以下、飲用容器およびその製造方法に関する本発明の実施の形態について、図面を参照しながら説明し、本発明の理解に供する。
まず、本発明を適用した飲用容器の一例であるビール飲用のコップ1の全体構成について、図1乃至図3により説明する。
コップ1は、飲み口となる開口端1aを有する磁器製の容器であって、その容器本体2の上部に、前述の開口端1aに向けて内面である内周面3cが拡径する拡径部3が形成されると共に、この拡径部3の小径側端部3aに連設されるようにして、容器本体2の下部には、有底筒状の略同径部4が形成されている。
更に、この略同径部4において、前述の小径側端部3aと反対側は閉塞されて閉塞底端部4aが形成され、この閉塞底端部4aの外側底面4a1から、略同径部4の外周面4bと拡径部3の外周面3bを通り、拡径部3の内周面3cの内周面上部域3c1にかけて、釉薬が施され、この釉薬が焼成温度で溶けて釉薬層5が形成されている。
このように、容器本体2の外面である外側底面4a1、外周面4b、及び外周面3bから、拡径部3の内周面上部域3c1にかけて釉薬層5を設けることにより、後述する本焼き後に、高い遮水性を有する不透水層で容器本体2の外面を覆うことができ、容器本体2内の発泡性飲料の外部への滲出を確実に防止し、容器本体2をコップ1の貯溜部として安定使用することができる。しかも、本焼きによって釉薬表面に圧縮応力を発生させ、容器本体の強度も高めることができる。
このうちの拡径部3は、後述の如く、磁器の原料の元であって各種の陶石を砕いて成る磁土のみを配合した磁土原料を焼成することによって形成され、土粒子間の間隔が狭く、表面の微小な凹凸や孔が少ない緻密素材6から成る上素焼き素地8と、内周面上部域3c1から外周面3bにかけて形成された釉薬層5とから構成される。
そして、この釉薬層5のうち、内周面上部域3c1から、拡径部3の外周面3bの上部の外周面上部域3b1にかけては、釉薬層が薄い凹部5b1を表面側に多数設けるようにして意匠性の向上を図った、いわゆる梅花皮部5bが形成されている。梅花皮部5bとは、後述の如く釉薬を開口端1a周辺に多量に塗布するなどして、釉薬を局部的に焼成不十分にして溶けきらないようにし、さめはだ状に縮れた状態としたものである。
このように、外周面上部域3b1だけでなく内周面上部域3c1にも梅花皮部5bという釉薬層5を設けることにより、釉薬層5によって拡径部3の開口端1aやその近傍を内外から覆うことができ、本焼き時には内外両面から開口端1aに圧縮応力を作用させ、開口端1aの強度を特に高めることができる。しかも、開口端1aやその近傍の表面を硬質で滑らかな梅花皮部5bで覆うので、意匠性だけでなく、飲用時の口当たりも向上させることができる。
なお、この梅花皮部5bが形成されていない外周面3bの下部には、梅花皮部5bの凹部5b1以外の部分よりは薄いものの、ムラなく略均一な厚さを有する主釉薬部5aが形成されており、この主釉薬部5aと前述の梅花皮部5bとから、釉薬層5が構成される。
更に、上素焼き素地8のうち、内周面3cにおける内周面上部域3c1よりも下方の内周面下部域3c2には、主釉薬部5a、梅花皮部5bのいずれも形成されておらず、緻密素材6の一部が、コップ1の内面にある、この内周面下部域3c2にそのまま露出した状態となっている。
これにより、上部内面である内周面3cの少なくとも一部には、微小な吸着サイトが少ししか露出しておらず、後述するようにして略同径部4から浮上してきた小さな泡が、この吸着サイトの空気に部分的に合体して成長することがなく、大小様々な泡の混在状態を回避することができる。
しかも、拡径部3は開口端1aに向けて内周面3cが拡径していることから、拡径部3においては、略同径部4から浮上してきた小さな泡を取り囲む発泡性飲料が増え、泡と内周面下部域3c2間の摩擦抵抗が減少すると共に、泡膜を構成するタンパク質等が発泡性飲料中から泡に吸着されやすくなる。
これにより、泡が容器本体2の上部である拡径部3に貯溜してヘッドとなるまでの間に泡が外部から受ける外部衝撃を軽減できると共に、泡自体の強度も高めることができ、容器本体2の上部における泡の安定性を大きく向上できる。
また、これに対し、前述の略同径部4は、後述の如く、磁土と多孔化材とから成る混合坏土より製造される混合原料を焼成することによって形成され、土粒子間に空孔を有し、表面に微細な凹凸や孔を多数有する多孔素材7から成る下素焼き素地9と、外側底面4a1から外周面4bにかけて形成された釉薬層5とから構成される。
そして、この釉薬層5は、拡径部3の外周面3bの下部に設けた主釉薬部5aが延設されたものであり、ムラなく略均一な厚さで下素焼き素地9を覆っている。
更に、下素焼き素地9のうち、略同径部4における閉塞底端部4aの内側底面4a2から内周面4cにかけた下部内面4dには、主釉薬部5a、梅花皮部5bのいずれも形成されておらず、多孔素材7の一部が、コップ1の内面である下部内面4dにそのまま露出した状態となっている。
これにより、略同径部4の内面である下部内面4dには、微小な吸着サイトを多数露出しており、この吸着サイトから小さな泡を多量に発生させることができる。
加えて、前述の多孔化材には、磁土を所定の焼成温度で完全にガス化する易燃焼性有機物である所定の大きさの微細な木粉が使用されている。
この木粉は、後述する成形工程S2により形成された素地において、略同径部4の壁内または壁面に露出した状態で存在し、その後の素焼き工程S3において、高温によって燃焼してガス化する。
すると、この木粉の抜けた跡が、略同径部4の表面の多数の微小な凹凸や孔となり、これにより、気泡核となる空気が吸着する吸着サイトを、略同径部4の内面の主要部分である下部内面4dに多数形成することができる。更に、このような凹凸や孔によって、略同径部4のかさ密度が小さくなり、飲用容器の軽量化を図ることができる。
特に、多孔化材が、ガラスバルーン、シラスバルーン、パーライト発泡体等の無機中空体では、高温によって溶融したり素材と共融して、凹凸や孔が充分に形成されなかったり、寸法精度が悪化したりすることがある。
これに対し、このような微細な木粉や粉炭、小麦粉や米粉等のデンプン粉、樹脂粉末等の易燃焼性有機物では、前述の無機中空体よりも低温で簡単に燃焼してガス化するため、添加する易燃焼性有機物の大きさや量を調整するだけで、所定の大きさと数の凹凸や孔を、容器本体2の寸法精度を悪化させることなく、略同径部4に自在に形成することができる。
加えて、略同径部4が、閉塞底端部4aに向けて内周面4cが略垂直な有底筒状に形成されていることから、下部内面4dの主要部分であるこの内周面4cの傾斜が略一定に設定されており、泡の発生と発泡性飲料中への離脱が下部内面4d内の場所にかかわらず均一に生じる。
これにより、発生する泡の大きさと発生速度を略一定に保つことができ、容器本体2の下部から、多量の小さな泡を略一定速度で安定して発生させることができるのである。
また、以上のような構成の略同径部4の壁厚t2は、前述した拡径部3の壁厚t1よりも大きく設定され、略同径部4は拡径部3よりも肉厚に形成されている。
これにより、コップ1の支持基部となる略同径部4の強度が高くなり、凹凸や孔の形成によって強度が低下した略同径部4を補強することができる。更に、コップ1の支持基部となる略同径部4の重量も増加し、容器本体2の重心が低くなって、コップ1の支持安定性を向上させることができる。
次に、このような構成のコップ1の製造方法の概要について、図2、図3により説明する。
コップ1の製造では、初めに、素焼き前のコップ1の素地の原料を準備する原料準備工程S1が行われ、続いて、この原料から素地を成形する成形工程S2と、この素地を素焼きして前述の上下の素焼き素地8、9から成る素焼き素地10を形成する素焼き工程S3が行われる。
その後、略同径部4の下部内面4dと拡径部3の内周面下部域3c2を除いた素焼き面、具体的には、前述した外側底面4a1、外周面4b、及び外周面3bから、拡径部3の内周面上部域3c1にかけて釉薬を施す施釉工程S4と、この釉薬を施した素焼き素地10を加熱して焼成する本焼き工程S5が行われる。最後に、必要に応じて、前述した梅花皮部5bの上に、金を王水に溶かして付着剤などを加えた金液を塗布し、その後に低温で焼成する金彩工程S6が行われる。
このうちの原料準備工程S1においては、初めに、磁土のみから成る純坏土と、この磁土に、多孔化材である所定の大きさ(平均粒径ra)の木粉を全体の所定の割合(含有量W)で添加して成る混合坏土とを準備する配合過程S1aを行う。続いて、これらの純坏土と混合坏土を、土練器などを使って土中の空気を抜きながら練り上げる土練り過程S1bを行うことにより、前述の磁土原料と混合原料を製造する。
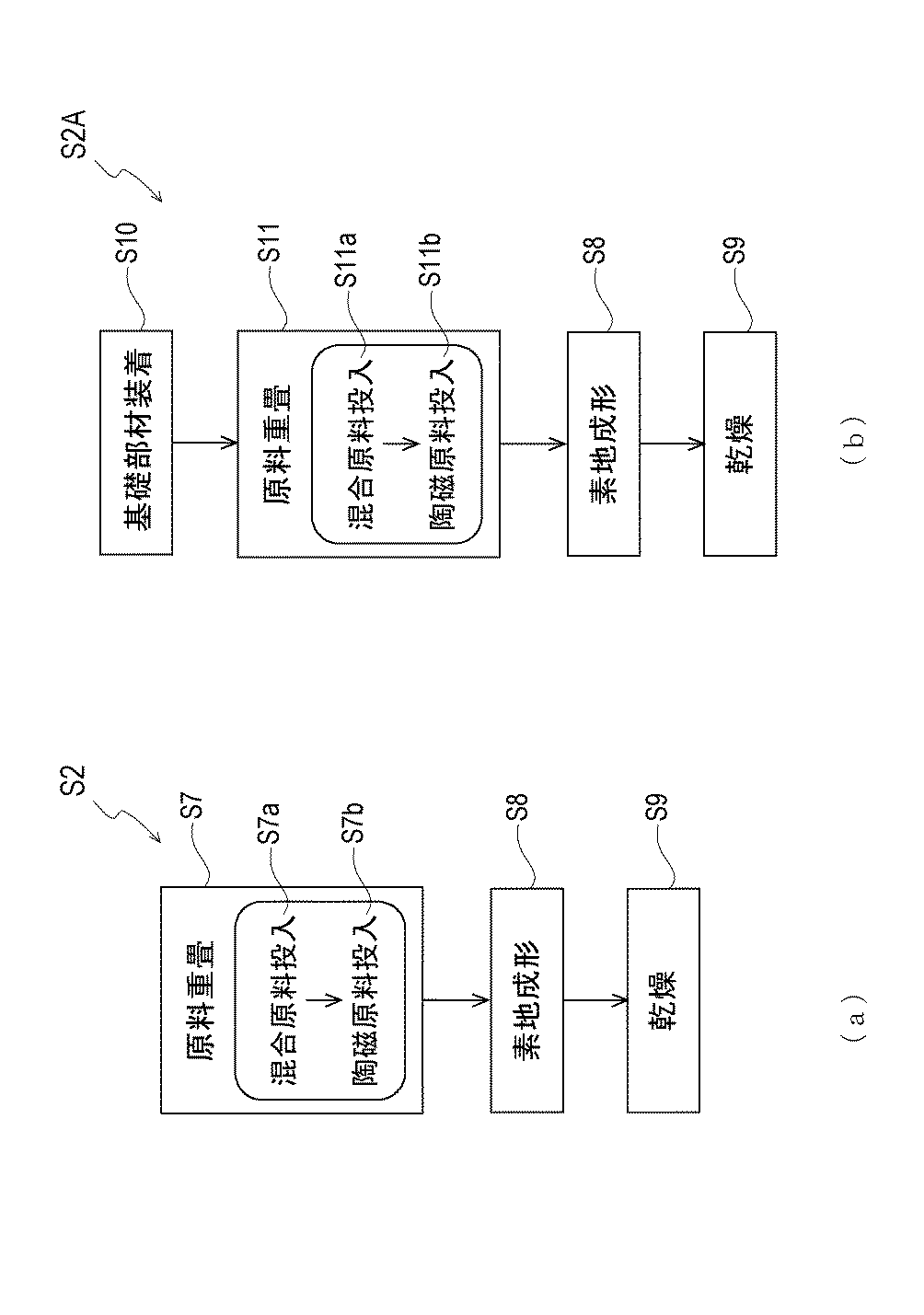
そして、成形工程S2においては、このように練り上げて製造した磁土原料や混合原料を、後で詳述するようにして、上下に重ねてから(原料重畳過程S7)、ろくろ成形などの方法によって所定のコップ形状に成形した後(素地成形過程S8)、天日で自然乾燥する乾燥過程S9を行うことにより、素地が作製される。
続く素焼き工程S3においては、成型工程S2で作製した素地を、電気炉、ガス炉などの焼成炉に入れ、長時間かけて700〜800℃に昇温した後、そのまま空冷する。
すると、前述の如く、混合原料内の木粉が燃焼してガス化し、素地下部の混合原料が多孔素材7に変化して下素焼き素地9が形成される一方、素地上部の磁土原料が微小な凹凸や孔の少ない緻密素材6に変化して上素焼き素地8が形成されるようにして、緻密素材6と多孔素材7から成る素焼き素地10が作製される。
これにより、コップ1の下部内面4dには、多数の微小な凹凸や孔を有する多孔素材7がそのまま露出すると共に、前述の如く、下部内面4dの主要部分である内周面4cは略垂直であって傾斜が略一定であるため、多量の小さな泡を略一定速度で安定して発生させることができ、略同径部4によって優れた泡立ち性を付与できる。
一方、コップ1の内周面下部域3c2には、多孔素材7よりも凹凸や孔が少ない緻密部材6が露出すると共に、前述の如く、内周面3cは開口端1aに向けて拡径しており、略同径部4から浮上してきた小さな泡の周囲の発泡性飲料が増え、泡が受ける外部衝撃を軽減しつつ、発泡性飲料中から吸着されるタンパク質等によって泡自体の強度も高めることができ、拡径部3によって優れた泡持ち性を付与できる。
その後の施釉工程S4においては、素焼き工程S3で作製した素焼き素地10の内面であって、略同径部4の下部内面4dと拡径部3の内周面下部域3c2以外の素焼き面に釉薬を塗布する。
この塗布は、素焼き素地10を釉薬に直接浸す浸し掛け法、ひしゃくなどを使って釉薬を素焼き素地10に掛ける流し掛け法、スプレーなどで釉薬を素焼き素地10に吹き付ける吹き掛け法などによって行うことができる。なお、前述の梅花皮部5bに相当する素焼き素地10の部分には、釉薬が、他の部分の3倍以上厚く塗布されている。
これにより、容器本体2の外面を釉薬層5で覆い、次工程の本焼き工程S5によって容器本体2の外面に高い遮水性を付与し、発泡性飲料の外部への滲出を防止することができる。同時に、前述の如く、容器本体2の内面で所定の施釉部分以外に、泡立ち性に優れた多孔素材7と、泡持ち性に優れた緻密素材6とを下から順に露出させることができ、優れた泡立ち性と泡持ち性がともに確保可能となる。
続く本焼き工程S5においては、施釉工程S4で作製した、釉薬を施した素焼き素地10を、電気炉、ガス炉などの焼成炉に入れ、長時間かけて1250〜1300℃まで昇温し、その後、所定時間恒温加熱した後、そのまま空冷する。
これにより、素焼き素地10を素焼きよりも高温で加熱し、素焼き素地10の素地強度を高めると共に、釉薬を加熱溶融して素焼き面を強固に被覆し、前述の如く、発泡性飲料の外部への滲出を防止する釉薬層5を形成することができる。
最後の金彩工程S6においては、本焼き工程S5で形成された梅花皮部5bの上に、前述した金液を塗布した後、長時間かけて800℃程度まで昇温した後にそのまま空冷し、低温焼成を行う。
これにより、梅花皮部5bの上に金彩11を施すことができ、梅花皮部5bのさめはだ状の形状に加え、金色で覆われ高貴な雰囲気を醸す出す色彩の点からも、コップ1の意匠性の更なる向上を図ることができる。
次に、前述した成型工程S2における原料重畳過程S7と素地成形過程S8の詳細構成について、図2、図4乃至図7により説明する。
はじめに、両過程S7、S8を行うための成形機12について説明する。
図5、図6に示すように、この成形機12においては、略水平な基台13上に、石膏型16を水平回転可能に支持するろくろ装置14が配置され、このろくろ装置14の側方には、石膏型16の平面視略中央に凹設される型凹部16a内にコテ部材17を挿入し支持操作するコテ操作装置15が配置されている。そして、型凹部16a内の内面16a1は、図2に示す容器本体2の外側底面4a1から外周面4b、3bにかけた外部形状と略同じ形状であって、下絞り形状に形成されている。
このうちのろくろ装置14は、基台13を上下方向に貫通して略水平回転可能に支持されるとともに、その下部が電動モータ21によって駆動される回転軸18と、この回転軸18の上端に中心が連結固定される略水平な円盤状の回転台19と、この回転台19上に底端部20bが一体的に載置固定されるとともに、平面視略中央の台凹部20a内に前述の石膏型16を上から挿嵌可能な有底筒状の型支持台20とを備えている。
そして、前述の回転軸18の下端には、従動プーリ23が固設される一方、電動モータ21より出力軸21aが上方に突出され、この出力軸21aの上端には、駆動プーリ22が固設され、これらプーリ22、23の間には、ベルト24が巻回されている。
これにより、電動モータ21を駆動すると、出力軸21aからの駆動力が、駆動プーリ22、ベルト24、従動プーリ23を介して回転軸18に伝達され、回転台19と型支持台20が一体的に回転し、この型支持台20の台凹部20a内に挿嵌された石膏型16を、矢印25の方向に回転させることができる。
更に、ここで、この石膏型16は、上下方向で略同一の外径を有する型上部16bと、この型上部16bよりも外径が小さく、下方ほど減少するテーパ状の外周面16c1を有する型下部16cとから成ると共に、このうちの型上部16bの下端外周には、型下部16cの上端から外側に突出する肩部16dが形成されている。
一方、型支持台20の台凹部20aの内周面20a1も、内径が下方ほど減少するテーパ状であって、前述の石膏型16の型下部16cの外周面16c1と略同形に形成されると共に、この内周面20a1の上下長は、外周面16c1の上下長よりも若干短く設定されている。
これにより、石膏などから形成される型支持台20の台凹部20aに、石膏型16の型下部16cが挿入されると、石膏型16の自重によって型下部16cが台凹部20a内に自動的に挿嵌されるようにしている。しかも、型下部16cが台凹部20aの奥深くまで沈み込もうとすると、石膏型16の肩部16dが型支持台20の台凹部20aの開口縁上面20a2に当接され、所定深さ以上の沈み込みを制限することができ、型支持台20からの石膏型16の脱着を容易にしている。
コテ操作装置15は、前述の基台13に立設されるスタンド26と、このスタンド26の上端に略水平に支持される支軸27と、この支軸27を中心に上下揺動可能に支持される押し付けアーム28とを備えている。
そして、この押し付けアーム28において、前述の支軸27を挟んでろくろ装置14側には、長板状の先アーム部28aと、下方に膨らんだ側面視U字状の中アーム部28bとが前から順に連設される一方、支軸27を挟んでろくろ装置14と反対側には、後アーム部28cが延設されている。
このうちの先アーム部28aの先端からは、同軸上に棒状の操作レバー30が突設されており、この操作レバー30を把持した状態で支軸27を中心に上位置33と下位置34間を往復動させることにより、先アーム部28aと中アーム部28bも上位置33と下位置34間を自在に往復動させることができる。
これにより、後述するように、原料重畳過程S7の前に、予めこの操作レバー30を把持して上位置33まで押し上げておくことにより、押し付けアーム28に干渉されることなく、ろくろ装置14に装着された石膏型16の型凹部16a内に、磁土原料43や混合原料44を容易に投入することができる。
更に、後アーム部28cの長手方向途中部には、重り32が固設されている。この重り32は、支軸27を挟んで前述の先アーム部28a、中アーム部28bと反対側に設けられており、重り32の重量によって後アーム部28cの下降動作が促され、逆に反対側にある先アーム部28a、中アーム部28bの上昇動作が促される。
これにより、重り32を重くすることで、操作レバー30から手を離すと、操作レバー30が自動的に上昇して上位置33で保持され、コテ部材17を石膏型16の型凹部16a内に挿入する場合のみに、操作レバー30を把持して下位置34まで押し下げるようにして、操作レバー30の操作性を大きく向上させることができる。
加えて、先アーム部28aの側面視略中央には、支軸27の径方向に長い固定長孔28a1が穿設されると共に、この固定長孔28a1の長手方向に沿うように、長板状の固定プレート29が固定長孔28a1の左側方(図5の紙面手前側)に配置されている。
そして、固定長孔28a1の前後部には、前後のボルト35、35が右方から挿入され、このボルト35、35は、固定プレート29の前後部を貫通して左方に突出し、その突出端には、それぞれナット36が螺嵌されている。
これにより、先アーム部28aと固定プレート29との間の隙間に、前述したコテ部材17の支持プレート17aを挿入して前後上下に摺動させた上で、ボルト35とナット36を互いに締め付けることにより、コテ部材17を、先アーム部28aの所定位置において、先アーム部28aと固定プレート29間に挟持固定することができる。
更に、前述のコテ部材17は、鉄板などから形成される前述の支持プレート17aと、この支持プレート17aの左側面に上下のボルト37、37によって締結され、木材などから形成されると共に、左方に立体的に突出される押圧部材17bとから構成され、いずれも、先アーム部28aより垂設された状態で保持されている。
そして、これら支持プレート17a、押圧部材17bは、側面視で略同一形状であって、一体的に前側縁17c、底縁17d、及び後側縁17eが形成されており、操作レバー30が下位置34の状態においては、前側縁17cは略垂直であって、平面視で石膏型16の型凹部16aの共通の回転軸心16e上に配置される一方、底縁17dと後側縁17eは、容器本体2の下部内面4dから内周面3cにかけた内部形状と略同じ形状であって、略一定の幅を有する略同幅部17e2と、上方ほど幅が増加する拡幅部17e1とから形成されている。
これにより、操作レバー30を把持して上位置33から下位置34まで押し下げると、先アーム部28aに固定されたコテ部材17が下位置34に保持され、このコテ部材17における底縁17dと後側縁17eとによって、矢印25の方向に回転する石膏型16の型凹部16a内に投入された磁土原料43や混合原料44を、型凹部16aの内面16a1に向かって押し付けながら成形することができる。
加えて、先アーム部28aと中アーム部28bとの境界域28dからは、高さ規制部材31が垂設されている。
この高さ規制部材31は、境界域28dに略水平に支持される支軸39に上端が遊嵌される筒状の連結部31aと、この連結部31a内に長手方向に穿孔されたガイド孔31a1内に下方より上下摺動可能に挿通される棒状の伸縮部31bとから構成されており、押し付けアーム28の回動角42にかかわらず、高さ規制部材31が常時垂下されるようにしている。
しかも、連結部31aの側面の上下部には、ボルト40、40が側方から螺挿され、このボルト40、40の先端とガイド孔31a1の内壁との間に伸縮部31bを挟持できるようにしている。このため、ボルト40、40を緩めて伸縮部31bを所定長さだけ連結部31aの下端から突出させた後、ボルト40、40を締めて伸縮部31bを連結部31aに固定することにより、支軸39から高さ規制部材31の伸縮部31b下端までの長さ41を、所定長さに設定することができる。
これにより、長さ41を適正に設定した高さ規制部材31を支軸39に吊下した状態で、操作レバー30を把持して支軸27を中心にコテ部材17を下降させると、操作レバー30が下位置34に到達すると同時に、高さ規制部材31の下端が基台13の上面13aの当接し、コテ部材17のそれ以上の降下を防止することができ、コテ部材17が石膏型16の内面16a1に接近しすぎてコップ1の素地の肉厚が局部的に薄くなりすぎるのを防止できる。
また、以上のような成形機12を使った原料重畳過程S7と素地成形過程S8の詳細手順について説明する。
図4(a)、図5、図6に示すように、前述の如く、予め操作レバー30は上位置33に保持されており、この状態で、原料重畳過程S7が行われる。
この原料重畳過程S7においては、回転台19上に型支持台20を介して固定された石膏型16の下絞り形状の型凹部16a内に、まず、磁土原料43になる磁土と木粉などの所定の多孔化材とを含む混合坏土を練り上げた混合原料44を投入する混合原料投入作業S7aを行い、続いて、この混合原料44の上に磁土原料43を投入する陶磁原料投入作業S7bを行い、下から順に混合原料44、磁土原料43が積層された二層構造の二層原料45が形成される。
これにより、後の素焼き工程S3で、多数の微小な凹凸や孔を有する多孔素材7と、この多孔素材7よりも緻密で凹凸や孔が少ない緻密素材6とが下から順に短時間で連設されると共に、特殊な複合装置や原料が不要になって、簡単な工程でコップ1を容易に作成することができる。
続く素地成形過程S8においては、操作レバー30が上位置33に保持された状態で、電動モータ21を駆動し、出力軸21a、駆動プーリ22、ベルト24、従動プーリ23、回転軸18、及び回転台19を介して型支持台20を回転させ、この型支持台20の台凹部20a内に挿嵌された石膏型16を矢印25の方向に回転させる。
その上で、操作レバー30を把持して下位置34まで押し下げると、石膏型16の型凹部16a内に形成された二層原料45内に、押圧部材であるコテ部材17が挿入される。
すると、このコテ部材17の底縁17dと後側縁17eとによって、二層原料45が型凹部16aの内面16a1に向かって押し当てられ、図2に示すように、開口端1aに向けて内面である内周面3cが拡径する、陶磁原料である磁土原料43から成る拡径部3と、この拡径部3の小径側端部3aに連設される一方、この小径側端部3aと反対側の閉塞底端部4aに向けて略一定の内径を有する、混合原料44から成る有底筒状の略同径部4とを形成し、拡径部3と略同径部4によって素地が作製される。
これにより、前述した拡幅部17e1と略同幅部17e2のように上下部で形状が異なる押圧部材であるコテ部材17を使用することで、混合原料44と磁土原料43とから、それぞれ、略一定の内径を有する略同径部4と、開口端1aに向けて内周面3cが拡径する拡径部3とが形成され、特殊な成形装置や複雑な作業が不要となる。
また、このような成型工程S2の別形態の成形工程S2Aについて説明する。
図4(b)、図6、図7に示すように、この成形工程S2Aは、前述の成形工程S2の原料重畳過程S7の前に、型凹部16aに、円盤状の基礎部材46になる円盤状の磁土原料56を投入して載置することにより、作製したコップ1の強度と製品歩留まりの向上を図ったものである。
初めに、石膏型16の型凹部16aの底面16a2上に、この底面16a2と平面視で略同形であって、円盤状の磁土原料56を投入して載置する基礎部材装着過程S10を行う。
その後、前述の混合原料投入作業S7aと同様に、型凹部16a内に混合原料44を投入して基礎部材46の上に混合原料44を載置する混合原料投入作業S11aを行い、続いて、前述の陶磁原料投入作業S7bと同様に、この混合原料44の上に磁土原料43を投入する陶磁原料投入作業S11bを行うことにより、下から順に、円盤状の磁土原料56、混合原料44、磁土原料43が積層された三層構造の三層原料47が形成される。
そして、前述した素地成形過程S8と乾燥過程S9を終えた後に素焼き工程S3を行うことによって、図7に示すように、多数の微小な凹凸や孔を有する多孔素材7と、この多孔素材7よりも緻密で凹凸や孔が少ない緻密素材6とが下から順に連設されると共に、略同径部4の外側底面4a1に、緻密素材6から成る基礎部材46を一体的に装着することができる。
これにより、基礎部材装着過程S10を設けることで、成形工程S2Aの初期に型凹部16a内に円盤状の磁土原料56を投入するだけの簡単な構成で、コップ1の重量負荷が最も大きな略同径部4の閉塞底端部4aに、略同径部4を形成する多孔素材7よりも高い剛性を有する緻密素材6を一体的に組み付けたコップ1Aを形成することができ、凹凸や孔の形成によって強度が低下した略同径部4を容易に補強できる。しかも、たとえ成形工程S2A時に略同径部4の閉塞底端部4aが精度良く形成できなくても、この基礎部材46によって閉塞底端部4aからの漏水を確実に防げるため、製品歩留まりの向上が図れる。
次に、上述したコップ1の泡立ち性、泡持ち性、及び強度特性について調査した結果を、従来構成のコップと比較しながら、図2、3、5、6、8、9により説明する。
[サンプルの製造]
初めに、図3に示すように、磁土のみから成る純坏土と、磁土に所定の大きさ(平均粒径ra)と量(含有量W)の木粉を添加し複数種類の混合坏土を準備した後(配合過程S1a)、これらの純坏土と混合坏土を、土練器などを使って土中の空気を抜きながら練り上げ、純坏土から磁土原料43、56を製造し、混合坏土から混合原料44を製造した(土練り過程S1b)。
ここで、木粉の含有量W(wt%)は、添加した木粉の重量をw1(g)、混合坏土の重量をw2(g)とした場合、式W=(w1/w2)×100によって算出した。
続いて、図5、図6に示すように、ろくろ装置14に取り付けた石膏型16の型凹部16a内に、磁土原料43と各種の混合原料44を投入して、磁土原料43のみから成る単層構造の単層原料、あるいは混合原料44の上に磁土原料43が積層された二層原料45を形成した(原料重畳過程S7)。
その後、コテ操作装置15を使い、単層原料や二層原料45から、前述のようにして、略同径部4と拡径部3とを備える素地を作製した(素地成形過程S8)。
続いて、図3に示すように、天日で自然乾燥した後(乾燥過程S9)、この素地を電気炉に入れ、5時間かけて700℃まで昇温して酸化焼成し、そのまま空冷するようにして、素焼き素地10を製造した(素焼き工程S3)。
その後、この素焼き素地10に、浸し掛け法によって、前述の略同径部4の下部内面4dと拡径部3の内周面下部域3c2以外の素焼き面に釉薬を付着させた(施釉工程S4)。
続いて、釉薬を施した素焼き素地10をそのまま電気炉に入れ、10時間かけて1270℃まで昇温して酸化焼成し、その後、0.5〜2時間恒温加熱した後、そのまま空冷するようにして、本焼きを行った(本焼き工程S5)。
最後に、釉薬層5の中の梅花皮部5bの上に金液を塗布した後、5時間かけて800℃まで昇温した後そのまま空冷して低温焼成を行うことで、梅花皮部5bの上に金彩11を施す(金彩工程S6)。
このような原料準備工程S1から金彩工程S6までの工程によってコップ形状の各種コップ型サンプルを作製した。
詳しくは、図2に示すように、略同径部4は、上下幅H2(=80mm)で、内径R1(=45mm)の同径筒状に形成し、拡径部3は、上下幅H1(=50mm)で、下端の内径R1(=45mm)、上下幅略中央の内径R2、上端の内径R3の下絞り形状に形成した。そして、このような拡径部3の形状を示すパラメータとして、式Ra=(R1+R2+R3)/(3×R1)によって算出する平均拡径比Raを使用するものであり、このRaの値が大きいほど、拡径部3は開口端1a側に大きく広がった形状を呈する。
同時に、各サンプルの略同径部4に使用した磁土原料43や各種の混合原料44を、厚5mm×幅10mm×長さ70mmの形状に鋳込み成形して乾燥した後に、前述の素焼き工程S3と本焼き工程S5を施すことによって、無施釉の曲げ試験用の各種試験片サンプルも作製した。
また、以上のような本発明材に対する比較材として、コップ型サンプル、試験片サンプルのいずれについても、木粉の含有量Wや平均粒径raが所定の適正範囲を外れるもの、あるいは平均拡径比Raが大きいものを準備した。
表1は、以上のようにして準備した、本発明材としてのサンプル1〜17、比較材としてのサンプルX−0〜X−29、サンプルY−1〜Y−10の平均拡径比Ra(コップ型サンプル)、木粉の含有量W、及び木粉の平均粒径raを示す。
[測定方法]
これらのサンプル1〜17、X−0〜X−29、Y−1〜Y−10について、前述した泡立ち性、泡持ち性、及び強度特性を評価した。
このうちの泡立ち性は、泡発生量Vb(vol%)を測定し、その大小によって評価した。詳しくは、9〜12℃に冷却した同種のビールを、室温(約25℃)に放置した各サンプルの内側底面4a2の上方約14cmの高さから、各サンプル内に約3秒かけて注ぎ込み、発生した泡の最大容積V1(ml)を測定すると共に、時間とともに泡が完全に消滅した後のビールの液体としての容積V2(ml)を測定する。そして、この泡の容積V1、V2の測定値を基に、式Vb={V1/(V1+V2)}×100によって、泡発生量Vb(vol%)を算出した。
更に、泡持ち性は、泡持ち時間Tb(sec)を測定し、その長短によって評価した。詳しくは、泡の発生量が最大容積V1(ml)に達してから、時間とともに泡が消滅してビールの液面が露出し始めるまでの経過時間を測定し、実泡持ち時間Tb1(sec)とした。そして、各サンプルの泡持ち性を同一条件で比較するため、この実泡持ち時間Tb1とビールの液体としての容積V2の測定値を基に、式Tb=(80/V2)×Tb1によって、ビールの液体としての容積V2(ml)が一定量(本実施例では80ml)の場合に換算した泡持ち時間Tb(sec)を算出した。
加えて、強度特性は、島津製作所製万能試験機を使用し、スパン30mmの条件で曲げ強度S(MPa)を測定し、その大小によって評価した。
[測定結果]
木粉の含有量Wと平均粒径raを種々変更した混合原料44を使って作製したサンプル1〜11、X−0〜X−29について、泡発生量Vbと曲げ強度Sを測定した結果を示す。なお、泡発生量Vbの測定には、同一形状(平均拡径比Ra=1.44)のコップ型サンプルを使用した。
表2と図8において、本発明材のサンプル1〜11と、比較材のサンプルX−0〜X−29を比べると、泡発生量Vbは、木粉の含有量Wが5wt%未満になると、曲線48(平均粒径ra≦100μmの場合)と曲線49(平均粒径ra>100μmの場合)に示すように、平均粒径raの大小にかかわらず減少して、泡立ち性が大きく低下する。これは、略同径部4に形成される凹凸や孔の量が少なくなり、略同径部4の吸着サイトが減少したためと考えられる。
曲げ強度Sは、木粉の含有量Wが15wt%を越えると、曲線50(平均粒径ra≦100μmの場合)、51(平均粒径ra>100μmの場合)に示すように、平均粒径raの大小にかかわらず減少して、強度特性が大きく低下する。これは、略同径部4に形成される微細な凹凸や孔の量が多くなり、亀裂の起点数が増えると共に内部空間が大きくなったためと考えられる。
更に、前述の曲線48、50と、曲線49、51を比べると、木粉の平均粒径raが100μmを超えることで、泡発生量Vbは若干増加するものの、曲げ強度Sが著しく減少し、強度特性が大きく低下する。これは、略同径部4に形成される凹凸や孔が大きくなり、吸着サイトは増加するものの内部空間も大きくなったためと考えられる。
すなわち、成形工程S2の前の原料準備工程S1において、混合原料44の製造時に、全体の5〜15wt%の割合で添加される平均粒径100μm以下の木粉を、多孔化材として配合して練り合わせる場合は、この微細な木粉を素焼き工程S3によって燃焼してガス化し、略同径部4に適正な大きさと数の凹凸や孔を形成するため、この略同径部4の強度をそれほど低下させることなく、吸着サイトを略同径部4の内面に多数形成して小さな泡を多量に発生させることができる。
[測定結果]
木粉の含有量Wが同一(7.4wt%)で平均粒径raを種々変更した混合原料44を使い、平均拡径比Raが異なるコップ型サンプルに形成したサンプル2〜5、12〜17、X−8〜X−10、Y−1〜Y−10について、泡発生量Vbと泡持ち時間Tbを測定した結果を示す。
表3と図9において、本発明材のサンプル2〜5、12〜17と、比較材X−8〜X−10、Y−1〜Y−10を比べると、泡発生量Vbは、曲線52(平均粒径ra≦100μmの場合)と曲線53(平均粒径ra>100μmの場合)に示すように、平均粒径raの大小にかかわらず、平均拡径比Raの影響は小さい。
これに対し、泡持ち時間Tbは、曲線54(平均粒径ra≦100μmの場合)と曲線55(平均粒径ra>100μmの場合)に示すように、平均粒径raの大小にかかわらず、平均拡径比Raの増加によって著しく長くなる。これは、前述の如く、略同径部4から浮上してきた小さな泡の周囲のビールの量が増えて、泡が受ける摩擦抵抗が減少すると共に、発泡性飲料中のタンパク質等が泡に吸着されやすくなるためと考えられる。
すなわち、容器本体2の上部にあって、開口端1aに向けて内周面3cが拡径する拡径部3を備えることによって、前述の如く、泡が拡径部3に貯溜してヘッドとなるまでの間に泡が外部から受ける外部衝撃を軽減できると共に、泡自体の強度も高めることができ、容器本体2の上部における泡の安定性を大きく向上させることができる。
更に、曲線54、55に示すように、平均拡径比Raは1.4以上であるのが好ましい。これは、平均拡径比Raが1.4未満では、略同径部4から浮上してきた泡を囲むビールの量が不足し、泡が受ける外部衝撃が大きく、泡自体の強度も低くなり、泡持ち性が低下するからである。
なお、以上の実施例では、コップ1を磁器により作製したが、陶器によって作製してもよい。
以上のように、本発明を適用した飲用容器は、陶磁器製であって、常に優れた泡立ち性と泡持ち性をともに確保できるものとなっている。
また、本発明に係わる飲用容器の製造方法は、通常の陶磁器製造工程中の成形工程を利用するだけの簡単な工程で、この飲用容器を容易に作製できるものとなっている。