JP2017194921A - 生産ラインの管理装置 - Google Patents
生産ラインの管理装置 Download PDFInfo
- Publication number
- JP2017194921A JP2017194921A JP2016086296A JP2016086296A JP2017194921A JP 2017194921 A JP2017194921 A JP 2017194921A JP 2016086296 A JP2016086296 A JP 2016086296A JP 2016086296 A JP2016086296 A JP 2016086296A JP 2017194921 A JP2017194921 A JP 2017194921A
- Authority
- JP
- Japan
- Prior art keywords
- work
- maintenance work
- maintenance
- effect information
- information
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q50/00—Information and communication technology [ICT] specially adapted for implementation of business processes of specific business sectors, e.g. utilities or tourism
- G06Q50/04—Manufacturing
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41865—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by job scheduling, process planning, material flow
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32252—Scheduling production, machining, job shop
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/80—Management or planning
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Business, Economics & Management (AREA)
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Tourism & Hospitality (AREA)
- General Business, Economics & Management (AREA)
- Marketing (AREA)
- Primary Health Care (AREA)
- Strategic Management (AREA)
- General Health & Medical Sciences (AREA)
- Economics (AREA)
- Human Resources & Organizations (AREA)
- Health & Medical Sciences (AREA)
- Theoretical Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Automation & Control Theory (AREA)
- General Factory Administration (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
Description
キャリブレーションなど整備作業の多くは製造装置ごとに個別に実施されるからである。製造装置ごとに作業効果情報の生成及び出力を行うことで、整備作業が製造装置の品質に与える影響を正確に評価することができる。
図1は、プリント基板の表面実装ラインにおける生産システムの構成例を模式的に示している。表面実装(Surface Mount Technology:SMT)とはプリント基板の表面に電子部品をはんだ付けする技術であり、表面実装ラインは、主として、はんだ印刷〜部品のマウント〜リフロー(はんだの溶着)の三つの工程から構成される。
品高さなどがある。はんだ印刷検査と同様、電子部品の2次元計測には、イメージセンサ(カメラ)などを用いることができ、3次元計測には、レーザ変位計や、位相シフト法、空間コード化法、光切断法などを利用することができる。
ましい。
上述した製造装置X1〜X3および検査装置Y1〜Y4は、ネットワーク(LAN)を介して管理装置1に接続されている。管理装置1は、製造装置X1〜X3および検査装置Y1〜Y4の管理や制御を担うシステムであり、CPU(プロセッサ)、主記憶装置(メモリ)、補助記憶装置(ハードディスクなど)、入力装置(キーボード、マウス、コントローラ、タッチパネルなど)、表示装置などを具備する汎用的なコンピュータシステムにより構成される。後述する管理装置1の機能は、補助記憶装置に格納されたプログラムをCPUが読み込み実行することにより実現される。
作業効果情報出力部16は、製造装置X1〜X3に対して行われた整備作業の効果を確認するための情報として、整備作業の前後における製品の品質の変化を示す作業効果情報を生成し出力する機能である。
図3はマウンタX2の構成を模式的に示す図である。マウンタX2は、基板Bを載置するステージ20、電子部品Pを供給する複数のフィーダ21、電子部品Pをピックアップする可動式のヘッド22、ヘッド22に取り付けられた複数のノズル23、各ノズルのエア圧を制御する真空ポンプ24などを備えている。各列のフィーダ21には異なる品番の部品Pがセットされている。また、マウンタX2は、自機の動作の異常を検知するための観測系として、上カメラ25、下カメラ26、ノズル端面の接触圧を計測する接触センサ27、ノズルのエア圧を計測する圧力センサ28などを備えている。制御部29は、マウンタX2の各部の制御、演算、情報処理を担うブロックであり、CPU(プロセッサ)、メモリなどを備えている。座標系については、基板面に平行にX軸とY軸をとり、基板面に垂直にZ軸をとる。
本実施形態では、マウンタX2の故障、事故、その他の不具合の発生を未然に防ぐとともに、部品実装の精度や品質を維持するために、以下のような整備作業が行われる。
メンテナンスとは、製造装置の状態を正常に維持するために定期的に実施される点検、清掃、修理、調整などの作業である。例えば、毎月1回、ラインの稼働を停止し、マウンタX2の各構成部材の状態や動作を点検し、必要な場合には清掃、修理、調整などを行う。メンテナンスを行うと、その実施日時がマウンタX2のメモリ内に記録される。
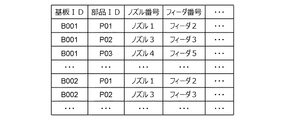
部材交換とは、製造装置を構成する部材を交換する作業である。マウンタX2の場合、ノズル23やフィーダ21などの部材は摩耗により劣化するため、所定のサイクルで(例えば1000時間使用する毎に)交換される。また、ノズル23やフィーダ21以外にも、ヘッド22や真空ポンプ24などが交換されることもある。ノズル23やフィーダ21などの部材交換を行うと、部材の型式(種類情報)、ID(個体情報)、部材の取り付け位置(ノズル番号、フィーダ番号など)、交換日時がマウンタX2のメモリ内に記録される。なお、部材の型式やIDなどの情報は、部材に取り付けられたIDタグから自動的に読み取ることもできるし、作業者が手入力してもよい。
キャリブレーションとは、製造装置の動作精度や品質を維持するための調整作業である。キャリブレーションも定期的に(例えば毎週1回とか装置起動時など)実施される。マウンタX2の場合、ヘッド22及びノズル23の位置決め精度を維持するために、基準位
置をリセットするキャリブレーションが行われる。なお、キャリブレーションの項目は1つに限られない。例えば、ノズルのXY位置のキャリブレーション、ノズルのZ位置のキャリブレーション、カメラの撮像条件のキャリブレーションなど、複数項目のキャリブレーションを行うこともできる。キャリブレーションを行うと、その実施日時がマウンタX2のメモリ内に記録される。
実装プログラムとは、マウンタX2の動作手順を定義したデータである。実装プログラムには、例えば、対象となる基板のID、マウンタX2の各部の制御シーケンス、電子部品情報(例えば、部品の品番、部品を供給するフィーダのID、部品のピックアップに使用するノズルのID、部品を配置するXY位置、部品の回転角度、部品の高さなど)、その他の設定パラメータなどが含まれる。実装プログラムの不具合(バグ)が発見された場合や、シーケンスの変更や最適化を行う場合などに、実装プログラムの変更(修正)が行われる。実装プログラムの変更を行うと、プログラム名、リビジョン番号、変更した項目、及び変更日時の情報がマウンタX2のメモリ内に記録される。
実装条件とは、マウンタX2の基本的な動作条件を定義したデータである。実装条件には、例えば、ノズル23による電子部品Pの吸着位置(XY位置、Z高さなど)、カメラ25、26による部品認識パラメータ(部品の大きさ、厚さなど)、ノズル23のエア圧などの設定値が記述されている。部品のピックアップや認識失敗が発生する場合などに、実装条件の変更(修正)が行われる。実装条件の変更を行うと、変更した項目及び変更日時の情報がマウンタX2のメモリ内に記録される。
整備作業データ取得部10は、マウンタX2から整備作業データを取得し、整備作業DB11に格納する。整備作業データの取得タイミングは任意である。例えば、マウンタX2において整備作業が実施されるたび(整備作業データが記録されるたび)にマウンタX2の制御部29が管理装置1に対し整備作業データを送信してもよい。あるいは、整備作業データ取得部10が、あらかじめ決められた時刻または頻度でマウンタX2からデータを取得してもよいし、ユーザからの取得要求に応じてマウンタX2からデータを取得してもよい。
。
次に、作業効果情報出力部16の機能および処理について説明する。
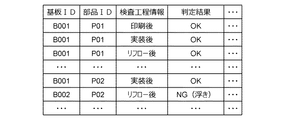
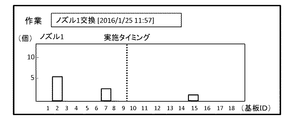
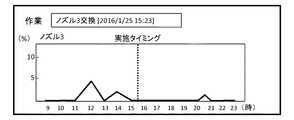
。例えば一枚の基板に10個の部品が実装されている場合であれば、作業前と作業後のそれぞれについて2000部品の検査結果データが抽出されることとなる。
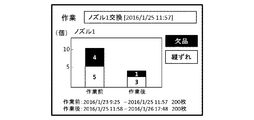
なお、図7は効果確認画面の一例を示しているにすぎない。例えば、ノズル1の交換による効果を確認する目的であれば、ノズル1の作業前不良数と作業後不良数のグラフを表示するだけでもよい。あるいは、ノズル別のグラフに加え、全ノズルの合計のグラフを表示してもよい。あるいは、棒グラフではなく、折れ線グラフやパレート図などで示してもよい。あるいは、不良数の代わりに、不良率や歩留まり率を表示してもよい。あるいは、作業前と作業後の不良数、不良率、歩留まり率などを数字で表示したり、作業前と作業後で改善しているか否かをアイコン等で表示してもよい。また、メンテナンスやキャリブレーションのように基板全体に影響が及ぶ場合には、基板上の全部品における品質(不良数、不良率など)について作業前後の比較を表示すればよい。また、実装プログラムの変更や実装条件の変更の場合、その変更の影響が基板全体に及ぶものであれば基板上の全部品の品質を比較すればよいし、変更の影響が特定のノズル、フィーダ、あるいは部品にのみ及ぶものであればノズル別、フィーダ別、あるいは部品別の品質を比較すればよい。
(1)上側規格のみの場合、Cpk=Cpu=(上限規格値−平均値)/3σ
(2)下側規格のみの場合、Cpk=Cpl=(平均値−下限規格値)/3σ
(3)両側規格の場合、Cpk=min(Cpu,Cpl)
ただし、Cpkがマイナスとなる場合は0にする。σは標準偏差である。
Cp=(上側規格値−下側規格値)/6σ
上側規格値および下側規格値は、品質基準から決定される。例えば、部品の横ずれに関する規格値は端子幅の±1/2のように定めることができる。
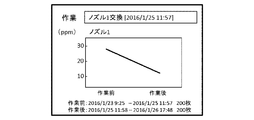
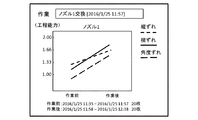
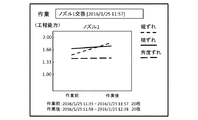
置ずれが低減していること)が簡単に確認できる。一方、図14に示すように、作業の前後で工程能力に有意な変化がない場合や、作業前から十分な工程能力(例えばCpkが1.33以上)がある場合や、作業後に過剰な工程能力(例えばCpkが1.66以上)になっている場合には、今回のノズル交換は不必要な作業であったことがわかる。
上述した本実施形態の構成によれば、製造装置に対して整備作業を実施した場合に、整備作業の前に製造された製品と整備作業の後に製造された製品の間でその品質に変化があったかどうか、という観点から整備作業の効果を確認することができる。例えば、品質が向上していれば整備作業の効果があったことがわかる。一方、品質にほとんど変化がないか、逆に品質が低下していれば、整備作業の効果がなかったことがわかる。また、整備作業の前後で品質にほとんど変化がなく、かつ、整備作業の前の段階でも品質に特に問題が生じていなかった場合は、整備作業の実施が必要でなかった(過剰な整備作業であった)ことがわかり、整備作業の頻度の適正化を図るなどの対策に役立てることができる。
上記の実施形態の説明は、本発明を例示的に説明するものに過ぎず、本発明は上記の具体的な形態には限定されない。本発明は、その技術的思想の範囲内で種々の変形が可能である。
、Y2:部品検査装置、Y3:外観検査装置、Y4:X線検査装置、1:管理装置
10:整備作業データ取得部、11:整備作業DB、12:製造ログデータ取得部、13:製造ログDB、14:検査結果データ取得部、15:検査結果DB、16:作業効果情報出力部
20:ステージ、21:フィーダ、22:ヘッド、23:ノズル、24:真空ポンプ、25:上カメラ、26:下カメラ、27:接触センサ、28:圧力センサ、29:制御部、B:基板、P:電子部品
70:作業リスト、71:作業効果情報
Claims (14)
- 製品を製造する生産ラインの管理装置であって、
前記生産ラインには、1つ以上の製造装置と、製品の品質を検査する1つ以上の検査装置とが設けられており、
前記管理装置は、
前記製造装置に対して行われた整備作業に関する情報として、行われた整備作業を特定する作業特定情報と整備作業が行われたタイミングを示す作業タイミング情報とを少なくとも含む整備作業データを取得する整備作業データ取得部と、
前記検査装置による各製品の検査結果データを取得する検査結果データ取得部と、
前記整備作業データと前記検査結果データに基づき、前記製造装置に対して行われた整備作業の効果を確認するための情報として、当該整備作業の前後における製品の品質の変化を示す作業効果情報を生成し出力する作業効果情報出力部と、
を有することを特徴とする管理装置。 - 前記作業効果情報は、前記整備作業の前に製造された製品群と後に製造された製品群それぞれの不良数または不良率の比較を示す情報である
ことを特徴とする請求項1に記載の管理装置。 - 前記作業効果情報は、前記整備作業が行われたタイミングを含む期間における、不良数または不良率の変化を時系列で示す情報である
ことを特徴とする請求項1に記載の管理装置。 - 前記作業効果情報は、前記整備作業の前に製造された製品群と後に製造された製品群それぞれの、製品の品質の程度を示す計測値又は前記計測値の統計量の比較を示す情報である
ことを特徴とする請求項1に記載の管理装置。 - 前記作業効果情報は、前記整備作業が行われたタイミングを含む期間における、製品の品質の程度を示す計測値又は前記計測値の統計量の変化を時系列で示す情報である
ことを特徴とする請求項1に記載の管理装置。 - 前記作業効果情報出力部は、前記作業効果情報をグラフ表示する
ことを特徴とする請求項1〜5のうちいずれか1項に記載の管理装置。 - 前記作業効果情報出力部は、前記整備作業が行われた後、予め定めた条件が満たされた場合に、前記作業効果情報の出力を自動的に行う
ことを特徴とする請求項1〜6のうちいずれか1項に記載の管理装置。 - 前記生産ラインに、複数の製造装置が設けられている場合に、
前記作業効果情報出力部は、製造装置ごとに前記作業効果情報の生成及び出力を行う
ことを特徴とする請求項1〜7のうちいずれか1項に記載の管理装置。 - 前記生産ラインは、プリント基板の表面実装ラインであり、
前記製造装置は、プリント基板の上に部品を実装するマウンタである
ことを特徴とする請求項1〜8のうちいずれか1項に記載の管理装置。 - 前記マウンタは、部品を吸着するノズルを複数有しており、
前記作業効果情報出力部は、部品の吸着に使用したノズル別に前記作業効果情報を出力する
ことを特徴とする請求項9に記載の管理装置。 - 前記マウンタは、部品を供給するフィーダを複数有しており、
前記作業効果情報出力部は、部品の供給に使用したフィーダ別に前記作業効果情報を出力する
ことを特徴とする請求項9に記載の管理装置。 - 前記整備作業は、前記製造装置のメンテナンス、前記製造装置のキャリブレーション、前記製造装置の部材交換、および、前記製造装置の動作を制御するプログラムもしくは条件の変更、のうち少なくともいずれかの作業を含む
ことを特徴とする請求項1〜11のうちいずれか1項に記載の管理装置。 - 製品を製造する生産ラインの管理方法であって、
前記生産ラインには、1つ以上の製造装置と、製品の品質を検査する1つ以上の検査装置とが設けられており、
前記管理方法は、
コンピュータが、前記製造装置に対して行われた整備作業に関する情報として、行われた整備作業を特定する作業特定情報と整備作業が行われたタイミングを示す作業タイミング情報とを少なくとも含む整備作業データを取得し、記憶装置に記憶するステップと、
コンピュータが、前記検査装置による各製品の検査結果データを取得し、前記記憶装置に記憶するステップと、
コンピュータが、前記記憶装置に記憶された前記整備作業データと前記検査結果データに基づき、前記製造装置に対して行われた整備作業の効果を確認するための情報として、当該整備作業の前後における製品の品質の変化を示す作業効果情報を生成し、表示装置に出力するステップと、
を有することを特徴とする管理方法。 - 請求項13に記載の管理方法の各ステップをコンピュータに実行させることを特徴とするプログラム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016086296A JP6812660B2 (ja) | 2016-04-22 | 2016-04-22 | 生産ラインの管理装置 |
| CN201710188050.0A CN107305367A (zh) | 2016-04-22 | 2017-03-27 | 生产线的管理装置 |
| DE102017206604.0A DE102017206604A1 (de) | 2016-04-22 | 2017-04-19 | Managementvorrichtung einer Fertigungslinie |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016086296A JP6812660B2 (ja) | 2016-04-22 | 2016-04-22 | 生産ラインの管理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017194921A true JP2017194921A (ja) | 2017-10-26 |
| JP6812660B2 JP6812660B2 (ja) | 2021-01-13 |
Family
ID=60021190
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016086296A Active JP6812660B2 (ja) | 2016-04-22 | 2016-04-22 | 生産ラインの管理装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6812660B2 (ja) |
| CN (1) | CN107305367A (ja) |
| DE (1) | DE102017206604A1 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019159319A1 (ja) * | 2018-02-16 | 2019-08-22 | 株式会社Fuji | 基板作業システム |
| JP2020119426A (ja) * | 2019-01-28 | 2020-08-06 | 株式会社安川電機 | 産業機器管理システム、産業機器管理方法、及びプログラム |
| JP2020119428A (ja) * | 2019-01-28 | 2020-08-06 | 株式会社安川電機 | 産業機器管理システム、産業機器管理方法、及びプログラム |
| JP2020119427A (ja) * | 2019-01-28 | 2020-08-06 | 株式会社安川電機 | 産業機器管理システム、産業機器管理方法、及びプログラム |
| WO2021090415A1 (ja) * | 2019-11-06 | 2021-05-14 | 株式会社Fuji | 部品実装装置および補正値管理方法 |
| WO2022162962A1 (ja) * | 2021-01-29 | 2022-08-04 | オムロン株式会社 | 品質改善支援装置 |
| CN115328054A (zh) * | 2022-08-23 | 2022-11-11 | 大连优米兴创信息软件开发有限公司 | 一种基于云计算的智能制造工业软件调试系统 |
| JP2023018686A (ja) * | 2018-04-04 | 2023-02-08 | 株式会社Fuji | 実装システム及び管理方法 |
| JP2023034379A (ja) * | 2021-08-31 | 2023-03-13 | パナソニックIpマネジメント株式会社 | 部品の装着荷重の適否判断システムおよび部品の装着荷重の適否判断方法ならび部品搭載装置 |
| WO2023079902A1 (ja) * | 2021-11-08 | 2023-05-11 | パナソニックIpマネジメント株式会社 | メンテナンス支援システムおよびメンテナンス支援方法ならびにメンテナンス支援プログラム |
| CN116114390A (zh) * | 2020-08-25 | 2023-05-12 | 株式会社富士 | 错误原因推定装置以及错误原因推定方法 |
| CN116275755A (zh) * | 2023-05-12 | 2023-06-23 | 苏州诺克汽车工程装备有限公司 | 一种焊接生产线的智能控制系统 |
| WO2023171197A1 (ja) * | 2022-03-11 | 2023-09-14 | オムロン株式会社 | 生産管理システム、生産管理方法、及び生産管理プログラム |
| DE112021006768T5 (de) | 2021-01-06 | 2023-10-19 | OMRON Corporation | Managementsystem, managementvorrichtung, managementverfahren und programm |
| WO2025041595A1 (ja) * | 2023-08-23 | 2025-02-27 | Ntn株式会社 | 情報処理装置、および情報処理方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6922694B2 (ja) * | 2017-11-27 | 2021-08-18 | オムロン株式会社 | 管理システム、管理装置、管理方法、及びプログラム |
| CN114206518B (zh) * | 2020-07-01 | 2024-07-02 | 株式会社Tmeic | 制造设备的诊断辅助装置 |
| CN114637264B (zh) * | 2022-03-15 | 2024-05-17 | 广州明珞装备股份有限公司 | 动作稳定性分析方法、系统、设备及存储介质 |
| CN114625097B (zh) * | 2022-05-16 | 2022-08-02 | 时代云英(深圳)科技有限公司 | 一种基于工业互联网的生产工艺控制方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6317701B1 (en) * | 1998-06-17 | 2001-11-13 | Metso Field Systems Oy | Field device management system |
| JP2005182635A (ja) * | 2003-12-22 | 2005-07-07 | Fujitsu Ltd | 品質改善システム |
| JP2011185638A (ja) * | 2010-03-05 | 2011-09-22 | Omron Corp | はんだ印刷状態の分析作業の支援方法およびはんだ印刷検査機 |
| JP2011186638A (ja) * | 2010-03-05 | 2011-09-22 | Tokai Rika Co Ltd | 装飾カバー及び車両室内の装飾方法 |
| JP2012022362A (ja) * | 2010-07-12 | 2012-02-02 | Sharp Corp | 特性予測装置、特性予測方法、特性予測プログラム、および、特性予測プログラムを記録した記録媒体 |
| JP2013152655A (ja) * | 2012-01-26 | 2013-08-08 | Hitachi Ltd | プラント又は設備の異常診断方法及びヘルスマネージメント方法 |
| WO2015114828A1 (ja) * | 2014-02-03 | 2015-08-06 | 富士機械製造株式会社 | 基板生産モニタリング装置および基板生産モニタリング方法 |
| JP2015153914A (ja) * | 2014-02-14 | 2015-08-24 | オムロン株式会社 | 品質管理装置、品質管理方法、およびプログラム |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004140162A (ja) | 2002-10-17 | 2004-05-13 | Fuji Mach Mfg Co Ltd | 電子回路部品実装機のメンテナンス方法,電子回路部品実装機の運転状況監視方法および電子回路生産支援システム |
| JP3772906B1 (ja) | 2005-05-27 | 2006-05-10 | オムロン株式会社 | 情報処理装置、情報処理方法、プログラム、および、プログラムを記録したコンピュータ読み取り可能な記録媒体 |
| US7801634B2 (en) * | 2005-06-10 | 2010-09-21 | Panasonic Corporation | Manufacturing management method, manufacturing management apparatus, and mounter |
| JP2007279827A (ja) * | 2006-04-03 | 2007-10-25 | Hitachi Ltd | 加工条件設定装置 |
| JP5729724B2 (ja) * | 2012-03-07 | 2015-06-03 | ヤマハ発動機株式会社 | 演算装置、部品実装装置、及びプログラム |
| JP6342738B2 (ja) * | 2014-07-24 | 2018-06-13 | 株式会社Screenホールディングス | データ補正装置、描画装置、検査装置、データ補正方法、描画方法、検査方法およびプログラム |
-
2016
- 2016-04-22 JP JP2016086296A patent/JP6812660B2/ja active Active
-
2017
- 2017-03-27 CN CN201710188050.0A patent/CN107305367A/zh active Pending
- 2017-04-19 DE DE102017206604.0A patent/DE102017206604A1/de active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6317701B1 (en) * | 1998-06-17 | 2001-11-13 | Metso Field Systems Oy | Field device management system |
| JP2005182635A (ja) * | 2003-12-22 | 2005-07-07 | Fujitsu Ltd | 品質改善システム |
| JP2011185638A (ja) * | 2010-03-05 | 2011-09-22 | Omron Corp | はんだ印刷状態の分析作業の支援方法およびはんだ印刷検査機 |
| JP2011186638A (ja) * | 2010-03-05 | 2011-09-22 | Tokai Rika Co Ltd | 装飾カバー及び車両室内の装飾方法 |
| JP2012022362A (ja) * | 2010-07-12 | 2012-02-02 | Sharp Corp | 特性予測装置、特性予測方法、特性予測プログラム、および、特性予測プログラムを記録した記録媒体 |
| JP2013152655A (ja) * | 2012-01-26 | 2013-08-08 | Hitachi Ltd | プラント又は設備の異常診断方法及びヘルスマネージメント方法 |
| WO2015114828A1 (ja) * | 2014-02-03 | 2015-08-06 | 富士機械製造株式会社 | 基板生産モニタリング装置および基板生産モニタリング方法 |
| JP2015153914A (ja) * | 2014-02-14 | 2015-08-24 | オムロン株式会社 | 品質管理装置、品質管理方法、およびプログラム |
Cited By (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2019159319A1 (ja) * | 2018-02-16 | 2020-12-03 | 株式会社Fuji | 基板作業システム |
| WO2019159319A1 (ja) * | 2018-02-16 | 2019-08-22 | 株式会社Fuji | 基板作業システム |
| US11445651B2 (en) | 2018-02-16 | 2022-09-13 | Fuji Corporation | Substrate work system |
| JP7127075B2 (ja) | 2018-02-16 | 2022-08-29 | 株式会社Fuji | 基板作業システム |
| JP2023018686A (ja) * | 2018-04-04 | 2023-02-08 | 株式会社Fuji | 実装システム及び管理方法 |
| JP7747804B2 (ja) | 2018-04-04 | 2025-10-01 | 株式会社Fuji | 実装システム及び管理方法 |
| JP7455929B2 (ja) | 2018-04-04 | 2024-03-26 | 株式会社Fuji | 実装システム及び管理方法 |
| JP2024069404A (ja) * | 2018-04-04 | 2024-05-21 | 株式会社Fuji | 実装システム及び管理方法 |
| US12306608B2 (en) | 2019-01-28 | 2025-05-20 | Kabushiki Kaisha Yaskawa Denki | Industrial machine management system, method for managing industrial machine, and non-transitory computer-readable storage medium |
| JP2020119426A (ja) * | 2019-01-28 | 2020-08-06 | 株式会社安川電機 | 産業機器管理システム、産業機器管理方法、及びプログラム |
| JP2020119427A (ja) * | 2019-01-28 | 2020-08-06 | 株式会社安川電機 | 産業機器管理システム、産業機器管理方法、及びプログラム |
| JP2020119428A (ja) * | 2019-01-28 | 2020-08-06 | 株式会社安川電機 | 産業機器管理システム、産業機器管理方法、及びプログラム |
| US11493902B2 (en) | 2019-01-28 | 2022-11-08 | Kabushiki Kaisha Yaskawa Denki | Industrial machine management system, method for managing industrial machine, and non-transitory computer-readable storage medium |
| US12295104B2 (en) | 2019-11-06 | 2025-05-06 | Fuji Corporation | Component mounting device and correction value managing method |
| JP7201838B2 (ja) | 2019-11-06 | 2023-01-10 | 株式会社Fuji | 部品実装装置および補正値管理方法 |
| WO2021090415A1 (ja) * | 2019-11-06 | 2021-05-14 | 株式会社Fuji | 部品実装装置および補正値管理方法 |
| JP2023024635A (ja) * | 2019-11-06 | 2023-02-16 | 株式会社Fuji | 部品実装装置および補正値管理方法 |
| CN114616933A (zh) * | 2019-11-06 | 2022-06-10 | 株式会社富士 | 元件安装装置及修正值管理方法 |
| JPWO2021090415A1 (ja) * | 2019-11-06 | 2021-05-14 | ||
| CN114616933B (zh) * | 2019-11-06 | 2023-11-10 | 株式会社富士 | 元件安装装置及修正值管理方法 |
| JP7340085B2 (ja) | 2019-11-06 | 2023-09-06 | 株式会社Fuji | 部品実装装置および補正値管理方法 |
| CN116114390A (zh) * | 2020-08-25 | 2023-05-12 | 株式会社富士 | 错误原因推定装置以及错误原因推定方法 |
| DE112021006768T5 (de) | 2021-01-06 | 2023-10-19 | OMRON Corporation | Managementsystem, managementvorrichtung, managementverfahren und programm |
| US12385851B2 (en) | 2021-01-06 | 2025-08-12 | Omron Corporation | Management system, management device, management method, and program |
| JP7669708B2 (ja) | 2021-01-29 | 2025-04-30 | オムロン株式会社 | 品質改善支援装置 |
| JP2022116789A (ja) * | 2021-01-29 | 2022-08-10 | オムロン株式会社 | 管理装置及び管理システム |
