JP2017191536A - フィードバック制御における出力値の制御を行う数値制御装置 - Google Patents
フィードバック制御における出力値の制御を行う数値制御装置 Download PDFInfo
- Publication number
- JP2017191536A JP2017191536A JP2016081690A JP2016081690A JP2017191536A JP 2017191536 A JP2017191536 A JP 2017191536A JP 2016081690 A JP2016081690 A JP 2016081690A JP 2016081690 A JP2016081690 A JP 2016081690A JP 2017191536 A JP2017191536 A JP 2017191536A
- Authority
- JP
- Japan
- Prior art keywords
- value
- override
- spindle
- feedback control
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/416—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control of velocity, acceleration or deceleration
- G05B19/4166—Controlling feed or in-feed
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/19—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path
- G05B19/27—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an absolute digital measuring device
- G05B19/31—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an absolute digital measuring device for continuous-path control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/12—Adaptive control, i.e. adjusting itself to have a performance which is optimum according to a preassigned criterion
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/34—Director, elements to supervisory
- G05B2219/34432—Speed and current control integrated into nc control system
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/42—Servomotor, servo controller kind till VSS
- G05B2219/42073—Position and speed feedback, speed derived from position reference
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/43—Speed, acceleration, deceleration control ADC
- G05B2219/43158—Feedrate override
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Mechanical Engineering (AREA)
- Numerical Control (AREA)
- Automatic Control Of Machine Tools (AREA)
- Feedback Control In General (AREA)
Abstract
【解決手段】本発明の数値制御装置1は、プログラム指令を解析して軸の移動を指令する指令データを生成する指令プログラム解析部10と、前記主軸負荷値が一定となるように前記指令データによる前記軸の送り速度または送り速度に対するオーバライドをフィードバック制御により演算する速度演算処理を開始する速度演算部11と、を備え、速度演算部11は、演算したオーバライドと異なるオーバライドを出力する際にフィードバック制御のフィードバック値と目標値との偏差の解消を目的とした特徴量を、出力されるオーバライドから逆算された値へ更新する、ことを特徴とする。
【選択図】図1
Description
PID制御による出力は一般に数1式で算出することができる。
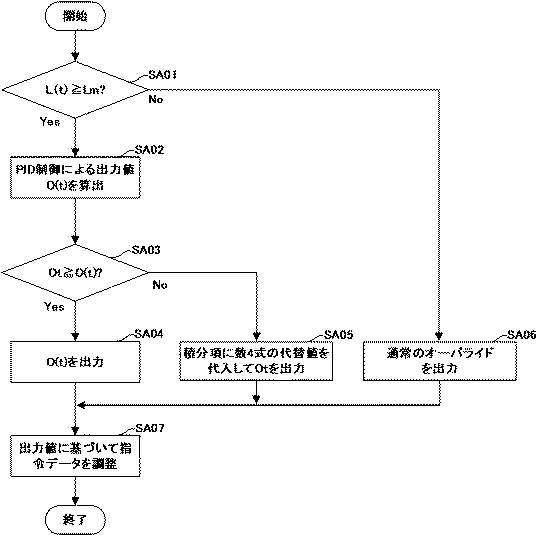
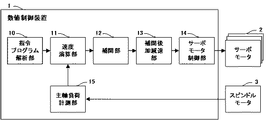
図1は、本発明の一実施形態による数値制御装置の機能ブロック図を示している。本実施形態による数値制御装置1は、指令プログラム解析部10、速度演算部11、補間部12、補間後加減速部13、サーボモータ制御部14、主軸負荷計測部15を備える。
指令プログラム解析部10は、図示しないメモリに記憶されるプログラム等から制御対象となる機械の動作を指令するブロックを逐次読み出して解析し、解析結果に基づいてサーボモータ2により駆動する軸の移動を指令する指令データを作成し、作成した該指令データを速度演算部11へと出力する。
補間後加減速部13は、補間部12から入力された補間データに基づいて補間周期毎の各軸の速度を算出し、結果データをサーボモータ制御部14へと出力する。
そして、サーボモータ制御部14は、補間後加減速部13の出力に基づいて制御対象となる機械の軸を駆動するサーボモータ2を制御する。
なお、図1ではスピンドルモータ制御回路及びスピンドルモータ用アンプ等は省略してある。
●拡張)積分項は、任意の時刻に任意の値を代入できるものとし、そのような積分項を下端を省略した不定積分で表記する。
●[ステップSA01]速度演算部11は、主軸負荷計測部15により測定されるスピンドルモータ3の現在の主軸負荷値L(t)が、あらかじめ設定された本実施形態の制御方法が有効となる主軸負荷値Lm以上であるか否かを判定する。主軸負荷値Lm以上である場合にはステップSA02へと処理を移行し、そうでない場合にはステップSA06へと処理を移行する。
●[ステップSA03]速度演算部11は、ステップSA02のPID制御により算出された出力値O(t)が予め決められた出力値の上限値であるOt以下であるか否かを判定する。Ot以下である場合にはステップSA04へと処理を移行し、Otを上回る場合にはステップSA05へと処理を移行する。
●[ステップSA04]速度演算部11は、ステップSA02で算出したO(t)を出力値とする。
●[ステップSA05]速度演算部11は、積分項に数4式の代替値を代入しOtを出力値とする。
●[ステップSA06]速度演算部11は、通常のオーバライドを出力する。
●[ステップSA07]速度演算部11は、算出された出力値に基づいて指令データを調整して補間部12へと出力し、今回の制御周期における処理を終了する。
例えば、上記した実施形態ではPID制御を用いたフィードバック制御に本発明を適用した場合を説明しており、PID制御の場合には積分項がフィードバック制御における制御周期を跨いだ和や積などで表される「フィードバック値と目標値との偏差の解消を目的とした特徴量」に該当しているので、積分項に対して代替値を代入するものとして説明しているが、他の制御方法に適用する場合には「フィードバック値と目標値との偏差の解消を目的とした特徴量」に該当する部分に対して出力値から逆算される代替値を代入するように構成すればよい。
2 サーボモータ
3 スピンドルモータ
10 指令プログラム解析部
11 速度演算部
12 補間部
13 補間後加減速部
14 サーボモータ制御部
15 主軸負荷計測部
Claims (1)
- プログラム指令に基づいて主軸と該主軸を駆動する軸とを備えた機械を制御する際に前記主軸の主軸負荷値が一定となるように前記軸の移動速度を制御するフィードバック制御を行う数値制御装置において、
前記プログラム指令を解析して前記軸の移動を指令する指令データを生成する指令プログラム解析部と、
前記主軸負荷値が一定となるように前記指令データによる前記軸の送り速度または送り速度に対するオーバライドをフィードバック制御により演算する速度演算処理を開始する速度演算部と、
を備え、
前記速度演算部は、演算した前記オーバライドと異なるオーバライドを出力する際にフィードバック制御で用いられる式のフィードバック値と目標値との偏差の解消を目的とした特徴量を、出力されるオーバライドから逆算された値で更新する、
ことを特徴とする数値制御装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016081690A JP6514141B2 (ja) | 2016-04-15 | 2016-04-15 | フィードバック制御における出力値の制御を行う数値制御装置 |
| DE102017003649.7A DE102017003649B4 (de) | 2016-04-15 | 2017-04-13 | Numerische Steuereinheit |
| CN201710244859.0A CN107300893B (zh) | 2016-04-15 | 2017-04-14 | 数值控制装置 |
| US15/487,878 US10261492B2 (en) | 2016-04-15 | 2017-04-14 | Numerical controller that controls an output value in feedback control |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016081690A JP6514141B2 (ja) | 2016-04-15 | 2016-04-15 | フィードバック制御における出力値の制御を行う数値制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017191536A true JP2017191536A (ja) | 2017-10-19 |
| JP6514141B2 JP6514141B2 (ja) | 2019-05-15 |
Family
ID=59981014
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016081690A Active JP6514141B2 (ja) | 2016-04-15 | 2016-04-15 | フィードバック制御における出力値の制御を行う数値制御装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10261492B2 (ja) |
| JP (1) | JP6514141B2 (ja) |
| CN (1) | CN107300893B (ja) |
| DE (1) | DE102017003649B4 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018002425A1 (de) | 2017-03-31 | 2018-10-31 | Fanuc Corporation | Numerische Regelungsvorrichtung |
| DE112021001850T5 (de) | 2020-03-25 | 2023-01-26 | Fanuc Corporation | Steuervorrichtung |
| JP2025019776A (ja) * | 2023-07-28 | 2025-02-07 | ヤマザキマザック株式会社 | ワークの加工方法、プログラム、及び、工作機械 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6787950B2 (ja) | 2018-06-04 | 2020-11-18 | ファナック株式会社 | 数値制御装置 |
| JP6940474B2 (ja) * | 2018-12-05 | 2021-09-29 | ファナック株式会社 | 工作機械 |
| US11095661B2 (en) | 2019-05-29 | 2021-08-17 | Cisco Technology, Inc. | Enforcing data sovereignty policies in a cloud environment |
| DE112022000464T5 (de) * | 2021-03-02 | 2023-10-05 | Fanuc Corporation | Numerische steuerung und computerlesbares speichermedium |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03161240A (ja) * | 1989-11-20 | 1991-07-11 | Mitsubishi Motors Corp | Nc切削装置 |
| JP2006518674A (ja) * | 2003-02-25 | 2006-08-17 | ゼネラル・エレクトリック・カンパニイ | オンデマンド適応制御系 |
| JP2012032869A (ja) * | 2010-07-28 | 2012-02-16 | Okouchi Kinzoku Co Ltd | 円盤刃物送り制御方法,装置およびそれを用いた切断装置 |
| US20160026170A1 (en) * | 2014-07-25 | 2016-01-28 | Fanuc Corporation | Numerical controller having suppressor that suppresses variation in velocity due to abrupt change in positional deviation |
| JP2017097701A (ja) * | 2015-11-26 | 2017-06-01 | ファナック株式会社 | 主軸負荷により送り速度を制御する数値制御装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3665493A (en) * | 1970-03-30 | 1972-05-23 | Bendix Corp | Adaptive numerical control system for a machine tool |
| US6859680B2 (en) * | 2002-03-01 | 2005-02-22 | Toshiba Kikai Kabushiki Kaisha | Numerical controlling unit having tool-breakage detecting function |
| US7508152B2 (en) | 2005-08-29 | 2009-03-24 | The Boeing Company | Apparatus for machine tool feedrate override using limiting parameters corresponding to actual spindle speed |
| JP2008225533A (ja) * | 2007-03-08 | 2008-09-25 | Fanuc Ltd | サーボ制御装置 |
| US20100030366A1 (en) * | 2008-07-30 | 2010-02-04 | Jerry Gene Scherer | Method, system, and apparatus for on-demand integrated adaptive control of machining operations |
| JP4620148B2 (ja) * | 2008-10-15 | 2011-01-26 | ファナック株式会社 | サーボモータ制御装置 |
| JP5863919B1 (ja) * | 2014-09-30 | 2016-02-17 | ファナック株式会社 | 工作機械の制御装置 |
-
2016
- 2016-04-15 JP JP2016081690A patent/JP6514141B2/ja active Active
-
2017
- 2017-04-13 DE DE102017003649.7A patent/DE102017003649B4/de active Active
- 2017-04-14 CN CN201710244859.0A patent/CN107300893B/zh active Active
- 2017-04-14 US US15/487,878 patent/US10261492B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03161240A (ja) * | 1989-11-20 | 1991-07-11 | Mitsubishi Motors Corp | Nc切削装置 |
| JP2006518674A (ja) * | 2003-02-25 | 2006-08-17 | ゼネラル・エレクトリック・カンパニイ | オンデマンド適応制御系 |
| JP2012032869A (ja) * | 2010-07-28 | 2012-02-16 | Okouchi Kinzoku Co Ltd | 円盤刃物送り制御方法,装置およびそれを用いた切断装置 |
| US20160026170A1 (en) * | 2014-07-25 | 2016-01-28 | Fanuc Corporation | Numerical controller having suppressor that suppresses variation in velocity due to abrupt change in positional deviation |
| JP2017097701A (ja) * | 2015-11-26 | 2017-06-01 | ファナック株式会社 | 主軸負荷により送り速度を制御する数値制御装置 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018002425A1 (de) | 2017-03-31 | 2018-10-31 | Fanuc Corporation | Numerische Regelungsvorrichtung |
| JP2018173735A (ja) * | 2017-03-31 | 2018-11-08 | ファナック株式会社 | 数値制御装置 |
| US10649434B2 (en) | 2017-03-31 | 2020-05-12 | Fanuc Corporation | Numerical controller |
| DE102018002425B4 (de) | 2017-03-31 | 2023-05-11 | Fanuc Corporation | Numerische Regelungsvorrichtung |
| DE112021001850T5 (de) | 2020-03-25 | 2023-01-26 | Fanuc Corporation | Steuervorrichtung |
| DE112021001850B4 (de) * | 2020-03-25 | 2025-03-06 | Fanuc Corporation | Steuervorrichtung |
| US12259703B2 (en) | 2020-03-25 | 2025-03-25 | Fanuc Corporation | Control device |
| JP2025019776A (ja) * | 2023-07-28 | 2025-02-07 | ヤマザキマザック株式会社 | ワークの加工方法、プログラム、及び、工作機械 |
| JP7686358B2 (ja) | 2023-07-28 | 2025-06-02 | ヤマザキマザック株式会社 | ワークの加工方法、プログラム、及び、工作機械 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170300030A1 (en) | 2017-10-19 |
| DE102017003649A1 (de) | 2017-10-19 |
| US10261492B2 (en) | 2019-04-16 |
| JP6514141B2 (ja) | 2019-05-15 |
| CN107300893B (zh) | 2020-03-31 |
| CN107300893A (zh) | 2017-10-27 |
| DE102017003649B4 (de) | 2022-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017191536A (ja) | フィードバック制御における出力値の制御を行う数値制御装置 | |
| JP6333797B2 (ja) | 主軸負荷により送り速度を制御する数値制御装置 | |
| US9851709B2 (en) | Numerical control device | |
| JP6321583B2 (ja) | 速度変化に対応した3次元干渉チェックを行う数値制御装置 | |
| JP6321611B2 (ja) | アナログ入力電圧入力指令の不感帯で減速停止を行うサーボ制御装置 | |
| JP5715189B2 (ja) | オーバライドの変化時に送り速度を円滑に変更する機能を有する数値制御装置 | |
| JP2017072912A (ja) | 加工エリアの大きさによるパラメータの自動選定機能を有する数値制御装置 | |
| JP2016151951A (ja) | 機械の負荷を低減する数値制御装置 | |
| JP6321605B2 (ja) | 曲率と曲率変化量による速度制御を行う数値制御装置 | |
| JP2018030162A (ja) | レーザ制御装置 | |
| JP6333782B2 (ja) | 同期開始ブロックのショックを解消する機能を有する同期制御装置 | |
| JP6017509B2 (ja) | 運転停止時に送り速度を円滑に変更する数値制御装置 | |
| JP6100816B2 (ja) | 位置偏差過大を抑制する速度制御を行う数値制御装置 | |
| CN103801775B (zh) | 线切割机的控制装置、线切割机和线切割方法 | |
| JP6081954B2 (ja) | 工作機械の反転動作を高速化する数値制御装置 | |
| US11126163B2 (en) | Numerical controller | |
| JP6356658B2 (ja) | プレスの調整が容易な数値制御装置 | |
| JP2016115074A (ja) | 干渉回避位置決め機能を備えた数値制御装置 | |
| CN106707971B (zh) | 数值控制装置 | |
| JP2017049766A (ja) | 位置による最大速度制御機能を具備した数値制御装置 | |
| JP2016134078A (ja) | スカイビング加工指令に基づいて工作機械を制御する数値制御装置 | |
| JP2019025491A (ja) | 数値制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181009 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190411 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6514141 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |