(用語の使い方)
切削工具に関する用語には、慣習的に多義的なものがある。以下の実施形態の説明においては、そのような用語を基本的に以下のように用いるものとする。
刃部は、すくい面、逃げ面及び切刃からなる比較的小さい部分(例えばインサートの一部)を指す用語として用いられる場合と、切削工具の先端側の比較的広い部分(例えばインサート及びその周辺部分)を指す用語として用いられる場合とがあるが、本実施形態の説明では、前者によるものとする。
切刃は、すくい面と逃げ面との稜線を指す用語として用いられる場合と、すくい面と逃げ面とがなす角部(面積乃至は体積を有する部分)を指す用語として用いられる場合とがあるが、本実施形態の説明では、前者によるものとする。ただし、実際の切刃は、切刃の丸みという用語があるように、微視的には線ではなく、その限りで、切刃は、面積乃至は体積を有している。
すくい面及び逃げ面は、主として、切刃に最も近いすくい面及び逃げ面を指すものとする。例えば、すくい面を広く解釈すると、切削工具用チップの主面の中央側(取付面)もすくい面であるが、そのような解釈はしないものとする。なお、逃げ面は、いわゆるマージンを含んでいてもよいし、含んでいなくてもよい。
(切削工具の構成)
図1は、一実施形態に係るインサート式の切削工具1を示す斜視図である。
切削工具1は、概略軸状の部材であり、工作機械に取り付けられるホルダ3(シャンク)と、ホルダ3の先端側(紙面左側)の部分に着脱され、被削物に当接して実際に被削物を切削する1以上(図1の例では3つ)のチップ5とを有している。図示の例では、切削工具1はエンドミルであり、軸回りに回転されることによって、先端面及び先端の外周面において被削物を切削可能である。
チップ5のホルダ3に対する装着は、例えば、チップ5に挿通されたねじ7がホルダ3に形成された雌ねじ部(チップ5に隠れて不図示)に螺合することによってなされる。ホルダ3には、例えば、チップ5の複数の面(例えば1主面及び2側面)が当接する複数の面からなる凹部3rが形成されている。チップ5は、この凹部3rの面に当接することによって位置決めされている。
(チップの構成)
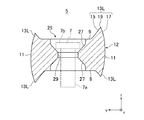
図2は、チップ5を示す斜視図である。図3は、図2のIII−III線における断面図である。
図2及び図3等においては、チップ5に対して固定して定義した直交座標系xyzを付している。以下の説明では、この座標系を参照して方向を説明することがある。チップ5は、いずれの方向が鉛直方向乃至は水平方向とされてもよく、また、z軸方向の寸法が比較的大きくされてもよいが、z軸方向を上下方向又は厚さ方向ということがある。また、チップ5について単に平面視という場合、z軸方向に見ることを指すものとする。
チップ5は、例えば、概略直方体状に形成されており、1対の主面9と、当該1対の主面9をつなぐ4つの側面11とを有している。なお、全ての側面11全体を外周面12ということがある。チップ5の寸法は適宜に設定されてよい。一例を示すと、平面視における長辺の長さは10mm以上16mm以下、平面視における短辺の長さは6mm以上10mm以下、厚さは4mm以上6mm以下である。
平面視における長辺に位置する側面11は、例えば、全体として概ね外側に膨らんでいる。一方、平面視における短辺に位置する側面11は、例えば、全体として概ね、厚さ方向の中央側が最も低くなるように凹んでいる。なお、これらの形状は、強度確保や逃げ面の確保等の種々の観点から適宜に設定されてよい。
(刃部の構成)
チップ5は、例えば、被削材の切削に直接にあずかる長辺刃部13L及び短辺刃部13S(以下、単に「刃部13」といい、両者を区別しないことがある。)を有している。これら刃部13は、主面9と側面11との角部(すなわち、交差稜線部)に位置している。具体的には、長辺刃部13Lは、平面視の長辺に沿って設けられており、短辺刃部13Sは平面視の短辺に沿って設けられている。長辺刃部13L及び短辺刃部13Sは、平面視における長辺と短辺との角部をコーナ21(ノーズ)としてつながっている。
長辺刃部13L及び短辺刃部13Sの組み合わせは、例えば、1対の主面9それぞれに設けられるとともに、各主面9において、一の対角線上に位置する2つの角部に設けられている。すなわち、長辺刃部13L及び短辺刃部13Sの組み合わせは、合計で4つ設けられている。平面視において、一方の主面9側の刃部13が設けられた対角線と、他方の主面9側の刃部13が設けられた対角線とは交差している。
従って、チップ5は、z軸回りに180°回転させ、及び/又はx軸回りに180°回転させることによって、4組の刃部13を使用できる(4回使用できる)ようになっている。
複数組の長辺刃部13L及び短辺刃部13Sの組み合わせは、例えば、互いに同一の形状とされている。すなわち、チップ5は、z軸回りに180°回転対称の形状であり、また、x軸回りに180°回転対称の形状である。
各刃部13は、切削を営む主体となるすくい面15と、切削仕上げ面との不必要な接触をさけるために逃がした逃げ面17と、すくい面15が逃げ面17につながる部分である切刃19とを有している。
刃部13は、例えば、主面9(その中央側領域)に対して厚さ方向(z軸方向)に突出するように形成されている。具体的には、例えば、すくい面15は、主面9に連続しており、主面9から厚さ方向に立ち上がるように形成されている。また、例えば、逃げ面17は、側面11に連続しており、主面9を厚さ方向に超えて延びている。また、例えば、切刃19は、コーナ21側ほど主面9からの高さが高くなっている。
図3のような縦断面において、すくい面15及び逃げ面17の、厚さ方向(z軸方向)に対する傾斜の有無、傾斜方向及び傾斜角は適宜に設定されてよい。図示の例では、すくい面15は、切刃19側ほどxy平面の外側に位置するように厚さ方向に対して傾斜し、逃げ面17は、切刃19側ほどxy平面の内側に位置するように厚さ方向に対して傾斜している。なお、この厚さ方向に対する傾斜角は、すくい角及び逃げ角とは別のものである。
上記のように、本実施形態においては、刃部13は、主面9から突出しているから、チップ5は、主面9及び側面11を有する基部23と、基部23から突出する刃部13とを有していると捉えられてもよい。
(取付孔の構成)
チップ5は、貫通孔を有している。貫通孔は、例えばねじ7が挿通される取付孔25である。図3に示すように、取付孔25は、ねじ7のねじ頭7bを収容するとともにねじ頭7bが係合する受け部27と、ねじ7の雄ねじ部7aが挿通される挿入部29とを有している。受け部27は、両主面側に設けられており、挿入部29は、その間に設けられている。すなわち、チップ5は、x軸回りに180°回転させて使用可能に、1対の主面9のいずれからでもねじ7を挿入可能となっている。
挿入部29は、横断面(xy断面)の形状及び面積が貫通方向(z軸方向)において一定である。受け部27は、挿入部29から取付孔25の外部側へ、横断面(xy断面)の面積を大きくしつつ延びている。特に図示しないが、挿入部29及び受け部27の横断面の形状は、例えば、z軸方向のいずれの位置においても円形である。受け部27の最大径は、ねじ頭7bの径以上である。また、挿入部29の径(受け部27の最小径)は、ねじ頭7bの径よりも小さく、かつ雄ねじ部7aの径よりも大きい。
従って、ねじ7を取付孔25に挿入してホルダ3の不図示の雌ねじ部に螺合させていくと、ねじ頭7bは、受け部27の傾斜した内面にねじ頭7bの径に応じた位置で係合する。また、雄ねじ部7aは、所定の余裕(遊び)を介して挿入部29へ挿通された状態となる。
受け部27の内面は、縦断面(z軸に平行な断面)を見たときに直線状であってもよいし、曲線状であってもよいし、図3に例示するように、その一部に貫通方向に平行な部分を有していてもよい。受け部27の深さは、ねじ頭7bの全体を収容可能な深さであることが好ましいが、そのような深さでなくてもよい。挿入部29の内面は、例えば、縦断面を見たときに概ね貫通方向に平行な直線状である。ただし、挿入部29の内面は、若干の起伏があってもよい。
(チップの製造方法の概要)
図4は、チップ5の製造方法の手順の一例を示すフローチャートである。
まず、ステップST1では、チップ5の原料41(図5(c)参照)を準備する。原料41の成分及び製造方法は公知のものと同様とされてよい。例えば、原料41は、主成分となる比較的硬質の原料粉末、この硬質の原料粉末の結合相成分となる原料粉末、及びバインダ等の有機物を混合し、その後、乾燥させることなどによって得られる。
チップ5が超硬合金からなる場合を例にとると、原料粉末は、主成分としての炭化タングステンと、結合相成分としてのコバルトと、炭化タンタル及び炭化チタンとを含んでいる。なお、チップ5は、超硬合金に限定されず、例えば、ダイヤモンド焼結体、CBN(Cubic Boron Nitride)焼結体、狭義のセラミック、サーメット、又は、粉末冶金で形成される高速度工具鋼(粉末ハイス)であってもよい。
ステップST2では、原料41を型によってプレスして成形する。これにより、チップ5と概ね同一の形状の成形体が形成される。
ステップST3では、成形体を焼成する(熱処理工程を行う。)。これにより、チップ5となる焼結体が形成される。焼成方法は、公知の方法と同様とされてよい。
その後、特に図示しないが、焼結体の切刃の研削乃至は研磨(ホーニング)を行って、切刃の丸み等を調整する。これにより、チップ5が得られる。ホーニングは、例えば、サンドブラストによって行われる。ただし、サンドブラストに限らず、例えば、固定砥粒又は遊離砥粒を用いてホーニングが行われてもよい。
なお、上述の手順の説明は、あくまで一例の概略についてのものであり、適宜に変形されてよい。例えば、成形体がバインダを含む場合においては、焼成前の適宜な時期に、成形体からバインダの一部を除去するための処理(仮焼など)を行ってもよい。また、例えば、ホーニングの後、硬質皮膜を形成してもよい。
(プレス成形)
図5(a)〜図5(d)は、ステップST2のプレス成形を説明するための模式的な断面図である。これらの図において、紙面左右方向は水平方向であり、紙面上方は鉛直方向である。プレス成形は、図5(a)から図5(d)へ順に進行する。
これらの図では、原料41をプレスする型43(符号は図5(c)及び図5(d))の断面が示されている。型43は、複数の分割型(45、47、49A及び49B)からなる。そして、図5(c)及び図5(d)に示されているように、これらの分割型によって囲まれた空間(キャビティ43a)に供給された原料41をプレスすることによって、チップ5となる成形体が形成される。
具体的には、例えば、型43は、パンチ45、下ダイ47、第1横ダイ49A及び第2横ダイ49B(以下では、単に「横ダイ49」といい、両者を区別しないことがある。)からなる。
パンチ45は、上下方向に移動可能に設けられており、キャビティ43aを鉛直上方から規定する。下ダイ47は、移動不可能又は上下方向に移動可能に設けられており、キャビティ43aを鉛直下方から規定する。別の観点では、パンチ45と下ダイ47とは上下方向において相対的に近接及び離反可能である。2つの横ダイ49は、鉛直方向に交差する方向(例えば水平方向)かつ下ダイ47に近接及び離反する方向において移動可能に設けられており、キャビティ43aを側方、すなわち水平方向外側(外周側)から規定する。別の観点では、2つの横ダイ49は、下ダイ47を側方から挟み、下ダイ47及びその上方の空間を横から囲むことが可能である。
型43において、キャビティ43a(チップ5)の向きは適宜な向きとされてよいが、例えば、厚み方向(前述のz軸方向)が上下方向とされている。そして、パンチ45は、例えば、その下面によってチップ5の一方の主面9を形成する。下ダイ47は、例えば、その上面によってチップ5の他方の主面9を形成する。2つの横ダイ49は、例えば、その内側面によってチップ5の外周面12を形成する。より具体的には、各横ダイ49は、例えば、1つの長辺に対応する側面11及び2つの短辺それぞれの側面の半分を形成する。刃部13は、パンチ45の下面と横ダイ49の内側面とが成す角部、及び下ダイ47の上面と横ダイ49の内側面とが成す角部によって形成される。
取付孔25の内周面は、例えば、上方側の概ね半分がパンチ45によって形成され、下方側の概ね半分が下ダイ47によって形成される。なお、取付孔25内におけるパンチ45と下ダイ47との境界は、挿入部29内(受け部27との境界含む)に位置していることが好ましい。取付孔25は、図示の例とは異なり、パンチ45及び下ダイ47の一方に挿通され(他方には固定)、又は双方に挿通され、パンチ45を上下に案内することに寄与するガイド軸(これも分割型の一種と捉えられてもよい。)によって形成されてもよい。また、取付孔25は、成形体の形成後に、打ち抜き、切断又は切削等によって形成されてもよい。
図4のステップST11並びに図5(a)及び図5(b)に示すように、プレス成形では、まず、横ダイ49が下ダイ47に向かって水平方向に移動する。これにより、図5(b)に示すように、2つの横ダイ49によって下ダイ47及びその上方が横から囲まれ、上方が開放された状態のキャビティ43aが構成される。
なお、横ダイ49は、原料41がプレスされたときに原料41の圧力によって型開きが生じないように、例えば、適宜な大きさの力で下ダイ47に対して押し付けられる。ただし、この力は、原料41をプレスする際までに付与されればよい。
下ダイ47は、既述のように、上下方向に移動不可能に設けられていてよい。また、下ダイ47は、上下方向において移動可能に設けられ、ステップST11において(横ダイ49の移動と同時に)、又はその前に、上方へ駆動されてもよい。
2つの横ダイ49及び下ダイ47を駆動する駆動部は、電動機又は油圧機器等によって適宜に構成されてよい。駆動部は、2つの横ダイ49及び下ダイ47の3つを互いに独立に駆動可能に構成されていてもよいし、3つのうち2つ以上を連動させて駆動するように構成されていてもよい(駆動源が共用されてもよい。)。連動は、例えば、傾斜ピン等を用いて実現されてよい。
次に、図4のステップST12に示すように、チップ5を形成するのに必要十分な量の原料41が上方からキャビティ43a、すなわち複数の横ダイ49及び下ダイ47によって囲まれた領域に供給される。原料41の供給は、公知の適宜な方法によってなされてよい。
その後、図4のステップST13並びに図5(c)及び図5(d)に示すように、パンチ45を上方から下ダイ47へ向かって移動させる。そして、パンチ45は、2つの横ダイ49の間に挿入されて、横ダイ49に対して摺動しつつ、下ダイ47に近づいて行く。これにより、キャビティ43a内の原料41がプレスされる。
パンチ45が下ダイ47に当接するなど、パンチ45が下方への駆動限へ位置すると、キャビティ43aの形状は、チップ5と概ね同一の形状となる。これにより、チップ5と概ね同一形状の成形体が形成される。
なお、パンチ45を駆動する駆動部は、電動機又は油圧機器等によって適宜に構成されてよい。ただし、パンチ45を駆動する駆動部は、横ダイ49(及び下ダイ47)の移動から独立してパンチ45を駆動可能である。
(下ダイの係止)
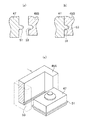
図6(a)は、図5(a)の領域VIaの拡大図である。図6(b)は、図5(b)の領域VIbの拡大図である。図6(c)は、図5(a)の型の一部を模式的に示す斜視図である。なお、図6(c)では、刃部13等に対応する細部の形状は省略されている。
これらの図に示されているように、下ダイ47は被係止部51を有しており、横ダイ49は係止部53を有している。そして、横ダイ49が下ダイ47に向かって水平方向へ移動することによって、被係止部51と係止部53とは、上下方向において係合する。
これにより、少なくとも下ダイ47に対する横ダイ49の位置決めが容易に行われるので、高い精度で成形体を形成することができる。また、パンチ45を下降させるとき(原料41をプレスするとき)、下ダイ47の横ダイ49に対する上下方向(上方及び下方の双方)の移動は規制される。別の観点では、下ダイ47は、パンチとしては機能しない。
被係止部51及び係止部53の形状は、適宜に設定されてよい。例えば、被係止部51は、下ダイ47の側面から突出する凸部であり、係止部53は、横ダイ49における下ダイ47に当接する領域に位置し、被係止部51の凸部が嵌合する凹部である。なお、これとは逆に、被係止部51が凹部で、係止部53が凸部であってもよい。
凸部及び凹部の、鉛直方向に平行かつ挿入方向に平行な断面(図6(a)及び図6(b)のような断面)の形状は、適宜な形状とされてよい。例えば、この断面形状は、半円状、半楕円状(図示の例)、三角形、矩形又は5角形状の多角形とされてよい。
なお、凸部の少なくとも先端部は、先端側ほど上下方向の径が連続的に小さくなっている(傾斜面を有している)ことが好ましい。及び/又は、凹部の少なくとも入口側部分は、入口側ほど上下方向の径が連続的に大きくなっている(傾斜面を有している)ことが好ましい。このような場合、例えば、凸部を凹部に挿入する前に、両者の間で上下方向の位置ずれが生じていても、凸部が凹部に確実に挿入され始め、また、挿入の過程で傾斜面における摺動によって位置ずれが解消される。傾斜面は、側面視において、直線状であってもよいし、曲面状であってもよい。
凸部の根元側及び凹部の奥側のそれぞれには、水平方向に平行な上面及び下面が形成され、これらの面が互いに対向して係合していてもよい。この場合、例えば、これらの面において被係止部51が係止部53を下方へ押す力は、横ダイ49を外側へ押し開く成分を有さないから、効率的に下ダイ47の下降を規制することができる。
図6(c)に示すように、被係止部51は、下ダイ47の外周面において鉛直軸回りに延びる環状に設けられている。また、係止部53は、そのような環状の被係止部51に対してその全周に亘って係合可能に、全て(2つ)の横ダイ49の内周面において鉛直軸回りに延びている。2つの横ダイ49の係止部53は、横ダイ49が合体すると、つながって環状となる。
以上のとおり、本実施形態のチップ5の製造方法は、複数(本実施形態では2つ)の横ダイ49を側方から下ダイ47へ向かって移動させて、複数の横ダイ49によって下ダイ47を側方から挟むステップ(ステップST11)と、複数の横ダイ49及び下ダイ47によって囲まれた領域(上方が開放された状態のキャビティ43a)に原料41を供給するステップ(ステップST12)と、パンチ45を上方から下ダイ47へ向かって移動させて、原料41をプレスし、チップ5の成形体を形成するステップ(ステップST13)と、を備えている。複数の横ダイ49の少なくとも1つ(本実施形態では全て)が、下ダイ47に当接する領域に位置する係止部53を有するとともに、下ダイ47が、係止部53と係合する被係止部51を有しており、ステップST11において、係止部53を被係止部51に対して係合させている。
従って、例えば、原料41をプレスする際には、パンチ45のみを駆動すればよい。すなわち、原料41に圧力を付与するように下ダイ47を複数の横ダイ49間において横ダイ49に対して摺動させつつ上昇させる必要はなく、そのような駆動に必要な駆動機構は省略可能である。その結果、例えば、成形のための装置の小型化又はコスト削減が図られる。一方で、被係止部51及び係止部53によって下ダイ47と横ダイ49との位置決めが確実になされるから、チップ5の成形の精度が向上する。
また、本実施形態では、複数(2つ)の横ダイ49の全てに係止部53が設けられている。下ダイ47には、その全ての係止部53と上下方向において係合する1又は複数(本実施形態では1つ)の被係止部51が設けられている。
従って、例えば、下ダイ47が全ての横ダイ49によって係止されることになり、下ダイ47の係止が確実になされる。また、例えば、全ての横ダイ49が下ダイ47に対して位置決めされることによって、全ての横ダイ49同士が間接的に位置決めされることになる。その結果、例えば、チップ5の成形の精度が向上する。
また、被係止部51は、下ダイ47の外周面において鉛直軸回りに延びる環状に設けられている。そして、被係止部51は、その概ね全周に亘って複数の横ダイ49の係止部53と上下方向において係合する。
従って、例えば、原料41のプレスの際に下ダイ47に加えられ、ひいては、被係止部51と係止部53との間に加えられる負荷は、下ダイ47の全周に分散されることになる。その結果、例えば、被係止部51及び係止部53に生じる応力が低減され、被係止部51及び/又は係止部53が変形するおそれが低減される。
(変形例)
図7(a)〜図7(c)は、種々の変形例を示す模式図である。
図7(a)は、被係止部及び係止部の変形例を示す、図6(a)に対応する断面図である。実施形態の下ダイ47及び横ダイ49に対応する下ダイ147及び横ダイ149は、基本的に、被係止部及び係止部の形状のみが実施形態と相違する。
具体的には、被係止部151(凸部)は、その上下方向の厚さL1が水平方向における突出量L2よりも大きくなっている。また、これに対応して、特に符号を付さないが、係止部153(凹部)は、上下方向の径が深さよりも大きくなっている。なお、厚さL1は、突出量L2よりも多少なりとも大きければよい。例えば、厚さL1は、突出量L2の1.1倍以上であってもよいし、2倍以上であってもよい。
この変形例のように、厚さL1が突出量L2に比較して大きくなっている場合、例えば、凸部の上下方向に対する強度が向上する。その結果、例えば、プレスの際に下ダイ147に負荷が加えられたときに、凸部が変形するおそれが低減される。
凸部がテーパー形状であるなど、凸部の上下方向の厚さが凸部の突出方向の位置によって異なる場合においては、厚さL1は、凸部の根元において計測されてよい。凸部は、根元において曲げモーメントが大きくなるとともに、応力集中が生じやすいからである。
突出量L2は、凸部の根元から先端までの長さである。ただし、凸部の先端側部分の厚さが凹部の奥側部分の径よりも小さく、凸部の先端側部分が凹部の奥側部分に係合しないような態様においては、突出量L2は、凸部の根元から、凸部が凹部に係合する範囲の先端までの長さとされてもよい。また、突出量L2は、上記のように水平方向におけるものであり、凸部が斜めに突出していても、水平方向における根元と先端との距離が測定される。上下方向の力によるモーメントは、水平方向の距離に比例するからである。
下ダイ147の被係止部151が凹部とされ、横ダイ149の係止部153が凸部とされてもよいこと、及び凸部及び凹部の断面形状が適宜に設定されてよいこと等は、実施形態と同様である。図7(a)では、凸部の断面形状(被係止部151)は、先端側の角部がR面(C面であってもよい)によって面取りされた形状とされ、凹部の断面形状は、面取りがされていない矩形とされている。
図7(b)は、被係止部及び係止部の変形例を示す、図6(b)に対応する断面図である。実施形態の下ダイ47及び横ダイ49に対応する下ダイ247及び横ダイ249は、基本的に、被係止部及び係止部の配置のみが実施形態と相違する。
具体的には、この変形例では、下ダイ247と1つの横ダイ249との間において、被係止部251及び係止部253の組み合わせが、上下方向に複数(図示の例では3つ)設けられている。言い換えれば、横ダイ249は、鉛直方向に並んで位置する複数の係止部253を有しており、下ダイ247は、鉛直方向に並んで位置する複数の被係止部251を有している。なお、特に図示しないが、複数の横ダイ249の他の横ダイ249においても同様である。
このように複数の被係止部251及び係止部253が上下方向に複数設けられると、例えば、プレスの際に下ダイ247に加えられた下方への負荷が、複数組の被係止部251及び係止部253に分散される。その結果、例えば、凸部が変形するおそれが低減される。
被係止部251及び係止部253のいずれが凸部又は凹部とされてもよいことは実施形態と同様である。図7(b)では、実施形態とは逆に、被係止部251が凸部とされ、係止部253が凹部とされている場合を例示している。また、凸部及び凹部の断面形状が適宜に設定されてよいことも実施形態と同様であり、図7(b)では、実施形態の凸部及び凹部と同様の形状を例示している。
被係止部251及び係止部253の数及びピッチは適宜に設定されてよい。凹部(被係止部251)の底面を基準として考えると、複数の凹部の間には、凸部が形成されることになる。この凸部の強度を確保する観点から、凹部間の間隔は、係止部253としての凸部の上下方向の厚さ以上となるように設定されることが好ましい。
図7(c)は、横ダイの変形例を示す平面図である。
実施形態では、横ダイ49の数は2つとされたが、横ダイの数及び分割位置は、チップの形状に応じて適宜に設定されてよい。図7(c)の横ダイ349は、平面視において三角形のチップを成形するためのものであり、3つ設けられている。この3つの横ダイ349は、例えば、平面視において不図示の下ダイを中心として互いに120°異なる方向において移動する。
本発明は、以上の実施形態に限定されず、種々の態様で実施されてよい。
チップのホルダへの着脱方法はねじによるもの限定されず、ろう付けによるものであってもよいし、クランプによるものであってもよいし、ねじとクランプとの組み合わせによるものであってもよい。別の観点では、チップは、貫通孔(取付孔25)を有さないものであってもよい。
チップは、エンドミル用のものに限定されない。例えば、チップは、バイト用又はドリル用のものであってもよいし、エンドミル以外のフライス用のものであってもよい。チップの平面視における形状は、矩形に限定されず、円形、三角形、菱形、正方形、5角形、6角形、8角形など、適宜なものとされてよい。また、チップは、外側面(主面)と外周面(側面)との角部に刃部を有するものに限定されず、外周面に刃部を有するものであってもよい。チップブレーカの有無及びその形状も適宜に設定されてよい。右勝手、左勝手及び両勝手のいずれであってもよい。実施形態でも言及したように、チップの材料も任意である。
実施形態でも言及したように、下ダイは、プレス以外においては、上下等において移動可能とされてもよい。別の観点では、上下方向からパンチを行うことが可能な従来の装置において、本願発明の被係止部を有する下ダイ、及び係止部を有する横ダイを用いることによって、本願発明を実施してもよい。
被係止部及び係止部は、下ダイの周囲に環状に延びるものに限定されず、例えば、下ダイの周囲に離散的に設けられてもよい。また、被係止部及び係止部は、その挿入方向に見て、水平方向に長く延びるように形成されるもの(レール状のもの)に限定されず、例えば、挿入方向に見た水平方向の長さが上下方向の厚さと同等とされてもよい。実施形態では、被係止部(又は係止部)は、凸部及び凹部の一方のみによって形成されたが、下ダイの外周面において、凸部と凹部とが鉛直軸回りに交互に配置されるなどしてもよい。
また、被係止部及び係止部は、下ダイと、複数の横ダイのうち一部の横ダイとの間においてのみ設けられてもよい。全ての横ダイに係止部が設けられる場合において、下ダイに設けられる被係止部は、上述のように環状に限定されず、離散的に設けられてもよい。すなわち、下ダイは、複数の横ダイの係止部に対応して複数の被係止部を有していてもよい。
実施形態では、凸部の先端側を上下方向において細くする傾斜面及び/又は凹部の入口側を上下方向において広くする傾斜面を設け、下ダイと横ダイとの上下方向の位置ずれを修正することについて言及した。上述のように平面視において被係止部及び係止部が離散的に設けられる場合においては、凸部の先端側を水平方向において細くする傾斜面及び/又は凹部の入口側を水平方向において広くする傾斜面を設け、下ダイと横ダイとの水平方向の位置ずれを修正するようにしてもよい。
実施形態でも言及したように、凸部は、水平方向に対して斜めに突出していてもよい。このような凸部は、例えば、下ダイの上昇と横ダイの水平移動とを同時に行うことによって斜めに掘られた凹部に挿入可能である。