JP2017190976A - 基材に巻かれているカーボン繊維の基材に対する巻き角度を測定する測定装置およびその巻き角度の測定方法 - Google Patents
基材に巻かれているカーボン繊維の基材に対する巻き角度を測定する測定装置およびその巻き角度の測定方法 Download PDFInfo
- Publication number
- JP2017190976A JP2017190976A JP2016079543A JP2016079543A JP2017190976A JP 2017190976 A JP2017190976 A JP 2017190976A JP 2016079543 A JP2016079543 A JP 2016079543A JP 2016079543 A JP2016079543 A JP 2016079543A JP 2017190976 A JP2017190976 A JP 2017190976A
- Authority
- JP
- Japan
- Prior art keywords
- light
- winding angle
- base material
- winding
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/26—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N23/00—Cameras or camera modules comprising electronic image sensors; Control thereof
- H04N23/56—Cameras or camera modules comprising electronic image sensors; Control thereof provided with illuminating means
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N7/00—Television systems
- H04N7/18—Closed-circuit television [CCTV] systems, i.e. systems in which the video signal is not broadcast
- H04N7/183—Closed-circuit television [CCTV] systems, i.e. systems in which the video signal is not broadcast for receiving images from a single remote source
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Multimedia (AREA)
- Signal Processing (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
Description
この形態の測定装置によれば、タンク用ライナに巻かれたカーボン繊維の巻き角度を精度良く特定できる。したがって、特定された巻き角度を利用してカーボン繊維の巻き付けの品質を判断したり、完成されたタンクの強度を推定したりすることができる。
A1.装置構成:
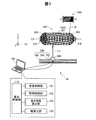
図1は、本発明の一実施形態としての測定装置の概略構成を示す説明図である。図1では、測定装置10に加えて、製造途中のタンク300と、タンク300の基材のライナ301に巻かれるカーボン繊維Wと、カーボン繊維Wを供給するボビン390とが表されている。なお、図1では、ライナ301の姿勢を特定するために、互いに直交するX,Y,Z軸も表されている。Z軸は鉛直方向と平行であり、X軸およびY軸は水平方向と平行である。測定装置10は、ライナ301に巻かれているカーボン繊維Wの巻き角度を測定する。
図4は、第1実施形態における繊維巻き付け処理の手順を示すフローチャートである。ユーザが、図示しない繊維巻き付け装置にライナ301をセットしてかかる装置の操作パネルを操作してカーボン繊維Wの巻き付けの開始を指示すると共に、制御装置100において、操作メニューから巻き角度を測定するためのメニューを選択して実行させると、図示しない繊維巻き付け装置および制御装置100により、繊維巻き付け処理が開始される。
Wd=Lg×sinθ ・・・(1)
B1.装置構成:
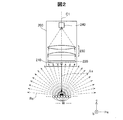
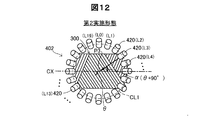
図11は、第2実施形態の測定装置の概略構成を示す説明図である。図11では、図1と同様に、第2実施形態の測定装置400に加えて、製造途中のタンク300が描かれている。測定装置400では、所定測定位置に対して、互いに異なる所定角度で順次レーザ光を照射して、その反射光の輝度の大きさを所定測定位置に対して固定された位置の光電素子により測定し、測定された輝度の大きさを利用して巻き角度を算出する。
図13は、第2実施形態における繊維巻き付け処理の手順を示すフローチャートである。第2実施形態における繊維巻き付け処理は、ステップS110に代えてステップS110aを実行する点と、ステップS115に代えてステップS115aを実行する点において、図4に示す第1実施形態における繊維巻き付け処理と異なる。第2実施形態における繊維巻き付け処理のその他の手順は、第1実施形態における繊維巻き付け処理と同じであるので、同一の手順には同一の符号を付し、その詳細な説明を省略する。
C1.装置構成:
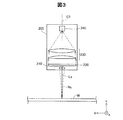
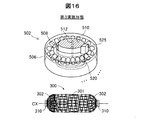
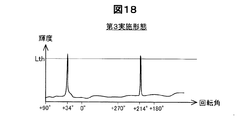
図15は、第3実施形態の測定装置の概略構成を示す説明図である。図16は、第3実施形態の光源部の詳細構成を示す斜視図である。図15では、図12と同様に、第3実施形態の測定装置500に加えて、製造途中のタンク300が描かれている。また、図16においても、第3実施形態の光源部502に加えて、製造途中のタンク300が描かれている。第3実施形態の測定装置500では、対象領域に光を照射する際の照射位置を連続的に変更できる点において、第2実施形態の測定装置400と異なる。対象領域からの反射光の輝度値を測定する点、および測定された輝度値を利用して巻き角度を算出する点は、測定装置400と同じである。
図17は、第3実施形態における繊維巻き付け処理の手順を示すフローチャートである。第3実施形態の繊維巻き付け処理は、ステップS110に代えてステップS110bを実行する点と、ステップS115に代えてステップS115bを実行する点において、図4に示す第1実施形態における繊維巻き付け処理と異なる。第3実施形態における繊維巻き付け処理のその他の手順は、第1実施形態における繊維巻き付け処理と同じであるので、同一の手順には同一の符号を付し、その詳細な説明を省略する。
D1.装置構成:
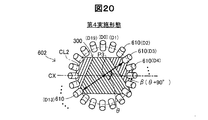
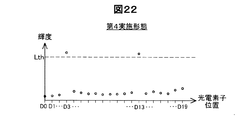
図19は、第4実施形態の測定装置の概略構成を示す説明図である。図19では、図1と同様に、第4実施形態の測定装置600に加えて、製造途中のタンク300が描かれている。第4実施形態の測定装置600は、外観的な構成は、図11に示す第2実施形態の測定装置400に類似している。しかしながら、測定装置600の構成は、概略的に説明すると、第2実施形態の測定装置400における光の照射側の構成と受光側の構成とを逆にした構成といえる。
図21は、第4実施形態における繊維巻き付け処理の手順を示すフローチャートである。第4実施形態における繊維巻き付け処理は、ステップS110に代えてステップS110cを実行する点と、ステップS115に代えてステップS115cを実行する点において、図4に示す第1実施形態における繊維巻き付け処理と異なる。第4実施形態における繊維巻き付け処理のその他の手順は、第1実施形態における繊維巻き付け処理と同じであるので、同一の手順には同一の符号を付し、その詳細な説明を省略する。
E1.変形例1:
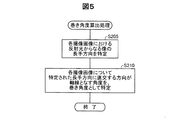
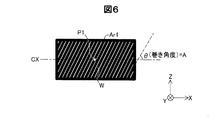
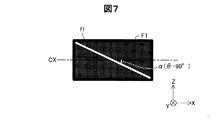
第1実施形態では、図5に示すように、まず、撮像画像における反射光からなる画像の長手方向を特定し、続いて、特定された長手方向と軸線CXとの間の角度を巻き角度として特定していたが、本発明はこれに限定されない。まず、各撮像画像における反射光からなる画像の長手方向と軸線CXとの間の角度を求め、続いて、かかる角度から90°を差し引くことで巻き角度を特定してもよい。かかる構成においても、第1実施形態と同様な効果を奏する。
各実施形態では、ヘリカル巻きによるカーボン繊維Wの巻き角度を算出していたが、フープ巻きによるカーボン繊維Wの巻き角度を算出してもよい。
第1実施形態では、反射光撮像部200を軸線CXと平行に走査させていたが、本発明はこれに限定されない。ライナ301を軸線CXに沿って移動可能な構成とし、反射光撮像部200に代えて、または、反射光撮像部200に加えてライナ301を軸線CXに沿って走査させてもよい。また、反射光撮像部200のみならず、制御装置100も走査させてもよい。すなわち、一般には、ライナ301と反射光撮像部200とのうちの少なくとも一方を移動させることにより、反射光撮像部200をライナ301に対して相対移動させて所定測定位置(対象領域)を切り替えることが可能な走査部を、本発明の測定装置に用いてもよい。また、第2〜4実施形態においても同様に、ライナ301を軸線CXに沿って移動可能な構成とし、ライナ301を軸線CXに沿って走査させてもよい。なお、上述した実施形態および変形例とは異なり、反射光撮像部200(第1実施形態)、光源部402および受光部404(第2実施形態)、光源部502および受光部404(第3実施形態)、レーザ光源620および受光部602(第4実施形態)を、それぞれ走査させなくてもよい。これらの構成においても、1つの所定測定位置において、巻き角度を精度良く特定することができる。
