JP2017201940A - おにぎりの製造方法及びその製造装置 - Google Patents
おにぎりの製造方法及びその製造装置 Download PDFInfo
- Publication number
- JP2017201940A JP2017201940A JP2016095855A JP2016095855A JP2017201940A JP 2017201940 A JP2017201940 A JP 2017201940A JP 2016095855 A JP2016095855 A JP 2016095855A JP 2016095855 A JP2016095855 A JP 2016095855A JP 2017201940 A JP2017201940 A JP 2017201940A
- Authority
- JP
- Japan
- Prior art keywords
- rice
- rice ball
- molded body
- molding machine
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Cereal-Derived Products (AREA)
Abstract
ないおにぎりを製造する。
【解決手段】
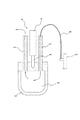
おにぎり製造装置は常に一定量の米飯を保有する量目ケーシング3、一次成型機4及び二
次成型機5を一列に並べて備えている。量目ケーシング3はその下部の排出口36を開閉
する開閉シャッター34とその少し上に位置する切断シャッター32を備えていて長方形
板状の予備成形体Bを作る。この予備成形体Bを一次成型機4と二次成型機5で2段階に
圧縮成形しておにぎりEを作る。
【選択図】 図1
Description
の方法及び製造装置に関する。
。
その一例として、特開2003−250472公報には、ホッパーから挿入された米飯
の塊を1対の米飯送出ローラーで圧縮して連続したシート状に成形して下方に送り込み、
出口においてシャッターで切断して、矩形板状の米飯塊を形成する。この矩形板状の米飯
塊を、コンベアで搬送してターンテーブル上の成形型によりおにぎり状に成形する装置が
開示されている。
1,32で圧延してシート状にして圧延ローラー32から押し出し成形型内に押し込み一
定量の米飯シートが成形型内に投入された時、圧延ローラー32を逆回転させてシート状
米飯を切断している。この際、米飯シートの量目は圧延ローラーの回転数で制御している
。所が、圧延されながらホッパーから圧延ローラーを下降してゆく米飯の塊は、必ずしも
密度が均一ではないので、圧延ローラーの回転数によって圧延された米飯シートの長さを
一定にして切断しても、密度が不均一の場合、切り出された米飯シートの重量は不均一と
なる。その結果、製造されたおにぎりの重量に差が出るという問題があった。
ーを2対使用して米飯をシート状に圧延しているので、押し出された米飯シートは可なり
固くなっており、しかも、そのシート状米飯をさらに2つ割りの押型で圧縮しているので
、出来上がったおにぎりは固くてふっくら感がないという欠点があった。
連続して製造する方法及びその製造装置を提供することを第1の目的とする。
て製造する方法及びその製造装置を提供することを第2の目的とする。
ぎり1個分の米飯を圧力を加えずに最終製品のおにぎりよりも広い平面積を有する長方形
の板状に切り出して予備成形体を形成する予備成形体形成工程、上記予備成形体の中心の
上に、具穴成形用の成形型を存在させた状態で、1対の凹面移動押型で予備成形体の長手
方向の両端から中心方向に予備成形体を圧縮しながら上記具穴成形用の成形型の周囲に盛
り上げて具穴を有する中間成形体を形成する中間成形体形成工程、上記中間成形体の具穴
に具を挿入する具挿入工程、上記具を挿入した中間成形体の4方面から中心方向に圧縮し
て二次成形体を形成する二次成形体形成工程、および二次成形体の上面をプレスして、お
にぎりの形状を整える仕上げ工程を含むことを特徴とする。
に切り出して予備成形体を形成する予備成形体切出機、上記予備成形体を圧縮成形しなが
ら具穴を形成して中間成形体を形成する一次成型機および上記中間成形体を圧縮成形して
最終製品のおにぎりの形状にする二次成型機を一列に配列し、その下に各成形体を間欠的
に搬送する間欠ベルトコンベアを備えたおにぎり製造装置において、上記予備成形体切出
機は、米飯をほぐして搬送する米飯搬送器および該米飯搬送器から搬送される米飯を受け
入れる断面が長方形で最終製品のおにぎりの表面面積よりも広い形状をした量目ケーシン
グを有し、該量目ケーシングは下部排出口に該排出口を開閉する開閉シャッターとその上
部に一定量の米飯を切り取り長方形の板状をした予備成形体を形成する切断シャッターと
を備えことを特徴とする。
すほぐしホイール、上記ホッパーから上記量目ケーシングの開口部まで米飯を搬送するフ
ィードコンベア、該フィードコンベア上の米飯を一定の厚さになるように掻き均すならし
ホィール、上記量目ケーシングの開口部の近くに設けられたレベルセンサーおよび該レベ
ルセンサーの出力によって上記フィードコンベアの回転速度を調節するための制御装置と
を備え、上記レベルセンサーの出力に応じてフィードコンベアの回転速度を調節して、上
記量目ケーシング内の米飯の量が常に一定になるように上記フィードコンベアより上記量
目ケーシングに供給する米飯の量を調節することを特徴とする。
ャッター部材はピストン装置により回動されるリンク機構により相反する方向に摺動させ
られることを特徴とする。
辺方向に摺動するように設けられ、且その上面に、摺動方向に向かう多数の直線状突条が
設けられたことを特徴とする。
記量目ケーシングに取り付けられた水平方向に摺動する2枚のシャッター部材よりなり、
該2枚のシャッター部材はピストン装置により回動されるリンク機構により相反する方向
に摺動させられることを特徴とする。
方向に摺動するように設けられ、閉状態で両シャッター部材は若干の間隙を残して停止す
るように制御されると共に、その上下面に摺動方向に向かう多数の直線状突条が設けられ
たことを特徴とする。
ン装置、上記長方形の板状をした予備成形体を長手方向の両側から中心方向に向けて圧縮
して中間成形体を形成する成型ユニットおよび、上記中間成形体に具穴を形成するための
成形型をその先端に有し上下動するポケットプラグとを備えたことを特徴とする。
相対向して設けられ予備成形体の中心方向に摺動する1対の凹面移動押型と予備成形体の
長手方向に沿ってその両側に立設された1対の平面固定押型よりなることを特徴とする。
ニット内に位置する予備成形体の表面の位置まで降下するように制御されることを特徴と
する。
を特徴とする。
形体を4方面から中心方向に圧縮して最終形状のおにぎりの形状に形成する2対の成型ユ
ニット、および、おにぎりの上からプレスしておにぎりの形状を整える上下動するプレス
部材を備えたことを特徴とする。
移動押型と相対向する1対の平面移動押型よりなることを特徴とする。
を特徴とする。
することを特徴とする。
ずに最終製品のおにぎりよりも広い平面積を有する長方形の板状に切り出して予備成形体
を形成する予備成形体形成工程、上記予備成形体の中心の上に、具穴成形用の成形型を存
在させた状態で、1対の凹面移動押型で予備成形体の長手方向の両端から中心方向に予備
成形体を圧縮しながら上記具穴成形用の成形型の周囲に盛り上げて具穴を有する中間成形
体を形成する中間成形体形成工程、上記中間成形体の具穴に具を挿入する具挿入工程、上
記具を挿入した中間成形体の4方面から中心方向に圧縮して二次成形体を形成する二次成
形体形成工程、および二次成形体の上面をプレスして、おにぎりの形状を整える仕上げ工
程を含むことにより、常に1個分のおにぎりの重量が一定し、ふっくらとした食感を持ち
、しかも型崩れしないおにぎりを成形することができる。
出して予備成形体を形成する予備成形体切出機、上記予備成形体を圧縮成形しながら具穴
を形成して中間成形体を形成する一次成型機および上記中間成形体を圧縮成形して最終製
品のおにぎりの形状にする二次成型機を一列に配列し、その下に各成形体を間欠的に搬送
する間欠ベルトコンベアを備えたおにぎり製造装置において、上記予備成形体切出機は、
米飯をほぐして搬送する米飯搬送器および該米飯搬送器から搬送される米飯を受け入れる
断面が長方形で最終製品のおにぎりの表面面積よりも広い形状をした量目ケーシングを有
し、該量目ケーシングは下部排出口に該排出口を開閉する開閉シャッターとその上部に一
定量の米飯を切り取り長方形の板状をした予備成形体を形成する切断シャッターとを備え
ているので、殆ど米飯に圧力を加えないで予備成形体を形成することができ、ふっくらと
した予備成形体を形成することができる。
てほぐすほぐしホイール、上記ホッパーから上記量目ケーシングの開口部まで米飯を搬送
するフィードコンベア、該フィードコンベア上の米飯を一定の厚さになるように掻き均す
ならしホィール、上記量目ケーシングの開口部の近くに設けられたレベルセンサーおよび
該レベルセンサーの出力によって上記フィードコンベアの回転速度を調節するための制御
装置とを備え、上記レベルセンサーの出力に応じてフィードコンベアの回転速度を調節し
て、上記量目ケーシング内の米飯の量が常に一定になるように上記フィードコンベアより
上記量目ケーシングに供給する米飯の量を調節することができるので、常に1個分のおに
ぎりの重量が一定している予備成形体を製造することができ、その結果、製品のおにぎり
の重量を常に一定させることができる。
長方形の短辺方向に摺動するように設けられ、且その上面に、摺動方向に向かう多数の直
線状突条が設けられているので、摺動距離が短くかつ多数の直線状突条のために、米飯が
付きにくく、米飯を傷つけることが少なく、製品おにぎりの品質を高めることができる。
長方形の短辺方向に摺動するように設けられ、閉状態で両シャッター部材は若干の間隙を
残して停止するように制御されると共に、その上下面に摺動方向に向かう多数の直線状突
条が設けられているので、摺動距離が短く、かつ多数の直線状突条のために、米飯が付き
にくく、また、間隙を残して停止するので米飯を傷つけることが少なく、製品おにぎりの
品質を高めることができる。
備成形体を長手方向の両側から中心方向に向けて圧縮して中間成形体を形成する成型ユニ
ットおよび、上記中間成形体に具穴を形成するための成形型をその先端に有し上下動する
ポケットプラグとを備え、その成型ユニットは、予備成形体の長手方向の両端に相対向し
て設けられ予備成形体の中心方向に摺動する1対の凹面移動押型と予備成形体の長手方向
に沿ってその両側に立設された1対の平面固定押型よりなり、ポケットプラグの成形型は
、凹面移動押型が駆動される前に一次成型機の成型ユニット内に位置する予備成形体の表
面の位置まで降下するように制御されているので、凹面移動押型で予備成形体の長手方向
の両側から予備成形体の中心方向に向けて圧縮して行けば、予備成形体はその両側が平面
固定押型で横方向に広がるのが規制されているので、凹面移動押型が進行するにつれ盛り
上がってくる。予備成形体の中心部にはすでにポケットプラグの成形型が存在するので、
盛り上がった米飯は成形型を取り囲み、凹面移動押型の更なる前進によって横から圧迫さ
れて具穴を形成する。このようにして形成された具穴はスタンプによって形成された具穴
とは異なり、具穴の周りが固くならずふっくらとした中間成形体を形成することができる
。
板状をした予備成形体は製品のおにぎりよりも広い面積、好ましくは2倍の面積を有して
いるので、その厚さは製品のおにぎりの半分程度である。この予備成形体を長手の両端か
ら中心方向に向けて凹面移動押型で圧縮してゆけば、予備成形体は約2倍の高さまで盛り
上がって行き、具穴成形型の周りを取り囲み、具穴を有する中間成形体が形成できる。元
々この予備成形体は、量目ケーシングで切り出されてふっくらとしているので、その状態
を保ったまま、具穴を有する中間成形体が形成される。
するので、成形時に具穴部分が冷却され、挿入された具や具に接するおにぎりの部分が劣
化しにくくなる。なお、冷媒には空気を使用し、断熱膨張を利用した瞬間冷却器を用いて
冷却した空気をパイプでポケットプラグの先端成形型の内部に設けた冷却室に送り込むよ
うに構成すれば、極めて簡単な装置で、ポケットプラグの先端成形型を冷却することがで
きる。
最終形状のおにぎりを形成する成形ユニットを備えているので、具穴に具を挿入したふっ
くらとした中間成形体を四方から丁度手でおにぎりを結ぶように順次、力を加えて行くの
で、ふっくらとししかも型崩れしないおにぎりを成形することができる。
を選択使用できるので、各種の形状をしたおにぎりを製造することができる。
品が間欠ベルトコンベアの表面にひっつくことを防止できる。
切断シャッター用のピストン装置、一次成型機の昇降ピストン装置、中間成形体を形成す
る成型ユニット用のピストン装置及びポケットプラグ用のピストン装置、二次成型機の昇
降ピストン装置、2対の成型ユニット用のピストン装置およびプレス部材用のピストン装
置にそれぞれエアーピストン装置を使用しているので、保守が容易であると共にその圧力
の調整が容易にできる利点がある。
すなわち、これらのピストン装置として、電動ピストンや電気モーターを使用すること
も可能であるが、電気製品は配線が複雑になり、また、漏電対策として防水設備を完全に
する必要がりその費用と管理が大変であるという欠点がある。一方、エアーピストンを使
用するとエアーパイプの取り付けは比較的容易であり、水仕事の多い作業であっても防水
対策も余り厳重にする必要はなく、減圧弁を使用することにより、圧力の調整が容易にで
きるという利点がある。
共に、各列毎に異なる形状の移動押型を使用する事により、異なる形状のおにぎりを同時
に製造することができる。
台11の上に、予備成形体切出機1、一次成型機4及び二次成型機5が一列に配列されて
いる。
予備成形体切出機1は米飯搬送器2及び量目ケーシング3より構成されている。米飯搬送
器2は、炊飯した米飯を投入する米飯投入ホッパー21、該ホッパー21内の米飯を掻き
上げてほぐすほぐしホィール22、ほぐされた米飯を受け入れる搬送ケーシング25、搬
送ケーシング25の底に設けられたフィードコンベア24、フィードコンベア24上の米
飯の高さを均すならしホィール23を含み、搬送ケーシング25の末端の底には投入口2
8が開けられている。なお、29はフィードコンベア24上に残った残飯などを回収する
残飯回収容器である。
受け入れる開口部31、量目ケーシング3の底に設けられた排出口36、該排出口36を
開閉する開閉シャッター34、該開閉シャッター34の少し上に位置する切断シャッター
32を備えている。
ルセンサー26は量目ケーシング3内に投入された米飯の高さを測定し、その出力に応じ
てフィードコンベア24の回転速度をフィードバック制御して、常に量目ケーシング3内
の米飯の量を一定の高さに保つ。
の計測窓が米飯の湯気で曇るのを防止している。
時、開閉シャッター34まで下降する。次の時点で切断シャッター32を閉じて米飯の底
の部分を切り取り予備成形体Bを形成する。次の時点で開閉シャッター34を開くと予備
成形体Bは間欠ベルトコンベア6の上に落下する。
間欠ベルトコンベア6は、図2に示すように駆動用ホイール63と調節用ホイール62に
懸架したベルト64がおにぎり製造工程に合わせて間欠的に駆動される。上側のベルト6
4の下には一次成型機4及び二次成型機5の荷重を受け止めるために支持架台61が設け
られている。
ベア6で運ばれてきた予備成形体B位置まで降下させた後、予備成形体Bの表面に接する
位置までポケットプラグ46の成形型463を降下させる。次いで、成型ユニット42に
よって長方形の予備成形体Bの長手の方向から圧縮して行くと、予備成形体Bは盛り上が
り、その高さは2倍程になり、成形型463を包み込んで具穴47が形成された中間成形
体Cが形成される。
作業によって具Gが具穴47内に挿入された後、間欠ベルトコンベア6で次の工程の位置
に運ばれる。
具が梅干しや鮭の身のように固まっているものであれば、具孔47の周辺C1は図6に示
すように盛り上がっているので、具Gの上に補填用の米飯Hを載せる必要はないが、のり
の佃煮のように柔らかいものは成形ユニット52で圧縮すると飛び出してしまう恐れがあ
るので、具Gの上に手作業によって具穴閉鎖用の米飯Hが乗せられる。
成形体Dが運ばれてくる。二次成型機5は基台に昇降ピストン装置を介して取り付けられ
ている。昇降ピストン装置によって中間成形体Dの位置に降下された二次成型機5の成型
ユニット52によって二次成形体Eが形成される。次の時点で、プレス部材53が降下し
て、二次成形体Eの表面の形状を整える。
次の工程で、二次成型機5は上昇し、間欠ベルトコンベア6が回動して最終形態のおにぎ
りEが取り出される。このおにぎりは必要に応じて次の工程で、海苔を巻き、包装される
。
。
図2に示す量目ケーシング3の上部には米飯搬送器2によって投入される米飯を受け入
れる開口部31が、下部には排出口36がそれぞれ設けられている。排出口36の下には
開閉シャッター34が設けられ、その少し上には切断シャッター32が設けられている。
えている。一方のシャッター部材341の基部には摺動突起342が立設されている。こ
の摺動突起342の先端はアーム343の下端に設けられた凹溝344内に挿入されてい
る。アーム343の上端は回転軸345に固着されている。この回転軸345は図4に示
す第2リンク機構35の第2リンク部材352の一端に固着されている。この第2リンク
部材352の他端は第1リンク部材351を介して機枠55に回転軸356で軸支された
第3リンク部材355の一端に回動自在に結合されている。ピストン装置353のピスト
ンロッド354の先端は第3リンク部材355の先端に回動自在に結合されている。従っ
て、ピストンロッド354を伸ばせば第2リンク部材352はそれに固着された回転軸3
45と共に正方向に回転する。回転軸345の正方向の回転によって図2のアーム343
も正方向に回転し、開閉シャッター34のシャッター部材341を左方向即ち開方向に摺
動させ、排出口36を開く。
開閉シャッター34の他方のシャッター部材も同様な機構によってシャッター部材341
と同時に右方向即ち開方向に摺動し、排出口36を全開させる。
また、開閉シャッター34のシャッター部材341の上表面には摺動方向に向かう多数の
直線状突条が設けられているので、シャッター部材341が摺動する際に米粒との摩擦が
少なく、また、シャッター部材341に米粒がひっついたり、傷ついたりすることがない
。
えている。このシャッター部材321、321は量目ケーシング3の側壁に開けられたス
リット状の挿通孔37を通って量目ケーシング3内に挿入可能になっている。また、一方
のシャッター部材321の基部には摺動突起322が立設されている。この摺動突起32
2の先端はアーム323の下端に設けられた凹溝324内に挿入されている。アーム32
3の上端は回転軸325に固着されている。この回転軸325は、図4に示す第1リンク
機構33の第2リンク部材332の一端に固着されている。この第2リンク部材332の
他端は第1リンク部材331を介して機枠55に回転軸336によって軸支された第3リ
ンク部材335の先端に回転自在に軸支されている。ピストン装置333のピストンロッ
ド334の先端は第3リンク部材335の一端に回動自在に結合されている。従って、ピ
ストンロッド334を縮めれば第2リンク部材332はそれに固着された回転軸325と
共に逆方向に回転する。回転軸325の逆方向の回転によって、図2のアーム323も逆
方向に回転し、切断シャッター32のシャッター部材321を右方向即ち閉方向に摺動さ
せ、量目ケーシング3内に詰まっている米飯の下部を切断する。
切断シャッター32の他方のシャッター部材も同様な機構によってシャッター部材321
の右方向の摺動と同期して左方向即ち閉方向に摺動し、米飯の下部を切断する。
を残して停止するように制御されるので、その隙間にある米粒を傷つけることがない。ま
た、シャッター部材321は,その上下表面に、摺動方向に向かう多数の直線状突条が設
けられているので、シャッター部材が摺動する際に米粒との摩擦が少なく、また、シャッ
ター部材321に米粒がひっついたり、傷ついたりすることがない。
ング3は2連並列して設けられている。図10の平面図に示されるように、左側のレーン
は丸いおにぎりを作る第1レーンI、右側のレーンは三角のおにぎりを作る第2レーンI
Iである。第1レーンI及び第2レーンIIのそれぞれに設けられた量目ケーシング3、
3’の下部に切断シャッター32、32’と開閉シャッター34、34’がそれぞれ取り
付けられている。2つの切断シャッター32、32’と2つの開閉シャッター34、34
’は1つのリンク機構によって作動される。
即ち、第1のリンク機構33は切断シャッター用であるが、この回転軸325には切断シ
ャッター32と切断シャッター32’のアームが固定されているので、回転軸325の回
動によって、両方の切断シャッター32、32’が作動させられる。
開閉シャッター34、34’も同様に、第2リンク機構35の回転軸345に2つの開
閉シャッター34、34’のアームが固定されているので、第2リンク機構35の回動運
動によって2つの開閉シャッター34、34’が同時に開閉動作を行う。
6は間欠コンベアでその上側のベルト64の下に支持架台61が設けられている。
ン装置41、成型ユニット42内で成形される中間成形体の上に具孔47を形成するため
のポケットプラグ46及び予備成型体を圧縮して中間成形体Cを作成する成型ユニット4
2を備えている。
定されている。ピストンロッド412の先端は一次成型機4の機枠414のアーム413
に固定されているので、昇降ピストン装置41のピストンロッド412の上下動によって
一次成型機4は上下動する。なお、481は機枠414下部に垂直に取り付けられた誘導
杆で支持架台48に開けられた垂直の誘導孔(図示せず)内を上下に滑動する。
すように、機枠414に下向きに取り付けられたピストン装置461のピストンロッド4
62にポケットプラグ46の成形型463が固定されている。この成形型463には2本
のガイドパイプ465、465が垂直に立設されている。2本のガイドパイプ465,4
65は機枠414に開けられた誘導孔466、466の中を上下に滑動する。ピストンロ
ッド462を下方に伸長すると成形型463は予備成形体Bの表面の位置まで降下する。
その状態で凹面移動押型421,422で予備成形体Bの長手方向から中心方向に向かっ
て圧縮して行くと米飯は盛り上がって成形型463を包み込み、でき上がった中間成形体
Cの上に具孔47が形成される。
図7に示すように、成形型463の内部は空洞にされて冷却室467を構成する。この冷
却室467には一方のガイドパイプ465を経てエアクーラー468の冷却された空気が
送り込まれる。エアクーラー468は断熱膨張型の空気冷却器(東浜工業株式会社製東浜
エアクーラー)で零度以下の空気を供給することができる。
面固定押型423,423がそれぞれ、対向して設けられている。
図5で示すように、凹面移動押型421は水平方向に機枠414に取り付けられたピスト
ン装置43のピストンロッド432の先端に固着されているので、ピストン装置43の作
動によって水平方向に摺動する。
図5では一次成型機4が2連並列している状態を示しているので、図示左側の第1レーン
Iの左側の凹面移動押型を421,右側の凹面移動押型を422で表し、右側の第2レー
ンIIの左側の凹面移動押型を421’、右側の凹面移動押型を422’で表す。凹面移
動押型を摺動させるために左右2つのピストン装置43、44が設けられている。ピスト
ン装置43は2つの凹面移動押型421、421’を摺動させるために使用される。ピス
トン装置44は2つの凹面移動押型422、422’を摺動させるために使用される。
2つの凹面移動押型422、422’を同時に摺動させるために、機枠414に固定され
たピストン装置44のピストンロッド442を凹面移動押型422’の上端に固定すると
共に、共通のクロスバー451に摺動自在に取り付けられたスライド部材452’に固定
する。第1レーンIの凹面移動押型422の上端をクロスバー451を摺動するスライド
部材452に固定する。そしてスライド部材452’とスライド部材452を水平連結ア
ーム45で連結する。
第1レーンIの凹面移動押型421と第2レーンIIの凹面移動押型421’も同様にし
て連結して、ピストン装置43によって摺動させられる。凹面移動押型421と凹面移動
押型422とは予備成形体Bの中心方向に向かって移動するので、その間に置かれた予備
成形体Bは圧縮され中間成形体Cを形成する。
移動させた後、一次成型機4を昇降ピストン装置41によって下降させ、予備成型体Bの
位置に固定する。
次に、ピストン装置461でポケットプラグ46をその成形型463が予備成型体Bの表
面に接する位置まで降下させる。この状態で1対の凹面移動押型421、422を予備成
形体Bの中心方向に向かって前進させる。この時、平面固定押型423、423は凹面移
動押型421,422の幅の位置に立設されているので、予備成型体Bは横方向に動くこ
とが規制され、必然的に盛り上がりつつ中心方向にかき寄せられる。その結果、盛り上が
った米飯は予備成型体Bの高さの約2倍になるほど盛り上がり、ポケットプラグ46の成
形型463の周りを囲む。この状態で1対の凹面移動押型421,422で両側から圧縮
されるので、具穴47を有する中間成形体Cが形成される。この様にして具孔は形成され
るので、従来のようにスタンプを押し込んで具孔を形成した場合のように具孔の周囲や下
の米飯が固くなるのを防止することができる。
凹面移動押型421,422はそれぞれ図示のように断面八角形を半割にした形状をして
おり、一定の間隔を保って前進を中止させられるので、成形された中間成形体Cは図10
に示すように八角形をしている。
図6に示されるように二次成型機5の昇降ピストン装置51は基台11に立設された
支持架台54に固定されている。ピストンシリンダー511に挿入されたピストンロッド
512の先端は二次成型機5の機枠55のアーム551に固定されているので、昇降ピス
トン装置51のピストンロッド512の上下動によって二次成型機5は上下動する。なお
、552は機枠55の下部に垂直に取り付けられた誘導杆で支持架台54に開けられた垂
直の誘導孔(図示せず)内を上下に滑動する。
持った凹面移動押型521、522と1対の平面の圧縮面を持った平面移動押型523a
、523bがそれぞれ相対向して設けられている。
56によって相反する方向に移動できる様に構成されている。即ち平面移動押型駆動装置
56は、図8に示すように、ピストン装置561と平行開閉形エアチャック563(SM
C株式会社製、平行開閉型エアチャック、MHL2Series)を備えている。ピストン装置
561は機枠569に固定され、そのピストンロッド562の先端がフレーム568aに
固着されている。フレーム568aの下端には平面移動押型523aが垂直に取り付けら
れている。一方エアチャック563は2つのラック564a、564bとその間に介在し
回転軸566に回動自在に取り付けられたピニオン565の存在によりラック564aが
左方に移動すればラック564bは反対方向の右方に移動する。
ラック564aの先端をフレーム568aに固着し、ラック564bの先端をフレーム5
68bに固着する。なお、567はフレーム568bに固着されている摺動杆であって、
機枠569に設けられた貫通孔内を摺動自在に移動できる様に構成されている。そしてフ
レーム568aに平面移動押型523aを取り付け,フレーム568bに平面移動押型5
23bを取り付ける。この構成によれば、ピストン装置561のピストンロッド562が
左方に伸長すればフレーム568aは左方に移動し、それに固着されているラック564
aを左方に移動させる。ラック564aの移動によってピニオン565が回転し、それに
係合しているラック564bが右方に移動してフレーム568bを右に移動させる。その
結果、平面移動押型523a、523bは反対方向に移動し、開の状態に成る。それと反
対にピストンロッド562を縮めれば、平面移動押型523a、523bは中心方向に動
き、その間にある中間成形体Dを圧縮することになる。
Iの左側の凹面移動押型を521,右側の凹面移動押型を522で表し、右側の第2レー
ンIIの左側の凹面移動押型を521’、右側の凹面移動押型を522’で表す。凹面移
動押型を摺動させるために左右2つのピストン装置524、524’が設けられている。
ピストン装置524は2つの凹面移動押型521、521’を摺動させるために使用され
る。ピストン装置524’は2つの凹面移動押型522、522’を摺動させるために使
用される。
2つの押型を同時に摺動させるために、機枠55に固定されたピストン装置524のピス
トンロッド525を凹面移動押型521の上端に固定すると共に、共通のクロスバー52
6に摺動自在に取り付けられたスライド部材527に固定する。凹面移動押型521’も
スライド部材527’に固着して共通の水平連結アーム528でスライド部材527と連
結すれば、ピストン装置524によって、第1レーンIの凹面移動押型521と第2レー
ンIIの凹面移動押型521’を同時に中間成形体Dの中心方向に向かって移動させるこ
とができる。
第1レーンIの凹面移動押型522と第2レーンIIの凹面移動押型522’も同様にし
て連結して、ピストン装置524’を駆動すれば、凹面移動押型522と凹面移動押型5
22’は中間成形体Dの中心方向に向かって移動する。
その間に置かれた中間成形体Dは圧縮され二次成形体Eを形成する。
トンロッド532はアーム533に固定されている。アーム533の両端は2本の垂直な
ガイドバー534、534に固定されている。この2本のガイドバー534、534の下
端には円盤状のプレス盤535が取り付けられていて、ピストンロッド532を伸長させ
るとプレス盤535は下降して、具Gを入れ、その上に補填用米飯Hを載せて二次成形し
た成形体Dの上面をプレスして整形して、最終製品の二次成形体Eを形成し、次の工程で
間欠ベルトコンベア6を移動させて二次成形体Eを取り出す。
ついて説明する。
レーンIは丸形のおにぎりを製造するレーン、レーンIIは三角形のおにぎりを製造す
るレーンである。各レーンには、間欠ベルトコンベア6の上に一定の間隔を保って架設さ
れた基台11上に、量目ケーシング3,3’、一次成型機4,4’、二次成型機5、5’
が一列に配置されている。
て、八角形をした中間成形体Cを成型する。次の工程で、人手により中間成形体Cの具孔
47に具を挿入する。次の工程で、人手により具Gの上に補填用米飯Hを乗せて、中間成
形体Dを作る。先ず、二次成型機5の平面移動押型523a、523bを前進させて中間
成形体Dを凹面移動押型521、522の幅まで圧縮する。次の工程で半円状に凹んだ凹
面移動押型521、522を両者が接触する位置まで前進させて円形のおにぎりEを作る
。
型421’、422’を使用して、変形八角形をした中間成形体C’を成型する。この中
間成形体C’は右半分が左半分よりも大きくなっている。次の工程で、人手により中間成
形体Cの具孔47に具Gを挿入する。次の工程で、人手により具Gの上に補填用米飯Hを
乗せ中間成形体Dを作る。次の工程で二次成型機5’の平面移動押型523a’、523
b’を前進させて正三角形状に凹んだ凹面移動押型521’、522’ の幅まで圧縮し
た後、凹面移動押型521’、522’を両者が接触するまで前進させて三角形のおにぎ
りE’を作る。
装置333、一次成型機4の昇降用ピストン装置41、成型ユニット用ピストン装置43
、ポケットプラグ用ピストン装置461、二次成型機の昇降用ピストン装置51、2対の
成型ユニット用ピストン装置524、561及び、プレス用ピストン装置531にそれぞ
れ空気圧を使用するエアーピストンを使用している。これらの9種類11個のエアーピス
トンはエアーパイプによって空気圧縮機に接続されている。これらのエアーパイプの中間
に各エアーピストンの作動を制御するための制御盤7が設けられている。
制御盤7は、オートブレイカー71、電磁接触器72、パワーサプライ73、シーケンサ
ー74、端子台75、電磁弁配置盤76を備えている。
電磁弁配置盤76は上記の9個のピストン装置を駆動するための手動による電磁弁スイ
ッチ761を備えている。もちろん、これらの電磁弁の開閉はシーケンサー74によって
、おにぎりの製造工程に合わせて自動的に制御することができる。
2 米飯搬送器
3 量目ケーシング
32 切断シャッター
34 開閉シャッター
4 一次成型機
42 成型ユニット
46 ポケットプラグ
5 二次成型機
52 成型ユニット
53 プレス部材
56 平面移動押型駆動装置
A 米飯の塊
B 予備成形体
C 具入り中間成形体
D 米飯補充中間成形体
E 二次成形体のおにぎり
Claims (17)
- 炊飯した米飯の塊からおにぎり1個分の米飯を圧力を加えずに最終製品のおにぎりよりも
広い平面積を有する長方形の板状に切り出して予備成形体を形成する予備成形体形成工程
、
上記予備成形体の中心の上に、具穴成形用の成形型を存在させた状態で、1対の凹面移動
押型で予備成形体の長手方向の両端から中心方向に予備成形体を圧縮しながら上記具穴成
形用の成形型の周囲に盛り上げて具穴を有する中間成形体を形成する中間成形体形成工程
、
上記中間成形体の具穴に具を挿入する具挿入工程、
上記具を挿入した中間成形体の4方面から中心方向に圧縮して二次成形体を形成する二次
成形体形成工程、および
二次成形体の上面をプレスして、おにぎりの形状を整える仕上げ工程を含むことを特徴と
するおにぎり製造方法。 - おにぎり1個分の米飯を圧力を加えずに所定の形状に切り出して予備成形体を形成する予
備成形体切出機、上記予備成形体を圧縮成形しながら具穴を形成して中間成形体を形成す
る一次成型機および上記中間成形体を圧縮成形して最終製品のおにぎりの形状にする二次
成型機を一列に配列し、その下に各成形体を間欠的に搬送する間欠ベルトコンベアを備え
たおにぎり製造装置において、
上記予備成形体切出機は、米飯をほぐして搬送する米飯搬送器および該米飯搬送器から搬
送される米飯を受け入れる断面が長方形で最終製品のおにぎりの表面面積よりも広い形状
をした量目ケーシングを有し、該量目ケーシングは下部排出口に該排出口を開閉する開閉
シャッターとその上部に一定量の米飯を切り取り長方形の板状をした予備成形体を形成す
る切断シャッターとを備えたことを特徴とするおにぎり製造装置。 - 上記米飯搬送器は、炊飯した米飯を投入するホッパー、投入された米飯を掻き上げてほぐ
すほぐしホイール、上記ホッパーから上記量目ケーシングの開口部まで米飯を搬送するフ
ィードコンベア、該フィードコンベア上の米飯を一定の厚さになるように掻き均すならし
ホィール、上記量目ケーシングの開口部の近くに設けられたレベルセンサーおよび該レベ
ルセンサーの出力によって上記フィードコンベアの回転速度を調節するための制御装置と
を備え、上記レベルセンサーの出力に応じてフィードコンベアの回転速度を調節して、上
記量目ケーシング内の米飯の量が常に一定になるように上記フィードコンベアより上記量
目ケーシングに供給する米飯の量を調節することを特徴とする請求項2記載のおにぎり製
造装置。 - 上記開閉シャッターは、水平方向に摺動する2枚のシャッター部材よりなり、該2枚のシ
ャッター部材はピストン装置により回動されるリンク機構により相反する方向に摺動させ
られることを特徴とする請求項2記載のおにぎり製造装置。 - 上記2枚のシャッター部材は、上記量目ケーシングの断面長方形の短辺方向に摺動するよ
うに設けられ、且その上面に、摺動方向に向かう多数の直線状突条が設けられたことを特
徴とする請求項4記載のおにぎり製造装置。 - 上記切断シャッターは、上記開閉シャッターよりも予め定められた長さだけ高い位置に上
記量目ケーシングに取り付けられた水平方向に摺動する2枚のシャッター部材よりなり、
該2枚のシャッター部材はピストン装置により回動されるリンク機構により相反する方向
に摺動させられることを特徴とする請求項2記載のおにぎり製造装置。 - 上記2枚のシャッター部材は、上記量目ケーシングの断面長方形の短辺方向に摺動するよ
うに設けられ、閉状態で両シャッター部材は若干の間隙を残して停止するように制御され
ると共に、その上下面に摺動方向に向かう多数の直線状突条が設けられたことを特徴とす
る請求項7記載のおにぎり製造装置。 - おにぎり1個分の米飯を圧力を加えずに所定の形状に切り出して予備成形体を形成する予
備成形体切出機、上記予備成形体を圧縮成形しながら具穴を形成して中間成形体を形成す
る一次成型機および上記中間成形体を圧縮成形して最終製品のおにぎりの形状にする二次
成型機を一列に配列し、その下に各成形体を間欠的に搬送する間欠ベルトコンベアを備え
たおにぎり製造装置において、
上記一次成型機は、該一次成型機を上下動させるピストン装置、上記長方形の板状をした
予備成形体を長手方向の両側から中心方向に向けて圧縮して中間成形体を形成する成型ユ
ニットおよび、上記中間成形体に具穴を形成するための成形型をその先端に有し上下動す
るポケットプラグとを備えたことを特徴とするおにぎり製造装置。 - 上記一次成型機の中間成形体を形成する成型ユニットは、予備成形体の長手方向の両端に
相対向して設けられ予備成形体の中心方向に摺動する1対の凹面移動押型と予備成形体の
長手方向に沿ってその両側に立設された1対の平面固定押型よりなることを特徴とする請
求項8記載のおにぎり製造装置。 - 上記ポケットプラグの成形型は、上記凹面移動押型が駆動される前に一次成型機の成型ユ
ニット内に位置する予備成形体の表面の位置まで降下するように制御されることを特徴と
する請求項8記載のおにぎり製造装置。 - 上記ポケットプラグの成形型は、その内部に冷媒によって冷却される冷却室を有すること
を特徴とする請求項8記載のおにぎり製造装置。 - おにぎり1個分の米飯を圧力を加えずに所定の形状に切り出して予備成形体を形成する予
備成形体切出機、上記予備成形体を圧縮成形しながら具穴を形成して中間成形体を形成す
る一次成型機および上記中間成形体を圧縮成形して最終製品のおにぎりの形状にする二次
成型機を一列に配列し、その下に各成形体を間欠的に搬送する間欠ベルトコンベアを備え
たおにぎり製造装置において、
上記二次成型機は、該二次成型機を上下動させるピストン装置、上記中間成形体を4方面
から中心方向に圧縮して最終形状のおにぎりの形状に形成する2対の成型ユニット、およ
び、おにぎりの上からプレスしておにぎりの形状を整える上下動するプレス部材を備えた
ことを特徴とするおにぎり製造装置。 - 上記二次成型機の2対の成型ユニットは、相対向する1対のおにぎり半割状に凹んだ凹面
移動押型と相対向する1対の平面移動押型よりなることを特徴とする請求項12記載のお
にぎり製造装置。 - 上記凹面移動押型として、半円状に凹んだ圧縮面を持つ押型を使用することを特徴とする
請求項13記載のおにぎり製造装置。 - 上記凹面移動押型として、略直角三角形状に凹んだ圧縮面を持つ押型を使用することを特
徴とする請求項13記載のおにぎり製造装置。 - 上記量目ケーシングの開閉シャッター用ピストン装置、切断シャッター用ピストン装置、
上記一次成型機の昇降ピストン装置、成形装置用ピストン装置、ポケットプラグ用ピスト
ン装置、上記二次成型機の昇降ピストン装置、2対の成型ユニット用ピストン装置及びプ
レス用ピストン装置にそれぞれエアーピストン装置を使用することを特徴とする請求項2
、請求項8及び請求項12のいずれか1項に記載のおにぎり製造装置。 - 請求項2、請求項8及び請求項12記載のおにぎり製造装置を二連平列して設けることを
特徴とするおにぎり製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016095855A JP6675532B2 (ja) | 2016-05-12 | 2016-05-12 | おにぎりの製造方法及びその製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016095855A JP6675532B2 (ja) | 2016-05-12 | 2016-05-12 | おにぎりの製造方法及びその製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017201940A true JP2017201940A (ja) | 2017-11-16 |
| JP6675532B2 JP6675532B2 (ja) | 2020-04-01 |
Family
ID=60321348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016095855A Expired - Fee Related JP6675532B2 (ja) | 2016-05-12 | 2016-05-12 | おにぎりの製造方法及びその製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6675532B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101931057B1 (ko) * | 2018-07-06 | 2018-12-19 | 김찬식 | 삼각김밥 제조장치 |
| JP2019092430A (ja) * | 2017-11-22 | 2019-06-20 | エヌケーエンジニアリング株式会社 | おにぎり製造装置 |
| CN111513274A (zh) * | 2020-04-24 | 2020-08-11 | 湖北老巴王生态农业发展有限公司 | 一种易撒料丸子生产系统及生产方法 |
| JP2022166405A (ja) * | 2021-04-21 | 2022-11-02 | 不二精機株式会社 | おにぎり製造装置及び製造方法 |
| WO2022239366A1 (ja) * | 2021-05-14 | 2022-11-17 | 株式会社サタケ | アルファ化米の製造方法及びアルファ化米の製造装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59136987U (ja) * | 1983-03-01 | 1984-09-12 | 青木 稔 | 握飯製造機 |
| JPS59193292U (ja) * | 1983-06-09 | 1984-12-21 | 株式会社中西製作所 | 米飯盛付装置 |
| JPS6044589U (ja) * | 1983-09-06 | 1985-03-29 | 鈴木 允 | 定量供給装置 |
| JPS60136690U (ja) * | 1984-02-21 | 1985-09-10 | 株式会社 鈴木鉄工所 | 定量供給装置 |
| JPH0645487U (ja) * | 1992-11-26 | 1994-06-21 | 允 鈴木 | 飯の型締め成形装置 |
| JPH11239456A (ja) * | 1998-02-25 | 1999-09-07 | Suzumo Machinery Co Ltd | ピザライスの成形装置 |
| JP2005185205A (ja) * | 2003-12-26 | 2005-07-14 | Suzumo Machinery Co Ltd | 米飯供給機構のシャッター機構 |
| JP2009089644A (ja) * | 2007-10-06 | 2009-04-30 | Kobird Co Ltd | 米飯食品用型打ち装置 |
| JP2009232811A (ja) * | 2008-03-28 | 2009-10-15 | Suzumo Machinery Co Ltd | おにぎり成形方法および成形装置 |
| JP2015073526A (ja) * | 2013-10-11 | 2015-04-20 | 株式会社八木厨房機器製作所 | 米飯供給装置 |
-
2016
- 2016-05-12 JP JP2016095855A patent/JP6675532B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59136987U (ja) * | 1983-03-01 | 1984-09-12 | 青木 稔 | 握飯製造機 |
| JPS59193292U (ja) * | 1983-06-09 | 1984-12-21 | 株式会社中西製作所 | 米飯盛付装置 |
| JPS6044589U (ja) * | 1983-09-06 | 1985-03-29 | 鈴木 允 | 定量供給装置 |
| JPS60136690U (ja) * | 1984-02-21 | 1985-09-10 | 株式会社 鈴木鉄工所 | 定量供給装置 |
| JPH0645487U (ja) * | 1992-11-26 | 1994-06-21 | 允 鈴木 | 飯の型締め成形装置 |
| JPH11239456A (ja) * | 1998-02-25 | 1999-09-07 | Suzumo Machinery Co Ltd | ピザライスの成形装置 |
| JP2005185205A (ja) * | 2003-12-26 | 2005-07-14 | Suzumo Machinery Co Ltd | 米飯供給機構のシャッター機構 |
| JP2009089644A (ja) * | 2007-10-06 | 2009-04-30 | Kobird Co Ltd | 米飯食品用型打ち装置 |
| JP2009232811A (ja) * | 2008-03-28 | 2009-10-15 | Suzumo Machinery Co Ltd | おにぎり成形方法および成形装置 |
| JP2015073526A (ja) * | 2013-10-11 | 2015-04-20 | 株式会社八木厨房機器製作所 | 米飯供給装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019092430A (ja) * | 2017-11-22 | 2019-06-20 | エヌケーエンジニアリング株式会社 | おにぎり製造装置 |
| KR101931057B1 (ko) * | 2018-07-06 | 2018-12-19 | 김찬식 | 삼각김밥 제조장치 |
| CN111513274A (zh) * | 2020-04-24 | 2020-08-11 | 湖北老巴王生态农业发展有限公司 | 一种易撒料丸子生产系统及生产方法 |
| JP2022166405A (ja) * | 2021-04-21 | 2022-11-02 | 不二精機株式会社 | おにぎり製造装置及び製造方法 |
| JP7588838B2 (ja) | 2021-04-21 | 2024-11-25 | 不二精機株式会社 | おにぎり製造装置及び製造方法 |
| WO2022239366A1 (ja) * | 2021-05-14 | 2022-11-17 | 株式会社サタケ | アルファ化米の製造方法及びアルファ化米の製造装置 |
| JP2022175550A (ja) * | 2021-05-14 | 2022-11-25 | 株式会社サタケ | アルファ化米の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6675532B2 (ja) | 2020-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017201940A (ja) | おにぎりの製造方法及びその製造装置 | |
| CN201135102Y (zh) | 连续式异型棒糖成型包装机 | |
| KR101979553B1 (ko) | 연속 프레스가공장치 | |
| KR102187863B1 (ko) | 반죽시트 성형 공급구조를 갖는 만두 성형시스템 | |
| CN110775366B (zh) | 全伺服泡罩机 | |
| KR20130044424A (ko) | 스크레치를 없애고 제조 공수를 절감시킨 장식 체인 제조기 및 이를 이용한 장식체인의 제조 방법 | |
| CN105996092A (zh) | 一种压片机 | |
| JP2011062108A (ja) | おにぎり成形方法およびおにぎり成形装置 | |
| JP2011062103A (ja) | おにぎり成形方法およびおにぎり成形装置 | |
| JP5425574B2 (ja) | おにぎり成形方法およびおにぎり成形装置 | |
| CN115230222B (zh) | 一种压缩毛巾生产用自动填料转运装置 | |
| CN120003806A (zh) | 一种块状肉类食品用节能的自动化整形设备 | |
| KR20080015869A (ko) | 회전식 펠릿 장치 및 다층 펠릿의 제조 방법 | |
| JP4991461B2 (ja) | おにぎり製造装置 | |
| JP2987578B1 (ja) | ピザライスの成形装置 | |
| CN211721673U (zh) | 馄饨成型装置 | |
| CN110292146B (zh) | 米饼成型机 | |
| KR101979554B1 (ko) | 한 쌍의 부품용 연속 프레스가공장치 | |
| CN219644910U (zh) | 一种饺子皮生产装置 | |
| JP7778153B2 (ja) | 包被食品の成形方法 | |
| JP2011062107A (ja) | おにぎりの具材供給装置 | |
| JP2009065881A5 (ja) | ||
| US20080276810A1 (en) | Apparatus for pre-shaping dough balls | |
| JP7570695B2 (ja) | 食品生地の分割装置 | |
| CN213992296U (zh) | 一种在线装茶装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191021 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191126 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6675532 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |