JP2017196635A - マーキング装置 - Google Patents
マーキング装置 Download PDFInfo
- Publication number
- JP2017196635A JP2017196635A JP2016088428A JP2016088428A JP2017196635A JP 2017196635 A JP2017196635 A JP 2017196635A JP 2016088428 A JP2016088428 A JP 2016088428A JP 2016088428 A JP2016088428 A JP 2016088428A JP 2017196635 A JP2017196635 A JP 2017196635A
- Authority
- JP
- Japan
- Prior art keywords
- steel wire
- marking
- focal length
- information
- conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Laser Beam Processing (AREA)
Abstract
Description
特に鋼線材の線径が細くなると線材自体の剛性が弱くなるため、上記のような問題が生じやすい。
本発明によれば、レーザ光により鋼線材の表面をスポット溶解させてマーキングを施すため、鋼線材に対して実質的に無負荷で印字を行なうことができる。このためマーキングの際、下向きの打刻力により鋼線材が左右方向に逃げてしまうといった問題が生じることはなく、線径の細い鋼線材に対しても明瞭なマーキングを施すことができる。また強い力で鋼線材を位置固定する必要がなくなるため、搬送用の保持ブロックに鋼線材を載せたままの状態でマーキングを行なうことができる。この場合、マーキング動作の前後で鋼線材を搬送用の保持ブロックから位置固定用のクランプ部材に移し換える動作が不要になり、移載時の落下トラブルを解消することができる。
これに対し本発明では、マーキング対象の鋼線材の線径情報に基づいて、マーキングに適したレーザ光の焦点距離を導出する焦点距離導出手段を設け、導出手段の導出結果に基づいてレーザ照射部に設けた焦点距離調整手段を作動させ、レーザ光の焦点距離を自動調整するように構成することができる(請求項2)。このようにすることで、線径が異なる鋼線材が混在している場合であっても、各鋼線材毎にレーザ光の焦点距離を変更させて、マーキングを行うことができる。
前工程で順次製造された鋼線材を、その順番のままマーキングする場合、前工程を管理しているホストコンピュータのデータベースから線径情報およびマーキング内容の情報を製造順に取得するようにすれば、オペレータが改めて線径情報およびマーキング内容の情報をマーキング装置に入力する作業を不要とすることができ、作業性が向上するとともに入力ミスによる品質トラブルを防止することができる。
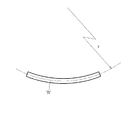
図1は、本実施形態におけるマーキング装置にてマーキングされる鋼線材Wを示した図である。この鋼線材Wは、長さおよそ300mmで、所定の曲率半径rで湾曲する断面円形の線材である。線径は5.5mm〜48mmの範囲で様々な径のものが存在する。この鋼線材Wは、熱間にて圧延された線材をコイル状に巻回して製造された線材コイル製品の端部を切断して得られたもので、外観検査、火花検査、呈色検査等に用いられる。
鋼線材Wは、コイル製品の本体から切り離された状態で取り扱われるため、切り離された直後に識別のため、数字やアルファベット文字からなるマーキングが施される。
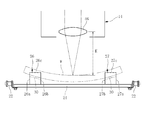
これら一対の保持ブロック26,27は、図2に示すように、搬送方向に一定の間隔Pを隔てて多数並設されている。
32は、レーザヘッド14の下方に設けられた第1のワーク検出センサである。この第1のワーク検出センサ32は、レーザ照射位置まで移動してきた保持ブロック26,27について、鋼線材Wを保持しているか否かを検出する。第1のワーク検出センサ32が鋼線材Wを検出すると、搬送コンベア12が位置停止している状態で、図3で示すようにレーザ照射位置にある鋼線材Wに対してレーザが照射され、鋼線材Wの外周面、詳しくは鋼線材Wの軸方向の中間位置における、レーザヘッド14と対向する上面にマーキングが施される。
この制御部16には、第1のワーク検出センサ32、第2のワーク検出センサ34、ホストコンピュータ62、搬送コンベア12の駆動モータ17、レーザ発振器40、入射レンズ移動モータ50、走査用モータ54が接続されている。
焦点距離導出手段58では、予め鋼線材Wの線径毎に明瞭に印字可能な焦点距離Sを調査して、鋼線材Wの線径と焦点距離Sとの関係を記憶部61に格納しておき、上記情報取得手段56にて取得された鋼線材Wの線径情報に対応する焦点距離Sの値を記憶部61から取り出すことで目的とする焦点距離Sを得ることができる。
鋼線材Wは保持ブロック26,27にて保持された状態で搬送され、レーザヘッド14の直下のレーザ照射位置に到達すると、第1のワーク検出センサ32が鋼線材Wを検出し、搬送コンベア12はその状態(鋼線材Wがレーザ照射位置にある状態)で停止する。制御部16はホストコンピュータ62のデータベースから取得した線径の情報に基づいて、レーザ光の焦点距離Sを導出し、レーザヘッド14におけるレーザ光の焦点距離Sが調整される。次にレーザ光がレーザ発振器40から出射され、鋼線材Wの表面に照射されたレーザ光は、鋼線材Wの表面の一部をスポット溶解させる。この際、取得したマーキング内容の情報に応じて走査手段44が制御される。その結果、照射位置が移動して、鋼線材Wの表面に所定のマーキング内容が印字される。
12 搬送コンベア
14 レーザヘッド(レーザ照射部)
16 制御部
26,27 保持ブロック
30 V字溝
32 第1のワーク検出手段
34 第2のワーク検出手段
42 焦点距離調整手段
56 情報取得手段
58 焦点距離導出手段
60 異常判定手段
Claims (5)
- 鋼線材を保持する左右一対の保持ブロックが搬送方向に複数並設された搬送コンベアと、
前記搬送コンベアの搬送方向の下流側で、かつ、前記鋼線材の上方に配設されたレーザ照射部と、
これら搬送コンベア及びレーザ照射部の動作制御を行う制御部と、を備え、
前記一対の保持ブロックで保持された状態の前記鋼線材の表面にレーザ光を照射して、マーキングを行なうように構成されていることを特徴とするマーキング装置。 - 前記レーザ照射部は前記レーザ光の焦点距離を調整する焦点距離調整手段を備え、
また前記制御部は、前記マーキング対象の鋼線材の線径情報に基づいて、前記レーザ光の焦点距離を導出する焦点距離導出手段を備え、
該焦点距離導出手段の導出結果に基づいて前記焦点距離調整手段を作動させ、前記レーザ光の焦点距離を自動調整するように構成されていることを特徴とする請求項1に記載のマーキング装置。 - 前記制御部は、前記マーキング対象の鋼線材の線径情報及びマーキング内容の情報が登録されている外部のベータベースから、これら線径情報及びマーキング内容の情報を取得する情報取得手段を備えていることを特徴とする請求項2に記載のマーキング装置。
- 前記搬送コンベアには、レーザ照射位置にある前記保持ブロックについて前記鋼線材の有無を検出する第1のワーク検出センサと、
前記レーザ照射位置よりも上流側に設定された予備検出位置にある前記保持ブロックについて前記鋼線材の有無を検出する第2のワーク検出センサと、が設けられており、
前記制御部は、前記レーザ照射位置にある前記保持ブロックについての、第1のワーク検出センサの鋼線材有無情報と、事前に予備検出位置で取得された前記第2のワーク検出センサの鋼線材有無情報とを比較し、一致していない場合を異常と判定する異常判定手段を備えていることを特徴とする請求項1〜3の何れかに記載のマーキング装置。 - 前記保持ブロックには上面が開口したV字溝が形成され、該V字溝は前記搬送コンベアの中心部に向かって漸次溝深さが深くなるように形成されていることを特徴とする請求項1〜4の何れかに記載のマーキング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016088428A JP6701921B2 (ja) | 2016-04-26 | 2016-04-26 | マーキング装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016088428A JP6701921B2 (ja) | 2016-04-26 | 2016-04-26 | マーキング装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017196635A true JP2017196635A (ja) | 2017-11-02 |
| JP6701921B2 JP6701921B2 (ja) | 2020-05-27 |
Family
ID=60237037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016088428A Active JP6701921B2 (ja) | 2016-04-26 | 2016-04-26 | マーキング装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6701921B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019084577A (ja) * | 2017-11-09 | 2019-06-06 | 東芝テック株式会社 | マーキング装置及びマーキングシステム |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60137587A (ja) * | 1983-12-26 | 1985-07-22 | Kawasaki Steel Corp | 金属材料レ−ザマ−キング装置 |
| JPH0295613A (ja) * | 1988-09-29 | 1990-04-06 | Toshiba Seiki Kk | 物体搬送監視装置 |
| JPH0286914U (ja) * | 1988-12-23 | 1990-07-10 | ||
| JP2009208093A (ja) * | 2008-02-29 | 2009-09-17 | Sunx Ltd | レーザマーキング装置 |
-
2016
- 2016-04-26 JP JP2016088428A patent/JP6701921B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60137587A (ja) * | 1983-12-26 | 1985-07-22 | Kawasaki Steel Corp | 金属材料レ−ザマ−キング装置 |
| JPH0295613A (ja) * | 1988-09-29 | 1990-04-06 | Toshiba Seiki Kk | 物体搬送監視装置 |
| JPH0286914U (ja) * | 1988-12-23 | 1990-07-10 | ||
| JP2009208093A (ja) * | 2008-02-29 | 2009-09-17 | Sunx Ltd | レーザマーキング装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019084577A (ja) * | 2017-11-09 | 2019-06-06 | 東芝テック株式会社 | マーキング装置及びマーキングシステム |
| JP7163016B2 (ja) | 2017-11-09 | 2022-10-31 | 東芝テック株式会社 | マーキング装置及びマーキングシステム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6701921B2 (ja) | 2020-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI680821B (zh) | 雷射加工裝置 | |
| JP6388823B2 (ja) | レーザー加工装置 | |
| JP2008168327A (ja) | レーザ切断装置 | |
| KR102764811B1 (ko) | 확인 방법 | |
| CN115734845A (zh) | 工件加工设备和用于操作工件加工设备的方法 | |
| CN106994556B (zh) | 激光加工装置 | |
| CN102531367A (zh) | 基板加工方法 | |
| KR20160042383A (ko) | 웨이퍼의 가공 방법 | |
| JP2023518747A (ja) | 母材支持体の支持バーの実際の状態を特定するための方法及び装置、並びにこの種の装置を有する工作機械 | |
| JP2021154330A (ja) | 金型の異常検出装置及び異常検出方法 | |
| CN116348236A (zh) | 金属板部件的焊接方法 | |
| JP2017196635A (ja) | マーキング装置 | |
| JP5672395B2 (ja) | 鋼板の板取りシステム及び方法 | |
| JP2006505417A (ja) | 案内装置 | |
| JP2013132646A (ja) | レーザ切断加工方法及び装置 | |
| JP4343763B2 (ja) | 端部エッジ加工装置及び加工状態検査方法 | |
| JP2016196018A (ja) | レーザー加工装置 | |
| JPH06262383A (ja) | レーザ加工装置 | |
| KR101678985B1 (ko) | 레이저 가공장치 및 이를 이용한 레이저 가공방법 | |
| KR101647079B1 (ko) | 용접부 오검출 방지 장치 | |
| JP2018069615A (ja) | ラミネータ及びラミネート方法 | |
| JP2017051961A (ja) | レーザー加工装置 | |
| KR101937635B1 (ko) | 권취 코일용 단부 검출장치 | |
| JPH05104270A (ja) | レーザ加工方法及びその装置 | |
| JPH10296471A (ja) | 薄板長尺部材のレ−ザ溶接方法及び該方法に使用する装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160427 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170424 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200319 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200326 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200407 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200420 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6701921 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |