JP2017197810A - ガスバリア性膜の成膜装置及び成膜方法とガスバリア性膜付プラスチック容器の製造方法 - Google Patents
ガスバリア性膜の成膜装置及び成膜方法とガスバリア性膜付プラスチック容器の製造方法 Download PDFInfo
- Publication number
- JP2017197810A JP2017197810A JP2016089347A JP2016089347A JP2017197810A JP 2017197810 A JP2017197810 A JP 2017197810A JP 2016089347 A JP2016089347 A JP 2016089347A JP 2016089347 A JP2016089347 A JP 2016089347A JP 2017197810 A JP2017197810 A JP 2017197810A
- Authority
- JP
- Japan
- Prior art keywords
- plastic container
- electrode
- gas barrier
- barrier film
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Plasma Technology (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Chemical Vapour Deposition (AREA)
Abstract
Description
プラズマCVD法において、放電を発生させるための電界とは、交番電界であり、AC,LF,RF,VHF,マイクロ波等の電源周波数fを持つ電界、あるいはパルスを含むものである。この場合、外部電極と容器内面の間に設置された誘電体部材や空間には変位電流が流れる。
例えば、誘電体と空隙が存在する場合の容量Cは、下記式(2)で求められる。
したがって、換算距離Gの比が小さいほど、外部電極内面から容器内側表面までのインピーダンスZは均一で、容器内側表面に形成されるバリア膜が略均一となり、バリア性が向上することになる。
また、容器内に成膜されたガスバリア性膜の膜厚は、容器口部付近では厚く、容器の底部側では薄く、容器全体においてガスバリア性膜の膜厚の均一性が悪いため、成膜後の容器は酸素や水蒸気の透過を十分に抑制することができないことを確認した。
この場合において、容器内部でのプラズマの発生を向上させるために、外部電極に印加する高周波電力を大きくすると、容器が熱変形してしまうという不具合が生じた。
すなわち本発明の要旨は以下の通りである。
条件A:該凹部に収容されたプラスチック容器の高さ方向に直交する断面(以下、「横断面」と称す。)において、該第1の電極又は導電体部材で形成される実質電極表面と、該プラスチック容器の胴部外表面との間に存在する空隙及び/又は誘電体部材の厚さ(di)を比誘電率(εi)で除した換算距離di/εiの、該実質電極表面から胴部外表面までの総和が、該プラスチック容器の口部側よりも底部側の方が小さい。
条件B:前記横断面において、前記実質電極表面から該プラスチック容器の胴部外表面までの距離が、該プラスチック容器の口部側よりも底部側の方が小さい。
条件A:該凹部に収容されたプラスチック容器の高さ方向に直交する断面(以下、「横断面」と称す。)において、該第1の電極又は導電体部材で形成される実質電極表面と、該プラスチック容器の胴部外表面との間に存在する空隙及び/又は誘電体部材の厚さ(di)を比誘電率(εi)で除した換算距離di/εiの、該実質電極表面から胴部外表面までの総和が、該プラスチック容器の口部側よりも底部側の方が小さい。
条件B:前記横断面において、前記実質電極表面から該プラスチック容器の胴部外表面までの距離が、該プラスチック容器の口部側よりも底部側の方が小さい。
本発明は、所定の条件を満たすように導電体部材及び/又は誘電体部材を配置するのみで、既存のガスバリア性膜の成膜装置にも容易に適用することが可能であり、実用性に優れる。
本発明においては、下記条件Aを満たすように、第1の電極の凹部内に誘電体部材及び/又は導電体部材を設ける。なお、導電体部材と誘電体部材を設ける場合、誘電体部材は導電体部材の内側に設けられる。
条件A:該凹部に収容されたプラスチック容器の高さ方向に直交する断面(以下、「横断面」と称す。)において、該第1の電極又は導電体部材で形成される実質電極表面と、該プラスチック容器の胴部外表面との間に存在する空隙及び/又は誘電体部材の厚さ(di)を比誘電率(εi)で除した換算距離di/εiの、該実質電極表面から胴部外表面までの総和が、該プラスチック容器の口部側よりも底部側の方が小さい。
この問題に対して、本発明では、上記条件Aを満たすように導電体部材及び/又は誘電体部材を設けることで、プラスチック容器の凹部における実質電極表面から容器胴部の外表面までのインピーダンスを、容器胴部の口部側から、容器胴部の底部側にかけて小さくする、傾斜(グラデーション)又は段差を付ける。このようにすることによって、容器の底部側でプラズマをより発生し易くし、容器内部でのプラズマの発生を均一にし、容器内面に付着するガスバリア性膜の膜厚均一性を高めることが可能となる。
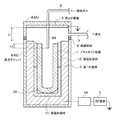
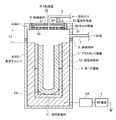
まず、図1,2を参照して本発明のガスバリア性膜の成膜装置について説明する。図1,2は本発明のガスバリア性膜の成膜装置の実施の形態の一例を示す模式的な断面図であり、同一機能を奏する部材には同一符号を付してある。
本実施の形態においては、第2の電極3は真空チャンバ4の蓋部4Aの板面の内面に積層された板状電極であるが、第2の電極の形状、配置構成は何ら図示のものに限定されるものではない。
ただし、図1のように、第2の電極3を、第1の電極2の凹部2Aに収容されたプラスチック容器1の口部から離隔して設けられた板状電極とすることにより、電極構造を簡略化することができ、また多様な形状の対象物に成膜することができ、工業的に有利である。
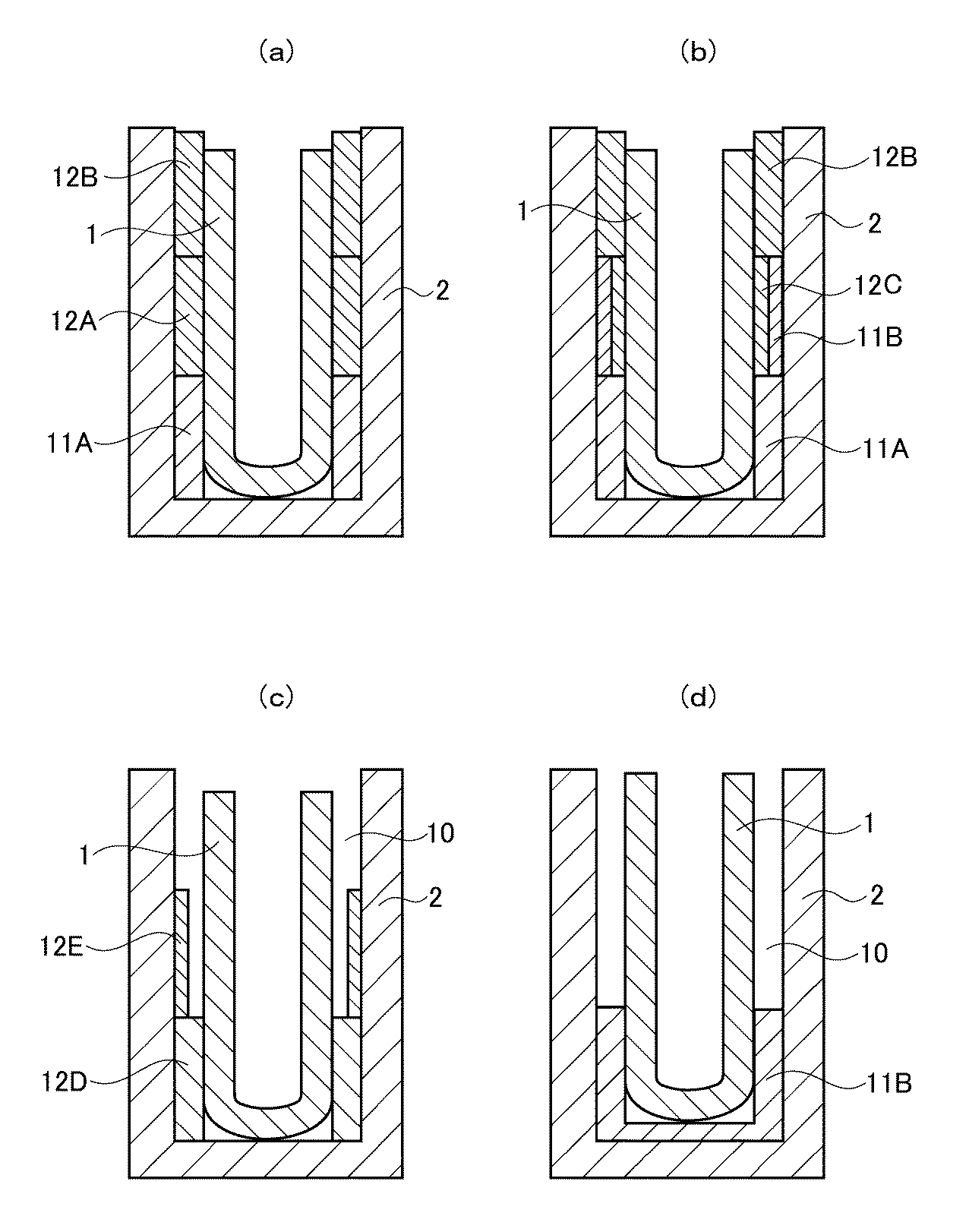
(2) 図3(b)に示すように、図3(a)における誘電体部材12A部分を筒状の導電体部材11Bと誘電体部材12Cとの2層構造としたもの。この配置例では、プラスチック容器1の底部側の容器1の外表面と第1の電極2との間には導電体部材11Aが存在し、プラスチック容器1の口部側では誘電体部材12Bが存在し、中間部では導電体部材11Bと誘電体部材12Cが存在する。
(3) 図3(c)に示すように、プラスチック容器1の高さ方向の下から約1/3の高さ部分に筒状の誘電体部材12Dを設け、その上に、プラスチック容器1の高さの約1/3の、筒状で、外径が誘電体部材12Dに等しく、肉厚の薄い誘電体部材12Eを積み重ねたもの。この配置例では、プラスチック容器1の底部側の容器1の外表面と第1の電極2との間は誘電体部材12Dのみが存在し、プラスチック容器1の口部側では、空隙10のみが存在し、中間部では、誘電体部材12Eと空隙10とが存在する。
(4) 図3(d)に示すように、プラスチック容器1の高さ方向の下から約1/3の高さ部分に有底筒状の導電体部材11Bを設けたもの。この配置例では、プラスチック容器1の底部側の容器1の外表面と第1の電極2との間には導電体部材11Bが存在し、プラスチック容器1の口部側及び中間部では空隙10が存在する。
(6) 図4(b)に示すように、導電体部材11Dをプラスチック容器1の底部側から高さ方向に肉厚が次第に薄くなる有底筒状とし、誘電体部材12Gを逆に肉厚が次第に厚くなる筒状としたもの。この配置例では、プラスチック容器1の口部側では誘電体部材の肉厚が厚く、底部側では導電体部材の肉厚が厚くなる。
(8) 図4(d)に示すように、図4(c)の導電体部材11Eと同形状の誘電体部材12Hを設けたもの。
換算距離di/εiの調整の自由度、異常放電の抑制の観点から、導電体部材及び誘電体部材の両方を配置する態様が好ましい。
条件B:前記横断面において、前記実質電極表面から該プラスチック容器の胴部外表面までの距離が、該プラスチック容器の口部側よりも底部側の方が小さい。
また、異常放電を防ぐ観点から、導電体部材は、第1の電極の少なくとも一部と接触(導通)していることが好ましい。
第1の電極の凹部が、筒型形状である場合は、導電体部材や誘電体部材も、筒型形状であることが好ましく、第1の電極の凹部と容器の底部の間に収まるよう有底筒型形状であることも好ましい。
同じ理由で、第1の電極の凹部の横断面形状も、プラスチック容器の胴部外面の横断面形状と相似であることも好ましい。
一方、導電体部材を構成する導電材料としては、アルミニウム、銅、鉄及びそれらから成る合金、ステンレス鋼などを用いることができ、中でもアルミニウム合金が、導電性、熱伝導性、加工性の観点から好ましい。
誘電体部材及び導電体部材の肉厚は2〜30mmの範囲で設けることが好ましい。
以下に、図5を参照して換算距離di/εiの算出方法について説明する。
本発明においては、このようにして算出される換算距離di/εiの実質電極表面から容器1の胴部外表面までの総和が、プラスチック容器の口部側よりも底部側の方が小さくなるように、第1の電極と容器胴部との間に誘電体部材及び/又は導電体部材、場合により更に空隙を設ける。
また、容器内部でのプラズマの発生をより細かく調整する観点から、換算距離di/εiの実質電極表面から容器1の胴部外表面までの総和が、プラスチック容器の口部側から底部側の方が小さく、かつ、少なくとも2つ以上の段差が付いていることが好ましい。
さらには、換算距離di/εiの実質電極表面から容器1の胴部外表面までの総和が、プラスチック容器の口部側から底部側の方が小さく、かつ、傾斜が付いていることが特に好ましい。
本発明において、ガスバリア性膜を成膜するプラスチック容器には特に制限はなく、図6(a),(b)((b)図は(a)図のB−B線断面図)に示すような、有底角筒型形状の容器1Aであってもよく、図6(c),(d)((d)図は(c)図のD−D線断面図)に示すように、底部が丸みを帯びた断面楕円形状の容器1Bであってもよい。また、図6(e),(f)((f)図は(e)図のF−F線断面図)に示すように、胴部に対して口部が縮径された有底円筒型形状の容器1Cであってもよい。図6(a),(c)に示す容器1A,1Bの口部が図6(e)に示されるように、縮径されたものであってもよい。なお、図6において、Xは口部を、Yは胴部を、Zは底部をそれぞれ示す。
図6(a),(c),(e)の胴部の縦断面形状においては、胴部の内径がほぼ均一な形状が示されているが、これに限られず、例えば、口部側から底部側につれて胴部の内径が増加または減少する形状であってもよいし、丸みを帯びた形状であってもよい。
また、胴部にリブ形状や凹凸形状を有していてもよい。
よりプラズマが発生しにくい容器形状、例えば、図6(e)に示されるように胴部に対して口部が縮径された容器であれば、より顕著に本発明の効果を得ることできる。
次に、上記のような本発明のガスバリア性膜の成膜装置によりガスバリア性膜を成膜してガスバリア性膜付きプラスチック容器を製造する方法について説明する。
次いで、第2の電極3と原料ガス供給管6を有する蓋部4Aを絶縁部材8を介して本体部4Bに気密に取り付けた後、排気管7より真空引きして真空チャンバ4内を真空にする。この真空の程度は例えば0.1〜50Pa程度である。
また、印加する電力量にも特に制限はないが、通常40〜500W程度であり、容器形状や装置の構成によって、40〜200Wであることが好ましい場合がある。
成膜後は原料ガスの供給を停止すると共に電源をOFFとし、真空チャンバ4内を復圧して開放し、ガスバリア性膜付きプラスチック容器を取り出す。
本発明において、プラスチック容器の内面に成膜されるガスバリア性膜は、酸素又は水蒸気等の透過を抑制可能であれば、その組成は特に限定されるものではない。特にダイヤモンドライクカーボン膜(DLC膜)、SiO膜、SiON膜、SiOC膜、SiONC膜、Si含有ダイヤモンドカーボン膜等のSi含有膜、又は、アルミナ膜であることが好ましい。中でも、化学的に不活性であること、柔軟性によりプラスチック容器の伸縮に追従性があることから、DLC膜が好ましい。尚、ガスバリア性膜は、異なる組成の膜を複数重ねたものであってもよい。
原料ガスとしては、例えば、DLC膜を成膜する場合、常温で気体又は液体の脂肪族炭化水素類、芳香族炭化水素類、含酸素炭化水素類、含窒素炭化水素類などが使用される。特に炭素数が6以上のベンゼン、トルエン、o−キシレン、m−キシレン、p−キシレン、シクロヘキサン等が望ましい。食品等の容器に使用する場合には、衛生上の観点から脂肪族炭化水素類、特にエチレン、プロピレン又はブチレン等のエチレン系炭化水素、又は、アセチレン、アリレン又は1−ブチン等のアセチレン系炭化水素が好ましい。
<換算距離di/εiの総和>
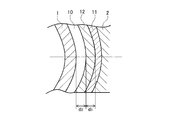
図8の位置I、位置II、位置IIIにおいて、各位置での換算距離di/εiの総和を算出した。
なお、図8は、導電体部材及び/又は誘電体部材の配置例として、図3(b)に示したものを例示して算出位置を示したものであり、プラスチック容器の底部から口部までの高さ(図8中のHy)を3等分し、各々3等分した領域の中間位置を換算距離di/εiの総和の算出位置とした。
図9に示すように、予め、プラスチック容器1の内壁面に、シリコンウェハ20を配置してガスバリア性膜21の成膜を行った。成膜後、容器1からシリコンウェハ20を取り出し、シリコンウェハ20上に堆積しているガスバリア性膜21の膜厚を高精度微細形状測定器(小坂研究所株式会社製、製品名「サーフコーダET4000A」)を用いて測定した。
誘電体部材としてテフロン(登録商標)を用い、導電体部材と誘電体部材を図3(b)の配置として容器イの内面にDLC膜を成膜した。
得られた容器のガスバリア性膜の膜厚均一性の評価結果を表1に示す。
誘電体部材としてテフロン(登録商標)を用い、導電体部材と誘電体部材を図3(a)の配置として容器イの内面にDLC膜を成膜した。
得られた容器のガスバリア性膜の膜厚均一性の評価結果を表1に示す。
誘電体部材としてテフロン(登録商標)を用い、導電体部材を用いず、誘電体部材を図3(c)の配置として容器イの内面にDLC膜を成膜した。
得られた容器のガスバリア性膜の膜厚均一性の評価結果を表1に示す。
導電体部材のみを用い、図10(a)の配置として、容器イの内面にDLC膜を成膜した。
得られた容器のガスバリア性膜の膜厚均一性の評価結果を表1に示す。
なお、図10(a)及び以下の図10(b)において、図3(a)と同一機能を奏する部材には同一符号を付してある。
誘電体部材としてテフロン(登録商標)を用い、導電体部材を用いず、図10(b)の配置として容器イの内面にDLC膜を成膜した。
得られた容器のガスバリア性膜の膜厚均一性の評価結果を表1に示す。
誘電体部材としてポリアセタールを用い、導電体部材を用いず、図10(b)の配置として、容器イの内面にDLC膜を成膜した。
得られた容器のガスバリア性膜の膜厚均一性の評価結果を表1に示す。
これに対して導電体部材のみ又は誘電体部材のみを用い、換算距離di/εiの総和が位置I,II,IIIで等しい比較例1〜3では、ガスバリア性膜の膜厚均一性に劣る。
2 第1の電極
2A 凹部
3,30 第2の電極
4 真空チャンバ
5 高周波電源
6 原料ガス供給管
7 排気管
8,9 絶縁部材
10 空隙
11,11A,11B,11C,11D,11E 導電体部材
12,12A,12B,12C,12D,12E,12F,12G,12H 誘電体部材
20 シリコンウェハ
21 ガスバリア性膜
31 電極支持体
32 ガス拡散室
33 ガス吐出孔
Claims (10)
- 少なくとも口部、胴部及び底部を有するプラスチック容器の内面に、プラズマCVD法によりガスバリア性膜を成膜する装置であって、
該プラスチック容器の底部が奥側となるように該プラスチック容器を収容する凹部が形成された第1の電極と、
該第1の電極との間でプラズマを発生させる第2の電極と、
該第1の電極と第2の電極との間にプラズマ発生用の電圧を印加する電源と、
該凹部に収容されたプラスチック容器内を排気する排気手段と、
該プラスチック容器内に原料ガスを供給する原料ガス供給手段とを有するガスバリア性膜の成膜装置において、
該凹部内面と該プラスチック容器の胴部との間に、誘電体部材、又は導電体部材、又は導電体部材とその内側の誘電体部材が設けられており、以下の条件Aを満たすことを特徴とするガスバリア性膜の成膜装置。
条件A:該凹部に収容されたプラスチック容器の高さ方向に直交する断面(以下、「横断面」と称す。)において、該第1の電極又は導電体部材で形成される実質電極表面と、該プラスチック容器の胴部外表面との間に存在する空隙及び/又は誘電体部材の厚さ(di)を比誘電率(εi)で除した換算距離di/εiの、該実質電極表面から胴部外表面までの総和が、該プラスチック容器の口部側よりも底部側の方が小さい。 - 請求項1において、前記導電体部材が、下記条件Bを満たすように設置されていることを特徴とする請求項1に記載のガスバリア性膜の成膜装置。
条件B:前記横断面において、前記実質電極表面から該プラスチック容器の胴部外表面までの距離が、該プラスチック容器の口部側よりも底部側の方が小さい。 - 前記第1の電極の凹部が、有底の筒型形状であることを特徴とする請求項1又は2に記載のガスバリア性膜の成膜装置。
- 前記凹部に設けられた前記誘電体部材及び/又は導電体部材が、有底又は無底の筒型形状であることを特徴とする請求項1ないし3のいずれかに記載のガスバリア性膜の成膜装置。
- 前記凹部に設けられた前記導電体部材及び/又は誘電体部材の少なくとも前記プラスチック容器側面の前記横断面の形状が、前記プラスチック容器の胴部外面の前記横断面の形状と相似形であることを特徴とする請求項4に記載のガスバリア性膜の成膜装置。
- 前記プラスチック容器の口部の内径(D)が35mm以下であり、該口部の内径(D)に対する該プラスチック容器の高さ(H)の比(H/D)が3以上であることを特徴とする請求項1ないし5のいずれかに記載のガスバリア性膜の成膜装置。
- 請求項1ないし6のいずれかに記載のガスバリア性膜の成膜装置により、プラスチック容器の内面にガスバリア性膜を成膜することを特徴とするガスバリア性膜の成膜方法。
- 少なくとも口部、胴部及び底部を有するプラスチック容器の内面に、プラズマCVD法によりガスバリア性膜を成膜してガスバリア性膜付プラスチック容器を製造する方法において、
該プラスチック容器の底部が奥側となるように該プラスチック容器を収容する凹部が形成された第1の電極の該凹部内に、誘電体部材、又は導電体部材、又は導電体部材とその内側の誘電体部材を、下記条件Aを満たすように設置した後、該凹部に該プラスチック容器を収容する工程と、
該第1の電極との間でプラズマを発生させる第2の電極を該プラスチック容器の口部側に配置する工程と、
該プラスチック容器内を排気する工程と、
該プラスチック容器内に原料ガスを供給する工程と、
該第1の電極と第2の電極との間にプラズマ発生用の電圧を印加することにより、該原料ガスをプラズマ化して該プラスチック容器の内面にガスバリア性膜を成膜する工程
とを有することを特徴とするガスバリア性膜付プラスチック容器の製造方法。
条件A:該凹部に収容されたプラスチック容器の高さ方向に直交する断面(以下、「横断面」と称す。)において、該第1の電極又は導電体部材で形成される実質電極表面と、該プラスチック容器の胴部外表面との間に存在する空隙及び/又は誘電体部材の厚さ(di)を比誘電率(εi)で除した換算距離di/εiの、該実質電極表面から胴部外表面までの総和が、該プラスチック容器の口部側よりも底部側の方が小さい。 - 前記導電体部材を、下記条件Bを満たすよう設置することを特徴とする請求項8に記載のガスバリア性膜付プラスチック容器の製造方法。
条件B:前記横断面において、前記実質電極表面から該プラスチック容器の胴部外表面までの距離が、該プラスチック容器の口部側よりも底部側の方が小さい。 - 前記プラスチック容器の口部の内径(D)が35mm以下であり、該口部の内径(D)に対する該プラスチック容器の高さ(H)の比(H/D)が3以上であることを特徴とする請求項8又は9に記載のガスバリア性膜付プラスチック容器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016089347A JP2017197810A (ja) | 2016-04-27 | 2016-04-27 | ガスバリア性膜の成膜装置及び成膜方法とガスバリア性膜付プラスチック容器の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016089347A JP2017197810A (ja) | 2016-04-27 | 2016-04-27 | ガスバリア性膜の成膜装置及び成膜方法とガスバリア性膜付プラスチック容器の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020163647A Division JP2021008669A (ja) | 2020-09-29 | 2020-09-29 | ガスバリア性膜の成膜装置及び成膜方法とガスバリア性膜付プラスチック容器の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017197810A true JP2017197810A (ja) | 2017-11-02 |
Family
ID=60237500
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016089347A Pending JP2017197810A (ja) | 2016-04-27 | 2016-04-27 | ガスバリア性膜の成膜装置及び成膜方法とガスバリア性膜付プラスチック容器の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017197810A (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003341673A (ja) * | 2002-05-28 | 2003-12-03 | Kirin Brewery Co Ltd | Dlc膜コーティングプラスチック容器の製造装置 |
| JP2005194606A (ja) * | 2004-01-09 | 2005-07-21 | Mitsubishi Heavy Ind Ltd | プラスチック容器内面へのバリヤ膜形成装置および内面バリヤ膜被覆プラスチック容器の製造方法 |
| WO2008114475A1 (ja) * | 2007-03-16 | 2008-09-25 | Mitsubishi Heavy Industries Food & Packaging Machinery Co., Ltd. | バリア膜形成装置、バリア膜形成方法及びバリア膜被覆容器 |
| JP4188315B2 (ja) * | 2002-05-28 | 2008-11-26 | 麒麟麦酒株式会社 | Dlc膜コーティングプラスチック容器及びその製造装置 |
| JP2013256708A (ja) * | 2012-06-14 | 2013-12-26 | Mitsubishi Plastics Inc | 誘電体部材、成膜装置及び薄膜形成方法 |
-
2016
- 2016-04-27 JP JP2016089347A patent/JP2017197810A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003341673A (ja) * | 2002-05-28 | 2003-12-03 | Kirin Brewery Co Ltd | Dlc膜コーティングプラスチック容器の製造装置 |
| JP4188315B2 (ja) * | 2002-05-28 | 2008-11-26 | 麒麟麦酒株式会社 | Dlc膜コーティングプラスチック容器及びその製造装置 |
| JP2005194606A (ja) * | 2004-01-09 | 2005-07-21 | Mitsubishi Heavy Ind Ltd | プラスチック容器内面へのバリヤ膜形成装置および内面バリヤ膜被覆プラスチック容器の製造方法 |
| WO2008114475A1 (ja) * | 2007-03-16 | 2008-09-25 | Mitsubishi Heavy Industries Food & Packaging Machinery Co., Ltd. | バリア膜形成装置、バリア膜形成方法及びバリア膜被覆容器 |
| JP2013256708A (ja) * | 2012-06-14 | 2013-12-26 | Mitsubishi Plastics Inc | 誘電体部材、成膜装置及び薄膜形成方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9410245B2 (en) | Gas-barrier plastic molded product and manufacturing process therefor | |
| JP5012761B2 (ja) | プラスチック製容器の製造法 | |
| JP5012762B2 (ja) | プラスチック製容器の製造法 | |
| JP2004169087A (ja) | 高周波プラズマcvd装置及びプラスチック製容器 | |
| JP4747605B2 (ja) | プラズマcvd法による蒸着膜 | |
| JP6862926B2 (ja) | ガスバリア性膜の成膜装置及び成膜方法とガスバリア性膜付プラスチック容器の製造方法 | |
| JP2006224992A (ja) | ガスバリア薄膜が成膜されたプラスチック容器、その製造装置及びその製造方法 | |
| JP2005089859A (ja) | プラズマcvd法による蒸着膜 | |
| JP2012517529A (ja) | ポリマー基材上の2層バリヤー | |
| JP5610345B2 (ja) | ガスバリア性を有するプラスチック容器の製造方法、小型容器用アダプター及び薄膜成膜装置 | |
| JP2017197810A (ja) | ガスバリア性膜の成膜装置及び成膜方法とガスバリア性膜付プラスチック容器の製造方法 | |
| JP2021008669A (ja) | ガスバリア性膜の成膜装置及び成膜方法とガスバリア性膜付プラスチック容器の製造方法 | |
| JP5273760B2 (ja) | プラスチック製容器 | |
| JP6888455B2 (ja) | ガスバリア性プラスチック容器の製造方法 | |
| JP4442182B2 (ja) | 金属酸化膜の形成方法 | |
| JP4722667B2 (ja) | 反応室外でのプラズマ発生の抑制方法並びにガスバリア性プラスチック容器の製造方法及びその製造装置 | |
| JPWO2003000558A1 (ja) | 間仕切板付き水分・ガスバリア性プラスチック容器、その製造装置及びその製造方法 | |
| JP4722674B2 (ja) | プラズマcvd成膜装置及びガスバリア性プラスチック容器の製造方法 | |
| JP2006299331A (ja) | プラズマcvd成膜装置及びガスバリア性を有するプラスチック容器の製造方法 | |
| JP4595487B2 (ja) | Cvd法によるガスバリア性酸化珪素薄膜の成膜方法 | |
| JP3979031B2 (ja) | ケイ素酸化物被膜 | |
| JP4244667B2 (ja) | 成膜方法 | |
| JP4066635B2 (ja) | 薄膜成膜装置 | |
| JP4873037B2 (ja) | 非耐圧性プラスチック容器 | |
| JP4507652B2 (ja) | 立体容器の製造方法及びプラズマ処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20170517 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191004 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200422 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200630 |