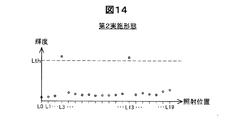
第2実施形態において、合計20個のレーザ光源420のうち、任意の位置で連続する合計10個のレーザ光源420を省略してもよい。図14に示すように、測定される輝度値が閾値Lthよりも大きくなる照射位置は、互いに180°だけずれた2箇所となる。これらのうち一方の照射位置が分かれば、カーボン繊維Wの巻き角度は特定できるので、任意の位置で連続する合計10個のレーザ光源420を省略しても、巻き角度を特定できる。同様な理由から、第4実施形態においても、任意の位置で連続する合計10個の光電素子610を省略してもよい。なお、第2実施形態において、上述した連続する合計10個のレーザ光源420に加えて、予定されている巻き角度から大きくずれた角度に対応するレーザ光源420も省略してもよい。同様に、第4実施形態においても、連続する合計10個の光電素子610に加えて、予定されている巻き角度から大きくずれた角度に対応する光電素子610を省略してもよい。これらの変形例の構成によれば、光源部402および受光部602を小型化でき、また、測定装置400,600の製造コストを低く抑えることができる。
第2および第3実施形態において、受光部404に代えて、第1実施形態と同様に撮像装置240を配置し、撮像画像を得てもよい。また、この場合、第1実施形態と同様に、得られた画像における反射光からなる像に基づき、カーボン繊維Wの巻き角度を特定してもよい。
第3実施形態において、スリット512は、1つであったが、2つであってもよい。この構成では、2つのスリットを互いに180°ずれて配置することが好ましい。この構成においても、第3実施形態と同様に、対象領域におけるカーボン繊維Wの巻き角度を精度良く特定できる。加えて、所定測定位置(対象領域)に照射する光の量を増加させることができるので、アンプ装置430を省略したり、アンプ装置430としてゲインが小さく安価なアンプ装置430を用いたりできる。このため、測定装置500の製造コストを低く抑えることができる。
第2実施形態では、複数のレーザ光源420を環状に配置して用いていたが、本発明はこれに限定されない。例えば、単一のレーザ光源420を、第3実施形態の遮光リング510と同様に回転駆動させてもよい。この構成においても、レーザ光源420からの光の照射方向を連続的に変化でき、巻き角度をより精度良く算出できる。また、第4実施形態では、複数の光電素子610を環状に配置して用いていたが、本発明はこれに限定されない。例えば、単一の光電素子610を、第3実施形態の遮光リング510と同様に回転駆動させてもよい。この構成においても、レーザ光源620からの光の反射光を、連続的に変化する複数の位置において受光でき、巻き角度をより精度良く算出できる。また、第1、第2、および第4実施形態においてレーザ光源210,420,620を、LED等の他の光源に置き換えてもよい。
各実施形態では、巻き角度と共に繊維帯部の幅も併せて算出していたが、繊維帯部の幅の算出を省略してもよい。また、各実施形態において、算出された巻き角度は、完成後のタンク300の品質の良否判定に用いられていたが、本初はこれに限定されない。例えば、各所定測定位置に対して予め許容可能な巻き角度の範囲を設定しておき、繊維巻き付け処理で算出された巻き角度がかかる範囲から外れた場合に、制御装置100,100aのディスプレイにアラームを表示させてもよい。また、かかるアラームの表示と共に、ヘリカル巻きを停止させてもよい。このようにすることで、低い品質のタンク300の製造を停止でき、カーボン繊維Wが無駄に使用されることを抑制できる。なお、繊維帯部の幅についても同様に、予め許容可能な幅の範囲を設定しておき、アラームを表示させたり、ヘリカル巻きを停止させてもよい。
第1実施形態において、巻き角度とは、ライナ301の軸線CXを含む仮想平面であって巻き角度の測定対象となる対象領域と略平行な仮想平面にカーボン繊維Wを投影した場合の射影と、軸線CXとの間の角度であったが、本発明はこれに限定されない。例えば、上述の射影と、軸線CX上においてライナ301の長手方向(X軸方向)の中央位置を通ってZ軸と平行な方向との間の角度であってもよい。すなわち、一般には、軸線CX、および軸線CX上においてライナ301の長手方向(X軸方向)の中央位置を通ってZ軸と平行な方向といった、ライナ301における基準方向として設定し得る任意の方向と、上述の射影との間の角度としてもよい。また、このような構成においては、ステップS210において、撮像画像における反射光からなる画像の長手方向に直交する方向がライナ301の基準方向となす角度を、巻き角度として特定してもよい。同様に、第2ないし第4実施形態において巻き角度を特定する際にも、軸線CXに限らず、ライナ301における任意の基準方向を用いてもよい。
第1,2,4実施形態では、直径がカーボン繊維Wの直径の1/10程度のレーザ光を利用してカーボン繊維Wの巻き角度を測定していたが、本発明はこれに限定されない。例えば、直径が各単繊維の直径よりも若干大きい程度のレーザ光を利用することにより、単繊維毎の巻き角度を測定できる。この構成においては、単繊維は、請求項におけるカーボン繊維の下位概念に相当する。
各実施形態では、巻き角度を特定(算出)していたが、巻き角度の特定に代えて、カーボン繊維Wの方向(巻き付け方向)を特定してもよい。ここで「巻き付け方向」とは、或る基準の方向との間の角度として特定される方向に限らず、例えば、「+X方向かつ+Z方向」、「−X方向かつ+Z方向」といった、大まかな方向を含む広い意味を有する。例えば、第1実施形態では、ステップS110で得られた撮像画像から帯状の形状を抽出し、かかる形状と予め用意しておいたモデル(帯状の形状のモデル)とマッチング(形状比較)を行う。このモデルには、予めカーボン繊維Wの巻き付け方向が対応付けられており、上述のマッチングの結果、最も類似するモデルに対応付けられている巻き付け方向から、実際のカーボン繊維Wの大まかな巻き付け方向を特定(推定)する、といった方法を採用してもよい。
各実施形態では、測定装置10,400,500,600は、いずれもタンク用のライナ301へのカーボン繊維Wの巻き付け角度を測定していたが、タンク用のライナ301に限らず、例えば、自動車や航空機等の部品用のライナなど、任意の基材へのカーボン繊維Wの巻き付け角度を測定してもよい。
上記各実施形態においてソフトウェアによって実現されていた構成の一部をハードウェアに置き換えるようにしてもよく、逆に、ハードウェアによって実現されていた構成の一部をソフトウェアに置き換えるようにしてもよい。また、本発明の機能の一部または全部がソフトウェアで実現される場合には、そのソフトウェア(コンピュータープログラム)は、コンピューター読み取り可能な記録媒体に格納された形で提供することができる。「コンピューター読み取り可能な記録媒体」とは、フレキシブルディスクやCD−ROMのような携帯型の記録媒体に限らず、各種のRAMやROM等のコンピューター内の内部記憶装置や、ハードディスク等のコンピューターに固定されている外部記憶装置も含んでいる。すなわち、「コンピューター読み取り可能な記録媒体」とは、データを一時的ではなく固定可能な任意の記録媒体を含む広い意味を有している。
100…制御装置
100a…制御装置
101…走査制御部
102…照明制御部
103…巻き角度算出部
104…幅算出部
105…受光量計測部
110…算出制御部
200…反射光撮像部
210…レーザ光源
220…拡散板
230…集光レンズ群
240…撮像装置
280…走査部
282…ベース部
284…走査駆動部
286…レール
300…タンク
301…ライナ
302…円筒部
303…ドーム部
310…口金部
390…ボビン
400…測定装置
402…光源部
404…受光部
406…筐体
420…レーザ光源
430…アンプ装置
450…照明制御部
500…測定装置
502…光源部
506…筐体
508…拡散板
510…遮光リング
512…スリット
520…照明装置
525…回転駆動部
551…点灯制御部
552…回転制御部
600…測定装置
602…受光部
606…筐体
610…光電素子
620…レーザ光源
640…レーザ光源制御部
650…アンプ装置
Ar1…領域
Ar2…領域
C1…光軸
CL1…円
CL2…円
CX…軸線
D0〜D19…受光位置
F1〜F7…撮像画像
L0〜L19…照射位置
Lg…長さ
Ls…レーザ光
Lth…閾値
P1〜P7…所定測定位置
Rs…反射光
W…カーボン繊維
Wd…幅
f1…像
Claims (11)
- 基材に巻かれているカーボン繊維の前記基材に対する巻き角度を測定する測定装置であって、
前記巻き角度の測定対象となる前記基材上の対象領域に光を照射する光源と、
前記対象領域からの反射光の直線的な透過を抑制しつつ前記反射光からなる像を形成する拡散板と、
前記拡散板により形成された前記像を撮像して撮像画像を得る撮像装置と、
前記撮像画像において前記反射光からなる像の長手方向と直交する方向が前記基材における基準方向となす角度を、前記巻き角度として算出する巻き角度算出部と、
を備える、測定装置。 - 基材に巻かれているカーボン繊維の前記基材に対する巻き角度を測定する測定装置であって、
前記巻き角度の測定対象となる前記基材上の対象領域を所定距離だけ離れて囲む複数の位置から、前記対象領域に光を順次照射する光源部と、
前記対象領域からの反射光を受けて前記反射光の光量を測定する受光部と、
測定された前記光量が所定値以上である前記反射光に対応する前記光源部からの照射光の照射方向と前記対象領域上において直交する方向が前記基材における基準方向となす角度を、前記巻き角度として算出する巻き角度算出部と、
を備える、測定装置。 - 請求項2に記載の測定装置において、
前記光源部は、
前記複数の位置にそれぞれ配置された複数の光源と、
前記複数の光源から前記対象領域に光を順次照射させる照明制御部と、
を有する、測定装置。 - 請求項2に記載の測定装置において、
前記光源部は、
前記対象領域を前記所定距離だけ離れて囲む任意の位置から前記対象領域に光を照射可能な光源と、
前記光源と前記対象領域との間において前記光源に沿って回転可能に配置され、スリットが形成された円筒状の遮光部と、
前記スリットの位置が前記複数の位置に対応する位置となるように、前記遮光部の回転を制御する回転制御部と、
を有する、測定装置。 - 基材に巻かれているカーボン繊維の前記基材に対する巻き角度を測定する測定装置であって、
前記巻き角度の測定対象となる前記基材上の対象領域に光を照射する光源と、
前記対象領域を所定距離だけ離れて囲む複数の位置において、前記対象領域からの反射光を受けて前記反射光の光量を測定する受光部と、
測定された前記光量が所定値以上である前記反射光の方向と前記対象領域上において直交する方向が前記基材における基準方向となす角度を、前記巻き角度として算出する巻き角度算出部と、
を備える、測定装置。 - 請求項5に記載の測定装置において、
前記受光部は、
前記複数の位置にそれぞれ配置された複数の光電素子と、
前記複数の光電素子が出力する電流の大きさから前記光量を特定する受光量計測部と、
を備える、測定装置。 - 請求項1から請求項6までのいずれか一項に記載の測定装置において、さらに、
前記基材と前記測定装置とのうちの少なくとも一方を移動させることにより、前記測定装置を前記基材に対して相対移動させて、前記対象領域を切り替える走査部と、
前記相対移動の方向に沿って並び、算出された前記巻き角度が互いに一致する複数の前記対象領域の両端間の距離と、前記巻き角度と、を用いて、単一の巻き角度で前記カーボン繊維が巻かれた領域の幅を算出する幅算出部と、
を備える、測定装置。 - 請求項1から請求項7までのいずれか一項に記載の測定装置において、
前記基材は、タンク用のライナである、測定装置。 - 基材に巻かれているカーボン繊維の前記基材に対する巻き角度を測定する方法であって、
前記巻き角度の測定対象となる前記基材上の対象領域に光を照射する工程と、
拡散板を用いて、前記対象領域からの反射光からなる像を形成する工程と、
前記拡散板により形成された前記像を撮像して撮像画像を得る工程と、
前記撮像画像において前記反射光からなる像の長手方向と直交する方向が前記基材における基準方向となす角度を、前記巻き角度として算出する工程と、
を備える、巻き角度の測定方法。 - 基材に巻かれているカーボン繊維の前記基材に対する巻き角度を測定する方法であって、
前記巻き角度の測定対象となる前記基材上の対象領域を所定距離だけ離れて囲む複数の位置から、前記対象領域に光を順次照射する工程と、
前記対象領域からの反射光を受けて前記反射光の光量を測定する工程と、
測定された前記光量が所定値以上である前記反射光に対応する照射光の照射方向と前記対象領域上において直交する方向が前記基材における基準方向となす角度を、前記巻き角度として算出する工程と、
を備える、巻き角度の測定方法。 - 基材に巻かれているカーボン繊維の前記基材に対する巻き角度を測定する方法であって、
前記巻き角度の測定対象となる前記基材上の対象領域に光を照射する工程と、
前記対象領域を所定距離だけ離れて囲む複数の位置において、前記対象領域からの反射光を受けて前記反射光の光量を測定する工程と、
測定された前記光量が所定値以上である前記反射光の方向と前記対象領域上において直交する方向が前記基材における基準方向となす角度を、前記巻き角度として算出する工程と、
を備える、巻き角度の測定方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016079543A JP6406304B2 (ja) | 2016-04-12 | 2016-04-12 | 基材に巻かれているカーボン繊維の基材に対する巻き角度を測定する測定装置およびその巻き角度の測定方法 |
| US15/474,112 US10415961B2 (en) | 2016-04-12 | 2017-03-30 | Apparatus for measuring winding angle of carbon fiber wound on base material with respect to base material and method of measuring winding angle |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016079543A JP6406304B2 (ja) | 2016-04-12 | 2016-04-12 | 基材に巻かれているカーボン繊維の基材に対する巻き角度を測定する測定装置およびその巻き角度の測定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017190976A true JP2017190976A (ja) | 2017-10-19 |
| JP6406304B2 JP6406304B2 (ja) | 2018-10-17 |
Family
ID=59998067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016079543A Expired - Fee Related JP6406304B2 (ja) | 2016-04-12 | 2016-04-12 | 基材に巻かれているカーボン繊維の基材に対する巻き角度を測定する測定装置およびその巻き角度の測定方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US10415961B2 (ja) |
| JP (1) | JP6406304B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020094886A (ja) * | 2018-12-12 | 2020-06-18 | トヨタ自動車株式会社 | 位置検出方法及び位置検出装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108050961A (zh) * | 2017-12-29 | 2018-05-18 | 长春设备工艺研究所 | 一种光纤缠绕中的滞后角精密检测方法 |
| CN110149463A (zh) * | 2019-04-22 | 2019-08-20 | 上海大学 | 一种携带转站测量靶物的手持式线结构光相机 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1484418A (en) * | 1974-05-06 | 1977-09-01 | Sick Optik Elektronik Erwin | Method of measuring the pitch of twisted thread |
| GB1494264A (en) * | 1974-09-12 | 1977-12-07 | Sick Optik Elektronik Erwin | Method of and apparatus for measuring the pitch angle of yarns provided with a twist |
| EP0514989A1 (en) * | 1991-05-21 | 1992-11-25 | SKF Industrial Trading & Development Co, B.V. | Method for determining the direction of a groove cut in the surface of an object |
| US5210594A (en) * | 1990-02-06 | 1993-05-11 | Passap Knitting Machines Inc. | Process and device for measuring the twist of a textile yarn |
| JPH07229708A (ja) * | 1994-02-15 | 1995-08-29 | Kirin Techno Syst:Kk | 貼附物の位置検査装置 |
| JPH11269790A (ja) * | 1998-03-20 | 1999-10-05 | Yokogawa Electric Corp | 繊維配向計 |
| JP2009046206A (ja) * | 2007-08-13 | 2009-03-05 | Fujifilm Corp | ワイヤー巻回方法及びワイヤー巻回機 |
| JP2014233852A (ja) * | 2013-05-31 | 2014-12-15 | トヨタ自動車株式会社 | フィラメントワインディング方法、システム |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19836071A1 (de) * | 1998-08-10 | 2000-02-17 | Schlafhorst & Co W | Verfahren zur Erkennung von Fadenresten auf Spinnkopshülsen |
| US6149856A (en) * | 1998-11-13 | 2000-11-21 | Anvik Corporation | Ultraviolet-based, large-area scanning system for photothermal processing of composite structures |
| DE102004053735A1 (de) * | 2004-11-06 | 2006-05-11 | Saurer Gmbh & Co. Kg | Garnsensor |
| JP6183875B2 (ja) | 2012-02-09 | 2017-08-23 | 東レ株式会社 | 多孔質炭素繊維シート状物の検査方法および検査装置 |
| JP5417554B1 (ja) * | 2012-03-30 | 2014-02-19 | 三菱レイヨン株式会社 | ロッドレンズアレイおよびそれを用いたイメージセンサヘッド |
| US9404733B2 (en) * | 2012-05-11 | 2016-08-02 | Panasonic Intellectual Property Management Co., Ltd. | Winding device, winding method, inspection device and structure manufacturing method |
| US20140009599A1 (en) * | 2012-07-03 | 2014-01-09 | Applied Nanostructure Solutions, Llc. | Methods and systems for monitoring the growth of carbon nanostructures on a substrate |
| FR2995555B1 (fr) * | 2012-09-17 | 2017-11-24 | Snecma | Machine d'enroulement d'une texture fibreuse permettant un controle d'alignement et de decadrage par analyse d'image |
| KR101677407B1 (ko) * | 2012-10-23 | 2016-11-17 | 도요타 지도샤(주) | 후프 감기 장치, 필라멘트 와인딩 장치, 및 탱크의 제조 방법 |
| FR3005042B1 (fr) * | 2013-04-26 | 2016-01-01 | Snecma | Machine a tisser ou enrouler une texture fibreuse permettant un controle d'anomalies par analyse d'images |
| US9671465B2 (en) * | 2013-07-12 | 2017-06-06 | Linear Technology Corporation | Detecting faults in hot-swap applications |
| JP6244843B2 (ja) | 2013-11-14 | 2017-12-13 | 三菱ケミカル株式会社 | 繊維束の監視方法、この監視方法を用いた監視装置及び、この監視方法または監視装置を用いた繊維束の製造方法 |
| JP2015107574A (ja) * | 2013-12-04 | 2015-06-11 | トヨタ自動車株式会社 | タンクの製造方法及びタンクの製造装置 |
| JP6194909B2 (ja) * | 2015-03-10 | 2017-09-13 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
-
2016
- 2016-04-12 JP JP2016079543A patent/JP6406304B2/ja not_active Expired - Fee Related
-
2017
- 2017-03-30 US US15/474,112 patent/US10415961B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1484418A (en) * | 1974-05-06 | 1977-09-01 | Sick Optik Elektronik Erwin | Method of measuring the pitch of twisted thread |
| GB1494264A (en) * | 1974-09-12 | 1977-12-07 | Sick Optik Elektronik Erwin | Method of and apparatus for measuring the pitch angle of yarns provided with a twist |
| US5210594A (en) * | 1990-02-06 | 1993-05-11 | Passap Knitting Machines Inc. | Process and device for measuring the twist of a textile yarn |
| EP0514989A1 (en) * | 1991-05-21 | 1992-11-25 | SKF Industrial Trading & Development Co, B.V. | Method for determining the direction of a groove cut in the surface of an object |
| JPH07229708A (ja) * | 1994-02-15 | 1995-08-29 | Kirin Techno Syst:Kk | 貼附物の位置検査装置 |
| JPH11269790A (ja) * | 1998-03-20 | 1999-10-05 | Yokogawa Electric Corp | 繊維配向計 |
| JP2009046206A (ja) * | 2007-08-13 | 2009-03-05 | Fujifilm Corp | ワイヤー巻回方法及びワイヤー巻回機 |
| JP2014233852A (ja) * | 2013-05-31 | 2014-12-15 | トヨタ自動車株式会社 | フィラメントワインディング方法、システム |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020094886A (ja) * | 2018-12-12 | 2020-06-18 | トヨタ自動車株式会社 | 位置検出方法及び位置検出装置 |
| JP7119970B2 (ja) | 2018-12-12 | 2022-08-17 | トヨタ自動車株式会社 | 位置検出方法及び位置検出装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6406304B2 (ja) | 2018-10-17 |
| US10415961B2 (en) | 2019-09-17 |
| US20170292834A1 (en) | 2017-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3516328B1 (en) | Non-contact coordinate measuring machine using hybrid cyclic binary code structured light | |
| JP6406304B2 (ja) | 基材に巻かれているカーボン繊維の基材に対する巻き角度を測定する測定装置およびその巻き角度の測定方法 | |
| CN102822656B (zh) | 偏心量测量方法 | |
| JP6848385B2 (ja) | 三次元形状計測装置 | |
| JP2015505950A (ja) | 形状測定装置、構造物製造システム、形状測定方法、構造物の製造方法、形状測定プログラム及び一時的でないコンピュータ読取り媒体 | |
| JP2017528342A (ja) | マシンビジョン支援型付加製作のシステムおよび方法 | |
| CN110243282B (zh) | 干涉测量光学装置 | |
| JP6644282B2 (ja) | 測定装置、及び測定方法 | |
| JP6748803B2 (ja) | タンク内溶接痕検査用光切断装置 | |
| JP2016000421A (ja) | レーザ加工用システムおよびレーザ加工方法 | |
| JP5555049B2 (ja) | タイヤ検査装置 | |
| JP5920593B2 (ja) | X線回折測定システム | |
| JP2018165040A (ja) | ヘリカル巻カーボン繊維バンド幅の計測方法 | |
| KR20190044107A (ko) | 하전 입자빔 장치 및 광학식 검사 장치 | |
| JP2008039750A (ja) | 高さ測定装置 | |
| JP6772110B2 (ja) | 検査装置 | |
| JP2010107355A (ja) | 光学フィルタ調整方法およびムラ検査装置 | |
| JP2019188753A (ja) | 高圧タンクの製造方法 | |
| JP2007256076A (ja) | 多層透明体の検査装置および方法 | |
| JP2013015490A (ja) | 測定装置 | |
| JP2017226150A (ja) | タンク用のライナに巻き付けられた繊維束の端部位置の検出方法 | |
| JP5222505B2 (ja) | 微小物体の光学的計測装置 | |
| JP7087283B2 (ja) | 計測装置および計測方法 | |
| KR20210021487A (ko) | 모션 인코더 | |
| JP5263182B2 (ja) | 光学的情報読取装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170721 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180522 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180821 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180903 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6406304 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |