JP2017202525A - 複雑なシート状の金属部品を深絞り成型するための方法およびそのためのプレス装置 - Google Patents
複雑なシート状の金属部品を深絞り成型するための方法およびそのためのプレス装置 Download PDFInfo
- Publication number
- JP2017202525A JP2017202525A JP2017096110A JP2017096110A JP2017202525A JP 2017202525 A JP2017202525 A JP 2017202525A JP 2017096110 A JP2017096110 A JP 2017096110A JP 2017096110 A JP2017096110 A JP 2017096110A JP 2017202525 A JP2017202525 A JP 2017202525A
- Authority
- JP
- Japan
- Prior art keywords
- punch
- die
- sheet
- insertable
- pieces
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/06—Stamping using rigid devices or tools having relatively-movable die parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/10—Devices controlling or operating blank holders independently, or in conjunction with dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
次に、さらなる下向きの移動によって、ダイリングを下方へ変位させ、それによりシートをパンチ面から突出させた挿入式パンチ片の上で引き延ばして、シートに局部的な材料保有部を形成し、
次に、さらなる下向きの移動によって、ダイリングとシート保持部とを下端点まで移動させ、そのとき同時に挿入式パンチ片を能動的に後退させ、それによって、先に生じさせた局部的な材料保有部を解放させるとともに、ダイリングとパンチとの間の領域では金属シートを成型済みとさせ、
次に、さらなる下向きの移動によって、ダイをその下端点に到達させ、その際に、ダイと保持具との間、およびダイとパンチとの間での、金属シートの端部の二重のクランプにより、端部領域への材料の流れを阻止したうえで、ダイとパンチとの間で金属シートについて前記局部的に保有された材料の利用のみにより成型を完成させ、
もし必要であるのなら、装置上部を上向きに移動させることによりブレス装置を開いて、板金製部品を取り出す。
特に装置下部であって、パンチと、このパンチを囲む変位式の降下装置としてのシート保持具と、挿入式のパンチ片構造の単数または複数の可動式の成型用部材とを有した第1の装置部を備えるとともに、
特に装置上部であって、ダイと、このダイを囲むダイリングとを有した第2の装置部を備える。
少なくとも一つの挿入構造の成型用部材が、特に降下部材に連動された成型用部材が、たとえば空気ばねなどによって、付加的にばね支持されている構成とすることができる。なかでも、すべての成型用部材が付加的にばね支持されていることが好ましい。
Claims (10)
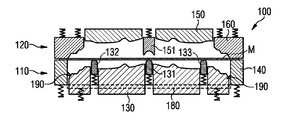
- 装置下部(110)が、パンチ(130)と、パンチ(130)を囲む保持具(140)と、複数の可動式の挿入式パンチ片(131、132、133)とを備え、装置上部(120)が、ダイ(150)と、ダイ(150)を囲むダイリング(160)とを備えているプレス加工装置(100)を用いて複雑な板金製部品を製造する方法であって、
以下の工程、すなわち
― 金属シート(M)を装置に挿入して、装置上部(120)の下降によりプレス加工装置(100)を閉鎖し、金属シート(M)をその端部においてダイリング(160)と保持具(140)との間でクランプする工程
― ダイリング(160)が保持具(140)を下方に押圧する更なる下降の際に、金属シート(M)がまず突き出た挿入式パンチ片(131、132、133)上で引き延ばされ、これにより金属シート(M)に局部的な材料保有部を生じさせる工程
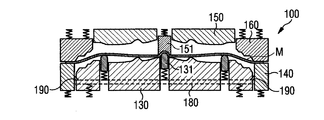
― ダイリング(160)と保持具(140)とがこれらの下端点に到達するまで更なる下降を行い、ここで同時に挿入式パンチ片(131、132、133)が能動的に後退し、先に生じさせた局部的な材料保有部が解放されて、ダイリング(160)とパンチ(130)との間の領域では金属シート(M)を成型済みとさせる工程
― ダイ(150)もその下端点に到達するまで更なる下降を行い、その際にダイ(160)と保持具(140)との間、およびダイ(160)とパンチ(130)との間での、金属シート(M)の端部の二重のクランプにより、端部領域への材料の流れを阻止し、ダイ(150)とパンチ(130)との間で金属シート(M)について前記局部的に保有された材料の利用のみにより成型を完成させる工程
を含むことを特徴とする、複雑な板金製部品の製造方法。 - 絞りの深さが少なくとも200mm、望ましくは少なくとも250mm、そして特に少なくとも300mmであることを特徴とする、請求項1に記載の複雑な板金製部品の製造方法。
- 挿入式パンチ片(131、132、133)を、保持具(140)との機械的連結によって後退させることを特徴とする、請求項1または請求項2に記載の方法。
- 挿入式パンチ片(131,132,133)が非同期的に後退すること
を特徴とする、請求項1ないし請求項3のいずれか1項に記載の複雑な板金製部品の製造方法。 - 小さな径を有する構造的端部が少なくとも一つの挿入式パンチ片(131)に設けられていることを特徴とする、請求項1ないし請求項4のいずれか1項に記載の複雑な板金製部品の製造方法。
- 複雑な板金製部品を製造するためのプレス装置(100)であり、特に深絞りのためのプレス装置であって、
― パンチ(130)と、パンチ(130)を囲む変位式の保持具(140)と、複数の可動構造の挿入式パンチ片(131、132、133)と、を備える第1の装置部分(110)と、
― ダイ(150)と、ダイ(150)を囲むダイリング(160)と、を備える第2の装置部分(120)と、を有し、
保持具(140)と、挿入式パンチ片(131、132、133)のうちの少なくとも一つと、の間に機械的な連結がなされており、それにより保持具(140)が押圧される際に挿入式パンチ片(131、132、133)が能動的に後退するように構成されていることを特徴とするプレス装置。 - 挿入式パンチ片(131、132、133)のうち少なくとも一つ、特に保持具(140)と連動連結された挿入式パンチ片(131,132,133)が、付加的にばね支持されていること
を特徴とする請求項6に記載のプレス装置。 - 挿入式パンチ片(132,133)のうち少なくとも一つが、成型されるべき金属シート(M)に対して点接触するよう構成されていること
を特徴とする請求項6または請求項7に記載のプレス装置。 - 挿入式パンチ片(131)のうち少なくとも一つが、特に金属シート(M)に曲率半径の小さい意匠的なエッジを形成するために、成型されるべき金属シート(M)に対して線接触するよう構成されていること
を特徴とする請求項6ないし請求項8のいずれか1項に記載のプレス装置。 - ダイ(150)は少なくとも一つの可動挿入ダイ片(151)を備えており、この可動挿入ダイ片(151)は、挿入式パンチ片(131)と、特にその成型用の構造的端部と向かい合っていること
を特徴とする請求項6ないし請求項9のいずれか1項に記載のプレス装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016005902.8 | 2016-05-13 | ||
| DE102016005902.8A DE102016005902B3 (de) | 2016-05-13 | 2016-05-13 | Verfahren und Pressenwerkzeug zur Herstellung eines komplexen Blechformteils mit hoher Ziehtiefe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017202525A true JP2017202525A (ja) | 2017-11-16 |
| JP6370437B2 JP6370437B2 (ja) | 2018-08-08 |
Family
ID=58672257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017096110A Active JP6370437B2 (ja) | 2016-05-13 | 2017-05-15 | 複雑なシート状の金属部品を深絞り成型するための方法およびそのためのプレス装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10646911B2 (ja) |
| EP (1) | EP3243578B1 (ja) |
| JP (1) | JP6370437B2 (ja) |
| CN (1) | CN107363147B (ja) |
| DE (1) | DE102016005902B3 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020196033A (ja) * | 2019-06-04 | 2020-12-10 | Jfeスチール株式会社 | プレス成形装置 |
| JP2025073675A (ja) * | 2023-10-27 | 2025-05-13 | トヨタ自動車株式会社 | プレス成形方法、プレス成形装置、及びプレス成形品の製造方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6721544B2 (ja) * | 2017-06-28 | 2020-07-15 | 株式会社神戸製鋼所 | プレス成形品の製造方法 |
| CN108856513A (zh) * | 2018-07-08 | 2018-11-23 | 苏州华吉威自动化设备有限公司 | 一种折弯冲压模具 |
| JP6670409B1 (ja) * | 2019-03-11 | 2020-03-18 | マレリ株式会社 | プレス装置及びプレス方法 |
| JP6996605B1 (ja) * | 2020-10-26 | 2022-02-04 | Jfeスチール株式会社 | 自動車用外板パネルのプレス成形方法及びプレス成形装置 |
| DE102020215585A1 (de) * | 2020-12-09 | 2022-06-09 | Volkswagen Aktiengesellschaft | Umformwerkzeug zur Tiefziehumformung einer Pouchfolie in eine Beutelhälfte eines Pouchbeutels |
| CN112845787A (zh) * | 2021-01-04 | 2021-05-28 | 哈尔滨工业大学 | 一种大尺寸薄壁曲面件超低温成形装置及成型方法 |
| DE102021100281B3 (de) | 2021-01-11 | 2022-05-05 | Audi Aktiengesellschaft | Umformwerkzeug sowie Verfahren zum Betreiben eines Umformwerkzeugs |
| FR3122589B1 (fr) * | 2021-05-06 | 2023-04-21 | Psa Automobiles Sa | Outil de presse à emboutir pour emboutir un flan de tôle et procédé d’emboutissage correspondant. |
| CN116603912B (zh) * | 2023-05-17 | 2025-08-19 | 陕西科技大学 | 一种小曲率圆角半径筒形件成形方法 |
| CN118371583B (zh) * | 2024-06-21 | 2024-09-03 | 合肥工业大学 | 一种金属板电辅助冲压成形装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5731417A (en) * | 1980-08-05 | 1982-02-19 | Toyota Motor Corp | Deep drawing method |
| JPS6038622U (ja) * | 1983-08-25 | 1985-03-18 | トヨタ自動車株式会社 | 絞り型構造 |
| JPH08206746A (ja) * | 1995-01-30 | 1996-08-13 | Isuzu Motors Ltd | 深絞り装置 |
| JP2007326112A (ja) * | 2006-06-06 | 2007-12-20 | Hiroshima Pref Gov | プレス成形方法 |
| JP2008238240A (ja) * | 2007-03-28 | 2008-10-09 | Kobe Steel Ltd | アルミニウム合金板のプレス成形方法およびプレス成形装置 |
| DE102007050580A1 (de) * | 2007-10-23 | 2009-04-30 | Gerd Reitter | Verfahren zum gezielten Beeinflussen des Blechdickenverlaufs und der Verfestigung einer Blechplatine |
| DE102010045281A1 (de) * | 2010-08-31 | 2012-03-01 | Giw Gesellschaft Für Innovative Werkzeugsysteme Mbh | Verfahren und Vorrichtung zum Umformen eines Werkstücks |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD160956A3 (de) * | 1981-01-14 | 1984-07-11 | Schwarzenberg Waschgeraete | Verfahren zur herstellung duennwandiger blechteile |
| US5600991A (en) * | 1995-02-10 | 1997-02-11 | Ogihara America Corporation | Stretch controlled forming mechanism and method for forming multiple gauge welded blanks |
| US5941110A (en) * | 1997-05-12 | 1999-08-24 | Northern University | Adaptive method and apparatus for forming tailor welded blanks |
| DE19842750B4 (de) * | 1998-09-18 | 2005-06-09 | Audi Ag | Verfahren und Herstellung von tiefgezogenen Hohlteilen und Ziehwerkzeug |
| JP2007098443A (ja) * | 2005-10-05 | 2007-04-19 | Toyota Motor Corp | プレス成形方法及びプレス成形装置 |
| DE102006005964B3 (de) * | 2006-02-08 | 2007-07-19 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Struktur- oder Fahrwerkbauteils für Kraftfahrzeuge und Struktur- oder Fahrwerkbauteil |
| JP2007268608A (ja) * | 2006-03-08 | 2007-10-18 | Kobe Steel Ltd | アルミニウム合金板のプレス成形方法およびプレス装置 |
| US8429946B2 (en) * | 2006-10-17 | 2013-04-30 | Honda Motor Co., Ltd. | Press-working method, and press-working apparatus |
| CN101164715B (zh) * | 2006-10-18 | 2010-08-11 | 宝山钢铁股份有限公司 | 一种诱发板料回弹的非对称拉伸成形模具 |
| CN101195142A (zh) * | 2007-12-26 | 2008-06-11 | 陕西科技大学 | 一种金属板料拉深杯形件的模具及成型工艺 |
| MX2011003594A (es) * | 2008-10-07 | 2011-04-27 | Nippon Steel Corp | Metodo y aparato para juzgar la fractura del producto estampado de metal, programa y medio de registro legible por computadora. |
| JP2010167480A (ja) * | 2009-01-26 | 2010-08-05 | Honda Motor Co Ltd | プレス成形用金型及びプレス成形方法 |
| JP5416498B2 (ja) * | 2009-07-23 | 2014-02-12 | 本田技研工業株式会社 | テーラードブランク板の成形方法及びその装置 |
| KR20120062273A (ko) * | 2010-12-06 | 2012-06-14 | 현대자동차주식회사 | 프레스 장치 |
| CN202224531U (zh) * | 2011-09-30 | 2012-05-23 | 联伟汽车零部件(重庆)有限公司 | 一种加工高张力材料零件的拉延模具 |
| MX373802B (es) * | 2013-10-24 | 2020-03-24 | Nippon Steel Corp | Aparato de fabricación de componente de sección transversal en forma de sombrero y método de fabricación. |
| CN105013918A (zh) * | 2015-07-02 | 2015-11-04 | 奇瑞汽车股份有限公司 | 复杂型面板材拉延模及其控制方法 |
-
2016
- 2016-05-13 DE DE102016005902.8A patent/DE102016005902B3/de not_active Expired - Fee Related
-
2017
- 2017-05-05 EP EP17000777.7A patent/EP3243578B1/de active Active
- 2017-05-12 US US15/593,758 patent/US10646911B2/en active Active
- 2017-05-12 CN CN201710332944.2A patent/CN107363147B/zh active Active
- 2017-05-15 JP JP2017096110A patent/JP6370437B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5731417A (en) * | 1980-08-05 | 1982-02-19 | Toyota Motor Corp | Deep drawing method |
| JPS6038622U (ja) * | 1983-08-25 | 1985-03-18 | トヨタ自動車株式会社 | 絞り型構造 |
| JPH08206746A (ja) * | 1995-01-30 | 1996-08-13 | Isuzu Motors Ltd | 深絞り装置 |
| JP2007326112A (ja) * | 2006-06-06 | 2007-12-20 | Hiroshima Pref Gov | プレス成形方法 |
| JP2008238240A (ja) * | 2007-03-28 | 2008-10-09 | Kobe Steel Ltd | アルミニウム合金板のプレス成形方法およびプレス成形装置 |
| DE102007050580A1 (de) * | 2007-10-23 | 2009-04-30 | Gerd Reitter | Verfahren zum gezielten Beeinflussen des Blechdickenverlaufs und der Verfestigung einer Blechplatine |
| DE102010045281A1 (de) * | 2010-08-31 | 2012-03-01 | Giw Gesellschaft Für Innovative Werkzeugsysteme Mbh | Verfahren und Vorrichtung zum Umformen eines Werkstücks |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020196033A (ja) * | 2019-06-04 | 2020-12-10 | Jfeスチール株式会社 | プレス成形装置 |
| JP7111063B2 (ja) | 2019-06-04 | 2022-08-02 | Jfeスチール株式会社 | プレス成形装置 |
| JP2025073675A (ja) * | 2023-10-27 | 2025-05-13 | トヨタ自動車株式会社 | プレス成形方法、プレス成形装置、及びプレス成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3243578A2 (de) | 2017-11-15 |
| US10646911B2 (en) | 2020-05-12 |
| DE102016005902B3 (de) | 2017-06-29 |
| CN107363147B (zh) | 2019-02-19 |
| US20170326612A1 (en) | 2017-11-16 |
| EP3243578B1 (de) | 2018-10-03 |
| JP6370437B2 (ja) | 2018-08-08 |
| CN107363147A (zh) | 2017-11-21 |
| EP3243578A3 (de) | 2017-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6370437B2 (ja) | 複雑なシート状の金属部品を深絞り成型するための方法およびそのためのプレス装置 | |
| WO2008047764A1 (fr) | Procédé et appareil de travail à la presse | |
| KR102193597B1 (ko) | 버를 가지는 압인되거나 정밀-블랭킹된 부품의 전단 에지의 형상화 장치 및 방법 | |
| JP2015066584A (ja) | プレス成形方法及びプレス成形金型 | |
| CN105013854A (zh) | 一种活塞外管加工装置 | |
| KR101805604B1 (ko) | 암의 제조방법 및 그에 의해 제조되는 트레일링 암과 토션 빔 | |
| JPS6358651B2 (ja) | ||
| CN112845878A (zh) | 一种医疗用品器械盒生产用冲压辅助装置 | |
| JP2017514693A (ja) | 缶端部の被成形部の制御された薄肉化を伴って缶端部を形成するための方法および装置 | |
| JP7717326B2 (ja) | パイプ加工装置 | |
| JP2020514066A (ja) | 磁気成形により打ち抜き加工するためのデバイスおよび関連する方法 | |
| CN109877238A (zh) | 一种新式的双头管端加工装置 | |
| JP2019118955A (ja) | プレス成形方法及びプレス成形装置 | |
| JP2010110776A (ja) | 金属板の絞り加工方法 | |
| CN106102947B (zh) | 用于具有边沿槽的冲压件的具有顶出器的模具 | |
| JPH11319990A (ja) | 複合加工用プレス型 | |
| CN108687291B (zh) | 一种用于球阀锻造加工的成型模具 | |
| CN114054566B (zh) | 一种维修方便的汽车零件冲压装置 | |
| CN209849687U (zh) | 一种便于排出拉伸件环形废料的模具 | |
| JP7523056B2 (ja) | ノックアウト装置 | |
| JP5234622B2 (ja) | 金属板の張出し加工方法 | |
| JP5557922B2 (ja) | プレス成形方法及びプレス成形装置 | |
| CN113523089A (zh) | 用于物联网智能燃气表外壳成型的侧冲孔装置及其方法 | |
| JP2000326046A (ja) | 軸状部品の成形方法及び成形装置 | |
| JP2006281293A (ja) | ヘミング加工型構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180612 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180710 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6370437 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |