JP2017200869A - セラミックマトリックス複合材部品、ガスタービンシール組立品、及びセラミックマトリックス複合材部品を形成する方法 - Google Patents
セラミックマトリックス複合材部品、ガスタービンシール組立品、及びセラミックマトリックス複合材部品を形成する方法 Download PDFInfo
- Publication number
- JP2017200869A JP2017200869A JP2017032756A JP2017032756A JP2017200869A JP 2017200869 A JP2017200869 A JP 2017200869A JP 2017032756 A JP2017032756 A JP 2017032756A JP 2017032756 A JP2017032756 A JP 2017032756A JP 2017200869 A JP2017200869 A JP 2017200869A
- Authority
- JP
- Japan
- Prior art keywords
- ceramic matrix
- matrix composite
- gas turbine
- component
- plies
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D11/00—Preventing or minimising internal leakage of working-fluid, e.g. between stages
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/003—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts
- C04B37/005—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts consisting of glass or ceramic material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D11/00—Preventing or minimising internal leakage of working-fluid, e.g. between stages
- F01D11/005—Sealing means between non relatively rotating elements
- F01D11/006—Sealing the gap between rotor blades or blades and rotor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/328—Manufacturing methods specially adapted for elastic sealings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/3284—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings characterised by their structure; Selection of materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/08—Non-oxidic interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/363—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/365—Silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/38—Fiber or whisker reinforced
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/38—Fiber or whisker reinforced
- C04B2237/385—Carbon or carbon composite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/59—Aspects relating to the structure of the interlayer
- C04B2237/595—Aspects relating to the structure of the interlayer whereby the interlayer is continuous, but heterogeneous on macro-scale, e.g. one part of the interlayer being a joining material, another part being an electrode material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/30—Application in turbines
- F05D2220/32—Application in turbines in gas turbines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/90—Coating; Surface treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/55—Seals
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/55—Seals
- F05D2240/57—Leaf seals
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/50—Intrinsic material properties or characteristics
- F05D2300/501—Elasticity
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
- F05D2300/6033—Ceramic matrix composites [CMC]
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Gasket Seals (AREA)
- Ceramic Products (AREA)
Abstract
【課題】柔軟性が改善された高温シールを提供し、アライメント不良のシール溝によりよく適合し、漏れが少ないよりよい高温シーリング並びに改善されたガスタービン性能、又はこれらの組合せの提供。【解決手段】ガスタービンシール組立品は、ガスタービン部品、及びガスタービン部品と接触しているガスタービンシール部品を含み、2つの部品間のシールを形成する。ガスタービンシール部品は、一緒に結合された多層のセラミックマトリックス複合材プライ12からなり、セラミックマトリックス複合材プライ12の第1の表面は非結合部分上に選択配置された結合阻害被覆14と、結合阻害被覆14のない結合部分16を有し、この結合部分16で、隣接するセラミックマトリックス複合材プライ12の第2の表面に相互に多層結合することによりセラミックマトリックス複合材部品を形成するガスタービン組立品。【選択図】図1
Description
本発明は、部品及び部品を生産する方法を対象とする。さらに具体的には、本発明は、セラミックマトリックス複合材部品、ガスタービンシール組立品、及びセラミックマトリックス複合材部品を形成する方法を対象とする。
ある種のセラミックマトリックス複合材(CMC)材料は、被覆された繊維で補強されたセラミックマトリックスを有する組成物を含む。この組成物は、様々な異なるシステムにおいて可能性のある用途を持つ、強く、軽量の耐熱材料を提供する。
CMC材料の製造は通常、所望の部品の形状に繊維をレイアップ及び固定するステップと、繊維にマトリックス材料を浸透させるステップと、材料の任意の機械加工又は別の処理とを含む。繊維に浸透させるステップは、ガス混合物からセラミックマトリックスを堆積させるステップ、プレセラミックポリマーを熱分解するステップ、元素を化学的に反応させるステップ、一般に925〜1650℃(1700〜3000°F)の温度範囲で焼結させるステップ、又はセラミック粉末を電気泳動的に堆積させるステップを含んでもよい。
ガスタービン内の様々な種類のシールが、可動部品間のクリアランス及び漏れを制御する。ガスタービンシールは、高温及び高圧を含む腐食性の高い運転条件にさらされることがある。
CMC材料の複数のプライは、一緒に結合され、且つガスタービンシールとして役目を果たす十分な強度を有するとき、CMCガスタービンシールと、ガスタービン部品のシール溝との間に何らかの種類のミスアライメントがある状況において、ガスタービン部品との良好なシールの形成に必要な柔軟性に欠けることが多く、それによって漏れにつながる。
ある実施形態では、セラミックマトリックス複合材部品を形成する方法は、複数のセラミックマトリックス複合材プライのうちの1以上の、1以上の第1の表面の1以上の非結合部分に、結合阻害被覆を選択的に施すステップを含む。また、本方法は、結合阻害被覆のない1以上の第1の表面の1以上の結合部分が、複数のセラミックマトリックス複合材プライの隣接するセラミックマトリックス複合材プライの第2の表面に結合し、且つ結合阻害被覆が、1以上の第1の表面の非結合部分と、第2の表面との間の結合を防ぐように、複数のセラミックマトリックス複合材プライを一緒に結合してセラミックマトリックス複合材部品を形成するステップも含む。
別の実施形態では、セラミックマトリックス複合材部品は、セラミックマトリックス複合材部品を形成するために一緒に結合された複数のセラミックマトリックス複合材プライを含む。複数のセラミックマトリックス複合材プライのうちの1以上の、1以上の第1の表面の1以上の非結合部分上の結合阻害被覆は、1以上の第1の表面の非結合部分と、複数のセラミックマトリックス複合材プライの隣接するセラミックマトリックス複合材プライの第2の表面との間の結合を防ぐ。結合阻害被覆のない1以上の第1の表面の1以上の結合部分は、第2の表面に結合される。
別の実施形態では、ガスタービンシール組立品は、ガスタービン部品、及びガスタービン部品と、ガスタービンシール部品との間のシールを形成するためにガスタービン部品と接触しているガスタービンシール部品を含む。ガスタービンシール部品は、セラミックマトリックス複合材部品を形成するために一緒に結合された複数のセラミックマトリックス複合材プライを含む。複数のセラミックマトリックス複合材プライのうちの1以上の、1以上の第1の表面の1以上の非結合部分上の結合阻害被覆は、1以上の第1の表面の非結合部分と、複数のセラミックマトリックス複合材プライの隣接するセラミックマトリックス複合材プライの第2の表面との間の結合を防ぐ。結合阻害被覆のない1以上の第1の表面の1以上の結合部分は、第2の表面に結合される。
本発明の他の特徴及び利点は、本発明の原理を例として示す添付図面と併せて、以下のより詳細な説明から明らかになるであろう。
可能である場合、同じ部品を表すために図面を通じて同じ参照数字を用いている。
提供されるのは、セラミックマトリックス複合材(CMC)部品、形成されたCMC部品、及びガスタービンシール組立品を形成する方法であり、ここで、結合阻害被覆は、CMCプライ表面の非結合部分と、隣接するCMCプライ表面との間の結合を防ぐ一方、結合阻害被覆のない結合部分は、隣接するCMCプライ表面に結合される。
本開示の実施形態は、例えば、本明細書に開示されている1以上の特徴を含まない考え方と比べて、柔軟性が改善された高温シールを提供し、アライメント不良のシール溝によりよく適合する高温シールを提供し、よりよいシーリングの高温シールを提供し、漏れが少ない高温シールを提供し、改善されたガスタービン性能を提供し、又はこれらの組合せを提供する。
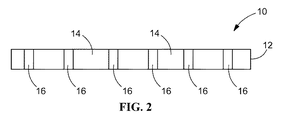
図1から図4を参照すると、セラミックマトリックス複合材部品層10は、セラミックマトリックス複合材プライ12、及びセラミックマトリックス複合材プライ12の1つの表面の一部の上の結合阻害被覆14を含む。結合阻害被覆14は、好ましくは可能な限り薄い一方、依然としてCMCプライ12の被覆された表面と、隣接するCMCプライ12との間の結合を阻害する。いくつかの実施形態では、結合阻害被覆14の厚みは、CMCプライ12の厚みの約1%〜約10%の範囲である。CMCプライ12は、好ましくは、CMCプライ12の厚みより少なくとも1桁大きい長さ及び幅それぞれを有する。CMC部品層10の結合表面16は、結合阻害被覆14により被覆されない。結合表面16は、図1に示す1以上の正方形又は長方形、図2に示すCMCプライ12の幅方向の端から端の1以上の細片、図3に示すCMCプライ12の長さ方向の端から端の1以上の細片、図4に示す1以上の円又は楕円或いはこれらの組合せを含むが、これらには限定されない任意の形状を有してもよく、規則的な、変則的な、又はランダムな間隔又はサイズでもよい。
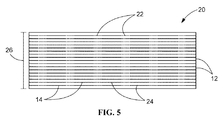
図5に示す通り、結合阻害被覆14を備える1組のセラミックマトリックス複合材プライ12が一緒に積層に結合されるとき、セラミックマトリックス複合材部品20が形成される。シールとして用いられるとき、CMC部品20は好ましくは、約1.25〜約5mm(0.050〜0.200インチ)の範囲の厚み26を有する。CMC部品20における平均プライ厚み及びCMCプライ12の数は、使用される繊維のタイプ及び1プライあたりに使用されるマトリックス材料の量に応じて変更してもよい。いくつかの実施形態では、CMC部品20における平均プライ厚みは約0.1〜約0.25mm(約4〜約10mil)の範囲であり、CMC部品20におけるCMCプライ12の層の数は約5〜約50の範囲である。セラミックマトリックス複合材部品20は、隣接するセラミックマトリックス複合材プライ12間の非結合領域24により分離される隣接するセラミックマトリックス複合材プライ12間の結合領域22を含む。
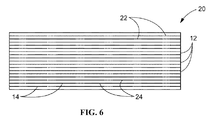
隣接するセラミックマトリックス複合材プライ12間の結合領域22及び非結合領域24の代替のパターンを図6及び図7に示すが、他のパターン又は変則的な配置も代替的にうまく実施され得る。
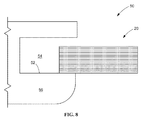
図8に示すガスタービンシール組立品50内など、特定の用途のために、CMCプライ12上の結合領域22のサイズ、間隔又は位置の調節を利用して、CMCプライ12から形成されるCMC部品20の柔軟性を調整又は最適化してもよい。セラミックマトリックス複合材部品20は、ガスタービン部品56のシール溝54内のシーリング表面52に接触させ、ガスタービン部品56の表面52とのシールを形成することにより、ガスタービンシール組立品50のガスタービンシール部品として役目を果たしてもよい。
高温CMC部品20は好ましくは、隣接するプライの結合領域22並びに非結合領域24を含み、シールに柔軟性を与える。選択的な結合はシールの柔軟性を高める。CMCプライ12の部分間の結合阻害被覆14は、結合阻害被覆14の位置におけるCMCプライ12の結合を防ぐ。いくつかの実施形態では、結合阻害被覆14は窒化物を含む。いくつかの実施形態では、窒化物は窒化ホウ素(BN)である。いくつかの実施形態では、窒化物は窒化ケイ素(Si3N4)である。いくつかの実施形態では、結合阻害被覆14は、液体と混合した窒化物粉末を含むペーストである。ガスタービンシール組立品50は好ましくは、結合阻害被覆14を越えるどのようなスペーサーも、或いはCMCプライ12間の大きな隙間又はボイドも含まない。
CMC材料の例には、炭素繊維補強炭素(C/C)、炭素繊維補強炭化ケイ素(C/SiC)、炭化ケイ素繊維補強炭化ケイ素(SiC/SiC)、アルミナ繊維補強アルミナ(Al2O3/Al2O3)又はこれらの組合せが含まれるが、これらに限定されない。CMCは、モノリシックセラミック構造と比べて、向上した伸び特性、破壊靭性特性、熱衝撃特性、動荷重容量特性及び異方特性を有してもよい。
CMCプライ12は好ましくは、CMC部品20のCMCプライ12の積層において、ある層から次の層へと変わる繊維の配向方向を持つ一方向繊維プライである。層間の配向の変化は、CMC部品20において、ねじり剛性を低減するように、又は所定のレベルの剛性を与えるように選択されてもよい。いくつかの実施形態では、配向の変化は+/−45°である。他の実施形態では、CMCプライ12の繊維はクロス織りされてもよい。
いくつかの実施形態では、隣接するCMCプライ12の各対の表面を接触させ、且つ選択的に結合する前に、接触している2つの表面のうちのただ1つが結合阻害被覆14で選択的に被覆され、接触している他の表面は未被覆のままである。結合阻害被覆14は、塗装用刷毛又はスプレーガンを含むが、これらには限定されない任意の適した器具により施されてもよい。いくつかの実施形態では、これは、両面が未被覆でもよい端部のCMCプライ12のうちの1つを除くCMCプライ12のそれぞれについて、1つの未被覆面及び1つの選択的に被覆された面を有することにより実現される。他の実施形態では、これは、未被覆の両面を持つ交互のCMCプライ12及び選択的に被覆された両面を持つCMCプライ12を有することにより実現される。他の実施形態では、これら2つの方策の組合せが採られてもよい。
選択的に施された結合阻害被覆14は好ましくは、選択的に被覆された表面の面積の少なくとも50%、或いは少なくとも60%、或いは少なくとも70%、或いは少なくとも80%、或いは少なくとも90%、或いは50〜90%の範囲、或いは60〜90%の範囲、或いは70〜90%の範囲、或いは80〜90%の範囲、或いはそれらの間の範囲又は部分範囲を覆い、表面積の残りの部分は好ましくは、結合表面16としての役目を果たす。
選択的に被覆された表面の結合表面16は好ましくは、結合阻害被覆14により互いに分離された離散した領域である。結合表面16の形状は、正方形、長方形、三角形、円形、楕円形、直線、曲線又はこれらの組合せを含むが、これらには限定されない任意の適した形状でもよい。CMCプライ12の表面の結合表面16のサイズ及び形状はすべて同じでもよく、又は一部が他と異なっていてもよい。CMCプライ12の表面の結合表面16間の間隔は規則的でも、変則的でもよい。
いくつかの実施形態では、CMC部品20を形成する方法は、1組のCMCプライ12のうちの1以上の主要な2つの表面のうちの1以上の、1以上の非結合部分に結合阻害被覆14を選択的に施すステップを含む。また、本方法は、CMCプライ12の組を一緒に結合してCMC部品20を形成するステップも含む。結合は、隣接するCMCプライ12の表面に結合された主要な表面の結合部分を用いて、任意の従来のCMC結合条件下で行われてもよい。いくつかの実施形態では、CMCプライ12は、浸透プロセスの間の結合である。結合阻害被覆14は、選択的に被覆された表面の非結合部分と、隣接するCMCプライ12との間の結合を防ぐ。通常、結合阻害被覆14の少なくとも一部は、CMCプライ12の結合後、CMCプライ12の間に残る。いくつかの実施形態では、本方法はさらに、CMCプライ12を形成するステップを含む。いくつかの実施形態では、本方法はさらに、CMC部品20の一部を、ガスタービンシール組立品50のシーリング表面52のシール溝54に挿入するステップを含む。CMC部品20の非結合領域24は好ましくは、CMC部品20の厚さ方向において、どのような非結合領域24も持たないCMC部品20の柔軟性よりも大きな柔軟性をCMC部品20に与える。
本発明を1以上の実施形態を参照して説明してきたが、本発明の範囲から逸脱することなく、様々な変更を加えてもよいこと、及びその要素を等価物に置換してもよいことを当業者なら理解するであろう。さらに、特定の状況又は材料を本発明の教示に適応させるために、本発明の本質的な範囲から逸脱することなく多くの変更を加えてもよい。したがって、本発明が、本発明を実施するために考えられた最良の態様として開示されている特定の実施形態に限定されず、本発明が、添付の特許請求の範囲に含まれるすべての実施形態を含むことが意図される。さらに、発明を実施するための形態に示したすべての数値は、正確な値も、およその値も明示されているかのように解釈されるものとする。
[実施態様1]
セラミックマトリックス複合材部品(20)を形成する方法であって、
結合阻害被覆(14)を、複数のセラミックマトリックス複合材プライ(12)のうちの1以上の、1以上の第1の表面の1以上の非結合部分(24)に選択的に施すステップと、
結合阻害被覆(14)のない1以上の第1の表面の1以上の結合部分(16)が、複数のセラミックマトリックス複合材プライ(12)の隣接するセラミックマトリックス複合材プライ(12)の第2の表面に結合し、且つ結合阻害被覆(14)が、1以上の第1の表面の非結合部分(24)と、第2の表面との間の結合を防ぐように、複数のセラミックマトリックス複合材プライ(12)を一緒に結合してセラミックマトリックス複合材部品(20)を形成するステップとを含む方法。
[実施態様2]
複数のセラミックマトリックス複合材プライ(12)を形成するステップをさらに含む実施態様1に記載の方法。
[実施態様3]
1以上の結合部分(16)が、第1の表面の非結合部分(24)により分離された複数の結合部分(22)を含む実施態様1に記載の方法。
[実施態様4]
隣接するセラミックマトリックス複合材プライ(12)の各対が、第1の表面及び第2の表面を含む実施態様1に記載の方法。
[実施態様5]
1以上の非結合部分(24)の存在が、非結合部分(24)のないセラミックマトリックス複合材部品(20)と比べて、セラミックマトリックス複合材部品(20)の柔軟性を高める実施態様1に記載の方法。
[実施態様6]
セラミックマトリックス複合材部品(20)が、複数のセラミックマトリックス複合材プライ(12)間に、結合阻害被覆(14)を越えるスペーサーを持たない実施態様1に記載の方法。
[実施態様7]
セラミックマトリックス複合材プライ(12)が、炭素繊維補強炭素、炭素繊維補強炭化ケイ素、炭化ケイ素繊維補強炭化ケイ素、アルミナ繊維補強アルミナ及びこれらの任意の組合せからなる群から選択されるセラミックマトリックス複合材を含む実施態様1に記載の方法。
[実施態様8]
結合阻害被覆(14)が、窒化ホウ素及び窒化ケイ素からなる群から選択される窒化物を含む実施態様1に記載の方法。
[実施態様9]
セラミックマトリックス複合材部品(20)が、ガスタービンシール部品を含む実施態様1に記載の方法。
[実施態様10]
複数のセラミックマトリックス複合材プライ(12)のうちの1以上の、1以上の第1の表面の1以上の非結合部分上の結合阻害被覆(14)が、1以上の第1の表面の非結合部分(24)と、複数のセラミックマトリックス複合材プライ(12)の隣接するセラミックマトリックス複合材プライ(12)の第2の表面との間の結合を防ぎ、且つ結合阻害被覆(14)のない1以上の第1の表面の1以上の結合部分(16)が、第2の表面に結合される、セラミックマトリックス複合材部品(20)を形成するために一緒に結合された複数のセラミックマトリックス複合材プライ(12)を含むセラミックマトリックス複合材部品(20)。
[実施態様11]
1以上の結合部分(16)が、第1の表面の複数の結合部分(22)を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様12]
隣接するセラミックマトリックス複合材プライ(12)の各対が、第1の表面及び第2の表面を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様13]
1以上の非結合部分(24)の存在が、非結合部分(24)のないセラミックマトリックス複合材部品(20)と比べて、セラミックマトリックス複合材部品(20)の柔軟性を高める実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様14]
セラミックマトリックス複合材部品(20)が、複数のセラミックマトリックス複合材プライ(12)間に、結合阻害被覆(14)を越えるスペーサーを持たない実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様15]
セラミックマトリックス複合材プライ(12)が、炭素繊維補強炭素、炭素繊維補強炭化ケイ素、炭化ケイ素繊維補強炭化ケイ素、アルミナ繊維補強アルミナ及びこれらの任意の組合せからなる群から選択されるセラミックマトリックス複合材を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様16]
結合阻害被覆(14)が、窒化ホウ素及び窒化ケイ素からなる群から選択される窒化物を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様17]
セラミックマトリックス複合材部品(20)が、ガスタービンシール部品を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様18]
ガスタービン部品(56)と、
ガスタービンシール部品であって、ガスタービン部品(56)と、ガスタービンシール部品との間のシールを形成するためにガスタービン部品(56)と接触しており、セラミックマトリックス複合材部品(20)を形成するために一緒に結合された複数のセラミックマトリックス複合材プライ(12)を含み、複数のセラミックマトリックス複合材プライ(12)のうちの1以上の、1以上の第1の表面の1以上の非結合部分上の結合阻害被覆(14)が、1以上の第1の表面の非結合部分(24)と、複数のセラミックマトリックス複合材プライ(12)の隣接するセラミックマトリックス複合材プライ(12)の第2の表面との間の結合を防ぎ、且つ結合阻害被覆(14)のない1以上の第1の表面の1以上の結合部分(16)が、第2の表面に結合されるガスタービンシール部品とを含むガスタービンシール組立品(50)。
[実施態様19]
隣接するセラミックマトリックス複合材プライ(12)の各対が、第1の表面及び第2の表面を含む実施態様18に記載のガスタービンシール組立品(50)。
[実施態様20]
ガスタービンシール部品が、複数のセラミックマトリックス複合材プライ(12)間に、結合阻害被覆(14)を越えるスペーサーを持たない実施態様18に記載のガスタービンシール組立品(50)。
[実施態様1]
セラミックマトリックス複合材部品(20)を形成する方法であって、
結合阻害被覆(14)を、複数のセラミックマトリックス複合材プライ(12)のうちの1以上の、1以上の第1の表面の1以上の非結合部分(24)に選択的に施すステップと、
結合阻害被覆(14)のない1以上の第1の表面の1以上の結合部分(16)が、複数のセラミックマトリックス複合材プライ(12)の隣接するセラミックマトリックス複合材プライ(12)の第2の表面に結合し、且つ結合阻害被覆(14)が、1以上の第1の表面の非結合部分(24)と、第2の表面との間の結合を防ぐように、複数のセラミックマトリックス複合材プライ(12)を一緒に結合してセラミックマトリックス複合材部品(20)を形成するステップとを含む方法。
[実施態様2]
複数のセラミックマトリックス複合材プライ(12)を形成するステップをさらに含む実施態様1に記載の方法。
[実施態様3]
1以上の結合部分(16)が、第1の表面の非結合部分(24)により分離された複数の結合部分(22)を含む実施態様1に記載の方法。
[実施態様4]
隣接するセラミックマトリックス複合材プライ(12)の各対が、第1の表面及び第2の表面を含む実施態様1に記載の方法。
[実施態様5]
1以上の非結合部分(24)の存在が、非結合部分(24)のないセラミックマトリックス複合材部品(20)と比べて、セラミックマトリックス複合材部品(20)の柔軟性を高める実施態様1に記載の方法。
[実施態様6]
セラミックマトリックス複合材部品(20)が、複数のセラミックマトリックス複合材プライ(12)間に、結合阻害被覆(14)を越えるスペーサーを持たない実施態様1に記載の方法。
[実施態様7]
セラミックマトリックス複合材プライ(12)が、炭素繊維補強炭素、炭素繊維補強炭化ケイ素、炭化ケイ素繊維補強炭化ケイ素、アルミナ繊維補強アルミナ及びこれらの任意の組合せからなる群から選択されるセラミックマトリックス複合材を含む実施態様1に記載の方法。
[実施態様8]
結合阻害被覆(14)が、窒化ホウ素及び窒化ケイ素からなる群から選択される窒化物を含む実施態様1に記載の方法。
[実施態様9]
セラミックマトリックス複合材部品(20)が、ガスタービンシール部品を含む実施態様1に記載の方法。
[実施態様10]
複数のセラミックマトリックス複合材プライ(12)のうちの1以上の、1以上の第1の表面の1以上の非結合部分上の結合阻害被覆(14)が、1以上の第1の表面の非結合部分(24)と、複数のセラミックマトリックス複合材プライ(12)の隣接するセラミックマトリックス複合材プライ(12)の第2の表面との間の結合を防ぎ、且つ結合阻害被覆(14)のない1以上の第1の表面の1以上の結合部分(16)が、第2の表面に結合される、セラミックマトリックス複合材部品(20)を形成するために一緒に結合された複数のセラミックマトリックス複合材プライ(12)を含むセラミックマトリックス複合材部品(20)。
[実施態様11]
1以上の結合部分(16)が、第1の表面の複数の結合部分(22)を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様12]
隣接するセラミックマトリックス複合材プライ(12)の各対が、第1の表面及び第2の表面を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様13]
1以上の非結合部分(24)の存在が、非結合部分(24)のないセラミックマトリックス複合材部品(20)と比べて、セラミックマトリックス複合材部品(20)の柔軟性を高める実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様14]
セラミックマトリックス複合材部品(20)が、複数のセラミックマトリックス複合材プライ(12)間に、結合阻害被覆(14)を越えるスペーサーを持たない実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様15]
セラミックマトリックス複合材プライ(12)が、炭素繊維補強炭素、炭素繊維補強炭化ケイ素、炭化ケイ素繊維補強炭化ケイ素、アルミナ繊維補強アルミナ及びこれらの任意の組合せからなる群から選択されるセラミックマトリックス複合材を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様16]
結合阻害被覆(14)が、窒化ホウ素及び窒化ケイ素からなる群から選択される窒化物を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様17]
セラミックマトリックス複合材部品(20)が、ガスタービンシール部品を含む実施態様10に記載のセラミックマトリックス複合材部品(20)。
[実施態様18]
ガスタービン部品(56)と、
ガスタービンシール部品であって、ガスタービン部品(56)と、ガスタービンシール部品との間のシールを形成するためにガスタービン部品(56)と接触しており、セラミックマトリックス複合材部品(20)を形成するために一緒に結合された複数のセラミックマトリックス複合材プライ(12)を含み、複数のセラミックマトリックス複合材プライ(12)のうちの1以上の、1以上の第1の表面の1以上の非結合部分上の結合阻害被覆(14)が、1以上の第1の表面の非結合部分(24)と、複数のセラミックマトリックス複合材プライ(12)の隣接するセラミックマトリックス複合材プライ(12)の第2の表面との間の結合を防ぎ、且つ結合阻害被覆(14)のない1以上の第1の表面の1以上の結合部分(16)が、第2の表面に結合されるガスタービンシール部品とを含むガスタービンシール組立品(50)。
[実施態様19]
隣接するセラミックマトリックス複合材プライ(12)の各対が、第1の表面及び第2の表面を含む実施態様18に記載のガスタービンシール組立品(50)。
[実施態様20]
ガスタービンシール部品が、複数のセラミックマトリックス複合材プライ(12)間に、結合阻害被覆(14)を越えるスペーサーを持たない実施態様18に記載のガスタービンシール組立品(50)。
10 セラミックマトリックス複合材部品層、CMC部品層
12 セラミックマトリックス複合材プライ、CMCプライ
14 結合阻害被覆
16 結合表面、結合部分
20 セラミックマトリックス複合材部品、CMC部品
22 結合領域
24 非結合領域、非結合部分
26 厚み
50 ガスタービンシール組立品
52 シーリング表面
54 シール溝
56 ガスタービン部品
12 セラミックマトリックス複合材プライ、CMCプライ
14 結合阻害被覆
16 結合表面、結合部分
20 セラミックマトリックス複合材部品、CMC部品
22 結合領域
24 非結合領域、非結合部分
26 厚み
50 ガスタービンシール組立品
52 シーリング表面
54 シール溝
56 ガスタービン部品
Claims (10)
- セラミックマトリックス複合材部品(20)を形成する方法であって、
結合阻害被覆(14)を、複数のセラミックマトリックス複合材プライ(12)のうちの1以上の、1以上の第1の表面の1以上の非結合部分(24)に選択的に施すステップと、
結合阻害被覆(14)のない1以上の第1の表面の1以上の結合部分(16)が、複数のセラミックマトリックス複合材プライ(12)の隣接するセラミックマトリックス複合材プライ(12)の第2の表面に結合し、且つ結合阻害被覆(14)が、1以上の第1の表面の非結合部分(24)と、第2の表面との間の結合を防ぐように、複数のセラミックマトリックス複合材プライ(12)を一緒に結合してセラミックマトリックス複合材部品(20)を形成するステップとを含む方法。 - 複数のセラミックマトリックス複合材プライ(12)を形成するステップをさらに含む請求項1に記載の方法。
- 1以上の非結合部分(24)の存在が、非結合部分(24)のないセラミックマトリックス複合材部品(20)と比べて、セラミックマトリックス複合材部品(20)の柔軟性を高める請求項1に記載の方法。
- セラミックマトリックス複合材部品(20)が、複数のセラミックマトリックス複合材プライ(12)間に、結合阻害被覆(14)を越えるスペーサーを持たない請求項1に記載の方法。
- 複数のセラミックマトリックス複合材プライ(12)のうちの1以上の、1以上の第1の表面の1以上の非結合部分上の結合阻害被覆(14)が、1以上の第1の表面の非結合部分(24)と、複数のセラミックマトリックス複合材プライ(12)の隣接するセラミックマトリックス複合材プライ(12)の第2の表面との間の結合を防ぎ、且つ結合阻害被覆(14)のない1以上の第1の表面の1以上の結合部分(16)が、第2の表面に結合される、セラミックマトリックス複合材部品(20)を形成するために一緒に結合された複数のセラミックマトリックス複合材プライ(12)を含むセラミックマトリックス複合材部品(20)。
- 隣接するセラミックマトリックス複合材プライ(12)の各対が、第1の表面及び第2の表面を含む請求項10に記載のセラミックマトリックス複合材部品(20)。
- セラミックマトリックス複合材部品(20)が、複数のセラミックマトリックス複合材プライ(12)間に、結合阻害被覆(14)を越えるスペーサーを持たない請求項10に記載のセラミックマトリックス複合材部品(20)。
- 結合阻害被覆(14)が、窒化ホウ素及び窒化ケイ素からなる群から選択される窒化物を含む請求項10に記載のセラミックマトリックス複合材部品(20)。
- セラミックマトリックス複合材部品(20)が、ガスタービンシール部品を含む請求項10に記載のセラミックマトリックス複合材部品(20)。
- ガスタービン部品(56)と、
ガスタービンシール部品であって、ガスタービン部品(56)と、ガスタービンシール部品との間のシールを形成するためにガスタービン部品(56)と接触しており、セラミックマトリックス複合材部品(20)を形成するために一緒に結合された複数のセラミックマトリックス複合材プライ(12)を含み、複数のセラミックマトリックス複合材プライ(12)のうちの1以上の1以上の第1の表面の1以上の非結合部分上の結合阻害被覆(14)が、1以上の第1の表面の非結合部分(24)と、複数のセラミックマトリックス複合材プライ(12)の隣接するセラミックマトリックス複合材プライ(12)の第2の表面との間の結合を防ぎ、且つ結合阻害被覆(14)のない1以上の第1の表面の1以上の結合部分(16)が、第2の表面に結合されるガスタービンシール部品とを含むガスタービンシール組立品(50)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/064,801 | 2016-03-09 | ||
| US15/064,801 US20170260867A1 (en) | 2016-03-09 | 2016-03-09 | Ceramic matrix composite component, gas turbine seal assembly, and method of forming ceramic matrix composite component |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017200869A true JP2017200869A (ja) | 2017-11-09 |
Family
ID=58264413
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017032756A Pending JP2017200869A (ja) | 2016-03-09 | 2017-02-24 | セラミックマトリックス複合材部品、ガスタービンシール組立品、及びセラミックマトリックス複合材部品を形成する方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20170260867A1 (ja) |
| EP (1) | EP3216772A1 (ja) |
| JP (1) | JP2017200869A (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20200095880A1 (en) * | 2018-09-24 | 2020-03-26 | United Technologies Corporation | Featherseal formed of cmc materials |
| US11319827B2 (en) * | 2019-04-01 | 2022-05-03 | Raytheon Technologies Corporation | Intersegment seal for blade outer air seal |
| US11041399B2 (en) | 2019-11-01 | 2021-06-22 | Raytheon Technologies Corporation | CMC heat shield |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5645673A (en) * | 1995-06-02 | 1997-07-08 | International Business Machines Corporation | Lamination process for producing non-planar substrates |
| US6733907B2 (en) * | 1998-03-27 | 2004-05-11 | Siemens Westinghouse Power Corporation | Hybrid ceramic material composed of insulating and structural ceramic layers |
| US8974891B2 (en) * | 2007-10-26 | 2015-03-10 | Coi Ceramics, Inc. | Thermal protection systems comprising flexible regions of inter-bonded lamina of ceramic matrix composite material and methods of forming the same |
| US8132442B2 (en) * | 2008-09-22 | 2012-03-13 | Siemens Energy, Inc. | Compressible ceramic seal |
-
2016
- 2016-03-09 US US15/064,801 patent/US20170260867A1/en not_active Abandoned
-
2017
- 2017-02-24 JP JP2017032756A patent/JP2017200869A/ja active Pending
- 2017-03-06 EP EP17159330.4A patent/EP3216772A1/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| US20170260867A1 (en) | 2017-09-14 |
| EP3216772A1 (en) | 2017-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5670019B2 (ja) | 可撓性のセラミックマトリックス複合構造材料及びその形成方法 | |
| KR101259484B1 (ko) | 웨이퍼 지지 부재와 그 제조 방법, 및 이것을 사용한 정전 척 | |
| US10487670B2 (en) | Gas turbine engine component including a compliant layer | |
| EP1577499A3 (en) | Turbine components with thermal barrier coatings | |
| JP2017200869A (ja) | セラミックマトリックス複合材部品、ガスタービンシール組立品、及びセラミックマトリックス複合材部品を形成する方法 | |
| KR101628477B1 (ko) | 내마모성이 향상된 시프트 포크 | |
| US20180156289A1 (en) | Shaped material and manufacturing method | |
| JP2021185123A (ja) | 結合溝を備えたセラミック−アルミニウムアセンブリ | |
| CN105732070B (zh) | 黏结不同的陶瓷组件 | |
| JP6172732B2 (ja) | 黒鉛シート複合材及びその製造方法 | |
| US10538463B2 (en) | Composite ceramic comprising a corrosion protection layer and production method | |
| PL368606A1 (en) | Structural component coated with a hard material and comprising an intermediate layer for improving the adhesive strength of the coating | |
| GB2532704A (en) | Ceramic sandwich panel created by additive layer manufacturing, for use in high temperatures | |
| EP2851151B1 (en) | Method of fixing through brazing a heat resistant component on a surface of a heat exposed component | |
| KR102069422B1 (ko) | 유체 흐름이 가능한 유로가 형성된 접합 세라믹 및 이의 제조방법 | |
| EP2119689B1 (en) | Method of producing honeycomb segment bonded article | |
| KR102069423B1 (ko) | 접합 세라믹 및 이의 제조방법 | |
| MX2025013033A (es) | Componente de rbsic que comprende un revestimiento de sic, el uso de un revestimiento de sic, y metodo para fabricar dicho componente | |
| WO2024150197A1 (en) | Coating by cmc curing for high thermal protection | |
| FR3098442A1 (fr) | Isolant thermique à haute température pour protection coupe-feu | |
| Interrante | WJ Sherwood, CK Whitmarsh, JM Jacobs, Starfire Systems Inc., 877 25th St., Watervliet, NY | |
| EP3330078A1 (en) | Improvement of inter-layer-stability of ceramic matrix composites | |
| CN110527939A (zh) | 一种碳纤维材料表面热喷涂工艺 | |
| WO2019132294A1 (ko) | 접착성이 우수한 코팅강판 및 이를 이용한 금속접합체, 그리고 이들의 제조방법 |