JP2017199764A - モジュール印刷配線板およびその製造方法 - Google Patents
モジュール印刷配線板およびその製造方法 Download PDFInfo
- Publication number
- JP2017199764A JP2017199764A JP2016088500A JP2016088500A JP2017199764A JP 2017199764 A JP2017199764 A JP 2017199764A JP 2016088500 A JP2016088500 A JP 2016088500A JP 2016088500 A JP2016088500 A JP 2016088500A JP 2017199764 A JP2017199764 A JP 2017199764A
- Authority
- JP
- Japan
- Prior art keywords
- printed wiring
- wiring board
- component
- slit
- built
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
- Structure Of Printed Boards (AREA)
Abstract
【解決手段】モジュール印刷配線板100は、コア基板を貫通する貫通孔である部品収容部と、前記部品収容部に収容された内蔵部品5と、前記コア基板の表面に絶縁樹脂層と導体層とを交互に積層した積層体と、前記積層体の表裏面を貫通し、前記内蔵部品5を囲うように設けたスリット20と、前記スリットの内壁面に設けためっき部31とを含む。
【効果】めっき部31により、電磁波の漏れを抑制し、外部からの電磁波の侵入を抑制する。
【選択図】図1
【効果】めっき部31により、電磁波の漏れを抑制し、外部からの電磁波の侵入を抑制する。
【選択図】図1
Description
本開示は、モジュール印刷配線板およびその製造方法に関する。
従来、部品内蔵モジュール基板(以下、モジュール基板)から外部への電磁波の漏れを抑制し、且つ外部の電磁波からモジュール基板を保護するために、モジュール基板の周囲の側面にビアを設けるか、あるいはモジュール基板の周囲に端部側面にめっきを施している。また、内蔵部品の収容部の壁面にめっきを施す方法もある(特許文献1、2参照)。
本開示のモジュール印刷配線板は、コア基板を貫通する貫通孔である部品収容部と、前記部品収容部に収容された内蔵部品と、前記コア基板の表面に絶縁樹脂層と導体層とを交互に積層した積層体と、前記積層体の表裏面を貫通し、前記内蔵部品を囲うように設けたスリットと、前記スリットの内壁面に設けためっき部とを含む。
本開示のモジュール印刷配線板の製造方法は、コア基板を貫通させて部品収容部を形成し、前記部品収容部に内蔵部品を収容し、前記コア基板の表面に絶縁樹脂層と導体層とを交互に積層して積層体を形成し、前記積層体の表裏面を貫通し、前記内蔵部品を囲うようにスリットを設け、前記スリットの内壁面をめっき処理してめっき部を設ける。
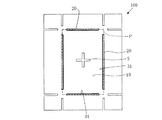
本開示のモジュール印刷配線板の一実施形態を図1に基づいて説明する。図1に示すように、モジュール印刷配線板100は、少なくとも1つの内蔵部品5が内蔵される印刷配線板10がスリット20を挟んで複数配列されたものである。
なお、このモジュール印刷配線板100は、数百以上の印刷配線板10による集合体であり、図1に示すものはその一部分である。モジュール印刷配線板100は、スリット20で切断する工程などを経て印刷配線板10となる。
なお、このモジュール印刷配線板100は、数百以上の印刷配線板10による集合体であり、図1に示すものはその一部分である。モジュール印刷配線板100は、スリット20で切断する工程などを経て印刷配線板10となる。
スリット20は、モジュール印刷配線板100の表裏面を貫通する長穴であり、印刷配線板10の内蔵部品5を四方から囲い、且つ印刷配線板10が分離しないようにドリル加工やレーザ加工などにより形成される。また、スリット20の内壁面にはめっき処理をしてめっき部31が形成される。このスリット20は、後にモジュール印刷配線板100を複数個の印刷配線板10に切断する際のガイドを兼ねており、めっき部31が印刷配線板10の側面となる。
図2(a)および(b)は、図1に示すP領域で切断された印刷配線板10の斜視図および側面図である。図2(a)および(b)に示すように、印刷配線板10は、内蔵部品5を内蔵し、各側面にめっき部31を設けている。この印刷配線板10の側面のめっき部31は、モジュール印刷配線板100のスリット20の長さだけ設けられ、その両端部はめっき処理されていないので非めっき部41となる。
めっき部31は、印刷配線板10からの電磁波の漏れを抑制し、外部の電磁波から内蔵部品5を保護する役割を有する。印刷配線板10ではめっき部31の面積が多いほど効果があるので、印刷配線板10の表裏面にもグランドベタまたは電源ベタとなるめっき部31を設けてもよい。このめっき部31は、特に限定されないが、例えば金属めっきがよく、さらに好ましくは銅めっきであるのがよい。
非めっき部41は、スリット20が設けられていないモジュール印刷配線板100の側断面であり、後述するコア基板(絶縁板)と絶縁樹脂層と導体層とを積層した積層体のめっき部31を除く側面である。この非めっき部41の幅は100μm以下であるのがよい。
非めっき部41は、スリット20が設けられていないモジュール印刷配線板100の側断面であり、後述するコア基板(絶縁板)と絶縁樹脂層と導体層とを積層した積層体のめっき部31を除く側面である。この非めっき部41の幅は100μm以下であるのがよい。
図3は、図2(a)のA−A線断面図である。図3に示すように、印刷配線板10は、コア基板6(絶縁板6a)を貫通する貫通孔である部品収容部60と、この部品収容部60に収容された内蔵部品5と、コア基板6の表面に絶縁樹脂層8と導体層9とを交互に積層してなる積層体10aとを含む。内蔵部品5と導体層9とは、ビアホール7により電気的に接続している。また、積層体10aの表裏面および各側面にはめっき部31が設けられている。
コア基板6は、絶縁板6aをドリル加工またはレーザ加工などにより貫通孔を設け、部品収容部60を形成し、この部品収容部60に内蔵部品5を収容したものである。
絶縁板6aは、絶縁性を有する素材で形成されていれば特に限定されない。このような絶縁性を有する素材としては、例えば、エポキシ樹脂、ビスマレイミド−トリアジン樹脂、ポリイミド樹脂、ポリフェニレンエーテル(PPE)樹脂などの有機樹脂などが挙げられる。これらの有機樹脂は2種以上を混合して用いてもよい。絶縁板6aとして有機樹脂を使用する場合、有機樹脂に補強材を配合して使用するのが好ましい。補強材としては、例えば、ガラス繊維、ガラス不織布、アラミド不織布、アラミド繊維、ポリエステル繊維などが挙げられる。これらの補強材は2種以上を併用してもよい。絶縁板6aは、好ましくはガラス繊維やガラス不織布などのガラス材入り有機樹脂から形成される。さらに、絶縁板1には、シリカ、硫酸バリウム、タルク、クレー、ガラス、炭酸カルシウム、酸化チタンなどの無機充填材が含まれていてもよい。絶縁板6aの厚みは特に限定されない。
絶縁板6aには、少なくとも一方の面に配線パターン(図示せず)が形成されていてもよい。また、コア基板6の表裏面を電気的に接続するビアホール(図示せず)が形成されていてもよい。
部品収容部60は、コア基板6にドリル加工やレーザ加工などで貫通孔を設けて形成される。内蔵部品5はこの部品収容部60に嵌め込まれるか、あるいは隙間を開けて収容される。部品収容部60の内壁面と内蔵部品5との間に隙間がある場合、この隙間に充填材61が充填され、硬化して内蔵部品5を固定する。この充填材61は特に限定されないが、例えば、絶縁性樹脂であるのがよい。
内蔵部品5は、例えば、アンテナスイッチなどが挙げられる。このアンテナスイッチとしては、電磁波の影響を受けやすく、且つ複雑な電磁相互作用でノイズ源ともなる複数の周波数に対応した携帯電話用あるいはWi-Fi用アンテナスイッチなどが挙げられる。
コア基板6の表面には、絶縁樹脂層8が積層されている。絶縁樹脂層8を形成する樹脂としては、例えば、エポキシ樹脂、ビスマレイミド−トリアジン樹脂、ポリイミド樹脂、ポリフェニレンエーテル(PPE)樹脂、フェノール樹脂、ポリテトラフルオロエチレン(PTFE)樹脂、ケイ素樹脂、ポリブタジエン樹脂、ポリエステル樹脂、メラミン樹脂、ユリア樹脂、ポリフェニレンサルファイド(PPS)樹脂、ポリフェニレンオキシド(PPO)樹脂などが挙げられる。これらの樹脂は2種以上を混合してもよい。絶縁樹脂層8を形成する樹脂には、上述の補強材や無機充填材、フェノール樹脂やメタクリル樹脂からなる有機充填材が含まれていてもよい。
この絶縁樹脂層8には、その表面から内蔵部品5まで貫通するビアホール7が形成されている。ビアホール7は、縁樹脂層8の表面に形成される導体層9と内蔵部品5とを電気的に接続している。絶縁樹脂層8の表面に形成されている導体層9は、エッチングなどによって形成される。絶縁樹脂層8と導体層9とは、コア基板6の表面に交互に積層され、積層体10aを形成する。
なお、図3に示す印刷配線板10では、絶縁樹脂層8および導体層9は、コア基板2の上下面にそれぞれ2層積層されているが、これに限定されない。例えば、絶縁樹脂層8および導体層9を交互に積層させて多層のビルドアップ層としてもよい。
なお、図3に示す印刷配線板10では、絶縁樹脂層8および導体層9は、コア基板2の上下面にそれぞれ2層積層されているが、これに限定されない。例えば、絶縁樹脂層8および導体層9を交互に積層させて多層のビルドアップ層としてもよい。
(別の実施形態)
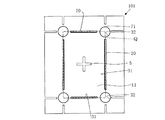
本開示の別の実施形態を図4に基づいて説明する。図4に示すように、モジュール印刷配線板101は、印刷配線板11がスリット20および四隅のビア71を挟んで複数配列されたものである。なお、先述したモジュール印刷配線板100および印刷配線板10と同じ部材には同符号を付して説明は省略する。
本開示の別の実施形態を図4に基づいて説明する。図4に示すように、モジュール印刷配線板101は、印刷配線板11がスリット20および四隅のビア71を挟んで複数配列されたものである。なお、先述したモジュール印刷配線板100および印刷配線板10と同じ部材には同符号を付して説明は省略する。
ビア71は、モジュール印刷配線板101の表裏面を貫通する貫通孔であり、その内壁面にめっき部32が形成される。このビア71は、スリット20の両端部と非接続状態で設けられる。ビア71は、2つ以上の印刷配線板11同士の各角部に跨るよう設けてもよい。また、ビア71に形成されるめっき部32は、スリット20のめっき部31と同じ材質であってもよい。
図5(a)および(b)は、図4に示すQ領域で切断された印刷配線板11の斜視図および側面図である。図5(a)に示すように、スリット20をガイドとしてモジュール印刷配線板101を切断したとき、ビア71も切断されて、印刷配線板11の四隅に配置されるコーナービア72となる。このコーナービア72は内壁面にめっき部32を有する。また、コーナービア72の弧の長さは、ビア71の円周の1/4程の大きさであるのがよい。
印刷配線板11の側面のコーナービア72とめっき部31との間には、非めっき部42が設けられる(図5(b))。この非めっき部42の幅は、図4に示すビア71とスリット20との間隙に相当する。
印刷配線板11の側面のコーナービア72とめっき部31との間には、非めっき部42が設けられる(図5(b))。この非めっき部42の幅は、図4に示すビア71とスリット20との間隙に相当する。
印刷配線板11は非めっき部42を除き、側面および表裏面にはめっき部31が形成され、且つコーナービア72の内壁面にはめっき部32が形成される。そのため、印刷配線板11は、印刷配線板10と比べ、より広い面積をめっきで覆うことができる。
(さらに別の実施形態)
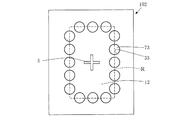
本開示のさらに別の実施形態を図6に基づいて説明する。図6に示すように、モジュール印刷配線板102は、印刷配線板12がビア73を挟んで複数配列されたものである。印刷配線板12間の側面には、ビア73が間隙を空けて形成される。このビア73はモジュール印刷配線板102の表裏面を貫通する貫通孔であり、その内壁面にめっき部33が形成される。このビア73は、印刷配線板12をモジュール印刷配線板102から切り離す際のガイドとなり、例えば、ビア73が略半円状となるようにビア73の中心点で切断してもよい。
本開示のさらに別の実施形態を図6に基づいて説明する。図6に示すように、モジュール印刷配線板102は、印刷配線板12がビア73を挟んで複数配列されたものである。印刷配線板12間の側面には、ビア73が間隙を空けて形成される。このビア73はモジュール印刷配線板102の表裏面を貫通する貫通孔であり、その内壁面にめっき部33が形成される。このビア73は、印刷配線板12をモジュール印刷配線板102から切り離す際のガイドとなり、例えば、ビア73が略半円状となるようにビア73の中心点で切断してもよい。
図7(a)および(b)は、図6に示すR領域で切断された印刷配線板12の斜視図および側面図である。図7(a)に示すように、印刷配線板12は側面に、内壁面にめっき部33が形成された略半円状のビア73を有する。このとき、側面におけるビア73の間隙には非めっき部43が形成される。そのため、ビア73の数を増やすか、あるいは径を可能な限り大きくして配列し、ビア73同士の距離を狭めると、非めっき部43の幅も小さくなり、印刷配線板12の電磁波の漏れを抑制し、且つ外部からの電磁波の侵入を防ぐことができる。
なお、ビア73は、モジュール印刷配線板101のビア71のように、各角部に設けてもよい。
なお、ビア73は、モジュール印刷配線板101のビア71のように、各角部に設けてもよい。
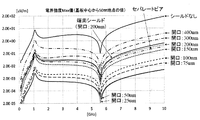
次に、図2,5,7に示す印刷配線板10、印刷配線板11および印刷配線板12を用いて電界強度のシミュレーションを行った。実際のモジュール印刷配線板を模すため、外形寸法は2.5mm×2.1mmとした。その結果を図8に示す。モジュール印刷配線板の場合、外形寸法の縦横は大きくても10mm強である。
図8に示すグラフは、印刷配線板10(端面シールド基板と表記)、印刷配線板11(端面+ビアシールド基板と表記)および印刷配線板12(ビアシールド基板と表記)の基板をそれぞれX軸およびZ軸を中心に回転させた時、それぞれの印刷配線板の中心(内蔵部品5)から50mm地点で観測した電界強度の最大値を示している。なお、図5の印刷配線板11は、非めっき部42の幅を25μmと200μmとしたものをそれぞれ用意した。また、シールドなしとは、めっき処理をしていない基板を指す。
図8に示すグラフは、印刷配線板10(端面シールド基板と表記)、印刷配線板11(端面+ビアシールド基板と表記)および印刷配線板12(ビアシールド基板と表記)の基板をそれぞれX軸およびZ軸を中心に回転させた時、それぞれの印刷配線板の中心(内蔵部品5)から50mm地点で観測した電界強度の最大値を示している。なお、図5の印刷配線板11は、非めっき部42の幅を25μmと200μmとしたものをそれぞれ用意した。また、シールドなしとは、めっき処理をしていない基板を指す。
図8によれば、四隅にコーナービア72を配置し、各非めっき部42の幅を25μmとした印刷配線板11が最も電磁波の漏れを抑制し、且つ外部からの電磁波の侵入を防ぐことができた。これは、スリット20のめっき部31以外に、コーナービア72のめっき部32を設けて、印刷配線板における非めっき部の幅(面積)を狭めたことによるものである。
次に、図2の印刷配線板10で非めっき部41の幅が200μmとしたものと、図5の印刷配線板11で各非めっき部42の幅を25μm〜400μmとしたものとを用意し、他は図8と同じ条件を用いて電界強度のシミュレーションを行った。その結果を図9に示す。
図9に示すように、印刷配線板11の非めっき部42の幅が、印刷配線板10の非めっき部41の幅よりも大きくなると、電界強度は強くなる。反対に、印刷配線板11の非めっき部42が、印刷配線板10の非めっき部41の幅より狭くなると、電界強度は弱くなることがわかる。また、非めっき部の幅が200μmの場合、印刷配線板10および印刷配線板11の電界強度は同程度になる。
図9によれば、印刷配線板11の非めっき部42の幅は100μm以下であるのがよいことがわかる。
また、印刷配線板11の非めっき部42の幅を50μm以下にしても、電界強度を弱める効果はほとんど変わらない。そのため、印刷配線板からの電磁波の漏れを抑制するには、非めっき部の隙間の目標寸法を50μmにしてもよいことがわかる。
また、印刷配線板11の非めっき部42の幅を50μm以下にしても、電界強度を弱める効果はほとんど変わらない。そのため、印刷配線板からの電磁波の漏れを抑制するには、非めっき部の隙間の目標寸法を50μmにしてもよいことがわかる。
なお、めっき処理していない基板の電界強度を基準に、非めっき部の幅(x)とした場合の電界強度(y)は、下記関係式で近似できる。よって、非めっき部の幅は、必要な電界強度に応じて、下記関係式を満足するように適宜選択すれば良い。表1にシミュレーション結果と式1の結果比較を示す。
式1:y=((1.5e-07x3)−(1e-05x2)+(2.5e-04x)+0.0034)/170
式1の適用範囲 : 50μm≦x≦400μm
式1:y=((1.5e-07x3)−(1e-05x2)+(2.5e-04x)+0.0034)/170
式1の適用範囲 : 50μm≦x≦400μm

次に、図10および11を用いて、本開示のモジュール印刷配線板の製造方法の一実施形態を説明する。なお、各部材の説明は上述した通りであるので省略する。
本開示のモジュール印刷配線板の製造方法は、例えば、次のように製造される。まず、絶縁板を貫通させて部品収容部を形成し、部品収容部に内蔵部品を収容してコア基板を形成する。次に、コア基板の表面に絶縁樹脂層と導体層とを交互に積層し、積層体を形成する。次に、積層体の表裏面を貫通し、内蔵部品を囲うようにスリットを設け、スリットの内壁面にめっき部を設ける。以下、詳細に説明する。
まず、図10(a)に示すように、内蔵部品5を収容するための部品収容部60を絶縁板6aにドリル加工やレーザ加工などで形成する。
次に、部品収容部60を形成した絶縁板6aの下面に粘着剤層を有したPETフィルム62を貼り付けた後、アンテナスイッチなどの内蔵部品5を部品収容部60内に収容する。内蔵部品5の高さは特に限定されないが、絶縁板6aの表層以下であるよい。
この時、図10(b)に示すように、部品収容部60と内蔵部品5との間に隙間65が生じる場合、PETフィルム62を貼り付けることによって、部品収容部60内から内蔵部品5を落下させないようにすることができる。このPETフィルム62の代わりに、繰り返し使用できるMagiCarrier(株式会社京写製)、flex Carrier(株式会社ユー・エム・アイ製)などを使用してもよい。
この時、図10(b)に示すように、部品収容部60と内蔵部品5との間に隙間65が生じる場合、PETフィルム62を貼り付けることによって、部品収容部60内から内蔵部品5を落下させないようにすることができる。このPETフィルム62の代わりに、繰り返し使用できるMagiCarrier(株式会社京写製)、flex Carrier(株式会社ユー・エム・アイ製)などを使用してもよい。
次に、部品収容部60に収容した内蔵部品5の周辺部と部品収容部60の内壁面(内周面)との間隙部分に、絶縁性樹脂などの充填材61を充填し、硬化させる。充填材61を充填する方法としては、例えば、スクリーン印刷、スプレー、ディスペンサなどの方法で実施される。充填後、充填材61が熱硬化樹脂であれば高温槽で熱硬化させ、紫外線硬化型樹脂であれば紫外線照射によって硬化させる。なお、充填材61の高さは絶縁板6aの表層と同じであるのがよい。そのため、はみ出した部分の充填材61は切削や研磨などで除去する。
充填材61が硬化した後、PETフィルム62を絶縁板6aから剥離させると、図10(c)に示すようにコア基板6が形成される。
充填材61が硬化した後、PETフィルム62を絶縁板6aから剥離させると、図10(c)に示すようにコア基板6が形成される。
次に、図10(d)に示すように、コア基板6の表面に絶縁樹脂層8を積層した後、絶縁樹脂層8の表層から内蔵部品5まで貫通するビアホール下穴7aを形成する。このビアホール下穴7aはレーザ加工などによって形成され、必要に応じてデスミア処理や粗面化処理が行われる。
次に、図10(e)に示すように、絶縁樹脂層8の表層に、銅めっき90により導体層9を形成すると共に、ビアホール下穴7aを銅めっき90で埋めてビアホール7を得る。
次に、図11(f)に示すように、絶縁樹脂層8および導体層9を交互に積層して、任意の層数の積層体1aを得る。この後、さらにビアホール7を形成してもよい(図11(g))。
次に、図12(h)に示すように、積層体1a表裏面を貫通し、且つ内蔵部品5を囲うように、長穴状のスリット2をドリル加工やレーザ加工などで設ける。このスリット2は互いに非接続状態であるのがよい。
最後に、図12(i)に示すように、スリット2の内壁面と、積層体1aの表裏面とをめっき処理してめっき部3を設ければ、モジュール印刷配線板110が完成する。
この後、モジュール印刷配線板110から印刷配線板1を切り出すときは、スリット2をガイドとして、例えばB−B線およびC−C線で切断すれば、内蔵部品5を備え、且つ側面にめっき部3を備えた印刷配線板1を容易に切り出すことができる。
スリット2以外の箇所は、モジュール印刷配線板110を切断して印刷配線板1を形成する時にめっき処理されず、非めっき部となる。この非めっき部が少ない程、印刷配線板1の電磁波の漏れを抑制し、且つ外部の電磁波から保護することができるため、スリット2の形成と同時に、貫通孔であるビア(図示せず)を併設し、このビアの内壁面にもめっき部を設けてもよい。
この後、モジュール印刷配線板110から印刷配線板1を切り出すときは、スリット2をガイドとして、例えばB−B線およびC−C線で切断すれば、内蔵部品5を備え、且つ側面にめっき部3を備えた印刷配線板1を容易に切り出すことができる。
スリット2以外の箇所は、モジュール印刷配線板110を切断して印刷配線板1を形成する時にめっき処理されず、非めっき部となる。この非めっき部が少ない程、印刷配線板1の電磁波の漏れを抑制し、且つ外部の電磁波から保護することができるため、スリット2の形成と同時に、貫通孔であるビア(図示せず)を併設し、このビアの内壁面にもめっき部を設けてもよい。
以上、詳細に説明したように、本開示によれば、内蔵部品を収容した印刷配線板を複数個配列して形成されるモジュール印刷配線板において、印刷配線板の側面にめっき部を設けた。そのため、側面にめっき部を設けない従来のモジュール印刷配線板と比べて、モジュール印刷配線板の内部の内蔵部品からの電磁波の漏れを抑制し、且つ外部の電磁波からモジュール印刷配線板の内蔵部品を保護することができる。
また、より好ましくは、スリットで囲う四隅に、スリットと非接続状態で、且つ内壁面がめっき部であるコーナービアを設けて、非めっき部の幅を100μm以下にすれば、電磁波の漏れおよび侵入をより改善することができる。
また、より好ましくは、スリットで囲う四隅に、スリットと非接続状態で、且つ内壁面がめっき部であるコーナービアを設けて、非めっき部の幅を100μm以下にすれば、電磁波の漏れおよび侵入をより改善することができる。
1,10,11,12 印刷配線板
1a,10a 積層体
2,20 スリット
3,31,32,33 めっき部
41,42,43 非めっき部
5 内蔵部品
6 コア基板
6a 絶縁板
60 部品収容部
61 充填材
62 PETフィルム
65 隙間
7 ビアホール
7a ビアホール下穴
71 ビア
72 コーナービア
73 ビア
8 絶縁樹脂層
9 導体層
90 銅めっき
100,101,102,110 モジュール印刷配線板
P,Q,R 領域
L レーザ
1a,10a 積層体
2,20 スリット
3,31,32,33 めっき部
41,42,43 非めっき部
5 内蔵部品
6 コア基板
6a 絶縁板
60 部品収容部
61 充填材
62 PETフィルム
65 隙間
7 ビアホール
7a ビアホール下穴
71 ビア
72 コーナービア
73 ビア
8 絶縁樹脂層
9 導体層
90 銅めっき
100,101,102,110 モジュール印刷配線板
P,Q,R 領域
L レーザ
Claims (8)
- コア基板を貫通する貫通孔である部品収容部と、
前記部品収容部に収容された内蔵部品と、
前記コア基板の表面に絶縁樹脂層と導体層とを交互に積層した積層体と、
前記積層体の表裏面を貫通し、前記内蔵部品を囲うように設けたスリットと、
前記スリットの内壁面に設けためっき部と、を含むことを特徴とするモジュール印刷配線板。 - 前記スリットで囲う四隅に、スリットと非接続状態で、且つ内壁面がめっき部であるコーナービアを設ける請求項1に記載のモジュール印刷配線板。
- 前記コーナービアの内壁面のめっき部と、前記スリットの内壁面のめっき部との間隙が100μm以下である請求項2に記載のモジュール印刷配線板。
- 前記コーナービアの内壁面のめっき部と、前記スリットの内壁面のめっき部との間隙xが50μm≦x≦400μmの場合、めっき処理していない基板の電界強度のy倍である請求項2に記載のモジュール印刷配線板。
y=((1.5e-07x3)−(1e-05x2)+(2.5e-04x)+0.0034)/170 - 前記めっき部が積層体の表裏面の少なくとも一方に形成される請求項1〜4のいずれかに記載のモジュール印刷配線板。
- 前記内蔵部品がアンテナスイッチである請求項1〜5のいずれかに記載のモジュール印刷配線板。
- コア基板を貫通させて部品収容部を形成し、
前記部品収容部に内蔵部品を収容し、
前記コア基板の表面に絶縁樹脂層と導体層とを交互に積層して積層体を形成し、
前記積層体の表裏面を貫通し、前記内蔵部品を囲うようにスリットを設け、
前記スリットの内壁面をめっき処理してめっき部を設けたことを特徴とするモジュール印刷配線板の製造方法。 - 前記部品収容部に前記内蔵部品を収容した後、前記部品収容部内に絶縁性樹脂を充填して硬化させ、部品を固定する請求項7に記載のモジュール印刷配線板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016088500A JP2017199764A (ja) | 2016-04-26 | 2016-04-26 | モジュール印刷配線板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016088500A JP2017199764A (ja) | 2016-04-26 | 2016-04-26 | モジュール印刷配線板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017199764A true JP2017199764A (ja) | 2017-11-02 |
Family
ID=60239453
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016088500A Pending JP2017199764A (ja) | 2016-04-26 | 2016-04-26 | モジュール印刷配線板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017199764A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020194801A (ja) * | 2019-05-24 | 2020-12-03 | 新光電気工業株式会社 | 半導体装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0537095A (ja) * | 1991-07-29 | 1993-02-12 | Nippon Avionics Co Ltd | 端面めつき付きプリント配線板およびその製造方法 |
| JPH08139489A (ja) * | 1994-11-11 | 1996-05-31 | Nec Corp | プリント配線板 |
| JP2004027185A (ja) * | 2002-05-01 | 2004-01-29 | Ngk Spark Plug Co Ltd | 埋込樹脂組成物及びそれを用いた配線基板 |
| WO2007060784A1 (ja) * | 2005-11-28 | 2007-05-31 | Murata Manufacturing Co., Ltd. | 回路モジュールの製造方法および回路モジュール |
| JP2015046450A (ja) * | 2013-08-28 | 2015-03-12 | イビデン株式会社 | プリント配線板 |
-
2016
- 2016-04-26 JP JP2016088500A patent/JP2017199764A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0537095A (ja) * | 1991-07-29 | 1993-02-12 | Nippon Avionics Co Ltd | 端面めつき付きプリント配線板およびその製造方法 |
| JPH08139489A (ja) * | 1994-11-11 | 1996-05-31 | Nec Corp | プリント配線板 |
| JP2004027185A (ja) * | 2002-05-01 | 2004-01-29 | Ngk Spark Plug Co Ltd | 埋込樹脂組成物及びそれを用いた配線基板 |
| WO2007060784A1 (ja) * | 2005-11-28 | 2007-05-31 | Murata Manufacturing Co., Ltd. | 回路モジュールの製造方法および回路モジュール |
| JP2015046450A (ja) * | 2013-08-28 | 2015-03-12 | イビデン株式会社 | プリント配線板 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020194801A (ja) * | 2019-05-24 | 2020-12-03 | 新光電気工業株式会社 | 半導体装置 |
| JP7196014B2 (ja) | 2019-05-24 | 2022-12-26 | 新光電気工業株式会社 | 半導体装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9439289B2 (en) | Wiring board and method for manufacturing the same | |
| US8829357B2 (en) | Wiring board and method for manufacturing the same | |
| US8785788B2 (en) | Wiring board with built-in electronic component and method for manufacturing the same | |
| US8735739B2 (en) | Wiring board and method for manufacturing the same | |
| US8908387B2 (en) | Wiring board and method for manufacturing the same | |
| US9603248B2 (en) | Wiring board and method for manufacturing the same | |
| US8693209B2 (en) | Wiring board and method for manufacturing the same | |
| US9215805B2 (en) | Wiring board with built-in electronic component and method for manufacturing the same | |
| US20110240354A1 (en) | Wiring board and method for manufacturing wiring board | |
| US20120188734A1 (en) | Wiring board and method for manufacturing the same | |
| US11812556B2 (en) | Printed circuit board and manufacturing method thereof | |
| JP2014127701A (ja) | 配線板及びその製造方法 | |
| US9554462B2 (en) | Printed wiring board | |
| US20130256007A1 (en) | Wiring board with built-in electronic component and method for manufacturing the same | |
| JP2006190924A (ja) | キャパシタ内蔵型プリント基板およびその製造方法 | |
| WO2011024921A1 (ja) | プリント配線板及びその製造方法 | |
| JP5462404B1 (ja) | 部品内蔵基板及び部品内蔵基板用コア基材 | |
| JP2015159153A (ja) | 電子部品内蔵多層配線板 | |
| JP2019197785A (ja) | プリント配線板 | |
| KR20160004157A (ko) | 칩 내장형 기판 및 이의 제조 방법 | |
| KR102016487B1 (ko) | 인쇄회로기판 및 그 제조방법 | |
| JP2015185828A (ja) | 電子部品内蔵多層配線板およびその製造方法 | |
| JP2017199764A (ja) | モジュール印刷配線板およびその製造方法 | |
| JP2015141904A (ja) | 電子回路モジュール及びその製造方法 | |
| JP2015144164A (ja) | 印刷配線板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181010 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190806 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200218 |