| WO2022162962A1 (ja) * | 2021-01-29 | 2022-08-04 | オムロン株式会社 | 品質改善支援装置 |
| JP2023034379A (ja) * | 2021-08-31 | 2023-03-13 | パナソニックIpマネジメント株式会社 | 部品の装着荷重の適否判断システムおよび部品の装着荷重の適否判断方法ならび部品搭載装置 |
| JP7759587B2 (ja) | 2021-08-31 | 2025-10-24 | パナソニックIpマネジメント株式会社 | 部品の装着荷重の適否判断システムおよび部品の装着荷重の適否判断方法ならび部品搭載装置 |
| WO2023079902A1 (ja) * | 2021-11-08 | 2023-05-11 | パナソニックIpマネジメント株式会社 | メンテナンス支援システムおよびメンテナンス支援方法ならびにメンテナンス支援プログラム |
| JP2023132966A (ja) * | 2022-03-11 | 2023-09-22 | オムロン株式会社 | 生産管理システム、生産管理方法、及び生産管理プログラム |
| WO2023171197A1 (ja) * | 2022-03-11 | 2023-09-14 | オムロン株式会社 | 生産管理システム、生産管理方法、及び生産管理プログラム |
| CN115328054A (zh) * | 2022-08-23 | 2022-11-11 | 大连优米兴创信息软件开发有限公司 | 一种基于云计算的智能制造工业软件调试系统 |
| CN116275755A (zh) * | 2023-05-12 | 2023-06-23 | 苏州诺克汽车工程装备有限公司 | 一种焊接生产线的智能控制系统 |
| WO2025041595A1 (ja) * | 2023-08-23 | 2025-02-27 | Ntn株式会社 | 情報処理装置、および情報処理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6812660B2 (ja) | 2021-01-13 |
| CN107305367A (zh) | 2017-10-31 |
| DE102017206604A1 (de) | 2017-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6812660B2 (ja) | 生産ラインの管理装置 | |
| JP6233061B2 (ja) | 品質管理装置、品質管理方法 | |
| JP6413246B2 (ja) | 品質管理装置および品質管理装置の制御方法 | |
| JP6264072B2 (ja) | 品質管理装置及びその制御方法 | |
| JP7484733B2 (ja) | 管理システム、管理装置、管理方法、及びプログラム | |
| EP3119176A1 (en) | Quality control device, quality control method, and program | |
| CN110045688B (zh) | 检查管理系统、检查管理装置及检查管理方法 | |
| CN109840856B (zh) | 管理系统、管理装置、管理方法及计算机可读记录介质 | |
| JP2019125693A (ja) | 検査管理システム、検査管理装置、検査管理方法 | |
| JP7600726B2 (ja) | 品質改善支援装置及び品質改善支援システム | |
| JP7735660B2 (ja) | 検査管理システム、検査管理装置、検査管理方法、及びプログラム | |
| JP7669708B2 (ja) | 品質改善支援装置 | |
| WO2022162961A1 (ja) | 管理装置及び管理システム | |
| JP7484744B2 (ja) | 管理システム、管理装置、管理方法、及びプログラム | |
| KR20170088522A (ko) | Smt 공정 라인 에러 알림 장치 | |
| JP7769951B2 (ja) | 部品実装システムおよび部品実装方法 | |
| JP2024104592A (ja) | 管理支援装置及び管理支援システム | |
| KR20170069047A (ko) | Smt 장비의 생산관리 시스템 및 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200616 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200817 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20201027 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201117 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6812660 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |