JP2017198317A - ガスケット - Google Patents
ガスケット Download PDFInfo
- Publication number
- JP2017198317A JP2017198317A JP2016091463A JP2016091463A JP2017198317A JP 2017198317 A JP2017198317 A JP 2017198317A JP 2016091463 A JP2016091463 A JP 2016091463A JP 2016091463 A JP2016091463 A JP 2016091463A JP 2017198317 A JP2017198317 A JP 2017198317A
- Authority
- JP
- Japan
- Prior art keywords
- fluorine
- tfe
- resin composition
- containing resin
- copolymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Gasket Seals (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Sealing Material Composition (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【課題】柔軟性および耐油性に優れ、熱変色しにくく、かつ成形性に優れた樹脂組成物を用いたガスケットを提供する。
【解決手段】200℃空気中での2000時間熱暴露試験後の引張伸び変化率が30%以下、D硬度が55以下、曲げ弾性率が200MPa以下、融点が215℃以上である溶融成形可能な樹脂組成物からなるガスケット。
【選択図】なし
【解決手段】200℃空気中での2000時間熱暴露試験後の引張伸び変化率が30%以下、D硬度が55以下、曲げ弾性率が200MPa以下、融点が215℃以上である溶融成形可能な樹脂組成物からなるガスケット。
【選択図】なし
Description
本発明は、樹脂組成物を用いたガスケットに関する。
テトラフルオロエチレン/プロピレン共重合体(以下、「TFE−P共重合体」とも言う。)のような含フッ素エラストマーは、耐熱性、耐油性、耐薬品性、電気絶縁性、可とう性等の特性に優れ、かつ、放射線架橋可能なエラストマー材料として、ガスケット等に使用されている。
また、含フッ素エラストマーの特性を補うため、含フッ素エラストマーと、エチレン/テトラフルオロエチレン共重合体(以下、「E−TFE共重合体」とも言う。)のような含フッ素樹脂とをブレンドすることが行われている。
また、含フッ素エラストマーの特性を補うため、含フッ素エラストマーと、エチレン/テトラフルオロエチレン共重合体(以下、「E−TFE共重合体」とも言う。)のような含フッ素樹脂とをブレンドすることが行われている。
例えば、特許文献1では、TFE−P共重合体とE−TFE共重合体とをブレンドして、引張強さや引裂き強さ等の機械的特性、強靱性等の特性の向上を図っている。そして、特許文献1では、コンパウンド価格を下げることを目的として、TFE−P共重合体とE−TFE共重合体とに加えて、さらに、エチレン−アクリル酸エステル共重合体またはエチレン−酢酸ビニル共重合体を大量にブレンドしている。
また、特許文献2では、TFE−P共重合体のカットスルー性(高温下で熱軟化し難い特性)を改善するため、TFE−P共重合体と炭酸カルシウムと共に、E−TFE共重合体とをブレンドしている。
特許文献3でも、カットスルー性改善のために、TFE−P共重合体とE−TFE共重合体とをブレンドしている。そして、特許文献3では、TFE−P共重合体とブレンドするE−TFE共重合体が多すぎると可とう性と伸びが低下するため、ブレンドポリマ全体に対するE−TFE共重合体の配合量は40質量%以下とされている。
また、特許文献2では、TFE−P共重合体のカットスルー性(高温下で熱軟化し難い特性)を改善するため、TFE−P共重合体と炭酸カルシウムと共に、E−TFE共重合体とをブレンドしている。
特許文献3でも、カットスルー性改善のために、TFE−P共重合体とE−TFE共重合体とをブレンドしている。そして、特許文献3では、TFE−P共重合体とブレンドするE−TFE共重合体が多すぎると可とう性と伸びが低下するため、ブレンドポリマ全体に対するE−TFE共重合体の配合量は40質量%以下とされている。
たとえば、自動車のエンジンルームのハーネスに用いられる材料には、ハーネスの配線自由度を確保するため優れた柔軟性が求められる。しかし、特許文献3で指摘されているように、可とう性と伸びの低下を抑え柔軟性を確保するためには、TFE−P共重合体とブレンドするE−TFE共重合体の割合を低くする必要があった。しかしながら、含フッ素エラストマーに対する含フッ素樹脂の含有量の割合を低くすると、自動変速機油等の潤滑油に対する耐油性が充分でない場合があった。
また、含フッ素エラストマーと含フッ素樹脂とをブレンドすると、加熱下で熱変色する場合があり、その場合には成形体の着色性に対する自由度を狭めることになる。また、成形性が充分でない場合には、成形体にウェルドラインが生じる等の成形不良に基づく欠点が生じる場合があった。
また、含フッ素エラストマーと含フッ素樹脂とをブレンドすると、加熱下で熱変色する場合があり、その場合には成形体の着色性に対する自由度を狭めることになる。また、成形性が充分でない場合には、成形体にウェルドラインが生じる等の成形不良に基づく欠点が生じる場合があった。
本発明は、上記事情に鑑みてなされたものであって、柔軟性および耐油性に優れ、熱変色しにくく、かつ成形性に優れた樹脂組成物を用いたガスケットを提供することを課題とする。
本発明は、以下の構成を有する。
[1]200℃空気中での2000時間熱暴露試験後の引張伸び変化率が30%以下、D硬度が55以下、曲げ弾性率が200MPa以下、融点が215℃以上である溶融成形可能な樹脂組成物からなるガスケット。
[2]前記樹脂組成物が、引張強度が8MPa以上、引張伸びが200%以上、面圧可視化試験でのフィルム着色が60%以上、である[1]に記載のガスケット。
[3]前記樹脂組成物が、含フッ素エラストマー(A)および融点が215℃以上の溶融成形可能な含フッ素樹脂(B)を含む[1]または[2]に記載のガスケット。
[4]前記含フッ素エラストマー(A)は、前記含フッ素樹脂(B)中に分散しており、前記含フッ素エラストマー(A)の貯蔵せん断弾性率G’が100以上であり、前記含フッ素エラストマー(A)と前記含フッ素樹脂(B)との質量比(A:B)が、10:90〜65:35であり、前記含フッ素エラストマー(A)と前記含フッ素樹脂(B)との質量の合計が、前記含フッ素樹脂組成物の質量の90%以上であり、前記含フッ素樹脂(B)の融点より25℃高い温度における、前記含フッ素樹脂組成物の貯蔵弾性率E’が250kPa以下である、[3]に記載のガスケット。
[5]前記含フッ素樹脂(B)は、テトラフルオロエチレンに基づく構成単位を有する重合体、フッ化ビニリデンに基づく構成単位を有する重合体、および、クロロトリフルオロエチレンに基づく構成単位を有する重合体から選ばれる少なくとも1種である[3]または[4]に記載のガスケット。
[6]前記含フッ素樹脂(B)は、エチレンに基づく構成単位およびテトラフルオロエチレンに基づく構成単位を有する共重合体である[5]に記載のガスケット。
[7]前記含フッ素エラストマー(A)は、テトラフルオロエチレンに基づく構成単位およびプロピレンに基づく構成単位を有する共重合体からなる[3]〜[6]のいずれかに記載のガスケット。
[2]前記樹脂組成物が、引張強度が8MPa以上、引張伸びが200%以上、面圧可視化試験でのフィルム着色が60%以上、である[1]に記載のガスケット。
[3]前記樹脂組成物が、含フッ素エラストマー(A)および融点が215℃以上の溶融成形可能な含フッ素樹脂(B)を含む[1]または[2]に記載のガスケット。
[4]前記含フッ素エラストマー(A)は、前記含フッ素樹脂(B)中に分散しており、前記含フッ素エラストマー(A)の貯蔵せん断弾性率G’が100以上であり、前記含フッ素エラストマー(A)と前記含フッ素樹脂(B)との質量比(A:B)が、10:90〜65:35であり、前記含フッ素エラストマー(A)と前記含フッ素樹脂(B)との質量の合計が、前記含フッ素樹脂組成物の質量の90%以上であり、前記含フッ素樹脂(B)の融点より25℃高い温度における、前記含フッ素樹脂組成物の貯蔵弾性率E’が250kPa以下である、[3]に記載のガスケット。
[5]前記含フッ素樹脂(B)は、テトラフルオロエチレンに基づく構成単位を有する重合体、フッ化ビニリデンに基づく構成単位を有する重合体、および、クロロトリフルオロエチレンに基づく構成単位を有する重合体から選ばれる少なくとも1種である[3]または[4]に記載のガスケット。
[6]前記含フッ素樹脂(B)は、エチレンに基づく構成単位およびテトラフルオロエチレンに基づく構成単位を有する共重合体である[5]に記載のガスケット。
[7]前記含フッ素エラストマー(A)は、テトラフルオロエチレンに基づく構成単位およびプロピレンに基づく構成単位を有する共重合体からなる[3]〜[6]のいずれかに記載のガスケット。
本発明のガスケットは、柔軟性および耐油性に優れ、熱変色しにくく、かつ成形不良に基づく欠点が少ない。
本明細書における下記の用語の意味は以下のとおりである。
「モノマー」とは、重合性不飽和結合、すなわち重合反応性の炭素−炭素二重結合を有する化合物を意味する。
「構成単位」とは、モノマーが重合することによって形成された当該モノマーに由来する単位を意味する。構成単位は、モノマーの重合反応によって直接形成された単位であってもよく、ポリマーを処理することによって当該単位の一部が別の構造に変換された単位であってもよい。
「重合体」とは、単重合体と共重合体とを含む概念であり、単重合体であっても、共重合体であってもよい。
「モノマー」とは、重合性不飽和結合、すなわち重合反応性の炭素−炭素二重結合を有する化合物を意味する。
「構成単位」とは、モノマーが重合することによって形成された当該モノマーに由来する単位を意味する。構成単位は、モノマーの重合反応によって直接形成された単位であってもよく、ポリマーを処理することによって当該単位の一部が別の構造に変換された単位であってもよい。
「重合体」とは、単重合体と共重合体とを含む概念であり、単重合体であっても、共重合体であってもよい。
[樹脂組成物]
本発明のガスケットは、特定の物性を有する樹脂組成物からなることを特徴とする。
前記樹脂組成物は、溶融成形可能な樹脂組成物である。
前記樹脂組成物は、200℃空気中での2000時間熱暴露試験後の引張伸び変化率が30%以下であり、25%以下が好ましく、20%以下がより好ましい。引張伸び変化率は、ASTM D638に準拠した試験を行い、熱暴露前後での引張伸びの変化率を出した。
前記樹脂組成物は、D硬度が55以下であり、50以下が好ましく、45以下がより好ましい。D硬度はASTM D2240に準拠した試験で測定した。
前記樹脂組成物は、曲げ弾性率が200MPa以下であり、170MPa以下が好ましく、150MPa以下がより好ましい。曲げ弾性率は、ASTM D790に準拠した試験で測定した。
前記樹脂組成物は、融点が215℃以上であり、220℃以上が好ましく、225℃以上がより好ましい。融点は示差走査熱量測定(DSC)法で測定した。
前記樹脂組成物は、引張強度が8MPa以上であるのが好ましく、10MPa以上であるのがより好ましい。また、引張伸びが200%以上であるのが好ましく、300%以上であるのがより好ましい。引張強度および引張伸びはASTM D638に準拠した試験で測定した。
前記樹脂組成物は、面圧可視化試験でのフィルム着色が60%以上であるのが好ましく、70%以上であるのがより好ましい。面圧可視化試験は、面圧測定フィルムと前記樹脂組成物の円形試験片とを重ねて、フランジ2枚の間に挟み、締め付けた後の面圧測定フィルムの着色を確認することにより行う。面圧測定フィルムは市販品が使用可能であり、富士フイルム社製「プレスケール」などが挙げられる。試験評価は目視で行った。面圧可視化試験の結果が良好である樹脂組成物は、ガスケットとして用いたときに気密性が高いと考えられる。
前記樹脂組成物は、耐熱性が高く、面への追随性が高く、高い気密性を有することから、ガスケットとして好適である。
本発明のガスケットは、特定の物性を有する樹脂組成物からなることを特徴とする。
前記樹脂組成物は、溶融成形可能な樹脂組成物である。
前記樹脂組成物は、200℃空気中での2000時間熱暴露試験後の引張伸び変化率が30%以下であり、25%以下が好ましく、20%以下がより好ましい。引張伸び変化率は、ASTM D638に準拠した試験を行い、熱暴露前後での引張伸びの変化率を出した。
前記樹脂組成物は、D硬度が55以下であり、50以下が好ましく、45以下がより好ましい。D硬度はASTM D2240に準拠した試験で測定した。
前記樹脂組成物は、曲げ弾性率が200MPa以下であり、170MPa以下が好ましく、150MPa以下がより好ましい。曲げ弾性率は、ASTM D790に準拠した試験で測定した。
前記樹脂組成物は、融点が215℃以上であり、220℃以上が好ましく、225℃以上がより好ましい。融点は示差走査熱量測定(DSC)法で測定した。
前記樹脂組成物は、引張強度が8MPa以上であるのが好ましく、10MPa以上であるのがより好ましい。また、引張伸びが200%以上であるのが好ましく、300%以上であるのがより好ましい。引張強度および引張伸びはASTM D638に準拠した試験で測定した。
前記樹脂組成物は、面圧可視化試験でのフィルム着色が60%以上であるのが好ましく、70%以上であるのがより好ましい。面圧可視化試験は、面圧測定フィルムと前記樹脂組成物の円形試験片とを重ねて、フランジ2枚の間に挟み、締め付けた後の面圧測定フィルムの着色を確認することにより行う。面圧測定フィルムは市販品が使用可能であり、富士フイルム社製「プレスケール」などが挙げられる。試験評価は目視で行った。面圧可視化試験の結果が良好である樹脂組成物は、ガスケットとして用いたときに気密性が高いと考えられる。
前記樹脂組成物は、耐熱性が高く、面への追随性が高く、高い気密性を有することから、ガスケットとして好適である。
[含フッ素樹脂組成物]
本発明のガスケットとして用いる樹脂組成物としては、含フッ素樹脂組成物が好ましい。
前記含フッ素樹脂組成物は、含フッ素エラストマー(A)および含フッ素樹脂(B)を含む。
本発明のガスケットとして用いる樹脂組成物としては、含フッ素樹脂組成物が好ましい。
前記含フッ素樹脂組成物は、含フッ素エラストマー(A)および含フッ素樹脂(B)を含む。
前記含フッ素樹脂組成物における含フッ素エラストマー(A)と含フッ素樹脂(B)との質量比(A:B)は10:90〜65:35であることが好ましい。含フッ素樹脂組成物における含フッ素エラストマー(A)と含フッ素樹脂(B)との質量比(A:B)は、10:90〜60:40が好ましく、20:80〜60:40がより好ましく、30:70〜55:45がさらに好ましい。
含フッ素樹脂組成物に含フッ素エラストマー(A)が上記範囲で充分含有されていれば、優れた柔軟性が得られる。含フッ素樹脂組成物に含フッ素樹脂(B)が上記範囲で充分含有されていれば、優れた耐油性が得られる。
含フッ素樹脂組成物に含フッ素エラストマー(A)が上記範囲で充分含有されていれば、優れた柔軟性が得られる。含フッ素樹脂組成物に含フッ素樹脂(B)が上記範囲で充分含有されていれば、優れた耐油性が得られる。
前記含フッ素樹脂組成物における含フッ素エラストマー(A)と含フッ素樹脂(B)との質量の合計は、含フッ素樹脂組成物の質量の90%以上であることが好ましい。含フッ素樹脂組成物における含フッ素エラストマー(A)と含フッ素樹脂(B)との質量の合計が、含フッ素樹脂組成物の質量の90〜100%であることが好ましく、95〜99.7%がより好ましく、97〜99.5%がさらに好ましい。
含フッ素樹脂組成物の質量に占める含フッ素エラストマー(A)と含フッ素樹脂(B)との質量の合計の割合が前記下限値以上であれば、本発明の効果を充分に奏することができる。含フッ素樹脂組成物の質量に占める含フッ素エラストマー(A)と含フッ素樹脂(B)との質量の合計の割合が前記上限値以下であれば、含フッ素樹脂組成物の性状を変化させるための他の成分を含有させることができる。
含フッ素樹脂組成物の質量に占める含フッ素エラストマー(A)と含フッ素樹脂(B)との質量の合計の割合が前記下限値以上であれば、本発明の効果を充分に奏することができる。含フッ素樹脂組成物の質量に占める含フッ素エラストマー(A)と含フッ素樹脂(B)との質量の合計の割合が前記上限値以下であれば、含フッ素樹脂組成物の性状を変化させるための他の成分を含有させることができる。
また、前記含フッ素エラストマー(A)は、前記含フッ素樹脂(B)に分散しており、前記含フッ素樹脂(B)の融点より25℃高い温度における、前記含フッ素樹脂組成物の貯蔵弾性率E’が250kPa以下であることが好ましい。
前記含フッ素エラストマー(A)は、海島構造(球状)または共連続構造(Gyroid)を形成するように、前記含フッ素樹脂(B)中に分散していることが好ましい。
本発明において、海島構造とは、比較的連続的に見える部分(本発明においては、含フッ素樹脂(B)である。)の中に、不連続的な部分(本願発明においては、含フッ素エラストマー(A)である。)が混在している状態の構造を意味し、不連続な部分のそれぞれの塊における最大幅が70μm程度であることを意味する。
本発明において、共連続構造とは、海島構造における不連続な部分のそれぞれの塊が、一部接合し、最大幅が50μm以下で連続的につながった連続性構造を有する状態を意味する。
本発明において、海島構造とは、比較的連続的に見える部分(本発明においては、含フッ素樹脂(B)である。)の中に、不連続的な部分(本願発明においては、含フッ素エラストマー(A)である。)が混在している状態の構造を意味し、不連続な部分のそれぞれの塊における最大幅が70μm程度であることを意味する。
本発明において、共連続構造とは、海島構造における不連続な部分のそれぞれの塊が、一部接合し、最大幅が50μm以下で連続的につながった連続性構造を有する状態を意味する。
含フッ素樹脂組成物の貯蔵弾性率E’は、以下の試験片を用いて、空気雰囲気下、周波数:10Hz、昇温開始温度:23℃、昇温温度:3℃/分において粘弾性測定を行った際の、前記含フッ素樹脂(B)の融点より25℃高い温度における貯蔵弾性率である。
(試験片)
プレス成形により成形した厚さ:1mmのシートから、長さ:45mm、幅:8mm、厚さ:1mmに切り出したシート。
(試験片)
プレス成形により成形した厚さ:1mmのシートから、長さ:45mm、幅:8mm、厚さ:1mmに切り出したシート。
含フッ素樹脂組成物の貯蔵弾性率E’は250kPa以下であり、0〜200kPaが好ましく、0〜150kPaがより好ましく、0〜130kPaがさらに好ましい。
含フッ素樹脂組成物の貯蔵弾性率E’が前記範囲内にあれば、成形時における充分な流動性を確保でき、成形性に優れ、当該含フッ素樹脂組成物を含む成形体は表面平滑性に優れる。
含フッ素樹脂組成物の貯蔵弾性率E’が前記範囲内にあれば、成形時における充分な流動性を確保でき、成形性に優れ、当該含フッ素樹脂組成物を含む成形体は表面平滑性に優れる。
(含フッ素エラストマー(A))
本発明において、含フッ素エラストマー(A)は100以上の貯蔵せん断弾性率G’を示す。
本発明において、含フッ素エラストマー(A)は100以上の貯蔵せん断弾性率G’を示す。
含フッ素エラストマー(A)の貯蔵せん断弾性率G’は、ASTM D6204に準じて、Rubber Process Analyzer(RPA2000、アルファテクノロジー株式会社製)を用いて、サンプル量:7.5g、温度:100℃、変位:0.5°において周波数を1〜2000cpmまで変化させてトルクを測定し、その測定値からG’およびG’’を算出した際の、50cpmにおけるG’である。
含フッ素エラストマー(A)の貯蔵せん断弾性率G’は100以上であり、150〜1000が好ましく、200〜800がより好ましく、220〜600がさらに好ましい。
含フッ素エラストマー(A)の貯蔵せん断弾性率G’が前記下限値以上であれば、成形体の機械的強度が良好となる。含フッ素エラストマー(A)の貯蔵せん断弾性率G’が前記上限値以下であれば、高い流動性を有し、含フッ素樹脂(B)中における分散が良好となり、かつ含フッ素樹組成物の柔軟性を高めることができる。
含フッ素エラストマー(A)の貯蔵せん断弾性率G’が前記下限値以上であれば、成形体の機械的強度が良好となる。含フッ素エラストマー(A)の貯蔵せん断弾性率G’が前記上限値以下であれば、高い流動性を有し、含フッ素樹脂(B)中における分散が良好となり、かつ含フッ素樹組成物の柔軟性を高めることができる。
含フッ素エラストマー(A)は、フッ素を含有し、100以上の貯蔵せん断弾性率G’を示す、融点を持たない弾性共重合体(エラストマー)であればよい。
含フッ素エラストマー(A)におけるフッ素含有量は、50〜74質量%であることが好ましく、55〜70質量%であることがより好ましい。含フッ素エラストマー(A)におけるフッ素含有量は、具体的には、後述のTFE/P系共重合体においては57〜60質量%が好ましく、HFP/VdF系共重合体においては66〜71質量%が好ましく、TFE/PMVE系共重合体においては66〜70質量%が好ましい。
含フッ素エラストマー(A)におけるフッ素含有量が前記下限値以上であれば、優れたな耐熱性および耐薬品性が得られる。含フッ素エラストマー(A)におけるフッ素含有量が前記上限値以下であれば、含フッ素樹脂組成物の柔軟性を高めることができる。
含フッ素エラストマー(A)におけるフッ素含有量が前記下限値以上であれば、優れたな耐熱性および耐薬品性が得られる。含フッ素エラストマー(A)におけるフッ素含有量が前記上限値以下であれば、含フッ素樹脂組成物の柔軟性を高めることができる。
含フッ素エラストマー(A)のフッ素含有量は、フッ素含有量の分析により得られ、含フッ素エラストマー(A)を構成するすべての原子の総質量に対するフッ素原子の質量の割合を示す。
含フッ素エラストマー(A)の数平均分子量は、1万〜150万が好ましく、2万〜100万がより好ましく、2万〜80万がさらに好ましく、5万〜60万が特に好ましい。含フッ素エラストマー(A)の数平均分子量が前記下限値以上であれば、成形体の機械的強度が良好となる。含フッ素エラストマー(A)の数平均分子量が前記上限値以下であれば、高い流動性を有し、含フッ素樹脂(B)中における分散が良好となり、かつ含フッ素樹脂組成物の柔軟性を高めることができる。
含フッ素エラストマー(A)の数平均分子量は、ゲルパーミエーションクロマトグラフィー(以下、「GPC」と記す。)により測定された値である。
含フッ素エラストマー(A)としては、1種を用いてもよく、2種以上を用いてもよい。含フッ素エラストマー(A)としては、1種を用いることが好ましい。
含フッ素エラストマー(A)は、テトラフルオロエチレン(TFE)、ヘキサフルオロプロピレン(HFP)、フッ化ビニリデン(VdF)、およびクロロトリフルオロエチレン(CTFE)から選ばれる1種以上のモノマー(以下、「モノマー(MA1)」とも言う。)に基づく構成単位を含むエラストマーであることが好ましい。
含フッ素エラストマー(A)が、モノマー(MA1)に基づく構成単位を含むエラストマーである場合、含フッ素エラストマー(A)は、TFEに基づく構成単位(以下、「TFE単位」とも言う。他の構成単位についても同様である。)、HFP単位、VdF単位、およびCTFE単位から選ばれる2種または3種の構成単位のみからなるエラストマーであってもよく、モノマー(MA1)と、モノマー(MA1)と共重合可能であり、当該エラストマーが弾性共重合体となる、モノマー(MA1)以外の他のモノマー(以下、「モノマー(MA2)」とも言う。)に基づく構成単位の1種以上とからなるエラストマーであってもよい。
モノマー(MA2)としては、エチレン(E)、プロピレン(P)、パーフルオロ(アルキルビニルエーテル)(PAVE)、フッ化ビニル(VF)、1,2−ジフルオロエチレン(DiFE)、1,1,2−トリフルオロエチレン(TrFE)、3,3,3−トリフルオロ−1−プロピレン(TFP)、1,3,3,3−テトラフルオロプロピレン、および2,3,3,3−テトラフルオロプロピレンからなる群より選ばれる1種以上の化合物が挙げられる。
ここで、PAVEは、下式(I)で表される化合物であり、具体的には、パーフルオロ(メチルビニルエーテル)(PMVE)、パーフルオロ(エチルビニルエーテル)(PEVE)、パーフルオロ(プロピルビニルエーテル)(PPVE)、パーフルオロ(ブチルビニルエーテル)(PBVE)が挙げられる。
CF2=CF(ORF) ・・・(I)
[式中、RFは炭素数1〜8の直鎖状または分岐状のパーフルオロアルキル基である。]
CF2=CF(ORF) ・・・(I)
[式中、RFは炭素数1〜8の直鎖状または分岐状のパーフルオロアルキル基である。]
含フッ素エラストマー(A)は、モノマー(MA1)と共重合可能であり、当該エラストマーが弾性共重合体となる、モノマー(MA1)およびモノマー(MA2)以外の他のモノマー(以下、「モノマー(MA3)」とも言う。)に基づく構成単位の1種以上を有していてもよい。
含フッ素エラストマー(A)を構成する全構成単位のうち、モノマー(MA3)に基づく構成単位は20モル%以下であることが好ましく、5モル%以下であることがより好ましく、モノマー(MA3)に基づく構成単位を有さないことがさらに好ましい。
含フッ素エラストマー(A)を構成する全構成単位のうち、モノマー(MA3)に基づく構成単位は20モル%以下であることが好ましく、5モル%以下であることがより好ましく、モノマー(MA3)に基づく構成単位を有さないことがさらに好ましい。
含フッ素エラストマー(A)は、含フッ素エラストマー(A)を構成する全構成単位の100モル%が、モノマー(MA1)に基づく構成単位の2種または3種からなるか、または、モノマー(MA1)に基づく構成単位の1種以上と、モノマー(MA2)に基づく構成単位の1種以上とからなることが好ましい。ただし、前記含フッ素樹脂組成物の特性に影響を与えない範囲であれば、不純物等としてこれら以外の構成単位を含有することは許容される。
モノマー(MA1)に基づく構成単位の2種または3種からなるエラストマー、および、モノマー(MA1)に基づく構成単位の1種以上とモノマー(MA2)に基づく構成単位の1種以上とからなるエラストマーは、含フッ素樹脂組成物の柔軟性に寄与する。
モノマー(MA1)に基づく構成単位の2種または3種からなるエラストマー、および、モノマー(MA1)に基づく構成単位の1種以上とモノマー(MA2)に基づく構成単位の1種以上とからなるエラストマーは、含フッ素樹脂組成物の柔軟性に寄与する。
含フッ素エラストマー(A)としては、TFE/P系共重合体(TFE単位とP単位とを有する共重合体を意味する。なお、「/」で結ばれた各構成単位の合計、TFE/P系共重合体の場合にはTFE単位とP単位との合計が、すべての構成単位の合計に占める割合は、50モル%以上であることが好ましい。他の「系共重合体」についても同様である。)、HFP/VdF系共重合体、TFE/PAVE系共重合体が挙げられる。
なお、TFE/PAVE系共重合体には、TFE単位とPAVE単位とを有する共重合体であっても、さらにP単位やVdF単位を含むものは含まない。また、HFP/VdF系共重合体には、HFP単位とVdF単位とを有する共重合体であっても、さらにP単位を含むものは含まない。
なお、TFE/PAVE系共重合体には、TFE単位とPAVE単位とを有する共重合体であっても、さらにP単位やVdF単位を含むものは含まない。また、HFP/VdF系共重合体には、HFP単位とVdF単位とを有する共重合体であっても、さらにP単位を含むものは含まない。
TFE/P系共重合体としては、TFE/P(TFE単位とP単位とからなる共重合体を意味する。他についても同様である。)、TFE/P/VF、TFE/P/VdF、TFE/P/E、TFE/P/TFP、TFE/P/PAVE、TFE/P/1,3,3,3−テトラフルオロプロペン、TFE/P/2,3,3,3−テトラフルオロプロペン、TFE/P/TrFE、TFE/P/DiFE、TFE/P/VdF/TFP、TFE/P/VdF/PAVEが挙げられ、なかでもTFE/Pが好ましい。
HFP/VdF系共重合体としては、HFP/VdF、TFE/VdF/HFP、TFE/VdF/HFP/TFP、TFE/VdF/HFP/PAVE、VdF/HFP/TFP、VdF/HFP/PAVEが挙げられ、なかでもHFP/VdFが好ましい。
TFE/PAVE系共重合体としては、TFE/PAVE、TFE/PMVE、TFE/PMVE/PPVEが挙げられ、なかでもTFE/PMVEが好ましい。
HFP/VdF系共重合体としては、HFP/VdF、TFE/VdF/HFP、TFE/VdF/HFP/TFP、TFE/VdF/HFP/PAVE、VdF/HFP/TFP、VdF/HFP/PAVEが挙げられ、なかでもHFP/VdFが好ましい。
TFE/PAVE系共重合体としては、TFE/PAVE、TFE/PMVE、TFE/PMVE/PPVEが挙げられ、なかでもTFE/PMVEが好ましい。
含フッ素エラストマー(A)としては、上記のTFE/P系共重合体、HFP/VdF系共重合体、TFE/PAVE系共重合体以外に、TFE/VdF/2,3,3,3−テトラフルオロプロペン、VdF/PAVE、VdF/2,3,3,3−テトラフルオロプロペン、E/HFPも挙げられる。
上記の含フッ素エラストマー(A)のなかでも、TFE/P系共重合体、HFP/VdF系共重合体、TFE/PAVE系共重合体が好ましく、TFE/P系共重合体がより好ましく、TFE/Pがさらに好ましい。
これらのエラストマーの組成は、本発明の含フッ素樹脂組成物の柔軟性に寄与しやすい点から、以下の範囲が好ましい。
TFE/Pにおいて、TFE:P(TFE単位とP単位とのモル比を意味する。単位はモル%:モル%であり、合計で100モル%である。他のモル比についても同様である。)は、30〜80:70〜20が好ましく、40〜70:60〜30がより好ましく、60〜50:40〜50がさらに好ましい。TFE/P/VFにおいて、TFE:P:VF=30〜60:60〜20:0.05〜40、TFE/P/VdFにおいて、TFE:P:VdF=30〜60:60〜20:0.05〜40、TFE/P/Eにおいて、TFE:P:E=20〜60:70〜30:0.05〜40、TFE/P/TFPにおいて、TFE:P:TFP=30〜60:60〜30:0.05〜20、TFE/P/PAVEにおいて、TFE:P:PAVE=40〜70:60〜29.95:0.05〜20、TFE/P/1,3,3,3−テトラフルオロプロペンにおいて、TFE:P:1,3,3,3−テトラフルオロプロペン=30〜60:60〜20:0.05〜40、TFE/P/2,3,3,3−テトラフルオロプロペンにおいて、TFE:P:2,3,3,3−テトラフルオロプロペン=30〜60:60〜20:0.05〜40、TFE/P/TrFEにおいて、TFE:P:TrFE=30〜60:60〜20:0.05〜40、TFE/P/DiFEにおいて、TFE:P:DiFE=30〜60:60〜20:0.05〜40、TFE/P/VdF/TFPにおいて、TFE:P:VdF:TFP=30〜60:60〜20:0.05〜40:0.05〜20、TFE/P/VdF/PAVEにおいて、TFE:P:VdF:PAVE=30〜70:60〜20:0.05〜40:0.05〜20、HFP/VdFにおいて、HFP:VdF=99〜5:1〜95、TFE/VdF/HFPにおいて、TFE:VdF:HFP=20〜40:1〜40:20〜40、TFE/VdF/HFP/TFPにおいて、TFE:VdF:HFP:TFP=30〜60:0.05〜40:60〜20:0.05〜20、TFE/VdF/HFP/PAVEにおいて、TFE:VdF:HFP:PAVE=30〜70:60〜20:0.05〜40:0.05〜20、VdF/HFP/TFPにおいて、VdF:HFP:TFP=1〜90:95〜5:0.05〜20、VdF/HFP/PAVEにおいて、VdF:HFP:PAVE=20〜90:9.95〜70:0.05〜20、TFE/PAVEにおいて、TFE:PAVE=40〜70:60〜30、TFE/PMVEにおいて、TFE:PMVE=40〜70:60〜30、TFE/PMVE/PPVEにおいて、TFE:PMVE:PPVE=40〜70:3〜57:3〜57、TFE/VdF/2,3,3,3−テトラフルオロプロペンにおいて、TFE:VdF:2,3,3,3−テトラフルオロプロペン=1〜30:30〜90:5〜60、VdF/PAVEにおいて、VdF:PAVE=3〜95:97〜5、VdF/2,3,3,3−テトラフルオロプロペンにおいて、VdF:2,3,3,3−テトラフルオロプロペン=30〜95:70〜5、E/HFPにおいて、E:HFP=40〜60:60〜40が好ましい。
TFE/Pにおいて、TFE:P(TFE単位とP単位とのモル比を意味する。単位はモル%:モル%であり、合計で100モル%である。他のモル比についても同様である。)は、30〜80:70〜20が好ましく、40〜70:60〜30がより好ましく、60〜50:40〜50がさらに好ましい。TFE/P/VFにおいて、TFE:P:VF=30〜60:60〜20:0.05〜40、TFE/P/VdFにおいて、TFE:P:VdF=30〜60:60〜20:0.05〜40、TFE/P/Eにおいて、TFE:P:E=20〜60:70〜30:0.05〜40、TFE/P/TFPにおいて、TFE:P:TFP=30〜60:60〜30:0.05〜20、TFE/P/PAVEにおいて、TFE:P:PAVE=40〜70:60〜29.95:0.05〜20、TFE/P/1,3,3,3−テトラフルオロプロペンにおいて、TFE:P:1,3,3,3−テトラフルオロプロペン=30〜60:60〜20:0.05〜40、TFE/P/2,3,3,3−テトラフルオロプロペンにおいて、TFE:P:2,3,3,3−テトラフルオロプロペン=30〜60:60〜20:0.05〜40、TFE/P/TrFEにおいて、TFE:P:TrFE=30〜60:60〜20:0.05〜40、TFE/P/DiFEにおいて、TFE:P:DiFE=30〜60:60〜20:0.05〜40、TFE/P/VdF/TFPにおいて、TFE:P:VdF:TFP=30〜60:60〜20:0.05〜40:0.05〜20、TFE/P/VdF/PAVEにおいて、TFE:P:VdF:PAVE=30〜70:60〜20:0.05〜40:0.05〜20、HFP/VdFにおいて、HFP:VdF=99〜5:1〜95、TFE/VdF/HFPにおいて、TFE:VdF:HFP=20〜40:1〜40:20〜40、TFE/VdF/HFP/TFPにおいて、TFE:VdF:HFP:TFP=30〜60:0.05〜40:60〜20:0.05〜20、TFE/VdF/HFP/PAVEにおいて、TFE:VdF:HFP:PAVE=30〜70:60〜20:0.05〜40:0.05〜20、VdF/HFP/TFPにおいて、VdF:HFP:TFP=1〜90:95〜5:0.05〜20、VdF/HFP/PAVEにおいて、VdF:HFP:PAVE=20〜90:9.95〜70:0.05〜20、TFE/PAVEにおいて、TFE:PAVE=40〜70:60〜30、TFE/PMVEにおいて、TFE:PMVE=40〜70:60〜30、TFE/PMVE/PPVEにおいて、TFE:PMVE:PPVE=40〜70:3〜57:3〜57、TFE/VdF/2,3,3,3−テトラフルオロプロペンにおいて、TFE:VdF:2,3,3,3−テトラフルオロプロペン=1〜30:30〜90:5〜60、VdF/PAVEにおいて、VdF:PAVE=3〜95:97〜5、VdF/2,3,3,3−テトラフルオロプロペンにおいて、VdF:2,3,3,3−テトラフルオロプロペン=30〜95:70〜5、E/HFPにおいて、E:HFP=40〜60:60〜40が好ましい。
(含フッ素エラストマー(A)の製造)
含フッ素エラストマー(A)は、1種以上のモノマー(MA1)、ならびに必要に応じてモノマー(MA2)およびモノマー(MA3)の一方または両方の1種以上を共重合することにより製造できる。
重合法としては、乳化重合法、溶液重合法、懸濁重合法、塊状重合法等が挙げられる。含フッ素共重合体の数平均分子量や共重合体組成の調整が容易で、生産性に優れることから、水性媒体および乳化剤の存在下で、単量体を重合する乳化重合法が好ましい。
乳化重合法では、水性媒体、乳化剤およびラジカル重合開始剤の存在下に、上記モノマーを含む単量体成分を重合(乳化重合)する工程(乳化重合工程)を経て、エラストマーのラテックスを得る。乳化重合工程においては、pH調整剤を添加してもよい。
含フッ素エラストマー(A)は、1種以上のモノマー(MA1)、ならびに必要に応じてモノマー(MA2)およびモノマー(MA3)の一方または両方の1種以上を共重合することにより製造できる。
重合法としては、乳化重合法、溶液重合法、懸濁重合法、塊状重合法等が挙げられる。含フッ素共重合体の数平均分子量や共重合体組成の調整が容易で、生産性に優れることから、水性媒体および乳化剤の存在下で、単量体を重合する乳化重合法が好ましい。
乳化重合法では、水性媒体、乳化剤およびラジカル重合開始剤の存在下に、上記モノマーを含む単量体成分を重合(乳化重合)する工程(乳化重合工程)を経て、エラストマーのラテックスを得る。乳化重合工程においては、pH調整剤を添加してもよい。
(含フッ素樹脂(B))
本発明において、含フッ素樹脂(B)は融点が215℃以上の溶融成形可能な樹脂である。
本発明において、含フッ素樹脂(B)は融点が215℃以上の溶融成形可能な樹脂である。
含フッ素樹脂(B)は、フッ素を含有し、215℃以上の融点を持ち、溶融成形可能であればよい。
含フッ素樹脂(B)におけるフッ素含有量は、50〜74質量%であることが好ましく、53〜70質量%であることがより好ましい。含フッ素樹脂(B)におけるフッ素含有量は、別の態様として、50〜70質量%であることが好ましく、さらに別の態様として、53〜74質量%であることが好ましい。
含フッ素樹脂(B)におけるフッ素含有量が前記下限値以上であれば、優れたな耐熱性および耐薬品性が得られる。含フッ素樹脂(B)におけるフッ素含有量が前記上限値以下であれば、含フッ素樹脂組成物の柔軟性を高めることができる。
含フッ素樹脂(B)におけるフッ素含有量が前記下限値以上であれば、優れたな耐熱性および耐薬品性が得られる。含フッ素樹脂(B)におけるフッ素含有量が前記上限値以下であれば、含フッ素樹脂組成物の柔軟性を高めることができる。
含フッ素樹脂(B)のフッ素含有量は、フッ素含有量の分析により得られ、含フッ素樹脂(B)を構成するすべての原子の総質量に対するフッ素原子の質量の割合を示す。
含フッ素樹脂(B)の数平均分子量は、1万〜100万が好ましく、2万〜50万がより好ましく、2万〜30万が更に好ましく、5万〜30万がさらに好ましい。含フッ素樹脂(B)の数平均分子量が前記下限値以上であれば、成形体の機械的強度が良好となる。含フッ素樹脂(B)の数平均分子量が前記上限値以下であれば、高い流動性を有し、含フッ素エラストマー(A)を良好に分散させることができ、かつ含フッ素樹脂組成物の柔軟性を高めることができる。
含フッ素樹脂(B)の数平均分子量は、1万〜100万が好ましく、2万〜50万がより好ましく、2万〜30万が更に好ましく、5万〜30万がさらに好ましい。含フッ素樹脂(B)の数平均分子量が前記下限値以上であれば、成形体の機械的強度が良好となる。含フッ素樹脂(B)の数平均分子量が前記上限値以下であれば、高い流動性を有し、含フッ素エラストマー(A)を良好に分散させることができ、かつ含フッ素樹脂組成物の柔軟性を高めることができる。
含フッ素樹脂(B)の融点は215℃以上であり、215〜300℃が好ましく、215〜280℃がより好ましく、215〜270℃がさらに好ましい。
含フッ素樹脂(B)の融点が前記下限値以上であれば、充分な耐熱性を有する含フッ素樹脂組成物が得られる。含フッ素樹脂(B)の融点が前記上限値以下であれば、高温を必要とせずに含フッ素樹脂組成物および成形体が製造できる。
含フッ素樹脂(B)の融点が前記下限値以上であれば、充分な耐熱性を有する含フッ素樹脂組成物が得られる。含フッ素樹脂(B)の融点が前記上限値以下であれば、高温を必要とせずに含フッ素樹脂組成物および成形体が製造できる。
含フッ素樹脂(B)としては、1種を用いてもよく、2種以上を用いてもよい。含フッ素樹脂(B)としては、1種を用いることが好ましい。
含フッ素樹脂(B)は、以下のモノマー(MB1)〜モノマー(MB7)に基づく構成単位の1種以上を含む樹脂であることが好ましい。
モノマー(MB1):TFE、CTFE。
モノマー(MB2):下式(II)で表される化合物(以下、「FAE」とも言う。)。
CH2=CX(CF2)nY ・・・(II)
[式中、XおよびYは、それぞれ同一または異なって、水素原子またはフッ素原子であり、nは2〜8の整数である。]
モノマー(MB3):VdF、フッ化ビニル、トリフルオロエチレン、ヘキサフルオロイソブチレン等の不飽和基に水素原子を有するフルオロオレフィン。
モノマー(MB4):HFP等の不飽和基に水素原子を有しないフルオロオレフィン(ただし、モノマー(MB1)を除く。)。
モノマー(MB5):PAVE。
モノマー(MB6):CF2=CFOCF2CF=CF2、CF2=CFO(CF2)2CF=CF2等の不飽和結合を2個有するパーフルオロビニルエーテル類。
モノマー(MB7):パーフルオロ(2,2−ジメチル−1,3−ジオキソール)、2,2,4−トリフルオロ−5−トリフルオロメトキシ−1,3−ジオキソール、パーフルオロ(2−メチレン−4−メチル−1,3−ジオキソラン)等の脂肪族環構造を有する含フッ素モノマー類。
モノマー(MB1):TFE、CTFE。
モノマー(MB2):下式(II)で表される化合物(以下、「FAE」とも言う。)。
CH2=CX(CF2)nY ・・・(II)
[式中、XおよびYは、それぞれ同一または異なって、水素原子またはフッ素原子であり、nは2〜8の整数である。]
モノマー(MB3):VdF、フッ化ビニル、トリフルオロエチレン、ヘキサフルオロイソブチレン等の不飽和基に水素原子を有するフルオロオレフィン。
モノマー(MB4):HFP等の不飽和基に水素原子を有しないフルオロオレフィン(ただし、モノマー(MB1)を除く。)。
モノマー(MB5):PAVE。
モノマー(MB6):CF2=CFOCF2CF=CF2、CF2=CFO(CF2)2CF=CF2等の不飽和結合を2個有するパーフルオロビニルエーテル類。
モノマー(MB7):パーフルオロ(2,2−ジメチル−1,3−ジオキソール)、2,2,4−トリフルオロ−5−トリフルオロメトキシ−1,3−ジオキソール、パーフルオロ(2−メチレン−4−メチル−1,3−ジオキソラン)等の脂肪族環構造を有する含フッ素モノマー類。
得られる樹脂の耐熱性、耐薬品性、耐候性、非粘着性が優れる点から、含フッ素樹脂(B)はモノマー(MB1)に基づく構成単位を含むことが好ましく、モノマー(MB1)に基づく構成単位のなかでも、TFE単位を含むことがより好ましい。
また、得られる樹脂の耐熱性、耐薬品性、耐候性、非粘着性が優れる点から、含フッ素樹脂(B)は、モノマー(MB1)に基づく構成単位と、モノマー(MB2)〜モノマー(MB7)のいずれか1種以上のモノマーに基づく構成単位とを含むことが好ましく、モノマー(MB1)とに基づく構成単位と、モノマー(MB2)、モノマー(MB4)及びモノマー(MB5)のいずれか1種以上のモノマーに基づく構成単位とを含むことがより好ましく、モノマー(MB1)に基づく構成単位と、モノマー(MB4)に基づく構成単位と、モノマー(MB5)に基づく構成単位とを含むことがさらに好ましい。
また、得られる樹脂の耐熱性、耐薬品性、耐候性、非粘着性が優れる点から、含フッ素樹脂(B)は、モノマー(MB1)に基づく構成単位と、モノマー(MB2)〜モノマー(MB7)のいずれか1種以上のモノマーに基づく構成単位とを含むことが好ましく、モノマー(MB1)とに基づく構成単位と、モノマー(MB2)、モノマー(MB4)及びモノマー(MB5)のいずれか1種以上のモノマーに基づく構成単位とを含むことがより好ましく、モノマー(MB1)に基づく構成単位と、モノマー(MB4)に基づく構成単位と、モノマー(MB5)に基づく構成単位とを含むことがさらに好ましい。
なお、式(II)におけるnは2〜8の整数であり、他のモノマーとの重合反応性の観点から、2〜6の整数が好ましく、2〜4の整数がより好ましい。式(II)におけるnが前記下限値以上であれば、樹脂にクラックが発生する等の不具合の発生を抑制できる。式(II)におけるnが前記上限値以下であれば、良好な重合反応性を有する。
FAEとしては、具体的には、CH2=CF(CF2)2F、CH2=CF(CF2)3F、CH2=CF(CF2)4F、CH2=CF(CF2)5F、CH2=CF(CF2)8F、CH2=CF(CF2)2H、CH2=CF(CF2)3H、CH2=CF(CF2)4H、CH2=CF(CF2)5H、CH2=CF(CF2)8H、CH2=CH(CF2)2F、CH2=CH(CF2)3F、CH2=CH(CF2)4F、CH2=CH(CF2)5F、CH2=CH(CF2)6F、CH2=CH(CF2)8F、CH2=CH(CF2)2H、CH2=CH(CF2)3H、CH2=CH(CF2)4H、CH2=CH(CF2)5H、CH2=CH(CF2)8Hが挙げられる。
含フッ素樹脂(B)が、モノマー(MB1)〜モノマー(MB7)に基づく構成単位の1種以上を含む場合、含フッ素樹脂(B)は、モノマー(MB1)〜モノマー(MB7)と共重合可能な、モノマー(MB1)〜モノマー(MB7)以外のモノマー(以下、「MB8」とも言う。)に基づく構成単位の1種以上を含んでもよい。
モノマー(MB8)としては、E、P、ブテン等のα−オレフィン類、極性官能基含有モノマーが挙げられる。
極性官能基含有モノマーとしては、エチルビニルエーテル、プロピルビニルエーテル、ブチルビニルエーテル、イソブチルビニルエーテル、シクロヘキシルビニルエーテル等のアルキルビニルエーテル類;酢酸ビニル、プロピオン酸ビニル、n−酪酸ビニル、イソ酪酸ビニル、吉草酸ビニル、ピバリン酸ビニル、カプロン酸ビニル、カプリル酸ビニル、カプリン酸ビニル、バーサチック酸ビニル、ラウリン酸ビニル、ミリスチン酸ビニル、パルミチン酸ビニル、ステアリン酸ビニル、安息香酸ビニル、パラ−t−ブチル安息香酸ビニル、シクロヘキサンカルボン酸ビニル、モノクロル酢酸ビニル、アジピン酸ビニル、アクリル酸ビニル、メタクリル酸ビニル、クロトン酸ビニル、ソルビン酸ビニル、桂皮酸ビニル、ウンデシレン酸ビニル、ヒドロキシ酢酸ビニル、ヒドロキシプロピオイン酸ビニル、ヒドロキシ酪酸ビニル、ヒドロキシ吉草酸ビニル、ヒドロキシイソ酪酸ビニル、ヒドロキシシクロヘキサンカルボン酸ビニル等のビニルエステル類;エチルアリルエーテル、プロピルアリルエーテル、ブチルアリルエーテル、イソブチルアリルエーテル、シクロヘキシルアリルエーテル等のアルキルアリルエーテル類;エチルアリルエステル、プロピルアリルエステル、ブチルアリルエステル、イソブチルアリルエステル、シクロヘキシルアリルエステルなどのアリルエステル類;水酸基、エポキシ基を有するビニルエーテル類;アクリル酸、メタクリル酸、マレイン酸、イタコン酸、シトラコン酸、ウンデシレン酸等の不飽和カルボン酸;無水マレイン酸、無水イタコン酸、無水シトラコン酸、無水ハイミック酸等の不飽和カルボン酸無水物;等が挙げられる。
極性官能基含有モノマーとしては、エチルビニルエーテル、プロピルビニルエーテル、ブチルビニルエーテル、イソブチルビニルエーテル、シクロヘキシルビニルエーテル等のアルキルビニルエーテル類;酢酸ビニル、プロピオン酸ビニル、n−酪酸ビニル、イソ酪酸ビニル、吉草酸ビニル、ピバリン酸ビニル、カプロン酸ビニル、カプリル酸ビニル、カプリン酸ビニル、バーサチック酸ビニル、ラウリン酸ビニル、ミリスチン酸ビニル、パルミチン酸ビニル、ステアリン酸ビニル、安息香酸ビニル、パラ−t−ブチル安息香酸ビニル、シクロヘキサンカルボン酸ビニル、モノクロル酢酸ビニル、アジピン酸ビニル、アクリル酸ビニル、メタクリル酸ビニル、クロトン酸ビニル、ソルビン酸ビニル、桂皮酸ビニル、ウンデシレン酸ビニル、ヒドロキシ酢酸ビニル、ヒドロキシプロピオイン酸ビニル、ヒドロキシ酪酸ビニル、ヒドロキシ吉草酸ビニル、ヒドロキシイソ酪酸ビニル、ヒドロキシシクロヘキサンカルボン酸ビニル等のビニルエステル類;エチルアリルエーテル、プロピルアリルエーテル、ブチルアリルエーテル、イソブチルアリルエーテル、シクロヘキシルアリルエーテル等のアルキルアリルエーテル類;エチルアリルエステル、プロピルアリルエステル、ブチルアリルエステル、イソブチルアリルエステル、シクロヘキシルアリルエステルなどのアリルエステル類;水酸基、エポキシ基を有するビニルエーテル類;アクリル酸、メタクリル酸、マレイン酸、イタコン酸、シトラコン酸、ウンデシレン酸等の不飽和カルボン酸;無水マレイン酸、無水イタコン酸、無水シトラコン酸、無水ハイミック酸等の不飽和カルボン酸無水物;等が挙げられる。
含フッ素樹脂(B)としては、TFE系重合体(TFE単位を有する重合体を意味する。他の「系重合体」も同様である。)、VdF系重合体、CTFE系重合体が挙げられる。
なお、VdF単位を有する重合体は、さらにTFE単位やCTFE単位を有していてもVdF系重合体とする。また、CTFE系重合体には、CTFE単位を有する重合体であっても、さらにTFE単位およびVdF単位の一方または両方を含むものは含まない。
なお、VdF単位を有する重合体は、さらにTFE単位やCTFE単位を有していてもVdF系重合体とする。また、CTFE系重合体には、CTFE単位を有する重合体であっても、さらにTFE単位およびVdF単位の一方または両方を含むものは含まない。
TFE系重合体としては、E/TFE系重合体(以下、「ETFE」とも言う。)、TFE/HFP系共重合体、TFE/PAVE系共重合体が挙げられる。
CTFE系重合体としては、E/CTFE系共重合体が挙げられる。
また、TFE/PAVE系共重合体の一種としてPFAが挙げられる。
CTFE系重合体としては、E/CTFE系共重合体が挙げられる。
また、TFE/PAVE系共重合体の一種としてPFAが挙げられる。
なお、含フッ素樹脂(B)は150℃以上の融点を持つ、溶融成形可能な樹脂であり、含フッ素エラストマー(A)は融点を持たない弾性共重合体である。したがって、たとえば、含フッ素樹脂(B)であるTFE/PAVE系共重合体と、含フッ素エラストマー(A)であるTFE/PAVE系共重合体とは異なる。
上記の含フッ素樹脂(B)のなかでも、耐熱性、耐薬品性、機械的強度のバランスに優れる点から、ETFE、E/CTFE系共重合体が好ましく、ある態様としてETFEがより好ましく、別の態様としてE/CTFE系共重合体がより好ましい。
ETFEの組成は、本発明の含フッ素樹脂組成物の耐熱性、耐薬品性、機械的強度の優れたバランスに寄与しやすい点から、E:TFEは、80:20〜20:80が好ましく、70:30〜30:70がより好ましく、50:50〜35:65がさらに好ましい。
ETFEには、E単位およびTFE単位以外の構成単位が含まれていることが好ましい。ETFEがE単位およびTFE単位以外の構成単位を有する場合における、ETFEに占めるE単位およびTFE単位以外の構成単位の含有量は、全構成単位に対して、0.01〜20モル%が好ましく、0.1〜10モル%がより好ましく、0.8〜5モル%がさらに好ましい。
含フッ素樹脂(B)としてETFEを用いる場合のETFEとしては、150〜300℃の融点を有するETFEが好ましく、160〜280℃の融点を有するETFEがより好ましく、170〜270℃の融点を有するETFEがさらに好ましい。
また、含フッ素樹脂(B)としてETFEを用いる場合のETFEとしては、0.1〜200mm3/秒の容量流速を有するETFEが好ましく、0.5〜100mm3/秒の容量流速を有するETFEがより好ましく、1〜50mm3/秒の容量流速を有するETFEがさらに好ましい。
容量流速は、樹脂の溶融流動性を表す指標であり、分子量の目安となる。容量流速が大きいと分子量が低く、容量流速小さいと分子量が高いことを示す。
容量流速は、島津製作所製フローテスターを用いて、樹脂の融点より50℃高い温度において、荷重7kg下に、直径:2.1mm、長さ:8mmのオリフィス中に押出すときの樹脂の押出し速度として得られる。
また、含フッ素樹脂(B)としてETFEを用いる場合のETFEとしては、0.1〜200mm3/秒の容量流速を有するETFEが好ましく、0.5〜100mm3/秒の容量流速を有するETFEがより好ましく、1〜50mm3/秒の容量流速を有するETFEがさらに好ましい。
容量流速は、樹脂の溶融流動性を表す指標であり、分子量の目安となる。容量流速が大きいと分子量が低く、容量流速小さいと分子量が高いことを示す。
容量流速は、島津製作所製フローテスターを用いて、樹脂の融点より50℃高い温度において、荷重7kg下に、直径:2.1mm、長さ:8mmのオリフィス中に押出すときの樹脂の押出し速度として得られる。
(その他の成分)
前記含フッ素樹脂組成物は、含フッ素エラストマー(A)および含フッ素樹脂(B)以外に、任意成分としてその他の成分を含んでもよい。
その他の成分としては、エポキシ基を含有するエチレン共重合体(C)および難燃剤(D)が挙げられ、含フッ素樹脂組成物にその一方が含まれていても、両方が含まれていてもよい。
前記含フッ素樹脂組成物は、含フッ素エラストマー(A)および含フッ素樹脂(B)以外に、任意成分としてその他の成分を含んでもよい。
その他の成分としては、エポキシ基を含有するエチレン共重合体(C)および難燃剤(D)が挙げられ、含フッ素樹脂組成物にその一方が含まれていても、両方が含まれていてもよい。
前記含フッ素樹脂組成物に占める、その他の成分の質量の合計は、含フッ素樹脂組成物の質量の10%以下が好ましく、0.3〜5%がより好ましく、0.5〜3%がさらに好ましい。
<エポキシ基を含有するエチレン共重合体(C)>
前記含フッ素樹脂組成物は、含フッ素エラストマー(A)および含フッ素樹脂(B)の他に、エポキシ基を含有するエチレン共重合体(C)を含んでもよい。エポキシ基を含有するエチレン共重合体(C)は、含フッ素エラストマー(A)と含フッ素樹脂(B)との相溶性を高め、含フッ素樹脂(B)中における含フッ素エラストマー(A)の分散をより良好にすることができる。
前記含フッ素樹脂組成物は、含フッ素エラストマー(A)および含フッ素樹脂(B)の他に、エポキシ基を含有するエチレン共重合体(C)を含んでもよい。エポキシ基を含有するエチレン共重合体(C)は、含フッ素エラストマー(A)と含フッ素樹脂(B)との相溶性を高め、含フッ素樹脂(B)中における含フッ素エラストマー(A)の分散をより良好にすることができる。
前記含フッ素樹脂組成物が、エポキシ基を含有するエチレン共重合体(C)を含む場合、エポキシ基を含有するエチレン共重合体(C)と、前記含フッ素エラストマー(A)および前記含フッ素樹脂(B)の合計との質量比(C:(A+B))は、0.1:100〜10:100であり、0.3:100〜8:100が好ましく、0.5:100〜5:100がより好ましい。
エポキシ基を含有するエチレン共重合体(C)と、前記含フッ素エラストマー(A)および前記含フッ素樹脂(B)の合計との質量比(C:(A+B))が前記下限値以上であれば、含フッ素樹脂組成物の熱変色を生じにくい。エポキシ基を含有するエチレン共重合体(C)と、前記含フッ素エラストマー(A)および前記含フッ素樹脂(B)の合計との質量比(C:(A+B))が前記上限値以下であれば、充分な耐油性および耐熱性が得られる。
エポキシ基を含有するエチレン共重合体(C)と、前記含フッ素エラストマー(A)および前記含フッ素樹脂(B)の合計との質量比(C:(A+B))が前記下限値以上であれば、含フッ素樹脂組成物の熱変色を生じにくい。エポキシ基を含有するエチレン共重合体(C)と、前記含フッ素エラストマー(A)および前記含フッ素樹脂(B)の合計との質量比(C:(A+B))が前記上限値以下であれば、充分な耐油性および耐熱性が得られる。
エポキシ基を含有するエチレン共重合体(C)の融点は150℃未満である。
エポキシ基を含有するエチレン共重合体(C)としては、1種を用いてもよく、2種以上を用いてもよい。エポキシ基を含有するエチレン共重合体(C)としては、1種を用いることが好ましい。
エポキシ基を含有するエチレン共重合体(C)としては、E単位と、エポキシ基を有するモノマー(以下、「モノマー(MC1)」とも言う。)の1種以上に基づく構成単位とからなる2元以上の共重合体;E単位と、モノマー(MC1)の1種以上に基づく構成単位と、Eと共重合可能な、Eおよびモノマー(MC1)以外のその他のモノマー(以下、「モノマー(MC2)とも言う。」)の1種以上に基づく構成単位とからなる3元以上の共重合体;等のエチレン共重合体が挙げられる。
モノマー(MC1)としては、アリルグリシジルエーテル、2−メチルアリルグリシジルエーテル、ビニルグリシジルエーテル等の不飽和グリシジルエーテル類;アクリル酸グリシジル、メタクリル酸グリシジル等の不飽和グリシジルエステル類;等が挙げられる。
含フッ素エラストマー(A)と含フッ素樹脂(B)との相溶性を向上させられる点から、モノマー(MC1)としては、メタクリル酸グリシジルが好ましい。
含フッ素エラストマー(A)と含フッ素樹脂(B)との相溶性を向上させられる点から、モノマー(MC1)としては、メタクリル酸グリシジルが好ましい。
モノマー(MC2)としては、アクリル酸メチル、アクリル酸エチル等のアクリル酸エステル類;メタクリル酸メチル、メタクリル酸エチル等のメタクリル酸エステル類;酢酸ビニル等の脂肪酸ビニルエステル類;E以外のαオレフィン類;等が挙げられる。
含フッ素エラストマー(A)と含フッ素樹脂(B)との相溶性を向上させられる点から、モノマー(MC2)としては、アクリル酸エステル類、メタクリル酸エステル類、および脂肪酸ビニルエステル類(以下、まとめて「モノマー(MC3)」とも言う。モノマー(MC3)は、モノマー(MC2)の一部の集合である。)が好ましい。
含フッ素エラストマー(A)と含フッ素樹脂(B)との相溶性を向上させられる点から、モノマー(MC2)としては、アクリル酸エステル類、メタクリル酸エステル類、および脂肪酸ビニルエステル類(以下、まとめて「モノマー(MC3)」とも言う。モノマー(MC3)は、モノマー(MC2)の一部の集合である。)が好ましい。
エポキシ基を含有するエチレン共重合体(C)としては、含フッ素樹脂組成物の柔軟性、耐油性、成形性等の特性がより優れる点から、E単位とメタクリル酸グリシジル単位とを有する、E/メタクリル酸グリシジル系共重合体が好ましく、E/メタクリル酸グリシジル、E/メタクリル酸グリシジル/モノマー(MC3)がより好ましい。
E/メタクリル酸グリシジル/モノマー(MC3)としては、E/メタクリル酸グリシジル/酢酸ビニル、E/メタクリル酸グリシジル/アクリル酸メチル、E/メタクリル酸グリシジル/アクリル酸エチルが挙げられ、E/メタクリル酸グリシジル/アクリル酸メチル、E/メタクリル酸グリシジル/アクリル酸エチルが好ましい。
E/メタクリル酸グリシジル/モノマー(MC3)としては、E/メタクリル酸グリシジル/酢酸ビニル、E/メタクリル酸グリシジル/アクリル酸メチル、E/メタクリル酸グリシジル/アクリル酸エチルが挙げられ、E/メタクリル酸グリシジル/アクリル酸メチル、E/メタクリル酸グリシジル/アクリル酸エチルが好ましい。
エポキシ基を含有するエチレン共重合体(C)に占める、Eに基づく構成単位の含有量は、含フッ素樹脂組成物の耐熱性および靱性の点から、55〜99.9モル%が好ましく、70〜94モル%がより好ましい。
エポキシ基を含有するエチレン共重合体(C)に占める、モノマー(MC1)に基づく構成単位の含有量は、含フッ素樹脂組成物の成形性および機械的特性の点から、0.1〜45モル%が好ましく、1〜10モル%がより好ましい。
エポキシ基を含有するエチレン共重合体(C)がモノマー(MC2)に基づく構成単位を有する場合、エポキシ基を含有するエチレン共重合体(C)に占める、モノマー(MC2)に基づく構成単位の含有量は、1〜30モル%が好ましく、5〜20モル%がより好ましい。
エポキシ基を含有するエチレン共重合体(C)に占める、モノマー(MC1)に基づく構成単位の含有量は、含フッ素樹脂組成物の成形性および機械的特性の点から、0.1〜45モル%が好ましく、1〜10モル%がより好ましい。
エポキシ基を含有するエチレン共重合体(C)がモノマー(MC2)に基づく構成単位を有する場合、エポキシ基を含有するエチレン共重合体(C)に占める、モノマー(MC2)に基づく構成単位の含有量は、1〜30モル%が好ましく、5〜20モル%がより好ましい。
各構成単位の含有量が上記範囲内のエポキシ基を含有するエチレン共重合体(C)を用いると、含フッ素エラストマー(A)と含フッ素樹脂(B)との相溶性をより向上させることができる。その結果、得られる含フッ素樹脂組成物は、柔軟性、耐油性、耐熱性、成形性などの特性がより優れる。
エポキシ基を含有するエチレン共重合体(C)としては市販品を用いることもでき、エポキシ基を含有するエチレン共重合体(C)の市販品としては、「ボンドファースト(登録商標)E」(住友化学株式会社製、E/メタクリル酸グリシジル共重合体)、「ボンドファースト7M」(住友化学株式会社製、E/メタクリル酸グリシジル/アクリル酸メチル共重合体)が挙げられる。
<難燃剤(D)>
難燃剤(D)としては、特に限定されず、公知の難燃剤を採用できる。
難燃剤(D)としては、特に限定されず、公知の難燃剤を採用できる。
難燃剤(D)としては、水酸化アルミニウム、水酸化マグネシウム、炭酸マグネシウム、三酸化アンチモン、アンチモン酸ナトリウム、五酸化アンチモン、ホスファゼン化合物、リン酸エステル、ポリリン酸アンモニウム、ポリリン酸メラミン・メラム・メレム、赤リン、モリブデン化合物、ホウ酸化合物、PTFE等が挙げられ、三酸化アンチモン;トリフェニルホスフェート、トリクレジルホスフェート、トリキシレニルホスフェート、クレジルフェニルホスフェート、2−エチルヘキシルジフェニルホスフェートその他芳香族リン酸エステル等のリン酸エステル;樹脂中でフィブリル構造を形成するドリップ防止剤であるPTFE;が好ましい。
(含フッ素樹脂組成物の製造方法)
前記含フッ素樹脂組成物は、含フッ素エラストマー(A)と含フッ素樹脂(B)と、必要に応じて任意成分であるその他の成分とを、溶融押出混練機構を有する機器で溶融押出混練することによって製造される。
なお、任意成分は、含フッ素エラストマー(A)と含フッ素樹脂(B)とを溶融押出混練する工程で添加される。
前記含フッ素樹脂組成物は、含フッ素エラストマー(A)と含フッ素樹脂(B)と、必要に応じて任意成分であるその他の成分とを、溶融押出混練機構を有する機器で溶融押出混練することによって製造される。
なお、任意成分は、含フッ素エラストマー(A)と含フッ素樹脂(B)とを溶融押出混練する工程で添加される。
溶融押出混練に用いる装置としては、二軸押出機、多軸押出機等の二軸以上の溶融押出混練機構を有する機器を用いることが好ましく、混練効果の高いスクリューを備える二軸押出機、混練効果の高いスクリューを備える多軸押出機を用いることがより好ましい。
混練効果の高いスクリューとしては、溶融押出混練対象物に充分な混練効果を与え、かつ、過剰なせん断力を与えないものを選択することができる。
混練効果の高いスクリューとしては、溶融押出混練対象物に充分な混練効果を与え、かつ、過剰なせん断力を与えないものを選択することができる。
二軸以上の溶融押出混練機構を有する機器は連続式の二軸以上の溶融押出混練機構を有する機器であることが好ましい。
連続式の二軸以上の溶融押出混練機構を有する機器を用いることにより、溶融押出混練対象物に充分な混練効果を与えることができる。バッチ式の溶融押出混練機構を有する機器を用いると、せん断力が不充分なため、溶融押出混練対象物に充分な混練効果を与えられないことがある。
連続式の二軸以上の溶融押出混練機構を有する機器を用いることにより、溶融押出混練対象物に充分な混練効果を与えることができる。バッチ式の溶融押出混練機構を有する機器を用いると、せん断力が不充分なため、溶融押出混練対象物に充分な混練効果を与えられないことがある。
また、二軸以上の溶融押出混練機構を有する機器は1以上のニーディングゾーンを備え、2以上のニーディングゾーンを備えることが好ましい。
また、二軸以上の溶融押出混練機構を有する機器におけるスクリュー径Dに対するニーディングゾーンの長さL(2以上のニーディングゾーンを備える場合には、それぞれのニーディングゾーンの長さの合計)の比(L/D)は、0.1〜50であることが好ましく、1〜20であることがより好ましく、3〜10であることがさらに好ましい。
また、二軸以上の溶融押出混練機構を有する機器におけるスクリュー径Dに対するニーディングゾーンの長さL(2以上のニーディングゾーンを備える場合には、それぞれのニーディングゾーンの長さの合計)の比(L/D)は、0.1〜50であることが好ましく、1〜20であることがより好ましく、3〜10であることがさらに好ましい。
溶融押出混練における混練温度は、含フッ素樹脂(B)の融点より、5℃以上高い温度で行うことが好ましく、5〜80℃高い温度で行うことがより好ましく、5〜50℃高い温度で行うことがさらに好ましい。
溶融押出混練におけるせん断速度は、上記の溶融押出混練における混練温度における、溶融押出混練対象物の溶融粘度に応じて設定することが好ましい。
溶融押出混練における二軸以上の溶融押出混練機構を有する機器のスクリューの回転数は、50〜700rpmが好ましく、100〜500rpmがより好ましく、200〜400rpmがさらに好ましい。
溶融押出混練における二軸以上の溶融押出混練機構を有する機器のスクリューの回転数は、50〜700rpmが好ましく、100〜500rpmがより好ましく、200〜400rpmがさらに好ましい。
溶融押出混練における、ニーディングゾーンの個数、ニーディングゾーンの長さ、混練温度、およびせん断速度を適切に調整することにより、本発明の含フッ素樹脂組成物の、含フッ素樹脂(B)の融点より25℃高い温度における貯蔵弾性率E’を250kPa以下に制御できる。
より多くのニーディングゾーンを設けることにより、溶融押出混練において、含フッ素樹脂(B)中に分散する含フッ素エラストマー(A)をより小粒径化し、より良好な分散状態とすることができる。
また、より長いニーディングゾーンの長さ(2以上のニーディングゾーンを備える場合には、それぞれのニーディングゾーンの長さの合計)とすることにより、溶融押出混練において、含フッ素樹脂(B)中に分散する含フッ素エラストマー(A)をより小粒径化し、より良好な分散状態とすることができる。
また、より高い混練温度とすることにより、押出混練において、含フッ素樹脂(B)中に分散する含フッ素エラストマー(A)をより小粒径化し、より良好な分散状態とすることができる。
また、より大きいせん断速度とすることにより、押出混練において、含フッ素樹脂(B)中に分散する含フッ素エラストマー(A)をより小粒径化し、より良好な分散状態とすることができる。
また、より長いニーディングゾーンの長さ(2以上のニーディングゾーンを備える場合には、それぞれのニーディングゾーンの長さの合計)とすることにより、溶融押出混練において、含フッ素樹脂(B)中に分散する含フッ素エラストマー(A)をより小粒径化し、より良好な分散状態とすることができる。
また、より高い混練温度とすることにより、押出混練において、含フッ素樹脂(B)中に分散する含フッ素エラストマー(A)をより小粒径化し、より良好な分散状態とすることができる。
また、より大きいせん断速度とすることにより、押出混練において、含フッ素樹脂(B)中に分散する含フッ素エラストマー(A)をより小粒径化し、より良好な分散状態とすることができる。
これらの条件を適宜調整して、溶融押出混練において、含フッ素樹脂(B)中に分散する含フッ素エラストマー(A)を充分に小粒径化し、充分な分散状態とすることによって、含フッ素樹脂(B)の融点より25℃高い温度における、含フッ素樹脂組成物の貯蔵弾性率E’を250kPa以下に制御できる。
溶融押出混練は、溶融押出混練対象物の粘度が一定になるまで実施する。溶融押出混練対象物の溶融押出混練中の粘度変化は、スクリューを介してトルクメーターによる回転トルクの経時変化により観測できる。
「溶融押出混練対象物の粘度が一定になるまで」とは、回転トルクの値の変動が一定時間以上中心値から5%以内にある状態となるまで溶融押出混練することを意味する。
溶融押出混練に要する時間は、混練温度、せん断速度、溶融押出混練対象物の組成、二軸以上の溶融押出混練機構を有する機器のスクリュー形状等により変わり得るが、経済性と生産性の点から、1〜30分が好ましく、1〜20分がより好ましく、2〜10分がさらに好ましい。
「溶融押出混練対象物の粘度が一定になるまで」とは、回転トルクの値の変動が一定時間以上中心値から5%以内にある状態となるまで溶融押出混練することを意味する。
溶融押出混練に要する時間は、混練温度、せん断速度、溶融押出混練対象物の組成、二軸以上の溶融押出混練機構を有する機器のスクリュー形状等により変わり得るが、経済性と生産性の点から、1〜30分が好ましく、1〜20分がより好ましく、2〜10分がさらに好ましい。
溶融押出混練に用いる含フッ素エラストマー(A)の形態としては、クラムが好ましい。特に、乳化重合で得られたエラストマーのラテックスを凝集することにより得られた、含フッ素エラストマー(A)のクラムを乾燥して用いることが好ましい。
溶融押出混練に用いる含フッ素樹脂(B)の形態としては、粉体が好ましい。粉体としては、粒子径の小さいものがより好ましい。粒径が小さいと、溶融押出混練における混練が容易となるうえ、均一な溶融押出混練状態を得られやすい。特に、粉体としては、溶液重合で得られた樹脂スラリーを乾燥して得られた、含フッ素樹脂(B)の粉体が好ましい。
また、溶融押出混練を実施する前に、含フッ素エラストマー(A)のクラムと含フッ素樹脂(B)の粉体とを、公知の装置を用いて加熱せずに混合してもよい。また、含フッ素エラストマー(A)のクラムと含フッ素樹脂(B)の粉体とは、溶融押出混練時に二軸以上の溶融押出混練機構を有する機器内で混合してもよい。
溶融押出混練に用いる含フッ素樹脂(B)の形態としては、粉体が好ましい。粉体としては、粒子径の小さいものがより好ましい。粒径が小さいと、溶融押出混練における混練が容易となるうえ、均一な溶融押出混練状態を得られやすい。特に、粉体としては、溶液重合で得られた樹脂スラリーを乾燥して得られた、含フッ素樹脂(B)の粉体が好ましい。
また、溶融押出混練を実施する前に、含フッ素エラストマー(A)のクラムと含フッ素樹脂(B)の粉体とを、公知の装置を用いて加熱せずに混合してもよい。また、含フッ素エラストマー(A)のクラムと含フッ素樹脂(B)の粉体とは、溶融押出混練時に二軸以上の溶融押出混練機構を有する機器内で混合してもよい。
[成形体]
本発明のガスケットは、前記樹脂組成物を成形してなる成形体である。
前記成形体は、前記含フッ素樹脂組成物を含む成形材料を成形してなる成形体であるものが好ましい。以下、樹脂組成物として前記含フッ素樹脂組成物を用いたものについて説明する。前記成形体は、前記含フッ素樹脂組成物を含む成形材料を架橋してなる架橋物であってもよく、前記含フッ素樹脂組成物を含む成形材料を成形してなる成形体を架橋してなる架橋物であってもよい。
本発明のガスケットは、前記樹脂組成物を成形してなる成形体である。
前記成形体は、前記含フッ素樹脂組成物を含む成形材料を成形してなる成形体であるものが好ましい。以下、樹脂組成物として前記含フッ素樹脂組成物を用いたものについて説明する。前記成形体は、前記含フッ素樹脂組成物を含む成形材料を架橋してなる架橋物であってもよく、前記含フッ素樹脂組成物を含む成形材料を成形してなる成形体を架橋してなる架橋物であってもよい。
前記成形体を製造するための成形材料は、前記含フッ素樹脂組成物を含む。前記成形体を製造するための成形材料は、前記含フッ素樹脂組成物のほかに、成形体が使用される用途に応じて、架橋剤、架橋助剤、充填剤、安定剤、着色剤、酸化防止剤、加工助剤、滑剤、潤滑剤、帯電防止剤等などの配合剤が添加されてもよく、必要に応じてこれらの1種以上を添加できる。
前記成形体を製造するための成形材料を架橋する場合には、これら配合剤のうち、架橋剤または架橋助剤を含有することが好ましい。
前記成形体を製造するための成形材料を架橋する場合には、これら配合剤のうち、架橋剤または架橋助剤を含有することが好ましい。
架橋剤としては、従来公知のものはすべて使用できるが、有機過酸化物が好ましい。有機過酸化物としては、加熱、酸化還元の存在下で容易にラジカルを発生するものであれば使用できる。有機過酸化物を用いて架橋された含フッ素樹脂組成物は耐熱性に優れる。
有機過酸化物の具体例としては、1,1−ジ(t−ヘキシルパーオキシ)−3,5,5−トリメチルシクロへキサン、2,5−ジメチルへキサン−2,5−ジヒドロパーオキシド、ジ−t−ブチルパーオキシド、t−ブチルクミルパーオキシド、ジクミルパーオキシド、α,α’−ビス(t−ブチルパーオキシ)−p−ジイソプロピルベンゼン、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)−へキサン、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)−へキシン−3、ジベンゾイルパーオキシド、t−ブチルパーオキシベンゼン、2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)へキサン、t−ブチルパーオキシマレイン酸、t−ヘキシルパーオキシイソプロピルモノカーボネート等が挙げられる。中でもα,α’−ビス(t−ブチルパーオキシ)−p−ジイソプロピルベンゼンが挙げられる。これらの有機過酸化物は、含フッ素エラストマー組成物の架橋性に優れる。
成形体が架橋剤を含有する場合、架橋剤の含有量は、含フッ素樹脂組成物の100質量部に対して、0.1〜5質量部が好ましく、0.2〜4質量部がより好ましく、0.5〜3質量部がさらに好ましい。架橋剤の含有量が前記範囲内であれば、有機過酸化物の架橋効率が高い。
架橋剤は1種以上を使用できる。
有機過酸化物の具体例としては、1,1−ジ(t−ヘキシルパーオキシ)−3,5,5−トリメチルシクロへキサン、2,5−ジメチルへキサン−2,5−ジヒドロパーオキシド、ジ−t−ブチルパーオキシド、t−ブチルクミルパーオキシド、ジクミルパーオキシド、α,α’−ビス(t−ブチルパーオキシ)−p−ジイソプロピルベンゼン、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)−へキサン、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)−へキシン−3、ジベンゾイルパーオキシド、t−ブチルパーオキシベンゼン、2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)へキサン、t−ブチルパーオキシマレイン酸、t−ヘキシルパーオキシイソプロピルモノカーボネート等が挙げられる。中でもα,α’−ビス(t−ブチルパーオキシ)−p−ジイソプロピルベンゼンが挙げられる。これらの有機過酸化物は、含フッ素エラストマー組成物の架橋性に優れる。
成形体が架橋剤を含有する場合、架橋剤の含有量は、含フッ素樹脂組成物の100質量部に対して、0.1〜5質量部が好ましく、0.2〜4質量部がより好ましく、0.5〜3質量部がさらに好ましい。架橋剤の含有量が前記範囲内であれば、有機過酸化物の架橋効率が高い。
架橋剤は1種以上を使用できる。
架橋助剤としては、トリアリルシアヌレート、トリアリルイソシアヌレート、トリアクリルホルマール、トリアリルトリメリテート、ジプロパルギルテレフタレート、ジアリルフタレート、テトラアリルテレフタールアミド、トリアリルホスフェート等が挙げられ、なかでも、トリアリルイソシアヌレートが好ましい。
成形体が架橋助剤を含有する場合、架橋助剤の含有量は、含フッ素エラストマー(A)の100質量部に対して、0.1〜30質量部が好ましく、0.5〜15質量部がより好ましく、1〜10質量部がさらに好ましい。架橋助剤の含有量が前記下限値以上であれば、架橋速度が大きく、充分な架橋度が得られやすい。架橋助剤の含有量が前記上限値以下であれば、含フッ素樹脂組成物が架橋してなる架橋物の伸びなどの特性が良好となる。
架橋助剤は1種以上を使用できる。
成形体が架橋助剤を含有する場合、架橋助剤の含有量は、含フッ素エラストマー(A)の100質量部に対して、0.1〜30質量部が好ましく、0.5〜15質量部がより好ましく、1〜10質量部がさらに好ましい。架橋助剤の含有量が前記下限値以上であれば、架橋速度が大きく、充分な架橋度が得られやすい。架橋助剤の含有量が前記上限値以下であれば、含フッ素樹脂組成物が架橋してなる架橋物の伸びなどの特性が良好となる。
架橋助剤は1種以上を使用できる。
充填剤としては、カーボンブラック、ホワイトカーボン、クレー、タルク、炭酸カルシウム、ガラス繊維、炭素繊維、フッ素樹脂(ポリテトラフルオロエチレン、ETFEなど。)等が挙げられる。
カーボンブラックとしては、フッ素ゴムの充填剤として用いられているものであれば制限なく使用できる。その具体例としては、ファーネスブラック、アセチレンブラック、サーマルブラック、チャンネルブラック、グラファイト等が挙げられ、ファーネスブラックが好ましい。ファーネスブラックとしては、HAF−LSカーボン、HAFカーボン、HAF−HSカーボン、FEFカーボン、GPFカーボン、APFカーボン、SRF−LMカーボン、SRF−HMカーボン、MTカーボン等が挙げられ、これらのなかではMTカーボンがより好ましい。
成形体がカーボンブラックを含有する場合、カーボンブラックの含有量は、含フッ素エラストマー(A)の100質量部に対して、1〜50質量部が好ましく、3〜20質量部がより好ましい。カーボンブラックの含有量が前記下限値以上であれば、含フッ素樹脂組成物が架橋してなる架橋物は強度が優れ、カーボンブラックを配合したことによる補強効果が充分に得られる。また、カーボンブラックの含有量が前記上限値以下であれば、架橋物の伸びも優れる。このようにカーボンブラックの含有量が前記範囲内であれば、架橋物の強度と伸びとのバランスが良好となる。
カーボンブラックとしては、フッ素ゴムの充填剤として用いられているものであれば制限なく使用できる。その具体例としては、ファーネスブラック、アセチレンブラック、サーマルブラック、チャンネルブラック、グラファイト等が挙げられ、ファーネスブラックが好ましい。ファーネスブラックとしては、HAF−LSカーボン、HAFカーボン、HAF−HSカーボン、FEFカーボン、GPFカーボン、APFカーボン、SRF−LMカーボン、SRF−HMカーボン、MTカーボン等が挙げられ、これらのなかではMTカーボンがより好ましい。
成形体がカーボンブラックを含有する場合、カーボンブラックの含有量は、含フッ素エラストマー(A)の100質量部に対して、1〜50質量部が好ましく、3〜20質量部がより好ましい。カーボンブラックの含有量が前記下限値以上であれば、含フッ素樹脂組成物が架橋してなる架橋物は強度が優れ、カーボンブラックを配合したことによる補強効果が充分に得られる。また、カーボンブラックの含有量が前記上限値以下であれば、架橋物の伸びも優れる。このようにカーボンブラックの含有量が前記範囲内であれば、架橋物の強度と伸びとのバランスが良好となる。
成形体がカーボンブラック以外の充填剤を含有する場合、その含有量は、含フッ素エラストマー(A)の100質量部に対して、5〜200質量部が好ましく、10〜100質量部がより好ましい。
なお、充填剤は1種以上を使用でき、カーボンブラックとそれ以外の充填剤とを併用してもよい。成形体が、カーボンブラックとそれ以外の充填剤とを含有する場合、その含有量は、含フッ素エラストマー(A)の100質量部に対して、1〜100質量部が好ましく、3〜50質量部がより好ましい。
なお、充填剤は1種以上を使用でき、カーボンブラックとそれ以外の充填剤とを併用してもよい。成形体が、カーボンブラックとそれ以外の充填剤とを含有する場合、その含有量は、含フッ素エラストマー(A)の100質量部に対して、1〜100質量部が好ましく、3〜50質量部がより好ましい。
安定剤としては、ヨウ化銅、酸化鉛、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、酸化チタン、酸化アンチモン、五酸化リン等が挙げられる。安定剤は1種以上を使用できる。
加工助剤としては、高級脂肪酸、高級脂肪酸のアルカリ金属塩等が挙げられ、具体的には、ステアリン酸、ステアリン酸塩、ラウリン酸塩が好ましい。加工助剤の含有量は、含フッ素エラストマー(A)の100質量部に対して、0.1〜10質量部が好ましく、0.2〜5質量部がより好ましく、1〜3質量部がさらに好ましい。加工助剤は1種以上を使用できる。
滑剤としては、高級脂肪酸、高級脂肪酸のアルカリ金属塩等があげられ、具体的には、ステアリン酸、ステアリン酸塩、ラウリン酸塩が好ましい。滑剤の含有量は、含フッ素樹脂組成物の100質量部に対して、0.1〜20質量部が好ましく、0.2〜10質量部がより好ましく、1〜5質量部がさらに好ましい。
加工助剤としては、高級脂肪酸、高級脂肪酸のアルカリ金属塩等が挙げられ、具体的には、ステアリン酸、ステアリン酸塩、ラウリン酸塩が好ましい。加工助剤の含有量は、含フッ素エラストマー(A)の100質量部に対して、0.1〜10質量部が好ましく、0.2〜5質量部がより好ましく、1〜3質量部がさらに好ましい。加工助剤は1種以上を使用できる。
滑剤としては、高級脂肪酸、高級脂肪酸のアルカリ金属塩等があげられ、具体的には、ステアリン酸、ステアリン酸塩、ラウリン酸塩が好ましい。滑剤の含有量は、含フッ素樹脂組成物の100質量部に対して、0.1〜20質量部が好ましく、0.2〜10質量部がより好ましく、1〜5質量部がさらに好ましい。
前記成形体を製造するための成形方法としては、射出成形、押出成形、共押出成形、ブロー成形、圧縮成型、インフレーション成形、トランスファー成型、カレンダー成形等が挙げられる。
本発明の含フッ素樹脂組成物は、含フッ素樹脂組成物に含まれる含フッ素エラストマー(A)よりも溶融粘度が低いことから、引き取り速度を大きく設定できるため、成形加工性に優れる。
本発明の含フッ素樹脂組成物は、含フッ素樹脂組成物に含まれる含フッ素エラストマー(A)よりも溶融粘度が低いことから、引き取り速度を大きく設定できるため、成形加工性に優れる。
前記成形体である架橋物を製造するための架橋方法としては特に限定されず、有機過酸化物を架橋剤として使用した化学架橋法、X線、γ線、電子線、陽子線、重陽子線、α線、β線等の電離性放射線を使用した照射架橋法などが挙げられ、成形と同時に架橋が行われてもよく、成形の後に架橋が行われてもよい。
前記の成形体の形状は特に限定されず、ペレット形状、フィルムないしシート形状、中空のチューブ形状、その他用途に応じた種々の形状とすることができる。
本発明の成形体は、それ自体が独立した成形品であってもよく、たとえば被覆材のような、他の部材に付随したものであってもよい。
本発明の成形体は、それ自体が独立した成形品であってもよく、たとえば被覆材のような、他の部材に付随したものであってもよい。
フィルムないしシート形状の本発明の成形体の具体的な用途としては、石油精製、石油化学、電力、製紙等の各種プラントにおけるガスケット、パッキン、ダイヤフラム等が挙げられる。
なかでも、ガスケットとして好適である。
なかでも、ガスケットとして好適である。
(作用機序)
本発明者らは、前記含フッ素樹脂組成物を成形した場合、プレス成型等の静的成形のみならず、押出成形等の動的成形においても、表面平滑性に優れた良好な成形体が得られることを知見した。それに対して、従来の含フッ素樹脂組成物においては、プレス成型等の静的成形においては良好な特性を有する成形体が得られる一方で、押出成形等の動的成形においては、その特性を保持することができず、表面平滑性が不充分となる等、成形不良が生じる場合があることを見出した。
この差異が生じる原因を明らかにするため、それぞれの含フッ素樹脂組成物における特性評価を行ったところ、含フッ素樹脂組成物における貯蔵弾性率E’に相違が認められることを見出した。
本発明者らは、前記含フッ素樹脂組成物を成形した場合、プレス成型等の静的成形のみならず、押出成形等の動的成形においても、表面平滑性に優れた良好な成形体が得られることを知見した。それに対して、従来の含フッ素樹脂組成物においては、プレス成型等の静的成形においては良好な特性を有する成形体が得られる一方で、押出成形等の動的成形においては、その特性を保持することができず、表面平滑性が不充分となる等、成形不良が生じる場合があることを見出した。
この差異が生じる原因を明らかにするため、それぞれの含フッ素樹脂組成物における特性評価を行ったところ、含フッ素樹脂組成物における貯蔵弾性率E’に相違が認められることを見出した。
含フッ素樹脂組成物の貯蔵弾性率E’は、含フッ素樹脂組成物中の含フッ素エラストマー(A)の分散性を示す指標となっていると考えられる。
すなわち、含フッ素樹脂(B)に含フッ素エラストマー(A)が充分に分散されていない場合、含フッ素樹脂(B)の融点以上の温度となっても、含フッ素エラストマー(A)の連続相の影響により十分な流動性が得られず、含フッ素樹脂組成物の貯蔵弾性率E’が大きくなる。
これに対して、含フッ素樹脂(B)に含フッ素エラストマー(A)が充分に小粒径化されて分散している場合、含フッ素樹脂(B)の融点以上の温度で含フッ素樹脂(B)が溶融すると、含フッ素樹脂組成物全体の流動性が高まり、含フッ素樹脂組成物の貯蔵弾性率E’が小さくなる。
すなわち、含フッ素樹脂(B)に含フッ素エラストマー(A)が充分に分散されていない場合、含フッ素樹脂(B)の融点以上の温度となっても、含フッ素エラストマー(A)の連続相の影響により十分な流動性が得られず、含フッ素樹脂組成物の貯蔵弾性率E’が大きくなる。
これに対して、含フッ素樹脂(B)に含フッ素エラストマー(A)が充分に小粒径化されて分散している場合、含フッ素樹脂(B)の融点以上の温度で含フッ素樹脂(B)が溶融すると、含フッ素樹脂組成物全体の流動性が高まり、含フッ素樹脂組成物の貯蔵弾性率E’が小さくなる。
含フッ素樹脂組成物の貯蔵弾性率E’が大きい場合に動的成形に不具合が生じる原因として、以下が考えられる。すなわち、貯蔵弾性率E’が大きい含フッ素樹脂組成物は一見、含フッ素樹脂に含フッ素エラストマーが充分に分散しているように見えても、含フッ素エラストマーの粒径が、前記含フッ素樹脂組成物における含フッ素エラストマーの粒径と比較して大きいものと考えられる。そのため、含フッ素樹脂との相溶性が低い含フッ素エラストマーが動的成形時に凝集し合うことによって、その分散状態を保持できないものと考えられた。すなわち、含フッ素エラストマーが充分に小粒径化されて分散していない場合には、含フッ素エラストマーの分散が非平衡状態にあり、特に動的成形においてスピノーダル分解による相分離が進行するものと考えられた。
そのため、従来の含フッ素樹脂組成物では、プレス成型等の静的成形においては良好な特性を有する成形体が得られる一方で、押出成形等の動的成形においては、分散していた含フッ素エラストマーが、スピノーダル分解による相分離により凝集し、成形する前の状態では良好な物性を示す含フッ素樹脂組成物であっても、動的成形を行うことによってその物性が変化し、成形する前の良好な物性を保持できないのではないかと推測された。
そのため、従来の含フッ素樹脂組成物では、プレス成型等の静的成形においては良好な特性を有する成形体が得られる一方で、押出成形等の動的成形においては、分散していた含フッ素エラストマーが、スピノーダル分解による相分離により凝集し、成形する前の状態では良好な物性を示す含フッ素樹脂組成物であっても、動的成形を行うことによってその物性が変化し、成形する前の良好な物性を保持できないのではないかと推測された。
これに対して、前記含フッ素樹脂組成物では、含フッ素樹脂組成物中の含フッ素エラストマー(A)が充分に小粒径化されて分散しているため、含フッ素樹脂組成物の貯蔵弾性率E’が250kPa以下と小さくなるものと考えられる。また、含フッ素樹脂組成物中の含フッ素エラストマー(A)が充分に小粒径化されて分散していることにより、スピノーダル分解による相分離の進行が抑制され、当該含フッ素樹脂組成物を含む成形材料を動的成形した際にも、表面平滑性に優れた良好な成形体が得られるものと考えられる。
以下、実施例によって本発明を具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
各例において使用した材料を以下に示す。
各例において使用した材料を以下に示す。
<含フッ素エラストマー(A)>
A1:以下の製造法により製造した、含フッ素エラストマーA1(TFE/P共重合体(TFE:P=56:44、フッ素含有量:57質量%、ムーニー粘度(ML1+10(121℃)):120、ガラス転移温度(Tg):−3℃)、貯蔵せん断弾性率G’:530)。
撹拌用アンカー翼を備えた3.2Lの反応器の内部を脱気し、イオン交換水の1500g、リン酸水素二ナトリウム12水和物の59g、水酸化ナトリウムの0.7g、tert−ブタノールの197g、ラウリル硫酸ナトリウムの9g、および過硫酸アンモニウムの6gを加えた。さらに、100gのイオン交換水に0.4gのエチレンジアミン四酢酸二ナトリウム塩二水和物および0.3gの硫酸第一鉄7水和物を溶解させた水溶液を、反応器に加えた。このときの反応器内の水性媒体のpHは9.5であった。
ついで、25℃で、TFE/P=88/12(モル比)の単量体混合ガスを、反応器の内圧が2.50MPaGになるように圧入した。アンカー翼を300rpmで回転させ、その後、水酸化ナトリウムでpHを10.0に調整したヒドロキシメタンスルフィン酸ナトリウム2水和物の2.5質量%水溶液(以下、「ロンガリット2.5質量%水溶液」と記す。)を反応器に加え、重合反応を開始させた。以降、ロンガリット2.5質量%水溶液を、高圧ポンプを用いて連続的に反応器に加えた。TFE/Pの単量体混合ガスの圧入量の総量が1000gとなった時点で、ロンガリット2.5質量%水溶液の添加を停止し、反応器の内温を10℃まで冷却し、重合反応を停止し、含フッ素エラストマーA1のラテックスを得た。ロンガリット2.5質量%水溶液の添加量は68gであった。重合時間は6時間であった。上記ラテックスに塩化カルシウムの5質量%水溶液を添加して、含フッ素エラストマーA1のラテックスを凝集し、含フッ素エラストマーA1を析出させた。含フッ素エラストマーA1をろ過し、回収した。
A1:以下の製造法により製造した、含フッ素エラストマーA1(TFE/P共重合体(TFE:P=56:44、フッ素含有量:57質量%、ムーニー粘度(ML1+10(121℃)):120、ガラス転移温度(Tg):−3℃)、貯蔵せん断弾性率G’:530)。
撹拌用アンカー翼を備えた3.2Lの反応器の内部を脱気し、イオン交換水の1500g、リン酸水素二ナトリウム12水和物の59g、水酸化ナトリウムの0.7g、tert−ブタノールの197g、ラウリル硫酸ナトリウムの9g、および過硫酸アンモニウムの6gを加えた。さらに、100gのイオン交換水に0.4gのエチレンジアミン四酢酸二ナトリウム塩二水和物および0.3gの硫酸第一鉄7水和物を溶解させた水溶液を、反応器に加えた。このときの反応器内の水性媒体のpHは9.5であった。
ついで、25℃で、TFE/P=88/12(モル比)の単量体混合ガスを、反応器の内圧が2.50MPaGになるように圧入した。アンカー翼を300rpmで回転させ、その後、水酸化ナトリウムでpHを10.0に調整したヒドロキシメタンスルフィン酸ナトリウム2水和物の2.5質量%水溶液(以下、「ロンガリット2.5質量%水溶液」と記す。)を反応器に加え、重合反応を開始させた。以降、ロンガリット2.5質量%水溶液を、高圧ポンプを用いて連続的に反応器に加えた。TFE/Pの単量体混合ガスの圧入量の総量が1000gとなった時点で、ロンガリット2.5質量%水溶液の添加を停止し、反応器の内温を10℃まで冷却し、重合反応を停止し、含フッ素エラストマーA1のラテックスを得た。ロンガリット2.5質量%水溶液の添加量は68gであった。重合時間は6時間であった。上記ラテックスに塩化カルシウムの5質量%水溶液を添加して、含フッ素エラストマーA1のラテックスを凝集し、含フッ素エラストマーA1を析出させた。含フッ素エラストマーA1をろ過し、回収した。
<含フッ素樹脂(B)>
B1:WO2016/006644の例9と同様に製造した、含フッ素樹脂B1(E/TFE/(パーフルオロブチル)エチレン共重合体(E:TFE:(パーフルオロブチル)エチレン=40:57:3、メルトフローレート(MFR):25g/10分、Tg:75℃、融点(Tm):225℃))。
B1:WO2016/006644の例9と同様に製造した、含フッ素樹脂B1(E/TFE/(パーフルオロブチル)エチレン共重合体(E:TFE:(パーフルオロブチル)エチレン=40:57:3、メルトフローレート(MFR):25g/10分、Tg:75℃、融点(Tm):225℃))。
<エポキシ基を含有するエチレン共重合体(C)>
C1:「ボンドファースト(登録商標) 7M」(E/メタクリル酸グリシジル/アクリル酸メチル共重合体、住友化学株式会社製)。
C1:「ボンドファースト(登録商標) 7M」(E/メタクリル酸グリシジル/アクリル酸メチル共重合体、住友化学株式会社製)。
<貯蔵せん断弾性率G’の測定>
含フッ素エラストマー(A)の貯蔵せん断弾性率G’は、ASTM D6204に準じて、Rubber Process Analyzer(RPA2000、アルファテクノロジー株式会社製)を用いて、サンプル量:7.5g、温度:100℃、変位:0.5°において周波数を1〜2000cpmまで変化させてトルクを測定し、その測定値からG’およびG’’を算出した際の、50cpmにおけるG’である。
含フッ素エラストマー(A)の貯蔵せん断弾性率G’は、ASTM D6204に準じて、Rubber Process Analyzer(RPA2000、アルファテクノロジー株式会社製)を用いて、サンプル量:7.5g、温度:100℃、変位:0.5°において周波数を1〜2000cpmまで変化させてトルクを測定し、その測定値からG’およびG’’を算出した際の、50cpmにおけるG’である。
<貯蔵弾性率E’および損失弾性率E’’の測定>
含フッ素樹脂組成物の貯蔵弾性率および損失弾性率は、255℃で5分間予熱し、5分間プレス成形して作成した、長さ:130mm、幅:130mm、厚さ1mmのシートから試験片を切り出し、動的粘弾性測定(DMA)装置(EXSTAR6000、セイコーインスツル株式会社製)を用いて測定した。貯蔵弾性率および損失弾性率は、空気雰囲気下、250℃で測定する値であり、長さ:45mm、幅:8mm、厚み:1mmの試験片を引張モード、つかみ幅:20mm、測定温度:25℃から300℃、昇温速度:3℃/min、周波数:10Hzの条件で測定した。貯蔵弾性率E’および損失弾性率E’’は、含フッ素樹脂(B)の融点より25℃高い温度における貯蔵弾性率および損失弾性率であり、貯蔵弾性率E’は弾性成分を表し、損失弾性率E’’は粘性成分を表す。
含フッ素樹脂組成物の貯蔵弾性率および損失弾性率は、255℃で5分間予熱し、5分間プレス成形して作成した、長さ:130mm、幅:130mm、厚さ1mmのシートから試験片を切り出し、動的粘弾性測定(DMA)装置(EXSTAR6000、セイコーインスツル株式会社製)を用いて測定した。貯蔵弾性率および損失弾性率は、空気雰囲気下、250℃で測定する値であり、長さ:45mm、幅:8mm、厚み:1mmの試験片を引張モード、つかみ幅:20mm、測定温度:25℃から300℃、昇温速度:3℃/min、周波数:10Hzの条件で測定した。貯蔵弾性率E’および損失弾性率E’’は、含フッ素樹脂(B)の融点より25℃高い温度における貯蔵弾性率および損失弾性率であり、貯蔵弾性率E’は弾性成分を表し、損失弾性率E’’は粘性成分を表す。
<曲げ弾性率の測定>
ASTM D790に準拠した試験を行い、各サンプルの曲げ弾性率を測定した。
ASTM D790に準拠した試験を行い、各サンプルの曲げ弾性率を測定した。
<D硬度>
ASTM D2240に準拠した試験を行い、各サンプルのD硬度を測定した。
ASTM D2240に準拠した試験を行い、各サンプルのD硬度を測定した。
<200℃熱暴露試験>
空気中200℃の電気炉内に各サンプルを入れて放置し、2000時間経過後、室温に戻し一晩放置した。ASTM D638に準拠した試験で引張物性を確認し、熱暴露前後での引張伸びの変化率を確認した。変化率が、30%以内は○、30%を超える場合は×、サンプルが融解しその形状を保てないものを「不可」として示す。
空気中200℃の電気炉内に各サンプルを入れて放置し、2000時間経過後、室温に戻し一晩放置した。ASTM D638に準拠した試験で引張物性を確認し、熱暴露前後での引張伸びの変化率を確認した。変化率が、30%以内は○、30%を超える場合は×、サンプルが融解しその形状を保てないものを「不可」として示す。
<融点>
各サンプルの融点を、DSC装置を用いて測定した。
各サンプルの融点を、DSC装置を用いて測定した。
<引張強度、引張伸び>
ASTM D638に準拠した試験で、各サンプルの引張強度、引張伸びを測定した。
ASTM D638に準拠した試験で、各サンプルの引張強度、引張伸びを測定した。
<気密性>
23℃の温度下で、JIS 10K 25Aのフランジ2枚の間に、厚み1mm直径50mmの円形樹脂試験片と圧力測定フィルム(富士フィルム社製プレスケール)を1枚ずつはさみ、トルクレンチを使って、4か所すべてを各32N・mの力で締めた。解放したのちの、圧力測定フィルムの色を目視で確認した。圧力フィルムは、圧力がかかった場合に着色し、圧力がかからなかった場合は着色しない。直径50mmの円において、面積の60%以上が着色し、かつ、締め付けに偏りがなかった場合は○、いずれかを満たさなかった場合は×とした。なお、締め付けに偏りがあったとは、円の中心から外周までに圧力測定フィルムに着色がなかった部分があったことを示す。
23℃の温度下で、JIS 10K 25Aのフランジ2枚の間に、厚み1mm直径50mmの円形樹脂試験片と圧力測定フィルム(富士フィルム社製プレスケール)を1枚ずつはさみ、トルクレンチを使って、4か所すべてを各32N・mの力で締めた。解放したのちの、圧力測定フィルムの色を目視で確認した。圧力フィルムは、圧力がかかった場合に着色し、圧力がかからなかった場合は着色しない。直径50mmの円において、面積の60%以上が着色し、かつ、締め付けに偏りがなかった場合は○、いずれかを満たさなかった場合は×とした。なお、締め付けに偏りがあったとは、円の中心から外周までに圧力測定フィルムに着色がなかった部分があったことを示す。
〔実施例1〕
二軸押出機(KZW32TW−45MG−NH、株式会社テクノベル製、連続式)を用いて、A1の50質量部、B1の50質量部、C1の1質量部を溶融押出混練し、含フッ素樹脂組成物(以下、含フッ素樹脂組成物1と記す)を得た。溶融押出混練は、スクリュー回転数を250rpmとし、240℃で2分間の条件にて行った。また、二軸押出機には、2カ所のニーディングゾーンを設け、スクリュー径Dに対する2カ所のニーディングゾーンの長さの合計Lとの比(L/D)は6とした。
含フッ素樹脂組成物1の融点は225℃であり、貯蔵弾性率E’および損失弾性率E’’は検出限界以下(100kPa以下)であった。
得られた含フッ素樹脂組成物1を250℃で予熱5分、10MPaの条件でのプレス5分で成型し、得られた長さ:130mm、幅:130mm、厚さ1mmのシートから各試験の評価サンプルを切り出した。
前記含フッ素樹脂組成物1でサンプルを調製し、200℃熱暴露試験、D硬度測定、曲げ弾性率測定、融点測定、引張強度・引張伸び測定、気密性評価を行った。結果を表1に示す。
二軸押出機(KZW32TW−45MG−NH、株式会社テクノベル製、連続式)を用いて、A1の50質量部、B1の50質量部、C1の1質量部を溶融押出混練し、含フッ素樹脂組成物(以下、含フッ素樹脂組成物1と記す)を得た。溶融押出混練は、スクリュー回転数を250rpmとし、240℃で2分間の条件にて行った。また、二軸押出機には、2カ所のニーディングゾーンを設け、スクリュー径Dに対する2カ所のニーディングゾーンの長さの合計Lとの比(L/D)は6とした。
含フッ素樹脂組成物1の融点は225℃であり、貯蔵弾性率E’および損失弾性率E’’は検出限界以下(100kPa以下)であった。
得られた含フッ素樹脂組成物1を250℃で予熱5分、10MPaの条件でのプレス5分で成型し、得られた長さ:130mm、幅:130mm、厚さ1mmのシートから各試験の評価サンプルを切り出した。
前記含フッ素樹脂組成物1でサンプルを調製し、200℃熱暴露試験、D硬度測定、曲げ弾性率測定、融点測定、引張強度・引張伸び測定、気密性評価を行った。結果を表1に示す。
[実施例2]
実施例1の含フッ素樹脂組成物1の評価サンプルを、照射線量120kGyで電子線架橋した。この架橋サンプルは、含フッ素樹脂組成物1の架橋物(以下、含フッ素樹脂組成物2と記す)からなる。この架橋サンプルについて、実施例1と同様の評価を行った。結果を表1に示す。
実施例1の含フッ素樹脂組成物1の評価サンプルを、照射線量120kGyで電子線架橋した。この架橋サンプルは、含フッ素樹脂組成物1の架橋物(以下、含フッ素樹脂組成物2と記す)からなる。この架橋サンプルについて、実施例1と同様の評価を行った。結果を表1に示す。
比較例1〜3として、実施例1の含フッ素樹脂組成物1の代わりに下記の樹脂を用いて実施例1と同様の評価を行った。結果を表1に示す。
フッ素樹脂1:旭硝子社製「Fluon(登録商標) PTFE G163」
フッ素樹脂2:旭硝子社製「Fluon ETFE LM−730AP」
フッ素樹脂3:3M社製「ダイニオン(登録商標)THV500G Z」
フッ素樹脂1:旭硝子社製「Fluon(登録商標) PTFE G163」
フッ素樹脂2:旭硝子社製「Fluon ETFE LM−730AP」
フッ素樹脂3:3M社製「ダイニオン(登録商標)THV500G Z」
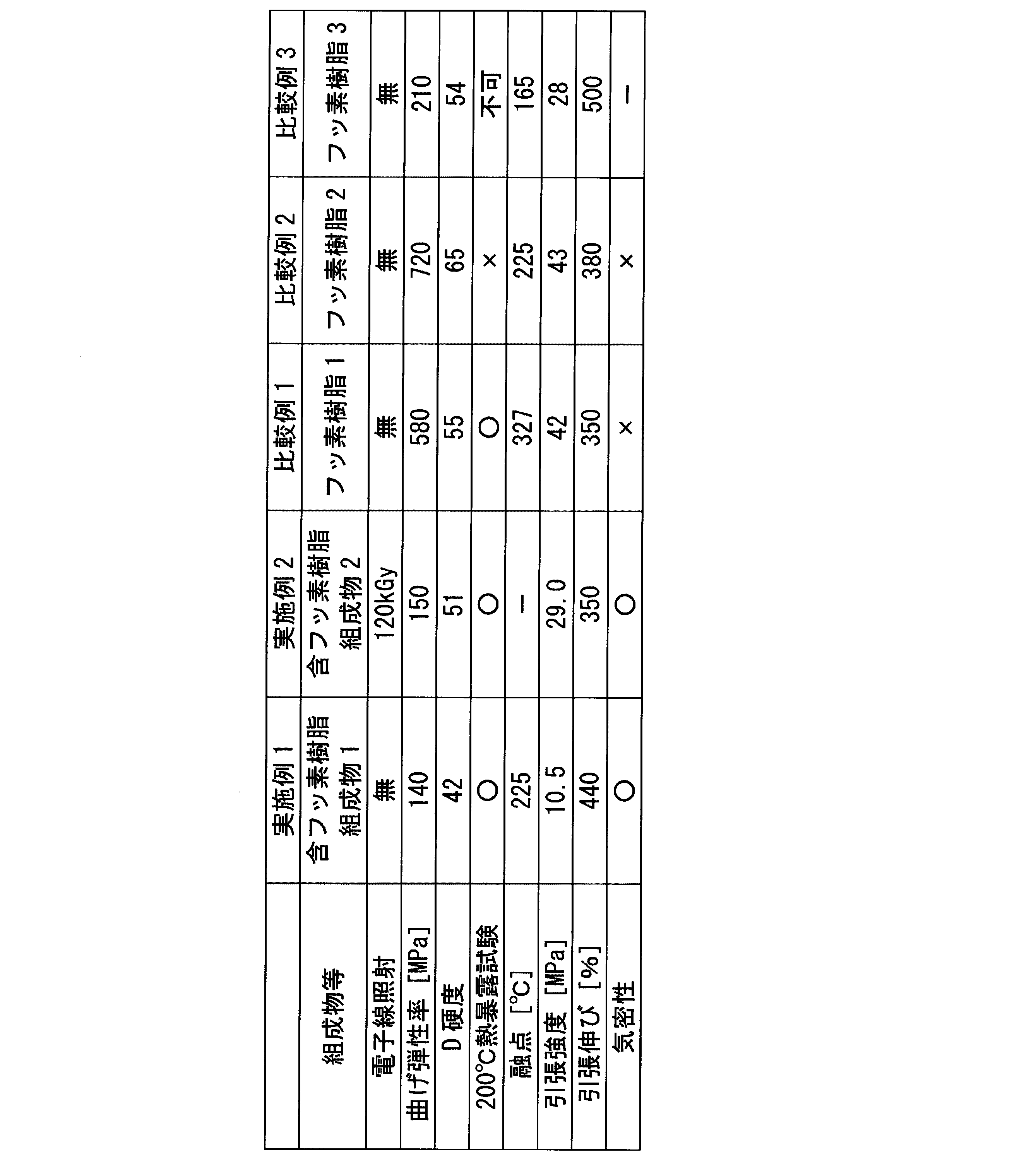
表1からも、前記樹脂組成物は、柔軟性と耐熱性に優れるとともに気密性も高いことから、前記樹脂組成物を用いた本発明のガスケットは各種用途に好適に用いることができると考えられる。
Claims (7)
- 200℃空気中での2000時間熱暴露試験後の引張伸び変化率が30%以下、
D硬度が55以下、
曲げ弾性率が200MPa以下、
融点が215℃以上である
溶融成形可能な樹脂組成物からなるガスケット。 - 前記樹脂組成物が、
引張強度が8MPa以上、
引張伸びが200%以上、
面圧可視化試験でのフィルム着色が60%以上、
である請求項1に記載のガスケット。 - 前記樹脂組成物が、
含フッ素エラストマー(A)および融点が215℃以上の溶融成形可能な含フッ素樹脂(B)を含む請求項1または2に記載のガスケット。 - 前記含フッ素エラストマー(A)は、前記含フッ素樹脂(B)中に分散しており、
前記含フッ素エラストマー(A)の貯蔵せん断弾性率G’が100以上であり、
前記含フッ素エラストマー(A)と前記含フッ素樹脂(B)との質量比(A:B)が、10:90〜65:35であり、
前記含フッ素エラストマー(A)と前記含フッ素樹脂(B)との質量の合計が、前記含フッ素樹脂組成物の質量の90%以上であり、
前記含フッ素樹脂(B)の融点より25℃高い温度における、前記含フッ素樹脂組成物の貯蔵弾性率E’が250kPa以下である請求項3に記載のガスケット。 - 前記含フッ素樹脂(B)は、テトラフルオロエチレンに基づく構成単位を有する重合体、フッ化ビニリデンに基づく構成単位を有する重合体、および、クロロトリフルオロエチレンに基づく構成単位を有する重合体から選ばれる少なくとも1種である請求項3または4に記載のガスケット。
- 前記含フッ素樹脂(B)は、エチレンに基づく構成単位およびテトラフルオロエチレンに基づく構成単位を有する共重合体である請求項5に記載のガスケット。
- 前記含フッ素エラストマー(A)は、テトラフルオロエチレンに基づく構成単位およびプロピレンに基づく構成単位を有する共重合体からなる請求項3〜6のいずれか1項に記載のガスケット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016091463A JP2017198317A (ja) | 2016-04-28 | 2016-04-28 | ガスケット |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016091463A JP2017198317A (ja) | 2016-04-28 | 2016-04-28 | ガスケット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017198317A true JP2017198317A (ja) | 2017-11-02 |
Family
ID=60239074
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016091463A Pending JP2017198317A (ja) | 2016-04-28 | 2016-04-28 | ガスケット |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017198317A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120620808A (zh) * | 2025-08-08 | 2025-09-12 | 山东森荣新材料股份有限公司 | 一种基于etfe的密封垫片及其制备方法 |
-
2016
- 2016-04-28 JP JP2016091463A patent/JP2017198317A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120620808A (zh) * | 2025-08-08 | 2025-09-12 | 山东森荣新材料股份有限公司 | 一种基于etfe的密封垫片及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6304258B2 (ja) | 含フッ素エラストマー組成物、成形体、架橋物、及び被覆電線 | |
| US20180371228A1 (en) | Fluororesin composition, molding material and molded product | |
| JP6278282B2 (ja) | 含フッ素エラストマー組成物、その製造方法、成形体、架橋物、及び被覆電線 | |
| US6509422B1 (en) | Fluororesin composition | |
| WO2013146704A1 (ja) | 含フッ素エラストマー組成物及びその製造方法、成形体、架橋物、並びに被覆電線 | |
| US10839980B2 (en) | Covered electric wire | |
| JPWO1999036473A1 (ja) | 含フッ素樹脂組成物 | |
| KR20210013115A (ko) | 불소 함유 수지 조성물 및 그 제조 방법 | |
| JP2017198317A (ja) | ガスケット | |
| JP2017088815A (ja) | フッ素ゴムとフッ素樹脂の相溶化剤、該相溶化剤とフッ素樹脂とフッ素ゴムを含む組成物 | |
| JPH0797457A (ja) | フッ素ゴム組成物及びその成形方法 | |
| JP6308059B2 (ja) | 成形用組成物の製造方法、及び、成形品の製造方法 | |
| JP2024013767A (ja) | 3次元造形用フィラメント及びその製造方法 |