JP2017199821A - 空芯コイル及びその製造方法、並びに、空芯コイルを用いたコイル部品 - Google Patents
空芯コイル及びその製造方法、並びに、空芯コイルを用いたコイル部品 Download PDFInfo
- Publication number
- JP2017199821A JP2017199821A JP2016090064A JP2016090064A JP2017199821A JP 2017199821 A JP2017199821 A JP 2017199821A JP 2016090064 A JP2016090064 A JP 2016090064A JP 2016090064 A JP2016090064 A JP 2016090064A JP 2017199821 A JP2017199821 A JP 2017199821A
- Authority
- JP
- Japan
- Prior art keywords
- air
- core
- wire
- lead
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Manufacturing Cores, Coils, And Magnets (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
Description
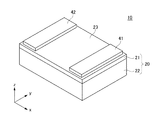
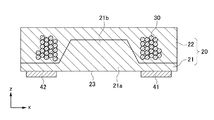
20 磁心
21 下部磁心
21a 平板部
21b 凸部
22 上部磁心
23 実装面
30〜32 空芯コイル
41,42 端子電極
43 実装部
44 接続部
50 巻回部
51〜54 リード部
60 接着部材
71 芯材
72 被覆膜
73 融着層
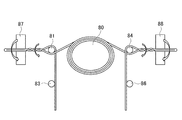
80 回転軸
81〜86 案内軸
87〜90 アーム
A,B 導体束
W,W1,W2,W10〜W12 ワイヤ
Claims (10)
- ワイヤが空芯状に巻回された巻回部と、前記巻回部から導出された前記ワイヤの一端からなる第1のリード部と、前記巻回部から導出された前記ワイヤの他端からなる第2のリード部とを含む空芯コイルであって、
前記第1及び第2のリード部は、複数本の前記ワイヤが撚合されてなることを特徴とする空芯コイル。 - 前記複数本のワイヤは、電気的に分離されていることを特徴とする請求項1に記載の空芯コイル。
- 前記巻回部においては、接着部材によって前記ワイヤが相互に固定されていることを特徴とする請求項1又は2に記載の空芯コイル。
- 前記第1及び第2のリードを構成する前記複数本のワイヤは、いずれも前記接着部材によって前記巻芯部に接着されていることを特徴とする請求項3に記載の空芯コイル。
- 磁性材料及び結合材を含む磁心と、前記磁心に埋め込まれた請求項1乃至4のいずれか一項に記載の空芯コイルと、前記空芯コイルの前記第1のリード部に接続された第1の端子電極と、前記空芯コイルの前記第2のリード部に接続された第2の端子電極とを備えることを特徴とするコイル部品。
- 前記第1のリード部と前記第1の端子電極、並びに、前記第2のリード部と前記第2の端子電極は、いずれも前記磁心の内部で接続されていることを特徴とする請求項5に記載のコイル部品。
- ワイヤを巻回することによって、巻回部と、前記巻回部から導出された前記ワイヤの一端からなる第1のリード部と、前記巻回部から導出された前記ワイヤの他端からなる第2のリード部とを形成する第1の工程と、
前記第1及び第2のリードをそれぞれ折り返すことによって、複数本の前記ワイヤからなる導体束を形成する第2の工程と、
前記導体束を撚回する第3の工程と、を備えることを特徴とする空芯コイルの製造方法。 - 前記ワイヤの表面には融着層が被覆されており、
前記第1の工程を行った後、前記巻回部を加熱することによって前記融着層を融解させることを特徴とする請求項7に記載の空芯コイルの製造方法。 - 前記第3の工程を行った後、前記第1及び第2のリード部を加熱することによって前記融着層を融解させることを特徴とする請求項8に記載の空芯コイルの製造方法。
- 前記第3の工程を行った後、前記第1及び第2のリード部の先端を切断することを特徴とする請求項7乃至9のいずれか一項に記載の空芯コイルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090064A JP6614016B2 (ja) | 2016-04-28 | 2016-04-28 | 空芯コイル及びその製造方法、並びに、空芯コイルを用いたコイル部品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090064A JP6614016B2 (ja) | 2016-04-28 | 2016-04-28 | 空芯コイル及びその製造方法、並びに、空芯コイルを用いたコイル部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017199821A true JP2017199821A (ja) | 2017-11-02 |
| JP6614016B2 JP6614016B2 (ja) | 2019-12-04 |
Family
ID=60239585
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016090064A Active JP6614016B2 (ja) | 2016-04-28 | 2016-04-28 | 空芯コイル及びその製造方法、並びに、空芯コイルを用いたコイル部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6614016B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107770688A (zh) * | 2017-11-20 | 2018-03-06 | 马斯利自动化技术(苏州)有限公司 | 一种异型音圈、异型音圈的绕制装置及方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS493270B1 (ja) * | 1970-06-26 | 1974-01-25 | ||
| JPH0352204A (ja) * | 1989-07-20 | 1991-03-06 | Matsushita Electric Ind Co Ltd | インダクタンス素子およびその製造方法 |
| JP2010027718A (ja) * | 2008-07-16 | 2010-02-04 | Nittoku Eng Co Ltd | 空芯コイル及びその巻線方法及び巻線装置 |
| JP2012230972A (ja) * | 2011-04-25 | 2012-11-22 | Sumida Corporation | コイル部品、圧粉インダクタおよびコイル部品の巻回方法 |
-
2016
- 2016-04-28 JP JP2016090064A patent/JP6614016B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS493270B1 (ja) * | 1970-06-26 | 1974-01-25 | ||
| JPH0352204A (ja) * | 1989-07-20 | 1991-03-06 | Matsushita Electric Ind Co Ltd | インダクタンス素子およびその製造方法 |
| JP2010027718A (ja) * | 2008-07-16 | 2010-02-04 | Nittoku Eng Co Ltd | 空芯コイル及びその巻線方法及び巻線装置 |
| JP2012230972A (ja) * | 2011-04-25 | 2012-11-22 | Sumida Corporation | コイル部品、圧粉インダクタおよびコイル部品の巻回方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107770688A (zh) * | 2017-11-20 | 2018-03-06 | 马斯利自动化技术(苏州)有限公司 | 一种异型音圈、异型音圈的绕制装置及方法 |
| CN107770688B (zh) * | 2017-11-20 | 2023-05-26 | 马斯利自动化技术(苏州)有限公司 | 一种异型音圈、异型音圈的绕制装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6614016B2 (ja) | 2019-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6292301B2 (ja) | 巻線型電子部品の製造方法 | |
| CN101796599B (zh) | 磁性零件 | |
| CN110571962B (zh) | 一种扁线电机定子 | |
| JPH09505194A (ja) | ラウドスピーカ用スパイダの製造方法 | |
| JP5391298B2 (ja) | リッツ線コイルおよび加熱装置 | |
| US20210327640A1 (en) | Inductive component and manufacturing method therefor | |
| CN106024332A (zh) | 线圈装置以及线圈装置的制造方法 | |
| KR20120083213A (ko) | 모터용 도선 및 모터용 코일 | |
| JP2024506389A (ja) | 無線周波数トランシーバデバイス及びその製造方法 | |
| JP2021007134A (ja) | インダクタ | |
| US20200211751A1 (en) | Coil component and method of manufacturing coil component | |
| JP2020077790A (ja) | 表面実装インダクタ | |
| JP6614016B2 (ja) | 空芯コイル及びその製造方法、並びに、空芯コイルを用いたコイル部品 | |
| JP6539024B2 (ja) | コイル、及びコイル部品 | |
| JP2015082868A (ja) | モータステータの製造方法、及び、モータ | |
| JP2018011389A (ja) | コアレスコイル及びこのコアレスコイルの製造方法 | |
| CN104517700A (zh) | 共模扼流圈 | |
| JP2006295106A (ja) | 空芯コイルおよび空芯コイルの製造方法 | |
| JP6561902B2 (ja) | 空芯コイル及びその製造方法、並びに、空芯コイルを用いたコイル部品 | |
| JP2020502931A (ja) | アンテナ・セグメント及びマルチ・セグメント・アンテナ | |
| CN1998054A (zh) | 环形感应设备及其制造方法 | |
| TWI901773B (zh) | 扼流線圈 | |
| AU2003205309B2 (en) | Inductive device | |
| JP2011014830A5 (ja) | ||
| JP2014027029A (ja) | チップコイルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191021 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6614016 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |