JP2017197830A - バスバー用アルミニウム合金板及びバスバーの製造方法 - Google Patents
バスバー用アルミニウム合金板及びバスバーの製造方法 Download PDFInfo
- Publication number
- JP2017197830A JP2017197830A JP2016091107A JP2016091107A JP2017197830A JP 2017197830 A JP2017197830 A JP 2017197830A JP 2016091107 A JP2016091107 A JP 2016091107A JP 2016091107 A JP2016091107 A JP 2016091107A JP 2017197830 A JP2017197830 A JP 2017197830A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- aluminum alloy
- bus bar
- plate
- alloy plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Conductive Materials (AREA)
- Non-Insulated Conductors (AREA)
Abstract
【解決手段】バスバー用アルミニウム合金板は、Mg:0.3〜0.9mass%、Si:0.2〜1.2mass%、Cu:0.2mass%以下、Fe:0.5mass%以下、Zn:0.2〜0.5mass%を含有し、残部がAl及び不可避的不純物からなり、室温下における導電率が55〜60%IACSであり、板表面から板厚方向に100nmの範囲のZn濃度の平均値が1.0mass%以上である。Znの含有量をさらに0.2〜0.35mass%に制限してもよい。また、バスバーの製造方法において、上記特徴を有するバスバー用アルミニウム合金板を酸洗処理する。
【選択図】なし
Description
Mg:0.3〜0.9mass%、Si:0.2〜1.2mass%、Cu:0.2mass%以下、Fe:0.5mass%以下、Zn:0.2〜0.5mass%を含有し、残部がAl及び不可避的不純物からなり、
室温下における導電率が55〜60%IACSであり、
板表面から板厚方向に100nmの範囲のZn濃度の平均値が1.0mass%以上である、
ことを特徴とする。
ものであってもよい。
こととしてもよい。
Mg:0.3〜0.9mass%、Si:0.2〜1.2mass%、Cu:0.2mass%以下、Fe:0.5mass%以下、Zn:0.2〜0.5mass%を含有し、残部がAl及び不可避的不純物からなり、
室温下における導電率が55〜60%IACSであり、
板表面から板厚方向に100nmの範囲のZn濃度の平均値が1.0mass%以上である、アルミニウム合金板を、酸洗処理する、
ことを特徴とする。
Mg(マグネシウム)は、Siと共存することにより針状粒子を析出させ、析出強化によりアルミニウム合金板の強度を向上させる作用を有する。一方、針状粒子として析出しないMgはAl母相に固溶しているため、Mgの固溶量が過度に多くなると導電率が低下する傾向がある。
Si(シリコン)は、Mgと共存することにより針状粒子を析出させ、アルミニウム合金板の強度を向上させる作用を有する。Siの含有量を0.20〜1.2mass%の範囲とすることにより、アルミニウム合金板の強度特性及び曲げ加工性を向上させることができる。同じ観点から、Siの含有量を0.25〜1.1mass%にすることが好ましい。
Cu(銅)は、使用する原料の種類によってある程度混入する可能性がある。Cuは曲げ加工の際にせん断帯の形成を促進する作用を有する。せん断帯が存在すると、曲げ加工の際に生じる微小な割れがせん断帯を伝播して拡大し、アルミニウム合金板に割れが発生し易くなる。それ故、Cuの含有量が過度に多くなると曲げ加工性の低下を招く。また、Cuの含有量が多くなると、導電率が低下する傾向がある。そのため、Cuの含有量を0.20mass%以下に規制することにより、上述の問題を回避し、アルミニウム合金板の導電性及び曲げ加工性を向上させることができる。同じ観点から、Cuの含有量を0.10mass%以下に規制することが好ましい。
Fe(鉄)は、Cuと同様に、使用する原料の種類によってある程度混入する可能性がある。Feの含有量が多くなると、Al母相中に粗大なFe系粒子を発生させ易くなる。粗大なFe系粒子は曲げ加工の際に割れの起点となり得るため、Feの含有量が過度に多くなると曲げ加工性の低下を招き、アルミニウム合金板に割れが発生しやすくなる。そのため、Feの含有量を0.50mass%以下に規制することにより、上述の問題を回避し、アルミニウム合金板の曲げ加工性を向上させることができる。同じ観点から、Feの含有量を0.40mass%以下に規制することが好ましい。
Zn(亜鉛)は、アルミニウム合金板の酸化被膜中に存在することで、酸化被膜の腐食電位を下げる効果があり、酸洗等の処理による酸化被膜の溶解量を増大させる効果がある。Znの含有量が0.20mass%以下の場合、表面酸化被膜中に含まれるZnの量が低くなり、酸化被膜除去性が低くなる。また、Znの含有量が多くなると、導電率が低下する傾向がある。そのため、Znの含有量を0.20〜0.50mass%に規制することにより、上述の問題を回避し、アルミニウム合金板の酸化被膜除去性を向上させることができる。また、同じ観点から、Znの含有量を0.20〜0.35mass%とすることが望ましい。
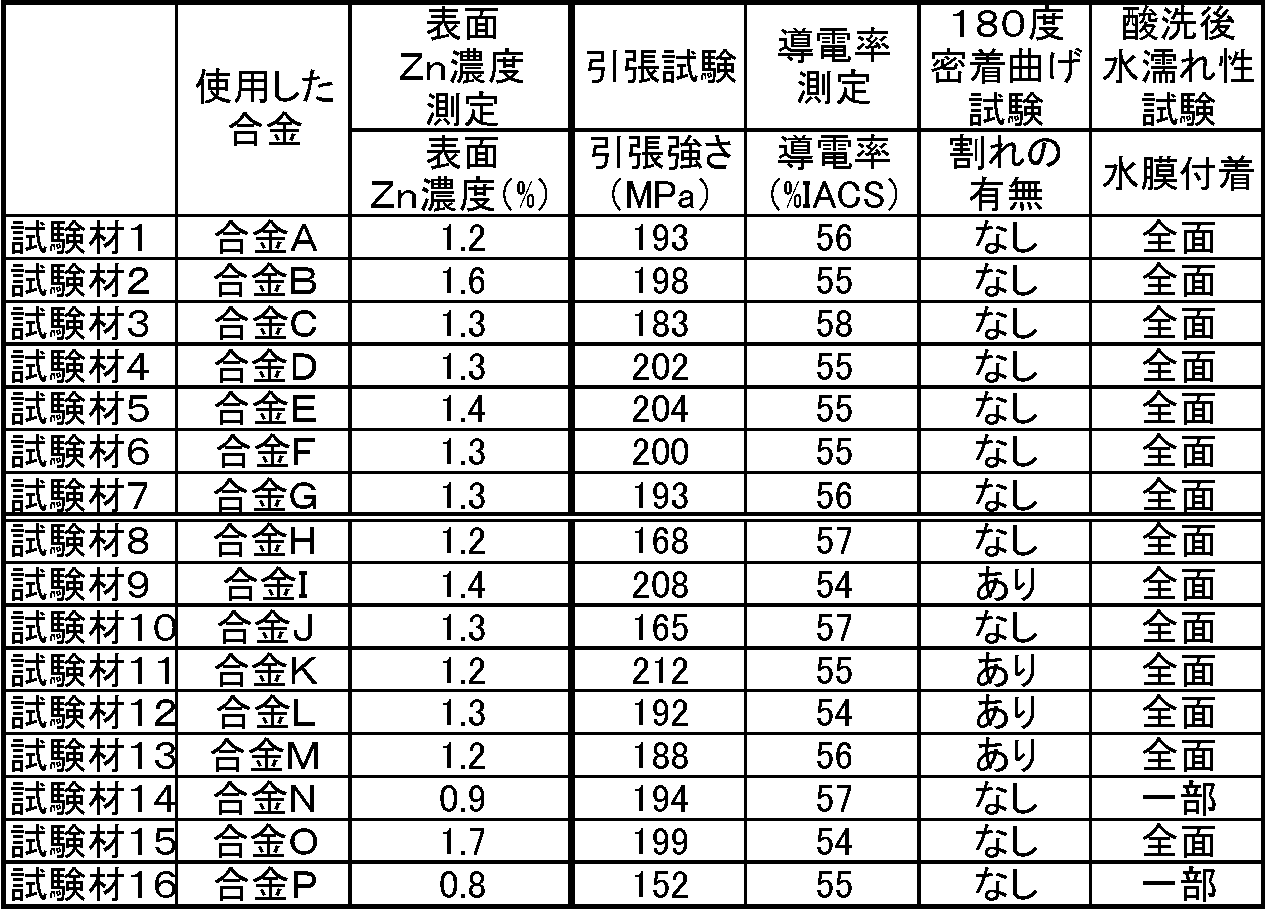
表面Zn濃度測定には、SPECTRUMA社製GDA750を使用した高周波連続スパッタ方式で、Arガス圧3.5hPa、高周波電力25W、アノード径2.5mm、Znの検出波長330.258nm、測定間隔0.005秒で測定を行った。得られた測定結果より、板厚表面〜板厚表面より100nmの範囲の全ての測定値の平均を表面Zn濃度とした。
JIS Z 2241に規定された試験方法に準じて引張試験を行い、試験材の引張強さを測定した。なお、引張試験片は、長手方向と圧延方向とが平行となるように採取した。また、引張試験においては、引張強さが170MPa以上の試験材を合格と判定した。
導電率測定器(日本フェルスター社製「SIGMATEST2.069」)を用い、25℃における試験材の導電率を測定した。なお、導電率測定においては、導電率55%IACS以上の試験材を合格と判定した。
JIS Z 2248に規定された試験方法に準じて、試験材から採取した条材を用いて180度密着曲げ試験を行い、試験後の割れの有無を目視により確認した。なお、180度密着曲げ試験は、予備曲げ時の内側曲げ半径が2.0mmとなるように行った。また、180度密着曲げ試験においては、試験後の割れが無い試験材を合格とした。
幅100mm、長さ100mmに切り出した試験材1〜15に対して、日本ペイント社製サーフクリーナーNHC−100を用いて、75℃で60秒洗浄した後、純水を用いて水洗し、JIS Z 0305に規定された水切り法に準じて水濡れ性を評価した。酸洗後水濡れ性試験においては、10秒後にサンプルの全面に水膜が付着している試験材を合格と判定した。
Claims (4)
- Mg:0.3〜0.9mass%、Si:0.2〜1.2mass%、Cu:0.2mass%以下、Fe:0.5mass%以下、Zn:0.2〜0.5mass%を含有し、残部がAl及び不可避的不純物からなり、
室温下における導電率が55〜60%IACSであり、
板表面から板厚方向に100nmの範囲のZn濃度の平均値が1.0mass%以上である、
ことを特徴とするバスバー用アルミニウム合金板。 - Znの含有量をさらに0.2〜0.35mass%に制限した、
請求項1に記載のバスバー用アルミニウム合金板。 - 170MPa以上の引張強さを有し、板厚を内側曲げ半径とした180度密着曲げ試験により割れを生じない、
ことを特徴とする請求項1に記載のバスバー用アルミニウム合金板。 - Mg:0.3〜0.9mass%、Si:0.2〜1.2mass%、Cu:0.2mass%以下、Fe:0.5mass%以下、Zn:0.2〜0.5mass%を含有し、残部がAl及び不可避的不純物からなり、
室温下における導電率が55〜60%IACSであり、
板表面から板厚方向に100nmの範囲のZn濃度の平均値が1.0mass%以上である、アルミニウム合金板を、酸洗処理する、
ことを特徴とするバスバーの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016091107A JP6746367B2 (ja) | 2016-04-28 | 2016-04-28 | バスバー用アルミニウム合金板及びバスバーの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016091107A JP6746367B2 (ja) | 2016-04-28 | 2016-04-28 | バスバー用アルミニウム合金板及びバスバーの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017197830A true JP2017197830A (ja) | 2017-11-02 |
| JP6746367B2 JP6746367B2 (ja) | 2020-08-26 |
Family
ID=60237503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016091107A Active JP6746367B2 (ja) | 2016-04-28 | 2016-04-28 | バスバー用アルミニウム合金板及びバスバーの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6746367B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109385561A (zh) * | 2018-11-30 | 2019-02-26 | 黄冈师范学院 | 一种Al-Mg-Si-Zr铝合金管型母线的生产工艺 |
| CN116287884A (zh) * | 2023-03-01 | 2023-06-23 | 黄冈师范学院 | 一种钢结构桥梁检测小车桁架结构用合金材料 |
| JP2024546248A (ja) * | 2021-12-10 | 2024-12-19 | ティーディーケイ・エレクトロニクス・アクチェンゲゼルシャフト | 接触機構、接触機構を有する電気部品、及び、電気デバイス |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10176233A (ja) * | 1996-12-14 | 1998-06-30 | Mitsubishi Alum Co Ltd | 化成処理性および塗装後耐食性に優れる焼き付け塗装用アルミニウム合金およびアルミニウム合金焼き付け塗装材の製造方法 |
| JP2003166029A (ja) * | 2001-11-30 | 2003-06-13 | Kobe Steel Ltd | 曲げ加工用アルミニウム合金板及びパネル構造体 |
| JP2013177675A (ja) * | 2012-02-10 | 2013-09-09 | Kobe Steel Ltd | 接続部品用アルミニウム合金板およびその製造方法 |
| JP2014118624A (ja) * | 2012-12-19 | 2014-06-30 | Kobe Steel Ltd | バスバー用アルミニウム合金板およびその製造方法 |
| JP2015203117A (ja) * | 2014-04-10 | 2015-11-16 | 株式会社Uacj | バスバー用アルミニウム合金板及びその製造方法 |
-
2016
- 2016-04-28 JP JP2016091107A patent/JP6746367B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10176233A (ja) * | 1996-12-14 | 1998-06-30 | Mitsubishi Alum Co Ltd | 化成処理性および塗装後耐食性に優れる焼き付け塗装用アルミニウム合金およびアルミニウム合金焼き付け塗装材の製造方法 |
| JP2003166029A (ja) * | 2001-11-30 | 2003-06-13 | Kobe Steel Ltd | 曲げ加工用アルミニウム合金板及びパネル構造体 |
| JP2013177675A (ja) * | 2012-02-10 | 2013-09-09 | Kobe Steel Ltd | 接続部品用アルミニウム合金板およびその製造方法 |
| JP2014118624A (ja) * | 2012-12-19 | 2014-06-30 | Kobe Steel Ltd | バスバー用アルミニウム合金板およびその製造方法 |
| JP2015203117A (ja) * | 2014-04-10 | 2015-11-16 | 株式会社Uacj | バスバー用アルミニウム合金板及びその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109385561A (zh) * | 2018-11-30 | 2019-02-26 | 黄冈师范学院 | 一种Al-Mg-Si-Zr铝合金管型母线的生产工艺 |
| CN109385561B (zh) * | 2018-11-30 | 2020-10-23 | 黄冈师范学院 | 一种Al-Mg-Si-Zr铝合金管型母线的生产工艺 |
| JP2024546248A (ja) * | 2021-12-10 | 2024-12-19 | ティーディーケイ・エレクトロニクス・アクチェンゲゼルシャフト | 接触機構、接触機構を有する電気部品、及び、電気デバイス |
| CN116287884A (zh) * | 2023-03-01 | 2023-06-23 | 黄冈师范学院 | 一种钢结构桥梁检测小车桁架结构用合金材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6746367B2 (ja) | 2020-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6263333B2 (ja) | Cu−Ti系銅合金板材およびその製造方法並びに通電部品 | |
| CN105593390B (zh) | 铜合金 | |
| CN103080347A (zh) | 铜合金板材及其制造方法 | |
| JP5690170B2 (ja) | 銅合金 | |
| WO2013018228A1 (ja) | 銅合金 | |
| JP6807211B2 (ja) | Cu−Zr−Sn−Al系銅合金板材および製造方法並びに通電部材 | |
| JP6368518B2 (ja) | Cu−Ti系銅合金板材およびその製造方法並びに通電部品 | |
| JP2011162848A (ja) | 強度異方性が小さく曲げ加工性に優れた銅合金 | |
| TWI752208B (zh) | Cu-Co-Si系銅合金板材及製造方法和使用該板材的零件 | |
| EP3115474A1 (en) | Structural aluminum alloy plate and process for producing same | |
| WO2017043577A1 (ja) | 電子・電気機器用銅合金、電子・電気機器用銅合金塑性加工材、電子・電気機器用部品、端子、及び、バスバー | |
| WO2021215241A1 (ja) | マグネシウム合金、マグネシウム合金板、マグネシウム合金棒およびこれらの製造方法、マグネシウム合金部材 | |
| WO2018079507A1 (ja) | 銅合金板材およびその製造方法 | |
| KR101599653B1 (ko) | 버스바용 판상 도전체 및 그것으로 이루어지는 버스바 | |
| JP2021046590A (ja) | 銅合金、伸銅品及び電子機器部品 | |
| JP6746367B2 (ja) | バスバー用アルミニウム合金板及びバスバーの製造方法 | |
| JP7116870B2 (ja) | 銅合金板、めっき皮膜付銅合金板及びこれらの製造方法 | |
| CN111118336B (zh) | 一种耐腐蚀高弹性铜合金插套材料及制备方法 | |
| JP6396067B2 (ja) | バスバー用アルミニウム合金板及びその製造方法 | |
| JP2019056163A (ja) | アルミニウム合金板及びその製造方法 | |
| CN103361510A (zh) | Cu-Zn-Sn-Ni-P系合金 | |
| JP6858532B2 (ja) | 銅合金板材およびその製造方法 | |
| JP6301618B2 (ja) | 銅合金材およびその製造方法 | |
| CN108642351A (zh) | 一种高性能耐腐蚀铝合金及其制备方法 | |
| JP5446499B2 (ja) | 耐遅れ破壊特性に優れた鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200304 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200805 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6746367 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |