JP2017193319A - エアバッグ - Google Patents
エアバッグ Download PDFInfo
- Publication number
- JP2017193319A JP2017193319A JP2016086550A JP2016086550A JP2017193319A JP 2017193319 A JP2017193319 A JP 2017193319A JP 2016086550 A JP2016086550 A JP 2016086550A JP 2016086550 A JP2016086550 A JP 2016086550A JP 2017193319 A JP2017193319 A JP 2017193319A
- Authority
- JP
- Japan
- Prior art keywords
- region
- tissue
- airbag
- warp
- weft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Air Bags (AREA)
- Woven Fabrics (AREA)
Abstract
Description
しかしながら、折り畳んで収容されたエアバッグは、必要な際には、袋部に展開用ガスを導入して展開する。この展開は極めて短時間で行う必要があるため、極めて高い圧力でエアバッグ内に導入される。そして、エアバッグは、正確な展開のために、この展開用ガスをバッグ内に適度に閉じ込める必要があり、そのための構造が必要である。上記特許文献1及び特許文献2では、この展開用ガスの高い圧力を受け止めるために、閉塞部の構造が工夫されている。
これに対し、昨今、エアバッグとしての安全機能を維持しつつ、軽量且つ低コストで、更に高い耐圧性を有したエアバッグが求められつつある。このような要求を充足することは、上記特許文献1及び特許文献2に示された閉塞部の構造調整だけでは不十分なケースも想定され、従来と全く異なる補強構造が必要とされる。
本発明は上記実情に鑑みてなされたものであり、袋織部の強度を必要に応じて部分的に向上させることができるエアバッグを提供することを目的とする。
[1]請求項1に記載のエアバッグは、離間可能に織られた2層の織物層を有する袋織部と、
前記袋織部の外周に配置され、前記袋織部をなす構成糸が1層に織られた閉塞部と、を有するエアバッグであって、
各々の前記織物層は、第1領域と、前記第1領域とは経糸密度又は緯糸密度が異なる第2領域と、を有することを要旨とする。
[2]請求項2に記載のエアバッグは、請求項1に記載のエアバッグにおいて、前記第2領域をなす組織WS2は、前記第1領域をなす組織WS1と異なり、
前記第2領域は、経糸密度及び緯糸密度のうちの、少なくとも一方が前記第1領域より大きいことを要旨とする。
[3]請求項3に記載のエアバッグは、請求項2に記載のエアバッグにおいて、前記組織WS2は、前記組織WS1より経糸の交絡が少ない組織であり、
前記第2領域の緯糸密度は、前記第1領域の緯糸密度より大きいことを要旨とする。
[4]請求項4に記載のエアバッグは、請求項1に記載のエアバッグにおいて、前記第2領域をなす組織WS2は、前記第1領域をなす組織WS1と異なり、
前記組織WS2は、前記組織WS1より経糸の交絡が少ない組織であるとともに、
前記組織WS2をなす緯糸は、前記組織WS1をなす緯糸よりも繊度が大きいことを要旨とする。
[5]請求項5に記載のエアバッグは、請求項1に記載のエアバッグにおいて、前記第2領域をなす組織WS2は、前記第1領域をなす組織WS1と異なり、
前記組織WS2は、前記組織WS1より緯糸の交絡が少ない組織であるとともに、
前記組織WS2をなす経糸は、前記組織WS1をなす経糸よりも繊度が大きいことを要旨とする。
[6]請求項6に記載のエアバッグは、請求項2乃至5のうちのいずれかに記載のエアバッグにおいて、前記組織WS1は、平織であることを要旨とする。
[7]請求項7に記載のエアバッグは、請求項1乃至6のうちのいずれかに記載のエアバッグにおいて、前記組織WS2は、平織以外の組織であり、
前記第2領域と前記閉塞部との間に平織領域を有することを要旨とする。
[8]請求項8に記載のエアバッグは、請求項1乃至7のうちのいずれかに記載のエアバッグにおいて、前記第2領域は、インフレータから供給される展開用ガスが衝突する箇所に配置されることを要旨とする。
この場合、袋織部の必要な箇所に、第1領域(例えば、通常の領域)よりも、糸密度が大きい第2領域(組織WS2)を形成することとなり、これにより、第2領域(組織WS2)の強度を向上させることができる。即ち、袋織部の強度を必要に応じて第2領域(組織WS2)として、部分的に向上させることができる。
この場合、袋織部の必要な箇所において、第2領域(組織WS2)の経糸の交絡を、第1領域(組織WS1)の経糸の交絡よりも少なく減らすことによって、第2領域(組織WS2)における緯糸の打ち込み本数を多くすることができるようになり、その結果、第2領域(組織WS2)の緯糸密度を、第1領域(組織WS1)の緯糸密度よりも大きくすることができるようになる。これによって、第2領域の強度を向上させることができる。即ち、袋織部の強度を必要に応じて第2領域として、部分的に向上させることができる。
この場合、袋織部の必要な箇所において、第2領域(組織WS2)の経糸の交絡を、第1領域(組織WS1)の経糸の交絡よりも少なく減らすことによって、第2領域(組織WS2)における緯糸の繊度を大きくすることができるようになり、その結果、第2領域(組織WS2)の緯糸繊度を、第1領域(組織WS1)の緯糸繊度よりも大きくすることができるようになる。これによって、第2領域の強度を向上させることができる。即ち、袋織部の強度を必要に応じて第2領域として、部分的に向上させることができる。
この場合、袋織部の必要な箇所において、第2領域(組織WS2)の緯糸の交絡を、第1領域(組織WS1)の緯糸の交絡よりも少なく減らすことによって、第2領域(組織WS2)における経糸の繊度を大きくすることができるようになり、その結果、第2領域(組織WS2)の経糸繊度を、第1領域(組織WS1)の経糸繊度よりも大きくすることができるようになる。これによって、第2領域の強度を向上させることができる。即ち、袋織部の強度を必要に応じて第2領域として、部分的に向上させることができる。
また、本エアバッグでは、組織WS2として平織以外の組織を採用しながら、第2領域と閉塞部との間に平織領域を配置することができる。この場合は、平織よりも組織が粗である第2領域が、閉塞部近傍に配置されても十分な気密性を得ることができる。
第2領域は、インフレータから供給される展開用ガスが衝突する箇所に配置される場合は、本発明により作用をより効果的に発揮させることができる。
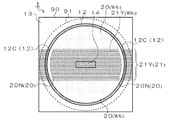
本エアバッグ(1)は、離間可能に織られた2層の織物層(111、112)を有する袋織部(11)と、この袋織部(11)の外周に配置され、袋織部(11)をなす構成糸が1層に織られた閉塞部(12)と、を有する。そして、各々の織物層(111、112)は、第1領域(20)及び第2領域(21)を有し、これらの各領域は、経糸密度又は緯糸密度が異なっている(図1及び図2参照)。
本エアバッグ(1)は、上述の構成のみからなってもよいが、他に例えば、閉塞部(12)の外周に配置されて、離間可能に織られた2層の織物層(131、132)を備えた端縁部(13)等を有することができる(図1及び図2参照)。
しかしながら、現在、より高機能なエアバッグが求められつつあるが、1/1の平織を利用しながら、これ以上の要求に応えることが困難となりつつある。例えば、生地をより高強度化するため、現在よりも高い糸密度となるように、更に糸を打ち込むと、生地に歪みやシワを生じ、却って生地の性能低下を招くことが懸念される。即ち、これ以上に糸密度を大きくできない程にまで既に高密度化されてしまっている。また、現在よりも高強度な構成糸を利用し、生地強化を図ろうとすると、糸質量や糸コストの増加に伴い、エアバッグ全体が重くなったり、コスト高になったりするという問題がある。このような状況から、収容スペース、エアバッグの重さ、インフレータ仕様等の変更を来すことなく、必要に応じて高い自由度で生地の強化を図ることができる方法が求められている。
第1領域20と第2領域21とは、この糸密度が異なればよく、各々の糸密度が特に限定されない。糸密度の差異も限定されないが、第1領域20の糸密度(経糸密度又は緯糸密度)をD1とし、対応する第2領域21の糸密度(経糸密度又は緯糸密度)をD2とした場合に、糸密度の比(D2/D1)は、1.05≦D2/D1≦2.00の範囲となることが好ましい。D2/D1≧1.05であれば、各領域における強度差を生じ得る程に十分に糸密度が異なると言える一方、D2/D1が2.00を超えて大きい必要はない。この糸密度の比(D2/D1)は、1.06≦D2/D1≦1.80がより好ましく、1.07≦D2/D1≦1.60が更に好ましく、1.08≦D2/D1≦1.40が特に好ましい。
上述のように、第1領域20及び第2領域21をなす各々の織組織は特に限定されず、例えば、第1領域20及び第2領域21は、共に同じ織組織を有し、異なる糸密度とされていてもよいが、本エアバッグ1では、第1領域20が組織WS1で構成され、第2領域21が組織WS2で構成され、これら組織WS1と組織WS2とを異なる織組織とすることができる。更に、この場合、第2領域21の経糸密度及び緯糸密度のうちの、少なくとも一方が第1領域20より大きいものとすることができる。
この場合、第1領域20と第2領域21とは、いずれの面積割合が大きくてもよく、これらの面積割合は同じであってもよいが、より糸密度が高い第2領域21が、第1領域20よりも小さい面積であることが好ましい。即ち、糸密度が大きい領域は、他領域に比べて単位長さあたりの糸本数が多くなるため、他領域に比べて単位面積あたりの重さが大きくなる傾向になる。このため、糸密度が高い領域は、必要な箇所のみに配置しつつ、より小さい領域に抑えることが好ましい。これにより、エアバッグ1の強化を図りながら、エアバッグの質量増加及びコスト増加を抑制できる。
(1)第2領域21の組織WS2を、第1領域20の組織WS1よりも、経糸の交絡が少ない組織として、第2領域21の緯糸密度を、第1領域20の緯糸密度より大きくする。
(2)第2領域21の組織WS2を、第1領域20の組織WS1よりも、緯糸の交絡が少ない組織として、第2領域21の経糸密度を、第1領域20の経糸密度より大きくする。
即ち、上記(1)により形成されたエアバッグ1は、第2領域21の組織WS2が、第1領域20の組織WS1に比べて、経糸の交絡が少ない組織であり、第2領域21の緯糸密度が、第1領域20の緯糸密度より大きいという構成を有することになる。
一方、上記(2)により形成されたエアバッグ1は、第2領域21の組織WS2が、第1領域20の組織WS1に比べて、緯糸の交絡が少ない組織であり、第2領域21の経糸密度が、第1領域20の経糸密度より大きいという構成を有することになる。
より具体的には、図1に例示するように、例えば、1/1の平織(平組織)で織られたベース生地(第1領域20)を想定した場合、強化を要する必要箇所(第2領域21)において、経糸Wpの交絡を減じて2/1の綾織(綾組織)で織ると、この範囲では、経糸の経糸Wpの減少に伴い、緯糸Wfが入り込めるスペースが大きくなり、1/1平織で織られた領域(第1領域20)よりも、より多くの緯糸Wfを打ち込むことができるようになる。従って、この領域(第2領域21)に1/1平織で打ち込めるよりも、より多くの緯糸Wfを打ち込むことによって、この領域(第2領域21)の緯糸密度を大きくすることができる。そして、この緯糸密度の増加に伴い、この領域(第2領域21)の生地の強度向上を達することができる。
[実施形態1]
具体的には、本エアバッグ1では、図3(カーテンエアバッグ)に示すように、図3の紙面左右方向を経糸(Wp)方向、図3の紙面上下方向を緯糸(Wf)方向、とすると、第2領域21Xの形成を目的とする範囲の経糸Wpの交絡を減じ、これによって形成される経糸Wpが緩んだ領域に対して、他領域より多い本数の緯糸Wfを打ち込むことで、本エアバッグ1は、緯糸Wfの糸密度を大きくした第2領域21Xを有することができる。
同様に、図3の紙面左右方向を緯糸(Wf)方向、図3の紙面上下方向を経糸(Wp)方向、とすると、第2領域21Xの形成を目的とする範囲の緯糸Wfの交絡を減じ、これによって形成される緯糸Wfが緩んだ領域に対して、他領域より多い本数の経糸Wpを打ち込むことで、本エアバッグ1は、経糸Wpの糸密度を大きくした第2領域21Xを有することができる。
そして、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出される展開用ガスを分岐させるための閉塞部12Aを設ける構成では、経糸又は緯糸の糸密度の大きい第2領域21Xによって、閉塞部12Aを形成することができる。これにより、閉塞部12Aの生地の強度を他部に比べて大きくすることができる。閉塞部12Aは、インフレータからの展開用ガスを展開初期に受けるため、他部に比べてより大きな負荷が加わる。従って、閉塞部12Aの生地強度を向上させることで、より確実な展開を促すことができる。
また、図3において、実線90は、製織によって形成したエアバッグ1の全体を示している。このエアバッグ1は、必要に応じて、点線91に沿って切り取って利用することができる。この点は、後述の図4〜図5に係る他の実施形態においても同様である。
また、本エアバッグ1では、図4(カーテンエアバッグ)に示すように、図4の紙面左右方向を経糸(Wp)方向、図4の紙面上下方向を緯糸(Wf)方向、とすると、第2領域21Yの形成を目的とする範囲の緯糸Wfの交絡を減じ、これによって形成される緯糸Wfが緩んだ領域に対して、他領域より多い本数の経糸Wpを打ち込むことで、本エアバッグ1は、経糸Wpの糸密度を大きくした第2領域21Yを有することができる。
同様に、本エアバッグ1では、図4の紙面左右方向を緯糸(Wf)方向、図4の紙面上下方向を経糸(Wp)方向、とすると、第2領域21Yの形成を目的とする範囲の経糸Wpの交絡を減じ、これによって形成される経糸Wpが緩んだ領域に対して、他領域より多い本数の緯糸Wfを打ち込むことで、本エアバッグ1は、緯糸Wfの糸密度を大きくした第2領域21Yを有することができる。
そして、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを分岐させるための閉塞部12Aを設けた構成では、経糸又は緯糸の糸密度の大きい第2領域21Yによって、閉塞部12Aを形成することができる。これによって、閉塞部12Aの生地強度を向上させることができる。
同様に、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける閉塞部12Bを、経糸又は緯糸の糸密度の大きい第2領域21Yによって形成することができる。これによって、閉塞部12Bの生地強度を向上させることができる。
これらの閉塞部12A及び閉塞部12Bは、インフレータからの展開用ガスを展開初期に受けるため、他部に比べてより大きな負荷が加わる。従って、閉塞部12A及び閉塞部12Bの生地強度を向上させることで、より確実な展開を促すことができる。
更に、本エアバッグ1は、図5(カーテンエアバッグ)に示すように、図3(カーテンエアバッグ)における第2領域21X(実施形態1)と、図4(カーテンエアバッグ)における第2領域21Y(実施形態2)と、を同時に備えた構成とすることができる。これらの第2領域21X及び第2領域21Yの各領域は、適宜、所望の位置に形成することができるため、図5(カーテンエアバッグ)に示すように、閉塞部12Aにおいて交差されるように配置できる。このように、閉塞部12Aにおいて、第2領域21Xと第2領域21Yとが交差する構成のエアバッグ1は、閉塞部12Aの生地強度を特に大きくすることができる。
このようにして、例えば、カーテンエアバッグでは、インフレータ収容領域14から2000mm程度の範囲に存在する袋織部11と閉塞部12との境界領域や、凸R形状部、導管部(展開用ガスを導通する管状の袋織部)等の部位の生地を強化することができる。
また、本エアバッグ1では、図6(ドライバ席エアバッグ)に示すように、図6の紙面左右方向を経糸(Wp)方向、図6の紙面上下方向を緯糸(Wf)方向、とすると、第2領域21Xの形成を目的とする範囲の経糸Wpの交絡を減じ、これによって形成される経糸Wpが緩んだ領域に対して、他領域より多い本数の緯糸Wfを打ち込むことで、本エアバッグ1は、緯糸Wfの糸密度を大きくした第2領域21Xを有することができる。
同様に、図6の紙面左右方向を緯糸(Wf)方向、図6の紙面上下方向を経糸(Wp)方向、とすると、第2領域21Xの形成を目的とする範囲の緯糸Wfの交絡を減じ、これによって形成される緯糸Wfが緩んだ領域に対して、他領域より多い本数の経糸Wpを打ち込むことで、本エアバッグ1は、経糸Wpの糸密度を大きくした第2領域21Xを有することができる。
そして、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける閉塞部12Cを、経糸又は緯糸の糸密度の大きい第2領域21Xによって形成することができる。これによって、閉塞部12Cの生地強度を向上させて、より確実な展開を促すことができる。
また、図6において、実線90は、製織によって形成したエアバッグ1の全体を示している。このエアバッグ1は、必要に応じて、点線91に沿って切り取って利用することができる。この点は、後述の図7〜図9に係る他の実施形態においても同様である。
更に、本エアバッグ1では、図7(ドライバ席エアバッグ)に示すように、図7の紙面左右方向を経糸(Wp)方向、図7の紙面上下方向を緯糸(Wf)方向、とすると、第2領域21Yの形成を目的とする範囲の緯糸Wfの交絡を減じ、これによって形成される緯糸Wfが緩んだ領域に対して、他領域より多い本数の経糸Wpを打ち込むことで、本エアバッグ1は、経糸Wpの糸密度を大きくした第2領域21Yを有することができる。
同様に、本エアバッグ1では、図7の紙面左右方向を緯糸(Wf)方向、図7の紙面上下方向を経糸(Wp)方向、とすると、第2領域21Yの形成を目的とする範囲の経糸Wpの交絡を減じ、これによって形成される経糸Wpが緩んだ領域に対して、他領域より多い本数の緯糸Wfを打ち込むことで、本エアバッグ1は、緯糸Wfの糸密度を大きくした第2領域21Yを有することができる。
そして、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける閉塞部12Cを、経糸又は緯糸の糸密度の大きい第2領域21Yによって形成することができる。これによって、閉塞部12Cの生地強度を向上させて、より確実な展開を促すことができる。
また、本エアバッグ1は、図8(ドライバ席エアバッグ)に示すように、図6(ドライバ席エアバッグ)における第2領域21X(実施形態4)と、図7(カーテンエアバッグ)における第2領域21Y(実施形態5)と、を同時に備えた構成とすることができる。これらの第2領域21X及び第2領域21Yの各領域は、適宜、所望の位置に形成することができるため、図8(ドライバ席エアバッグ)に示すように、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける(ガスは、領域14から垂直・水平方向の四方により強く噴出される)閉塞部12Cをカバーするように配置することができる。このように、配置することで閉塞部12Cの生地強度を大きくすることができる。
更に、本エアバッグ1は、図9(ドライバ席エアバッグ)に示すように、第2領域21Xと、第2領域21Yと、を同時に備えた構成とすることができる。これらの第2領域21X及び第2領域21Yの各領域は、適宜、所望の位置に形成することができるため、図9(ドライバ席エアバッグ)に示すように、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける(ガスは、領域14から垂直・水平方向の四方により強く噴出される)閉塞部12Cをカバーするように配置することができる。このように、配置することで閉塞部12Cの生地強度を大きくすることができる。
また、本エアバッグ1では、上述したように、経糸Wp又は緯糸Wfの交絡を減じた場合に、各々に交差される糸密度を大きくできるだけでなく、各々に交差される糸の繊度を大きくすることもできる。この場合、繊度を大きくした組織の糸密度は、他部に比べて大きくてもよいし、小さくてもよい。
また、当然ながら、第2領域21をなす組織WS2と、第1領域20をなす組織WS1とを異ならせ、組織WS2が、組織WS1より緯糸Wfの交絡が少ない組織にすることで、組織WS2をなす経糸Wpの繊度を、組織WS1をなす経糸Wpの繊度よりも大きくすることができる。繊度を大きくする経糸Wpは、第2領域21を構成する全ての経糸Wpであってもよいし、第2領域21を構成する一部の経糸Wpであってもよい。
具体的には、本エアバッグ1では、図3(カーテンエアバッグ)に示すように、図3の紙面左右方向を経糸(Wp)方向、図3の紙面上下方向を緯糸(Wf)方向、とすると、第2領域21をなす組織WS2と、第1領域20をなす組織WS1とが異なるように、且つ、組織WS2が、組織WS1より経糸Wpの交絡が少なくなるように製織することで、組織WS2をなす緯糸Wfの繊度が、組織WS1をなす緯糸Wfの繊度よりも大きい第2領域21Xを有することができる。
同様に、図3の紙面左右方向を緯糸(Wf)方向、図3の紙面上下方向を経糸(Wp)方向、とすると、第2領域21をなす組織WS2と、第1領域20をなす組織WS1とが異なるように、且つ、組織WS2が、組織WS1より緯糸Wfの交絡が少なくなるように製織することで、組織WS2をなす経糸Wpの繊度が、組織WS1をなす経糸Wpの繊度よりも大きい第2領域21Xを有することができる。
そして、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出される展開用ガスを分岐させるための閉塞部12Aを設ける構成では、経糸又は緯糸の繊度が大きい第2領域21Xによって、閉塞部12Aを形成することができる。これにより、閉塞部12Aの生地強度を他部に比べて大きくすることができる。閉塞部12Aは、インフレータからの展開用ガスを展開初期に受けるため、他部に比べてより大きな負荷が加わる。従って、閉塞部12Aの生地強度を向上させることで、より確実な展開を促すことができる。
また、本エアバッグ1では、図4(カーテンエアバッグ)に示すように、図4の紙面左右方向を経糸(Wp)方向、図4の紙面上下方向を緯糸(Wf)方向、とすると、第2領域21をなす組織WS2と、第1領域20をなす組織WS1とが異なるように、且つ、組織WS2が、組織WS1より緯糸Wfの交絡が少なくなるように製織することで、組織WS2をなす経糸Wpの繊度が、組織WS1をなす経糸Wpの繊度よりも大きい第2領域21Yを有することができる。
同様に、図4の紙面左右方向を緯糸(Wf)方向、図4の紙面上下方向を経糸(Wp)方向、とすると、第2領域21をなす組織WS2と、第1領域20をなす組織WS1とが異なるように、且つ、組織WS2が、組織WS1より経糸Wpの交絡が少なくなるように製織することで、組織WS2をなす緯糸Wfの繊度が、組織WS1をなす緯糸Wfの繊度よりも大きい第2領域21Yを有することができる。
そして、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出される展開用ガスを分岐させるための閉塞部12Aを設ける構成では、経糸又は緯糸の繊度が大きい第2領域21Yによって、閉塞部12Aを形成することができる。
同様に、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける閉塞部12Bを、経糸又は緯糸の繊度が大きい第2領域21Yによって形成することができる。これによって、閉塞部12Bの生地強度を向上させることができる。
これらの閉塞部12A及び閉塞部12Bは、インフレータからの展開用ガスを展開初期に受けるため、他部に比べてより大きな負荷が加わる。従って、閉塞部12A及び閉塞部12Bの生地強度を向上させることで、より確実な展開を促すことができる。
更に、本エアバッグ1は、図5(カーテンエアバッグ)に示すように、図3における第2領域21X(実施形態8)と、図4における第2領域21Y(実施形態9)と、を同時に備えた構成とすることができる。これらの第2領域21X及び第2領域21Yの各領域は、適宜、所望の位置に形成することができるため、図5に示すように、閉塞部12Aにおいて交差されるように配置できる。このように、閉塞部12Aにおいて、第2領域21Xと第2領域21Yとが交差する構成のエアバッグ1は、閉塞部12Aの生地強度を特に大きくすることができる。
このようにして、例えば、カーテンエアバッグでは、インフレータ収容領域14から2000mm程度の範囲に存在する袋織部11と閉塞部12との境界領域や、凸R形状部、導管部(展開用ガスを導通する管状の袋織部)等の部位の生地を強化することができる。
また、本エアバッグ1では、図6(ドライバ席エアバッグ)に示すように、図6の紙面左右方向を経糸(Wp)方向、図6の紙面上下方向を緯糸(Wf)方向、とすると、第2領域21をなす組織WS2と、第1領域20をなす組織WS1とが異なるように、且つ、組織WS2が、組織WS1より経糸Wpの交絡が少なくなるように製織することで、組織WS2をなす緯糸Wfの繊度が、組織WS1をなす緯糸Wfの繊度よりも大きい第2領域21Xを有することができる。
同様に、図6の紙面左右方向を緯糸(Wf)方向、図6の紙面上下方向を経糸(Wp)方向、とすると、第2領域21をなす組織WS2と、第1領域20をなす組織WS1とが異なるように、且つ、組織WS2が、組織WS1より緯糸Wfの交絡が少なくなるように製織することで、組織WS2をなす経糸Wpの繊度が、組織WS1をなす経糸Wpの繊度よりも大きい第2領域21Xを有することができる。
そして、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける閉塞部12Cを、経糸又は緯糸の繊度が大きくされた第2領域21Xによって形成することができる。これによって、閉塞部12Cの生地強度を向上させて、より確実な展開を促すことができる。
更に、本エアバッグ1では、図7(ドライバ席エアバッグ)に示すように、図7の紙面左右方向を経糸(Wp)方向、図7の紙面上下方向を緯糸(Wf)方向、とすると、第2領域21をなす組織WS2と、第1領域20をなす組織WS1とが異なるように、且つ、組織WS2が、組織WS1より緯糸Wfの交絡が少なくなるように製織することで、組織WS2をなす経糸Wpの繊度が、組織WS1をなす経糸Wpの繊度よりも大きい第2領域21Yを有することができる。
同様に、図7の紙面左右方向を緯糸(Wf)方向、図7の紙面上下方向を経糸(Wp)方向、とすると、第2領域21をなす組織WS2と、第1領域20をなす組織WS1とが異なるように、且つ、組織WS2が、組織WS1より経糸Wpの交絡が少なくなるように製織することで、組織WS2をなす緯糸Wfの繊度が、組織WS1をなす緯糸Wfの繊度よりも大きい第2領域21Yを有することができる。
そして、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける閉塞部12Cを、経糸又は緯糸の繊度が大きくされた第2領域21Yによって形成することができる。これによって、閉塞部12Cの生地強度を向上させて、より確実な展開を促すことができる。
更に、本エアバッグ1は、図8(ドライバ席エアバッグ)に示すように、図6における第2領域21X(実施形態11)と、図7における第2領域21Y(実施形態12)と、を同時に備えた構成とすることができる。これらの第2領域21X及び第2領域21Yの各領域は、適宜、所望の位置に形成することができるため、図8(ドライバ席エアバッグ)に示すように、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける(ガスは、領域14から垂直・水平方向の四方により強く噴出される)閉塞部12Cをカバーするように配置することができる。このように、配置することで閉塞部12Cの生地強度を大きくすることができる。
更に、本エアバッグ1は、図9(ドライバ席エアバッグ)に示すように、第2領域21Xと、第2領域21Yと、を同時に備えた構成とすることができる。これらの第2領域21X及び第2領域21Yの各領域は、適宜、所望の位置に形成することができるため、図9(ドライバ席エアバッグ)に示すように、インフレータ収容領域14に収容されるインフレータ(図示せず)から放出された展開用ガスを展開初期に受ける(ガスは、領域14から垂直・水平方向の四方により強く噴出される)閉塞部12Cをカバーするように配置することができる。このように、配置することで閉塞部12Cの生地強度を大きくすることができる。
上記「閉塞部(12)」は、袋織部11の外周に配置され、袋織部11をなす構成糸が1層に織られた部位である(図1及び図2参照)。この閉塞部12は、袋織部11内に展開用ガスが必要な時間滞留されるように適宜の気密性を与える構成である。
閉塞部12は、どのような織組織であってもよく、平織、綾織、杉綾織、畝織、朱子織等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。これらのなかでは、平織が好ましく、平織である場合、例えば、1×1組織〜4×4組織等を採用できる。
また、フィラメントを構成する材質も特に限定されないが、通常、合成樹脂が用いられる。合成樹脂としては、ナイロン6、ナイロン66等のポリアミド系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等のポリエステル系樹脂、ポリアクリル系樹脂、ポリプロピレン等のポリオレフィン系樹脂などが挙げられる。なかでも、特にポリアミド系樹脂及びポリエステル系樹脂が好ましい。
また、マルチフィラメントの場合においては、その糸を構成するフィラメント数は特に限定されず、繊度等によって設定できるが、10〜500本、特に50〜300本であることが好ましい。
更に、フィラメント間の間隙を減ずるために、異形断面糸を用いることができる。その断面形状は特に限定されないが、三角形及び六角形等を利用できる。
[1]エアバッグの作製
(1)比較例1
ポリエステル製マルチフィラメント(繊度560dtex)を使用し、全組織を1/1の平織で形成し、図10に示す断面構造と、図11に示す平面形状(図11の紙面左右方向が経糸(Wp)方向、図11の紙面上下方向が緯糸(Wf)方向である)と、を有する比較例1のエアバッグ1’を作製した。
得られた比較例1のエアバッグ1’の袋織部11の組織の緯糸密度は、47.0本/25.4mmであった。
ポリエステル製マルチフィラメント(繊度560dtex)を使用し、第1領域20を1/1の平織(組織WS1)で形成し、第2領域21を2/2の綾織(組織WS2)で形成し、図1に示す断面構造と、図7に示す平面形状(図7の紙面左右方向が緯糸(Wf)方向、図7の紙面上下方向が経糸(Wp)方向である)と、を有する実施例1のエアバッグ1’を作製した。
得られた実施例1のエアバッグ1の袋織部11の第1領域20の緯糸密度D1は47.0本/25.4mmであり、第2領域21Xの緯糸密度D2は58.1本/25.4mmであった。この結果、緯糸密度の比(D2/D1)は、1.24となった。
ポリエステル製マルチフィラメント(繊度560dtex)を使用し、第1領域20を1/1の平織(組織WS1)で形成し、第2領域21を杉綾織(組織WS2)で形成し、図1に示す断面構造と、図7に示す平面形状(図7の紙面左右方向が緯糸(Wf)方向、図7の紙面上下方向が経糸(Wp)方向である)と、を有する実施例2のエアバッグ1’を作製した。
得られた実施例2のエアバッグ1の袋織部11の第1領域20の緯糸密度D1は47.0本/25.4mmであり、第2領域21Xの緯糸密度D2は59.3本/25.4mmであった。この結果、緯糸密度の比(D2/D1)は、1.26となった。
以下の方法で、引裂強さの測定を行った。即ち、実施例1及び比較例1の各エアバックから、長辺260mm、短辺76mmの6片の試験片を採取した。このうち、実施例1及び実施例2の各試験片は第2領域21から採取(試験片の全域が第2領域である)し、比較例1の試験片は平織組織から採取した。そして、試験片の短辺の中央に辺と直角に115mmの切込みを入れ、引張試験機において、つかみ間隔75mm、引張速度200mm/分で試験片が引き切れるまで引裂き(経糸方向の引裂き)を行い、その時の引裂き荷重を測定した。6片の試験片による測定値の平均値をエアバッグの引裂強さとした。その結果、比較例1の引裂強さを「1」とした場合の各実施例の引裂強さは、以下の通りであった。
比較例1:1.0
実施例1:1.6
実施例2:1.6
実施例1では、第1領域20(ベース組織)の緯糸密度D1が47.0本/25.4mmであるのに対し、第2領域21Xの緯糸密度D2は58.1本/25.4mmと緯糸密度を大きくすることができた。また、実施例2では、第1領域20(ベース組織)の緯
糸密度D1が47.0本/25.4mmであるのに対し、第2領域21Xの緯糸密度D2は59.3本/25.4mmと緯糸密度を大きくすることができた。
これら実施例1及び実施例2の結果から、ベース組織(1/1平織など)の交絡数より、少ない交絡数となるように織組織を変更して経糸Wpの交絡を減じ、これによって得られる経糸Wpが緩んだ領域に、ベース組織より多い本数の緯糸Wfを打ち込むことが可能であることが示された。
更に、比較例1に対し、第2領域21Xを用いた実施例1及び実施例2は、1.5〜1.6倍に引裂強さが高くなっていることから、強度が向上されていることが示された。
11;袋織部、111;織物層、112;織物層、
12;閉塞部、12A;閉塞部、12B;閉塞部、12C;閉塞部、
13;端縁部、131;織物層、132;織物層、
14;インフレータ収容領域、
20;第1領域、20N;第1領域、
21;第2領域、21X;第2領域、21Y;第2領域、
WS1;第1領域の組織、
WS2;第2領域の組織、
Wf;緯糸、
Wp;経糸。
Claims (8)
- 離間可能に織られた2層の織物層を有する袋織部と、
前記袋織部の外周に配置され、前記袋織部をなす構成糸が1層に織られた閉塞部と、を有するエアバッグであって、
各々の前記織物層は、第1領域と、前記第1領域とは経糸密度又は緯糸密度が異なる第2領域と、を有することを特徴とするエアバッグ。 - 前記第2領域をなす組織WS2は、前記第1領域をなす組織WS1と異なり、
前記第2領域は、経糸密度及び緯糸密度のうちの、少なくとも一方が前記第1領域より大きい請求項1に記載のエアバッグ。 - 前記組織WS2は、前記組織WS1より経糸の交絡が少ない組織であり、
前記第2領域の緯糸密度は、前記第1領域の緯糸密度より大きい請求項2に記載のエアバッグ。 - 前記第2領域をなす組織WS2は、前記第1領域をなす組織WS1と異なり、
前記組織WS2は、前記組織WS1より経糸の交絡が少ない組織であるとともに、
前記組織WS2をなす緯糸は、前記組織WS1をなす緯糸よりも繊度が大きい請求項1に記載のエアバッグ。 - 前記第2領域をなす組織WS2は、前記第1領域をなす組織WS1と異なり、
前記組織WS2は、前記組織WS1より緯糸の交絡が少ない組織であるとともに、
前記組織WS2をなす経糸は、前記組織WS1をなす経糸よりも繊度が大きい請求項1に記載のエアバッグ。 - 前記組織WS1は、平織である請求項2乃至5のうちのいずれかに記載のエアバッグ。
- 前記組織WS2は、平織以外の組織であり、
前記第2領域と前記閉塞部との間に平織領域を有する請求項1乃至6のうちのいずれかに記載のエアバッグ。 - 前記第2領域は、インフレータから供給される展開用ガスが衝突する箇所に配置される請求項1乃至7のうちのいずれかに記載のエアバッグ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016086550A JP6740692B2 (ja) | 2016-04-22 | 2016-04-22 | エアバッグ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016086550A JP6740692B2 (ja) | 2016-04-22 | 2016-04-22 | エアバッグ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017193319A true JP2017193319A (ja) | 2017-10-26 |
| JP6740692B2 JP6740692B2 (ja) | 2020-08-19 |
Family
ID=60154609
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016086550A Expired - Fee Related JP6740692B2 (ja) | 2016-04-22 | 2016-04-22 | エアバッグ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6740692B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109989150A (zh) * | 2019-02-28 | 2019-07-09 | 浙江理工大学 | 一种通过平纹与2/2纬重平构建的三维整体夹芯机织结构及其织造方法 |
| US20210095402A1 (en) * | 2019-09-27 | 2021-04-01 | Toyoda Gosei Co., Ltd. | Base fabric for airbag |
| CN113511165A (zh) * | 2020-03-26 | 2021-10-19 | 全球安全纺织有限公司 | Opw气囊 |
| JP2022545977A (ja) * | 2019-09-30 | 2022-11-01 | コーロン インダストリーズ インク | 多重織物 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51102170A (ja) * | 1975-03-07 | 1976-09-09 | Ando Shokufu Goshigaisha | |
| JPH04281038A (ja) * | 1990-09-08 | 1992-10-06 | Akzo Nv | エアーバッグのフィルタ部分用の織布を製造する方法 |
| JPH06262994A (ja) * | 1993-03-15 | 1994-09-20 | Takata Kk | インフレータブルシートベルト装置 |
| US6632753B1 (en) * | 2000-04-26 | 2003-10-14 | Safety Components Fabric Technologies, Inc. | Motor vehicle air bag and fabric for use in same |
| JP2009520626A (ja) * | 2005-12-21 | 2009-05-28 | アイティジィ オートモーティブ セーフティー テキスタイルズ ゲゼルシャフトミットベシュレンクテルハフトゥング | エアバッグおよびエアバッグの布地を製造する方法 |
| JP2009143383A (ja) * | 2007-12-13 | 2009-07-02 | Autoliv Development Ab | 頭部保護用エアバッグ装置 |
| JP2013523524A (ja) * | 2010-04-09 | 2013-06-17 | オートリブ ディベロップメント エービー | 膨張式エアーバッグおよびその作製方法 |
| JP2013216213A (ja) * | 2012-04-09 | 2013-10-24 | Toyota Boshoku Corp | 袋織エアバッグ |
| JP2014113989A (ja) * | 2012-12-12 | 2014-06-26 | Toyota Boshoku Corp | エアバッグ |
-
2016
- 2016-04-22 JP JP2016086550A patent/JP6740692B2/ja not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51102170A (ja) * | 1975-03-07 | 1976-09-09 | Ando Shokufu Goshigaisha | |
| JPH04281038A (ja) * | 1990-09-08 | 1992-10-06 | Akzo Nv | エアーバッグのフィルタ部分用の織布を製造する方法 |
| JPH06262994A (ja) * | 1993-03-15 | 1994-09-20 | Takata Kk | インフレータブルシートベルト装置 |
| US6632753B1 (en) * | 2000-04-26 | 2003-10-14 | Safety Components Fabric Technologies, Inc. | Motor vehicle air bag and fabric for use in same |
| JP2009520626A (ja) * | 2005-12-21 | 2009-05-28 | アイティジィ オートモーティブ セーフティー テキスタイルズ ゲゼルシャフトミットベシュレンクテルハフトゥング | エアバッグおよびエアバッグの布地を製造する方法 |
| JP2009143383A (ja) * | 2007-12-13 | 2009-07-02 | Autoliv Development Ab | 頭部保護用エアバッグ装置 |
| JP2013523524A (ja) * | 2010-04-09 | 2013-06-17 | オートリブ ディベロップメント エービー | 膨張式エアーバッグおよびその作製方法 |
| JP2013216213A (ja) * | 2012-04-09 | 2013-10-24 | Toyota Boshoku Corp | 袋織エアバッグ |
| JP2014113989A (ja) * | 2012-12-12 | 2014-06-26 | Toyota Boshoku Corp | エアバッグ |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109989150A (zh) * | 2019-02-28 | 2019-07-09 | 浙江理工大学 | 一种通过平纹与2/2纬重平构建的三维整体夹芯机织结构及其织造方法 |
| US20210095402A1 (en) * | 2019-09-27 | 2021-04-01 | Toyoda Gosei Co., Ltd. | Base fabric for airbag |
| US11654855B2 (en) * | 2019-09-27 | 2023-05-23 | Toyoda Gosei Co., Ltd. | Base fabric for airbag |
| JP2022545977A (ja) * | 2019-09-30 | 2022-11-01 | コーロン インダストリーズ インク | 多重織物 |
| EP4006220A4 (en) * | 2019-09-30 | 2023-08-23 | Kolon Industries, Inc. | Multilayer fabric |
| US11920265B2 (en) | 2019-09-30 | 2024-03-05 | Kolon Industries, Inc. | Multi-layer fabric |
| JP7445747B2 (ja) | 2019-09-30 | 2024-03-07 | コーロン インダストリーズ インク | 多重織物 |
| CN113511165A (zh) * | 2020-03-26 | 2021-10-19 | 全球安全纺织有限公司 | Opw气囊 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6740692B2 (ja) | 2020-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU637785B2 (en) | Air bag | |
| US5651395A (en) | Circular air bag made of two simultaneously woven fabrics | |
| WO2012134228A2 (ko) | 기체에 의한 부품성 이중직물 및 그의 제조 방법 | |
| JP7489777B2 (ja) | ノンコートエアバッグ用織物およびエアバッグ | |
| JP6740692B2 (ja) | エアバッグ | |
| JP5155762B2 (ja) | カーテンエアバッグ | |
| JP2013028241A (ja) | 車両用シートベルト | |
| EP2769885B1 (en) | An air-bag | |
| JP2010203023A (ja) | エアバッグ用織物およびエアバッグ | |
| EP0687596B1 (en) | Air bag | |
| JP2014113989A (ja) | エアバッグ | |
| JP6760101B2 (ja) | 袋織エアバッグ | |
| JP5772484B2 (ja) | 袋織エアバッグ | |
| JP2013216213A (ja) | 袋織エアバッグ | |
| JP6575277B2 (ja) | シートベルトエアバッグ用織物 | |
| JP2002321585A (ja) | 側面保護用袋織りエアバッグ | |
| JP4711378B2 (ja) | エアバッグ基布およびエアバッグ | |
| JP6428008B2 (ja) | 袋織エアバッグ | |
| JP4258946B2 (ja) | 袋織エアバッグ | |
| JP2003200802A (ja) | サイドエアバッグ | |
| JP2013039893A (ja) | エアバッグ | |
| JP2015202856A (ja) | 袋織エアバッグ | |
| JP4330417B2 (ja) | インフレーターガス導入分配ホース | |
| JP4406282B2 (ja) | インフレーターガス導入分配ホース | |
| JP2004270053A (ja) | 袋織エアバッグ基布、エアバッグおよびエアバッグ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181018 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200623 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200706 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6740692 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |