 1996-07-23 | Daifuku Co Ltd | 部材間の結合構造および部材間の結合構造を使用した運搬用具ならびに枠組棚 |
| JPH1128516A (ja) * | 1997-07-03 | 1999-02-02 | Anritsu Corp | 板金マーキング方法 |
| JP2003258445A (ja) * | 2002-02-27 | 2003-09-12 | Fujitsu Ltd | 金属筐体 |
| JP2012092498A (ja) * | 2010-10-22 | 2012-05-17 | Nippon Steel & Sumikin Coated Sheet Corp | 金属製の建築用板及び金属製の建築用板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6678893B2 (ja) | 2020-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2425034B1 (en) | An arrangement for holding a substrate in a material deposition apparatus | |
| EP1837093A2 (en) | Method for fabricating sheet metal product having three-dimensional shape, and product | |
| JP2004142041A (ja) | 工作機械の外装カバー | |
| JP6816870B2 (ja) | 部品一体型クランプトレイ | |
| JP2017190192A (ja) | 自動化工程用棚装置の枠形側板及びこれを用いた自動化工程用棚装置 | |
| JP5271394B2 (ja) | レーザスクライブ装置 | |
| CN104384785B (zh) | 一种快递柜的组装安装方法 | |
| KR20090098474A (ko) | 공작기계용 베드 | |
| JP2000258754A (ja) | 液晶パネル保持枠の製造方法 | |
| JP6577955B2 (ja) | 部品形状を個別に適合させる方法 | |
| KR102045324B1 (ko) | 용접 부품 어셈블리와 이를 갖는 용접 작업물 세트 및 이를 이용한 용접 작업방법 | |
| JP4694623B2 (ja) | 横桁に沿い可動の機械要素を有する機械 | |
| JP6619263B2 (ja) | 吊りビーム装置 | |
| KR101432092B1 (ko) | 롤러 타입 패널 절곡 장치 | |
| JP2005340264A (ja) | 基板収納容器用補助具及び基板収納容器 | |
| JP4456099B2 (ja) | Lcdモジュール用ハウジングの製造方法及びそれにより製造されたlcdモジュール用ハウジング | |
| RU2443532C2 (ru) | Суппорт для неподвижного крепления деталей в инструментальном станке | |
| KR102738294B1 (ko) | 모듈형 심박스 및 모듈형 조인트박스를 이용한 랜딩기어 베이 조립용 치공구 | |
| JPH0233388A (ja) | スクリーンユニットの製造方法 | |
| US20040238598A1 (en) | Filter plate and frame and method of making | |
| JP6895313B2 (ja) | 自動プログラム作成装置および方法 | |
| JP4283496B2 (ja) | パネル製造用治具 | |
| CN223848473U (zh) | 一种金属柜板生产用焊接冶具 | |
| RU151255U1 (ru) | Основание деревообрабатывающего фрезерного центра портального типа с числовым программным управлением | |
| JP2011110543A (ja) | 車両外装部品用塗装治具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190408 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200219 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6678893 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |