JP2017202512A - マーキング手段選定装置 - Google Patents
マーキング手段選定装置 Download PDFInfo
- Publication number
- JP2017202512A JP2017202512A JP2016096219A JP2016096219A JP2017202512A JP 2017202512 A JP2017202512 A JP 2017202512A JP 2016096219 A JP2016096219 A JP 2016096219A JP 2016096219 A JP2016096219 A JP 2016096219A JP 2017202512 A JP2017202512 A JP 2017202512A
- Authority
- JP
- Japan
- Prior art keywords
- marking means
- stamp
- container
- unit
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Warehouses Or Storage Devices (AREA)
- Discharge Of Articles From Conveyors (AREA)
Abstract
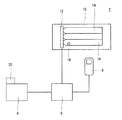
【解決手段】マーキング手段選定装置は、ユニット26を有している。このユニット26は、チャンバー28、2つのフレーム30、容器32、電磁ロック34、近接センサー36、蓋部38及びヒンジ40を有している。チャンバー28に、容器32が収容されている。この容器32に、スタンプ42が収容されうる。蓋部38が閉じられているときは、当てプレート48がスタンプ42の上端に当接している。この当接により当てプレート48は上方へと押され、ブッシュ46が収縮している。この収縮に伴い、当てプレート48の側板62が近接センサー36に近接している。ロックプレート50は、電磁ロック34によって係止されている。従って、作業者が取っ手52を引いても、蓋部38は開かない。
【選択図】図4
Description
(1)それぞれがマーキング手段を収容しうる複数のユニットと、複数のロックとを有しており、それぞれのロックがそれぞれのユニットからのマーキング手段の取り出しを阻止しうる収容器、
(2)棒材に付されたコードを読み取るためのコードリーダー、
及び
(3)上記コードリーダーで読み取られたコードに対応するマーキング手段の、ロックの解除を、収容器に指示する制御部
を備える。
4・・・収容器
6・・・制御部
8・・・バーコードリーダー
12・・・ストッパー
16・・・バーコードラベル
26・・・ユニット
28・・・チャンバー
30・・・フレーム
32・・・容器
34・・・電磁ロック
36・・・近接センサー
38・・・蓋部
40・・・ヒンジ
42・・・スタンプ
44・・・メインプレート
46・・・ブッシュ
48・・・当てプレート
50・・・ロックプレート
52・・・取っ手
62・・・側板
Claims (3)
- (1)それぞれがマーキング手段を収容しうる複数のユニットと、複数のロックとを有しており、それぞれのロックがそれぞれのユニットからのマーキング手段の取り出しを阻止しうる収容器、
(2)棒材に付されたコードを読み取るためのコードリーダー、
及び
(3)上記コードリーダーで読み取られたコードに対応するマーキング手段の、ロックの解除を、上記収容器に指示する制御部
を備えたマーキング手段選定装置。 - 上記それぞれのユニットが、上記マーキング手段の収容を検知するセンサーを有しており、
上記センサーにて上記マーキング手段の収容が検知されたときに、上記ユニットにロックがかかる請求項1に記載のマーキング手段選定装置。 - 上記棒材の移動を阻止しうるストッパーをさらに備えており、
上記センサーによって上記収容部の全てのユニットにマーキング手段が収容されていることが検知されたときに、上記制御部が上記ストッパーによる棒材の移動の阻止を解除する請求項2に記載のマーキング手段選定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016096219A JP6688150B2 (ja) | 2016-05-12 | 2016-05-12 | マーキング手段選定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016096219A JP6688150B2 (ja) | 2016-05-12 | 2016-05-12 | マーキング手段選定装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017202512A true JP2017202512A (ja) | 2017-11-16 |
| JP6688150B2 JP6688150B2 (ja) | 2020-04-28 |
Family
ID=60321253
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016096219A Active JP6688150B2 (ja) | 2016-05-12 | 2016-05-12 | マーキング手段選定装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6688150B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5194710U (ja) * | 1975-01-27 | 1976-07-29 | ||
| JPS6159072U (ja) * | 1984-09-25 | 1986-04-21 | ||
| JPH08267892A (ja) * | 1995-03-29 | 1996-10-15 | Sharp Corp | スタンプ押印装置、およびこれを備えた情報処理装置 |
| US20140166752A1 (en) * | 2012-12-14 | 2014-06-19 | International Business Machines Corporation | Method and apparatus to tag metal |
-
2016
- 2016-05-12 JP JP2016096219A patent/JP6688150B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5194710U (ja) * | 1975-01-27 | 1976-07-29 | ||
| JPS6159072U (ja) * | 1984-09-25 | 1986-04-21 | ||
| JPH08267892A (ja) * | 1995-03-29 | 1996-10-15 | Sharp Corp | スタンプ押印装置、およびこれを備えた情報処理装置 |
| US20140166752A1 (en) * | 2012-12-14 | 2014-06-19 | International Business Machines Corporation | Method and apparatus to tag metal |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6688150B2 (ja) | 2020-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69129412T2 (de) | Spritzgiessmaschine vom typ mit automatischem formwechsel | |
| EP2272584B1 (en) | Line for dispensing and mixing products and related method | |
| US11034145B2 (en) | System and method for monitoring and adjusting a decorator for containers | |
| JP2021501064A (ja) | マーキングされた容器を提供するシステム及び方法 | |
| CN109476150A (zh) | 用于对齐装饰器的墨件的系统和方法 | |
| EP1218870A2 (de) | Prüfsystem und verfahren zum prüfen eines gegenstandes | |
| CN101468543A (zh) | 检查组数据管理系统 | |
| EP3409384A2 (en) | System for detecting, removing, transferring, and retrieving incompletely dried raw material | |
| EP3176763A1 (de) | Vorrichtung und ein verfahren zur ein- und ausgabekontrolle | |
| EP4204203A1 (de) | Anlage und verfahren zum betreiben einer anlage zur behandlung von behältnissen | |
| DE102018213963B4 (de) | Teigling-Form, Teigbearbeitungsverfahren unter Verwendung einer Mehrzahl von Teigling-Formen sowie Teigbearbeitungsanlage zum Durchführen des Verfahrens | |
| JP2017202512A (ja) | マーキング手段選定装置 | |
| EP2988941B1 (de) | Drucker und druckmedium | |
| US20030143300A1 (en) | Set of compaction rams and/or die-plates for a tabletting machine | |
| BR102013030669A2 (pt) | Processo e sistema para a identificação de componentes numa linha de produção | |
| WO2006029820A1 (de) | Verfahren zur dokumentation eines eigentums bzw. besitzes sowie des überganges desselben an einer ware | |
| KR20200107335A (ko) | 필름 인서트사출 자동화 시스템 및 이를 이용한 방법 | |
| DE102011056443A1 (de) | Vorrichtung zum Umformen von Kunststoffvorformlingen zu Kunststoffbehältnissen mit Identifikation von Austauschteilen | |
| WO2010045667A1 (de) | Verfahren zur herstellung einer stahlflasche sowie stahlflasche | |
| KR101553262B1 (ko) | 성형소재의 그립장치 | |
| KR102880815B1 (ko) | 제조이력정보 관리 방법 및 시스템 | |
| ITTO20100016A1 (it) | Sistema e metodo per uno stabilimento di lavorazione di pietre naturali | |
| DK176475B1 (da) | Individuelt identifikations- og transportsystem for anvendelse ved håndtering af aflivede pelsdyr og pelsdyrskind. | |
| US11453167B2 (en) | Method for providing codes on components during a 3D manufacturing process | |
| WO2014044343A2 (de) | Einrichtung zur erkennung eines codes auf einem artikel vorzugsweise am wareneingang eines kommissioniersystems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190401 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20190401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200403 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6688150 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |