JP2017193739A - 耐摩耗鋼板および耐摩耗鋼板の製造方法 - Google Patents
耐摩耗鋼板および耐摩耗鋼板の製造方法 Download PDFInfo
- Publication number
- JP2017193739A JP2017193739A JP2016083968A JP2016083968A JP2017193739A JP 2017193739 A JP2017193739 A JP 2017193739A JP 2016083968 A JP2016083968 A JP 2016083968A JP 2016083968 A JP2016083968 A JP 2016083968A JP 2017193739 A JP2017193739 A JP 2017193739A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- wear
- resistant steel
- rolling
- slab
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Heat Treatment Of Steel (AREA)
Abstract
Description
1.耐摩耗鋼板であって、
質量%で、
C :0.10〜0.23%、
Si:0.01〜1.0%、
Mn:0.30〜3.00%、
P :0.025%以下、
S :0.02%以下、
Cr:0.01〜2.00%、
Al:0.001〜0.100%、および
N :0.01%以下を含み、
残部Fe及び不可避不純物からなり、
下記(1)式で定義されるDI*と板厚t[mm]とが、DI*/t≧1.2を満足する成分組成を有し、
前記耐摩耗鋼板の表面から1mmの深さにおけるマルテンサイトの体積率が90%以上であり、前記耐摩耗鋼板の板厚中心部における旧オーステナイト粒径が80μm以下である組織を有し、
前記耐摩耗鋼板の表面から1mmの深さにおける硬度が、ブリネル硬さで360〜490 HBW 10/3000であり、
板厚中心部におけるブリネル硬さが、表層から1mmの深さにおけるブリネル硬さの75%以上であり、
板厚中心偏析部における、Mnの濃度[Mn](質量%)とPの濃度[P](質量%)とが、下記(2)式を満足する耐摩耗鋼板。
記
DI*=33.85×(0.1×C)0.5 ×(0.7×Si+1)×(3.33×Mn+1)×(0.35×Cu+1)×(0.36×Ni+1)×(2.16×Cr+1)×(3×Mo+1)×(1.75×V+1)×(1.5×W+1)…(1)
(ただし、上記(1)式における各元素記号は当該元素の含有量(質量%)を表し、当該元素が添加されていない場合は0とする)
0.04[Mn]+[P]<0.55 … (2)
Cu:0.01〜2.0%、
Ni:0.01〜5.0%、
Mo:0.01〜3.0%、
Nb:0.001〜0.100%、
Ti:0.001〜0.050%、
B :0.0001〜0.0100%、
V :0.001〜1.00%、
W :0.01〜1.5%、
Ca:0.0001〜0.0200%、
Mg:0.0001〜0.0200%、および
REM:0.0005〜0.0500%
からなる群より選択される1または2以上を含む、前記1に記載の耐摩耗鋼板。
前記スラブを1000℃〜1300℃に加熱し、
前記加熱されたスラブを、板厚中心部の温度が950℃以上において圧延形状比が0.7以上かつ圧下率が7%以上の圧下を3回以上行う熱間圧延を施して熱延鋼板とし、
前記熱延鋼板を再加熱焼入れ温度まで再加熱し、
前記再加熱された熱延鋼板を焼入れする、耐摩耗鋼板の製造方法であって、
前記スラブが前記1または2に記載の成分組成を有し、
前記連続鋳造において、スラブの最終凝固位置よりも上流側で、圧下勾配が0.4mm/m以上の軽圧下が2回以上行われ、
前記再加熱焼入れ温度がAc3〜1050℃であり、
前記焼入れにおける750〜300℃の間での平均冷却速度が、鋼板の板厚をt[mm]としたとき、5000×t-1.8℃/s以上である、前記1〜3のいずれか一項に記載の耐摩耗鋼板の製造方法。
さらに、前記焼入れされた熱延鋼板を、100〜300℃の焼戻し温度で焼戻す、耐摩耗鋼板の製造方法。
前記スラブを1000℃〜1300℃に加熱し、
前記加熱されたスラブを、板厚中心部の温度が950℃以上において圧延形状比が0.7以上かつ圧下率が7%以上の圧下を3回以上行う熱間圧延を施して熱延鋼板とし、
前記熱延鋼板を直接焼入れする耐摩耗鋼板の製造方法であって、
前記スラブが前記1または2に記載の成分組成を有し、
前記連続鋳造において、スラブの最終凝固位置よりも上流側で、圧下勾配が0.4mm/m以上の軽圧下が2回以上行われ、
前記直接焼入れにおける直接焼入れ温度がAc3以上であり、
前記直接焼入れにおける750〜300℃の間での平均冷却速度が、鋼板の板厚をt[mm]としたとき、5000×t-1.8℃/s以上である、前記1〜3のいずれか一項に記載の耐摩耗鋼板の製造方法。
さらに、前記焼入れされた熱延鋼板を、100〜300℃の焼戻し温度で焼戻す、耐摩耗鋼板の製造方法。
次に、本発明を実施する方法について具体的に説明する。本発明においては、耐摩耗鋼板およびその製造に用いられるスラブが、上記成分組成を有することが重要である。そこで、まず本発明において鋼の成分組成を上記のように限定する理由を説明する。なお、成分組成に関する「%」は、特に断らない限り「質量%」を意味するものとする。
Cは、マルテンサイト基地の硬度を高めるために必須の元素である。C含有量が0.10%未満であると、マルテンサイト組織中における固溶C量が少なくなるため、耐摩耗性が低下する。一方、C含有量が0.23%を超えると、溶接性および加工性が低下する。そのため、本発明ではC含有量を0.10〜0.23%とする。なお、C含有量は0.12〜0.22%とすることが好ましい。
Siは、脱酸に有効な元素であるが、Si含有量が0.01%未満であると十分な効果を得ることができない。また、Siは、固溶強化による鋼の高硬度化に寄与する元素である。しかし、Si含有量が1.0%を超えると、延性および靭性が低下することに加えて、介在物量が増加する等の問題を生じる。そのため、Si含有量を0.01〜1.0%とする。 なお、Si含有量は0.01〜0.8%とすることが好ましい。
Mnは、鋼の焼入れ性を向上させる機能を有する元素である。Mnを添加することにより、焼入れ後の鋼の硬度が上昇し、その結果、耐摩耗性を向上させることができる。Mn含有量が0.30%未満であると前記効果を十分に得ることができないため、Mn含有量は0.30%以上とする。一方、Mn含有量が3.00%を超えると、溶接性と靭性が低下することに加えて、耐遅れ破壊特性が低下する。そのため、Mn含有量は3.00%以下とする。なお、Mn含有量は0.50〜2.70%とすることが好ましい。
Pは、粒界脆化元素であり、Pが結晶粒界に偏析することによって、鋼の靭性が低下するとともに耐遅れ破壊特性が低下する。そのため、P含有量は0.025%以下とする。なお、P含有量は0.015%以下とすることが好ましい。一方、Pは少ないほど好ましいため、P含有量の下限は特に限定されず、0%であってよいが、通常、Pは不純物として鋼中に不可避的に含有される元素であるため、工業的には0%超であってよい。なお、過度の低P化は精錬時間の増加やコストの上昇を招くため、P含有量は0.001%以上とすることが好ましい。
Sは、鋼の靭性を低下させるため、S含有量を0.02%以下とする。S含有量は0.015%以下とすることが好ましい。一方、Sは少ないほど好ましいため、S含有量の下限は特に限定されず、0%であってよいが、工業的には0%超であってよい。なお、過度の低S化は精錬時間の増加やコストの上昇を招くため、S含有量は0.0001%以上とすることが好ましい。
Crは、鋼の焼入れ性を向上させる機能を有する元素である。Crを添加することにより、焼入れ後の鋼の硬度が上昇し、その結果、耐摩耗性を向上させることができる。前記効果を得るためには、Cr含有量を0.01%以上とする必要がある。一方、Cr含有量が2.00%を超えると溶接性が低下する。そのため、Cr含有量は0.01〜2.00%とする。なお好ましくは0.05〜1.8%である。
Alは、脱酸剤として有効であるとともに、窒化物を形成してオーステナイト粒径を小さくする効果を有する元素である。前記効果を得るためにはAl含有量を0.001%以上とする必要がある。一方、Al含有量が0.100%を超えると、鋼の清浄度が低下し、その結果、延性および靭性が低下する。そのため、Al含有量は0.001〜0.100%以下とする。
Nは、延性、靭性を低下させる元素であるため、N含有量は0.01%以下とする。一方、Nは少ないほど好ましいため、N含有量の下限は特に限定されず、0%であってよいが、通常、Nは不純物として鋼中に不可避的に含有される元素であるため、工業的には0%超であってよい。なお、過度の低N化は精錬時間の増加やコストの上昇を招くため、N含有量は0.0005%以上とすることが好ましい。
Cuは、母材および溶接継手における靭性を大きく劣化させることなく焼入れ性を向上させることができる元素である。前記効果を得るためにはCu含有量を0.01%以上とする必要がある。一方、Cu含有量が2.0%を超えると、スケール直下に生成するCu濃化層に起因する鋼板割れが問題となる。そのため、Cuを添加する場合、Cu含有量を0.01〜2.0%とする。なお、Cu含有量は0.05〜1.5%とすることが好ましい。
Niは、焼入れ性を高めるとともに、靭性を向上させる効果を有する元素である。前記効果を得るためには、Ni含有量を0.01%以上とする必要がある。一方、Ni含有量が5.0%を超えると製造コストの増加が問題となる。そのため、Niを添加する場合、Ni含有量を0.01〜5.0%とする。なお、Ni含有量は0.05〜4.5%とすることが好ましい。
Moは、鋼の焼入れ性を向上させる元素である。前記効果を得るためには、Mo含有量を0.01%以上とする必要がある。しかし、Mo含有量が3.0%を超えると溶接性が低下する。そのため、Moを添加する場合、Mo含有量を0.01〜3.0%とする。なお、Mo含有量は0.05〜2.0%とすることが好ましい。
Nbは、炭窒化物として析出することで旧オーステナイト粒径を小さくする効果を有する元素である。前記効果を得るためには、Nb含有量を0.001%以上とする必要がある。一方、Nb含有量が0.100%を超えると、溶接性が低下する。そのため、Nbを添加する場合、Nb含有量を0.001〜0.100%とする。
Tiは、窒化物を形成することによって旧オーステナイト粒径を小さくする効果を有する元素である。前記効果を得るためには、Ti含有量を0.001%以上とすることが必要である。一方、Ti含有量が0.050%を超えると、鋼の清浄度が低下し、その結果、延性および靭性が低下する。そのため、Tiを添加する場合、Ti含有量を0.001〜0.050%とする。
Bは、極微量の添加で焼入れ性を向上させ、それにより鋼板の強度を向上させる効果を有する元素である。前記効果を得るためには、B含有量を0.0001%以上とする必要がある。一方、B含有量が0.0100%を超えると、溶接性が低下するとともに焼入れ性も低下する。そのため、Bを添加する場合、B含有量を0.0001〜0.0100%とする。なお、B含有量は0.0001〜0.0050%とすることが好ましい。
Vは、鋼の焼入れ性を向上させる効果を有する元素である。前記効果を得るためには、V含有量を0.001%以上とする必要がある。一方、V含有量が1.00%を超えると、溶接性が低下する。そのため、Vを添加する場合、V含有量を0.001〜1.00%とする。
Wは、鋼の焼入れ性を向上させる効果を有する元素である。前記効果を得るためには、W含有量を0.01%以上とする必要がある。一方、W含有量が1.5%を超えると、溶接性が低下する。そのため、Wを添加する場合、W含有量を0.01〜1.5%とする。
Caは、高温における安定性が高い酸硫化物を形成することで溶接性を向上させる元素である。前記効果を得るためには、Ca含有量を0.0001%以上とする必要がある。一方、Ca含有量が0.0200%を超えると、清浄度が低下して鋼の靭性が損なわれる。そのため、Caを添加する場合、Ca含有量を0.0001〜0.0200%とする。
Mgは、高温における安定性が高い酸硫化物を形成することで溶接性を向上させる元素である。前記効果を得るためには、Mg含有量を0.0001%以上とする必要がある。一方、Mg含有量が0.0200%を超えると、Mgの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる。そのため、Mgを添加する場合、Mg含有量を0.0001〜0.0200%とする。
REM(希土類金属)は、高温における安定性が高い酸硫化物を形成することで溶接性を向上させる元素である。前記効果を得るためには、REM含有量を0.0005%以上とする必要がある。一方、REM含有量が0.0500%を超えると、REMの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる。そのため、REMを添加する場合、REM含有量を0.0005〜0.0500%とする。
本発明においては、耐摩耗鋼板の成分組成が、さらに下記(1)式で定義されるDI*と板厚t[mm]とが、DI*/t≧1.2を満足することが重要である。DI*は焼入れ性を示す指標であり、この値が大きいほど焼入れ時の冷却速度が遅くてもマルテンサイトの割合が増加する。焼入れを行う際の板厚中心部のマルテンサイトを増加させ、高い板厚中心硬度を確保するにはDI*/t≧1.2とする必要がある。一方、DI*/tの上限は特に限定されないが、DI*/tが大きすぎると溶接性が劣化する場合があるので、DI*/tを50以下とすることが好ましい。
DI*=33.85×(0.1×C)0.5 ×(0.7×Si+1)×(3.33×Mn+1)×(0.35×Cu+1)×(0.36×Ni+1)×(2.16×Cr+1)×(3×Mo+1)×(1.75×V+1)×(1.5×W+1)…(1)
(ただし、上記(1)式における各元素記号は当該元素の含有量(質量%)を表し、当該元素が添加されていない場合は0とする)
本願発明の耐摩耗鋼板は、上記成分組成を有することに加えて、前記耐摩耗鋼板の表面から1mmの深さにおけるマルテンサイトの体積率が90%以上であり、前記耐摩耗鋼板の板厚中心部における旧オーステナイト粒径が80μm以下である組織を有する。鋼の組織を上記のように限定する理由を以下に説明する。
マルテンサイトの体積率が90%未満であると、鋼板の基地組織の硬度が低下するため、耐摩耗性が低下する。そのため、マルテンサイトの体積率を90%以上とする。マルテンサイト以外の残部組織は特に限定されないが、フェライト、パーライト、オーステナイト、ベイナイト組織が存在してよい。一方、マルテンサイトの体積率は高いほどよいため、該体積率の上限は特に限定されず、100%であってよい。なお、前記マルテンサイトの体積率は、耐摩耗鋼板の表面から1mmの深さの位置における値とする。前記マルテンサイトの体積率は、実施例に記載した方法で測定することができる。
旧オーステナイト粒径が80μmを超えると、耐摩耗鋼板の耐遅れ破壊性が低下する。これは、旧オーステナイト粒界の面積が減少する結果、旧オーステナイト粒界単位面積当たりのMn、P量が増加し、粒界脆化が顕著となるためである。そのため、旧オーステナイト粒径は80μm以下とする。一方、旧オーステナイト粒径は小さいほどよいため、下限は特に限定されないが、通常は1μm以上である。なお、前記旧オーステナイト粒径は、耐摩耗鋼板の板厚中心部における旧オーステナイト粒の円相当直径とする。前記旧オーステナイト粒径は、実施例に記載した方法で測定することができる。
ブリネル硬さ:360〜490 HBW 10/3000
鋼板の耐摩耗性は、該鋼板表層部における硬度を高めることにより向上させることができる。鋼板表層部における硬度がブリネル硬さで360 HBW未満では、十分な耐摩耗性を得ることができない。一方、鋼板表層部における硬度が490 HBWを超えると曲げ加工性が劣化する。そのため、本発明では鋼板表層部における硬度を、ブリネル硬さで360〜490 HBW以下とする。なお、ここで前記硬度は、耐摩耗鋼板の表面から1mmの深さの位置におけるブリネル硬さとする。
さらに本願発明では、板厚中心偏析部における、Mnの含有量[Mn](質量%)とPの含有量[P](質量%)とが、下記(2)式を満足することが重要である。
0.04[Mn]+[P]<0.55 … (2)
次に、本発明の耐摩耗鋼板の製造方法について説明する。本発明の耐摩耗鋼板は、熱間圧延後に再加熱焼入れ(RQ)を行う方法と、熱間圧延後に直接焼入れ(DQ)を行う方法の、いずれによっても製造することができる。
(1)溶鋼を連続鋳造してスラブとする連続鋳造工程、
(2)前記スラブを1000℃〜1300℃に加熱する加熱工程、
(3)前記加熱されたスラブを熱間圧延して熱延鋼板とする熱間圧延工程、
(4−1)前記熱延鋼板を再加熱焼入れ温度まで再加熱する再加熱工程、および
(4−2)前記再加熱された熱延鋼板を焼入れする焼入れ工程。
(1)溶鋼を連続鋳造してスラブとする連続鋳造工程、
(2)前記スラブを1000℃〜1300℃に加熱する加熱工程、
(3)前記加熱されたスラブを熱間圧延して熱延鋼板とする熱間圧延工程、
(4)前記熱延鋼板を直接焼入れする直接焼入れ工程。
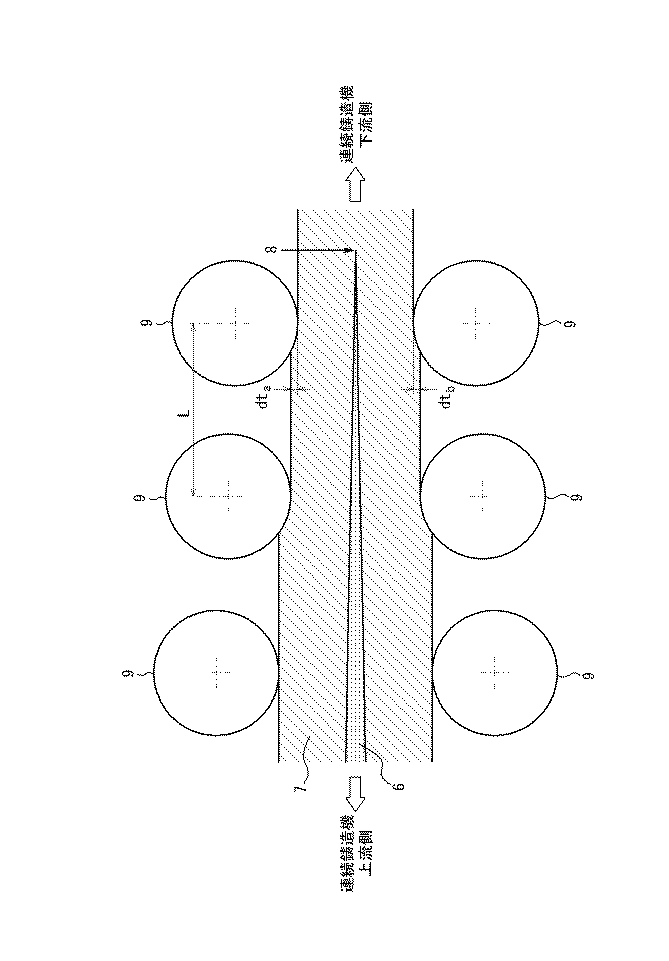
図1に示すような連続鋳造機で製造されるスラブの中心偏析は、凝固進行時に固相/液相界面で溶鋼へ合金元素が濃化していき、最終凝固位置で著しく濃化した溶鋼が凝固することで形成される。そのため、図2に示すように、連続鋳造機でスラブの最終凝固位置よりも上流側において、連続鋳造ラインの上流側から下流側に向かってロールギャップが狭くなるように徐々に圧下していくことで、合金元素の濃化した溶鋼を上流側に押し流し、既に凝固済の部分を圧着させることで中心偏析を軽減することが出来る。その効果を得るためには、スラブの最終凝固位置よりも上流側において、圧下勾配が0.4mm/m以上の軽圧下を2回以上行う、すなわち図2中の、(dta+dtb)/Lが0.4mm/m以上となるような圧下を2回以上行う必要がある。圧下勾配が0.4mm/m以上の軽圧下を行う回数が1以下であると、未凝固部の溶鋼を上流側へ押し流す効果が不十分となり、軽圧下による偏析低減効果が不十分となる。そのため、上記(1)連続鋳造工程において、スラブの最終凝固位置よりも上流側で、圧下勾配が0.4mm/m以上の軽圧下を2回以上行う。一方、圧下勾配が0.4mm/m以上の軽圧下を行う回数の上限は特に限定されないが、軽圧下ロール設置の対費用効果の観点から30回以下とすることが好ましい。また、当該圧下における圧下勾配の上限も特に限定されないが、軽圧下ロールの設備保護の観点から10.0mm/m以下とすることが好ましい。なお、スラブの最終凝固位置はスラブに電磁超音波を透過させることで検出することができる。
上記(2)加熱工程における加熱温度が1000℃より低いと、熱間圧延工程における変形抵抗が増加するため、生産性が低下する。一方、前記加熱温度が1300℃よりも高いと密着性の高いスケールが生成するため、デスケーリング不良が発生し、その結果、得られる鋼板の表面性状が劣化する。そのため、前記加熱温度を1000〜1300℃とする。
連続鋳造時の軽圧下によるスラブの偏析低減のみでは、耐遅れ破壊性に優れる偏析状態を得るのは不可能であるため、熱間圧延時の偏析軽減効果も合わせて活用することが必要である。鋼を950℃以上の高温で圧下率が7%以上の強圧下を計3回以上行うことで、ひずみの導入とオーステナイト組織の再結晶による原子拡散の促進による偏析低減効果が得られる。一方、圧延温度が950℃以下あるいは圧下率が7%以上の圧下が3回未満では、組織の再結晶が不十分となるため偏析低減効果が得られない。一方、圧下率の上限は特に限定されないが、圧延機保護のため40%以下とすることが好ましい。通常、鋼中の炭素濃度が高くなると、液相線温度と固相線温度間の温度範囲が広くなるため、偏析の進行する固相、液相共存状態での滞留時間が長くなり合金元素や不純物元素の中心偏析は増加する。しかしながら、上記軽圧下と熱間圧延を組み合わせることで耐摩耗鋼のように炭素濃度が高い場合においても耐遅れ破壊性が良好となるまで中心偏析を低減することが可能となる。
ld/hm={R(hi−h0)}1/2/ {(hi+2h0)/3}
ここで、各記号はそれぞれ各圧延パス時のld:投影接触弧長、hm:平均板厚、R:ロール半径、hi:入側板厚、h0:出側板厚、である。
中心偏析の存在する板厚中心部に圧延によるひずみを加えるには、下式で示される圧延形状比(ld/hm)を0.7以上とする必要がある。一方、圧延形状比が0.7未満であると、圧延時に鋼板表層に加わる歪みが増加し、鋼板の板厚中心部に導入される歪みが減少することで、組織の再結晶が不十分となるため、必要な偏析低減効果が得られない。そのため、圧延形状比を0.7以上とした。なお、圧延形状比を大きくするには、ロール半径を大きくする、あるいは圧下量を大きくすればよい。一方、圧延形状比の上限は特に限定されないが、圧延機保護のため3.5以下とすることが好ましい。
再加熱焼入れを行う場合、上記(4−1)再加熱工程における加熱温度(再加熱焼入れ温度)がAc3点より低いと、熱間圧延後の組織が未変態のままが残存するため所定のマルテンサイト主体組織が得られなくなり、硬度が低下することで耐摩耗性が低下する。一方、加熱温度が1050℃よりも高いと、加熱中にオーステナイト粒が粗大化するため、焼入れ後の旧オーステナイト粒径が80μmよりも大きくなってしまう。そのため、再加熱焼入れ温度はAc3〜1050℃とする。
直接焼入れを行う場合、上記(4)の直接焼入れ工程における焼入れ温度(直接焼入れ温度)がAc3点より低いと、マルテンサイト以外の組織の割合が増え、所定のマルテンサイト主体組織が得られなくなり、硬度が低下することで耐摩耗性が低下する。そのため、直接焼入れ温度をAc3以上とする。一方、直接焼入れ温度の上限は特に限定されないが、熱間圧延時の加熱温度の上限が1300℃のため1300℃以下である。なお、ここで「直接焼入れ温度」とは焼入れ開始時における鋼板の表面温度とする。前記直接焼入れ温度は、焼入れの直前に放射温度計を用いて測定することができる。
再加熱焼入れ、直接焼入れのいずれの場合においても、焼入れ工程における750〜300℃の間での平均冷却速度が5000×t-1.8℃/s未満であると、焼入れ後の鋼板の板厚中心部のマルテンサイト率が減少し、硬度が低下する。そのため、焼入れ工程における750〜300℃の間での平均冷却速度を5000×t-1.8℃/s以上とする。一方、前記平均冷却速度の上限は特に限定されないが、一般的な設備では、平均冷却速度が300℃/sを超えると、鋼板の長手方向および板幅方向での組織のバラツキが著しく大きくなるため、前記平均冷却速度を300℃/s以下とすることが好ましい。
(5)焼入れされた熱延鋼板を、100〜300℃の温度まで焼戻す工程を設けることもできる。
前記焼戻し工程における焼戻し温度を100℃以上とすることにより、鋼板の靭性と加工性を向上させることができる。一方、焼戻し温度が300℃より高いと、マルテンサイト組織の軟化が著しく起こり、その結果、耐摩耗性の低下が起きる。そのため、焼戻し温度を100〜300℃とする。
Ac3(℃)=937−5722.765([C]/12.01−[Ti]/47.87)+56[Si]−19.7[Mn]−16.3[Cu]−26.6[Ni]−4.9[Cr]+38.1[Mo]+124.8[V]−136.3[Ti]−19[Nb]+3315[B]
ここで、[M]は元素Mの含有量(質量%)であり、元素Mが添加されていない場合には、[M]=0とする。
測定用サンプルを作成するために、得られた鋼板の、板幅方向、板厚方向の両方における中央部分を、板幅方向における幅が500mm、板厚方向における厚さが3mmの直方体形状となるように切り出した。切り出された鋼を、さらに板幅方向に20等分となるように切断し、板幅方向における幅が25mmの測定用サンプル20個を得た。前記測定用サンプルの圧延方向と直角な面(板幅方向における幅25mm×板厚方向における厚さ3mm)を鏡面研磨した後、直ちに前記鏡面研磨された面を測定面として、電子線マイクロアナライザー(EPMA)による定量分析を行った。
(EPMA測定条件)
加速電圧:20kV、
照射電流:0.5μA、
積算時間:0.15秒、
ビーム径:15μm、
測定範囲:高さ3mm×幅25mm×20サンプル。
鋼板の耐摩耗性は、主に表層部分の硬度によって決まる。そのため、表面から1mmの深さの位置が観察位置となるよう、上述のようにして得られた各鋼板の幅方向中央からサンプルを採取した。前記サンプルの表面を鏡面研磨し、さらにナイタール腐食した後、走査型電子顕微鏡(SEM)を用いて10mm×10mmの範囲を撮影した。撮影された像を画像解析装置を用いて解析することによってマルテンサイトの面積分率を求め、その値を本発明におけるマルテンサイトの体積率とした。
旧オーステナイト粒径を測定するためのサンプルは、の幅方向中央、ガス切断割れの起点となる中心偏析が存在する板厚中心部から採取した。得られたサンプルの表面を鏡面研磨し、さらにピクリン酸で腐食した後、光学顕微鏡を用いて10mm×10mmの範囲を撮影した。撮影された像を、画像解析装置を用いて解析することにより旧オーステナイト粒径を求めた。なお、前記旧オーステナイト粒径は、円相当直径として算出した。
耐摩耗性の指標として、鋼板の表層部と板厚中心部における硬度を測定した。測定に用いた試験片は、それぞれ鋼板の表面から1mmの深さの位置または板厚中心位置が試験面となるよう、上述のようにして得られた各鋼板から採取した。前記試験片の試験面を鏡面研磨した後、JIS Z2243(2008)に準拠してブリネル硬さを測定した。測定には直径10mmのタングステン硬球を使用し、荷重は3000Kgfとした。
マルテンサイトを主体とする組織が約400℃に昇温されると、旧オーステナイト粒界近傍に存在するP原子が旧オーステナイト粒界に拡散することで粒界が脆化する焼戻し脆化が生じる。鋼板の中心偏析部には他の部分に比べて高濃度のPが存在するため、前記焼戻し脆化は中心偏析部において最も顕著となる。鋼板をガス切断する場合、切断面近傍では、この焼戻し脆化領域が不可避的に生じ、さらにガス切断に用いたガス中に含まれる水素がガス切断面から侵入していくことで、水素脆化も生じる。ガス切断後の遅れ破壊は、これらの焼戻し脆化と水素脆化により著しく脆化した旧オーステナイト粒界割れを起点として発生する。
2 タンディッシュ
3 溶鋼
4 鋳型
5 ロール
6 未凝固層
7 スラブ(凝固済領域)
8 最終凝固位置
9 圧延ロール
Claims (7)
- 耐摩耗鋼板であって、
質量%で、
C :0.10〜0.23%、
Si:0.01〜1.0%、
Mn:0.30〜3.00%、
P :0.025%以下、
S :0.02%以下、
Cr:0.01〜2.00%、
Al:0.001〜0.100%、および
N :0.01%以下を含み、
残部Fe及び不可避不純物からなり、
下記(1)式で定義されるDI*と板厚t[mm]とが、DI*/t≧1.2を満足する成分組成を有し、
前記耐摩耗鋼板の表面から1mmの深さにおけるマルテンサイトの体積率が90%以上であり、前記耐摩耗鋼板の板厚中心部における旧オーステナイト粒径が80μm以下である組織を有し、
前記耐摩耗鋼板の表面から1mmの深さにおける硬度が、ブリネル硬さで360〜490 HBW 10/3000であり、
板厚中心部におけるブリネル硬さが、表層から1mmの深さにおけるブリネル硬さの75%以上であり、
板厚中心偏析部における、Mnの濃度[Mn](質量%)とPの濃度[P](質量%)とが、下記(2)式を満足する耐摩耗鋼板。
記
DI*=33.85×(0.1×C)0.5 ×(0.7×Si+1)×(3.33×Mn+1)×(0.35×Cu+1)×(0.36×Ni+1)×(2.16×Cr+1)×(3×Mo+1)×(1.75×V+1)×(1.5×W+1)…(1)
(ただし、上記(1)式における各元素記号は当該元素の含有量(質量%)を表し、当該元素が添加されていない場合は0とする)
0.04[Mn]+[P]<0.55 … (2) - 前記成分組成が、さらに、質量%で、
Cu:0.01〜2.0%、
Ni:0.01〜5.0%、
Mo:0.01〜3.0%、
Nb:0.001〜0.100%、
Ti:0.001〜0.050%、
B :0.0001〜0.0100%、
V :0.001〜1.00%、
W :0.01〜1.5%、
Ca:0.0001〜0.0200%、
Mg:0.0001〜0.0200%、および
REM:0.0005〜0.0500%
からなる群より選択される1または2以上を含む、請求項1に記載の耐摩耗鋼板。 - 焼戻し脆化処理と、続く水素脆化処理を受けた後の、引張試験における絞りが10%以上である、請求項1または2に記載の耐磨耗鋼板。
- 溶鋼を連続鋳造してスラブとし、
前記スラブを1000℃〜1300℃に加熱し、
前記加熱されたスラブを、板厚中心部の温度が950℃以上において圧延形状比が0.7以上かつ圧下率が7%以上の圧下を3回以上行う熱間圧延を施して熱延鋼板とし、
前記熱延鋼板を再加熱焼入れ温度まで再加熱し、
前記再加熱された熱延鋼板を焼入れする、耐摩耗鋼板の製造方法であって、
前記スラブが請求項1または2に記載の成分組成を有し、
前記連続鋳造において、スラブの最終凝固位置よりも上流側で、圧下勾配が0.4mm/m以上の軽圧下が2回以上行われ、
前記再加熱焼入れ温度がAc3〜1050℃であり、
前記焼入れにおける750〜300℃の間での平均冷却速度が、鋼板の板厚をt[mm]としたとき、5000×t-1.8℃/s以上である、請求項1〜3のいずれか一項に記載の耐摩耗鋼板の製造方法。 - 請求項4に記載の耐摩耗鋼板の製造方法において、
さらに、前記焼入れされた熱延鋼板を、100〜300℃の焼戻し温度で焼戻す、耐摩耗鋼板の製造方法。 - 溶鋼を連続鋳造してスラブとし、
前記スラブを1000℃〜1300℃に加熱し、
前記加熱されたスラブを、板厚中心部の温度が950℃以上において圧延形状比が0.7以上かつ圧下率が7%以上の圧下を3回以上行う熱間圧延を施して熱延鋼板とし、
前記熱延鋼板を直接焼入れする耐摩耗鋼板の製造方法であって、
前記スラブが請求項1または2に記載の成分組成を有し、
前記連続鋳造において、スラブの最終凝固位置よりも上流側で、圧下勾配が0.4mm/m以上の軽圧下が2回以上行われ、
前記直接焼入れにおける直接焼入れ温度がAc3以上であり、
前記直接焼入れにおける750〜300℃の間での平均冷却速度が、鋼板の板厚をt[mm]としたとき、5000×t-1.8℃/s以上である、請求項1〜3のいずれか一項に記載の耐摩耗鋼板の製造方法。 - 請求項6に記載の耐摩耗鋼板の製造方法において、
さらに、前記焼入れされた熱延鋼板を、100〜300℃の焼戻し温度で焼戻す、耐摩耗鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083968A JP6493284B2 (ja) | 2016-04-19 | 2016-04-19 | 耐摩耗鋼板および耐摩耗鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083968A JP6493284B2 (ja) | 2016-04-19 | 2016-04-19 | 耐摩耗鋼板および耐摩耗鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017193739A true JP2017193739A (ja) | 2017-10-26 |
| JP6493284B2 JP6493284B2 (ja) | 2019-04-03 |
Family
ID=60154674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016083968A Active JP6493284B2 (ja) | 2016-04-19 | 2016-04-19 | 耐摩耗鋼板および耐摩耗鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6493284B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019173081A (ja) * | 2018-03-28 | 2019-10-10 | 日本製鉄株式会社 | 板厚中心部の硬度および低温靭性に優れた板厚200mm超の高硬度鋼板およびその製造方法 |
| WO2021054345A1 (ja) * | 2019-09-20 | 2021-03-25 | Jfeスチール株式会社 | 厚鋼板およびその製造方法 |
| EP4015659A4 (en) * | 2019-09-17 | 2023-09-20 | JFE Steel Corporation | WEAR-RESISTANT STEEL SHEET AND METHOD FOR PRODUCING IT |
| CN117966046A (zh) * | 2024-03-07 | 2024-05-03 | 鞍钢股份有限公司 | 一种耐碱性煤水腐蚀耐磨钢及其制备方法 |
| WO2025197191A1 (ja) * | 2024-03-19 | 2025-09-25 | Jfeスチール株式会社 | 鋼板およびその製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09118950A (ja) * | 1995-10-24 | 1997-05-06 | Nippon Steel Corp | 厚手高硬度高靱性耐摩耗鋼およびその製造方法 |
| JP2004300474A (ja) * | 2003-03-28 | 2004-10-28 | Jfe Steel Kk | 耐摩耗鋼およびその製造方法 |
| JP2005330513A (ja) * | 2004-05-18 | 2005-12-02 | Sumitomo Metal Ind Ltd | 鉄骨構造部材用鋼材、その使用方法及び鉄骨構造物 |
| JP2007302974A (ja) * | 2006-05-15 | 2007-11-22 | Jfe Steel Kk | 耐遅れ破壊特性に優れた高強度厚鋼板およびその製造方法 |
| US20120132322A1 (en) * | 2010-11-30 | 2012-05-31 | Kennametal Inc. | Abrasion resistant steel, method of manufacturing an abrasion resistant steel and articles made therefrom |
| JP2014029003A (ja) * | 2011-09-30 | 2014-02-13 | Jfe Steel Corp | 耐遅れ破壊特性に優れた高張力鋼板の製造方法 |
| WO2014045553A1 (ja) * | 2012-09-19 | 2014-03-27 | Jfeスチール株式会社 | 低温靱性および耐腐食摩耗性に優れた耐摩耗鋼板 |
| WO2014132627A1 (ja) * | 2013-02-28 | 2014-09-04 | Jfeスチール株式会社 | 厚鋼板及び厚鋼板の製造方法 |
| WO2015147216A1 (ja) * | 2014-03-26 | 2015-10-01 | 新日鐵住金株式会社 | 高強度熱間成形鋼板部材 |
-
2016
- 2016-04-19 JP JP2016083968A patent/JP6493284B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09118950A (ja) * | 1995-10-24 | 1997-05-06 | Nippon Steel Corp | 厚手高硬度高靱性耐摩耗鋼およびその製造方法 |
| JP2004300474A (ja) * | 2003-03-28 | 2004-10-28 | Jfe Steel Kk | 耐摩耗鋼およびその製造方法 |
| JP2005330513A (ja) * | 2004-05-18 | 2005-12-02 | Sumitomo Metal Ind Ltd | 鉄骨構造部材用鋼材、その使用方法及び鉄骨構造物 |
| JP2007302974A (ja) * | 2006-05-15 | 2007-11-22 | Jfe Steel Kk | 耐遅れ破壊特性に優れた高強度厚鋼板およびその製造方法 |
| US20120132322A1 (en) * | 2010-11-30 | 2012-05-31 | Kennametal Inc. | Abrasion resistant steel, method of manufacturing an abrasion resistant steel and articles made therefrom |
| JP2014029003A (ja) * | 2011-09-30 | 2014-02-13 | Jfe Steel Corp | 耐遅れ破壊特性に優れた高張力鋼板の製造方法 |
| WO2014045553A1 (ja) * | 2012-09-19 | 2014-03-27 | Jfeスチール株式会社 | 低温靱性および耐腐食摩耗性に優れた耐摩耗鋼板 |
| WO2014132627A1 (ja) * | 2013-02-28 | 2014-09-04 | Jfeスチール株式会社 | 厚鋼板及び厚鋼板の製造方法 |
| WO2015147216A1 (ja) * | 2014-03-26 | 2015-10-01 | 新日鐵住金株式会社 | 高強度熱間成形鋼板部材 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019173081A (ja) * | 2018-03-28 | 2019-10-10 | 日本製鉄株式会社 | 板厚中心部の硬度および低温靭性に優れた板厚200mm超の高硬度鋼板およびその製造方法 |
| EP4015659A4 (en) * | 2019-09-17 | 2023-09-20 | JFE Steel Corporation | WEAR-RESISTANT STEEL SHEET AND METHOD FOR PRODUCING IT |
| US12180572B2 (en) | 2019-09-17 | 2024-12-31 | Jfe Steel Corporation | Wear-resistant steel plate and method for producing same |
| WO2021054345A1 (ja) * | 2019-09-20 | 2021-03-25 | Jfeスチール株式会社 | 厚鋼板およびその製造方法 |
| JP6923104B1 (ja) * | 2019-09-20 | 2021-08-18 | Jfeスチール株式会社 | 厚鋼板およびその製造方法 |
| CN114423878A (zh) * | 2019-09-20 | 2022-04-29 | 杰富意钢铁株式会社 | 厚钢板及其制造方法 |
| CN114423878B (zh) * | 2019-09-20 | 2023-01-17 | 杰富意钢铁株式会社 | 厚钢板及其制造方法 |
| CN117966046A (zh) * | 2024-03-07 | 2024-05-03 | 鞍钢股份有限公司 | 一种耐碱性煤水腐蚀耐磨钢及其制备方法 |
| WO2025197191A1 (ja) * | 2024-03-19 | 2025-09-25 | Jfeスチール株式会社 | 鋼板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6493284B2 (ja) | 2019-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6119934B1 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP6119935B1 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP6119932B1 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP6119933B1 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP6493285B2 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP6493286B2 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 | |
| JP6493284B2 (ja) | 耐摩耗鋼板および耐摩耗鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190218 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6493284 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |