JP2017203547A - 金属樹脂複合ギヤ - Google Patents
金属樹脂複合ギヤ Download PDFInfo
- Publication number
- JP2017203547A JP2017203547A JP2017090668A JP2017090668A JP2017203547A JP 2017203547 A JP2017203547 A JP 2017203547A JP 2017090668 A JP2017090668 A JP 2017090668A JP 2017090668 A JP2017090668 A JP 2017090668A JP 2017203547 A JP2017203547 A JP 2017203547A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- gear
- thermoplastic resin
- metal
- composite gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Gears, Cams (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
ギヤを軽量化する方法としては、例えば、ギヤの一部に樹脂を用いる方法が挙げられる。ギヤの一部に樹脂を用いる方法としては、例えば、特許文献1および特許文献2に記載の方法が挙げられる。
特許文献2には、金属製の回転軸部と、金属製の歯車部と、上記回転軸部と上記歯車部とにそれぞれ接合して、上記回転軸部と上記歯車部とを相互に連結している樹脂製の連結体と、を有するギヤが開示されている。
第1の金属材料により構成された歯車部と、
第2の金属材料により構成された軸受け部と、
上記歯車部と上記軸受け部とを連結する熱可塑性樹脂部と、を備え、
上記歯車部は、少なくとも上記熱可塑性樹脂部との接合部表面(A)に微細凹凸構造(α)を有しており、
上記微細凹凸構造(α)に上記熱可塑性樹脂部の一部分が浸入することにより上記歯車部と上記熱可塑性樹脂部とが接合されている金属樹脂複合ギヤ。
[2]
上記[1]に記載の金属樹脂複合ギヤにおいて、
上記軸受け部は、少なくとも上記熱可塑性樹脂部との接合部表面(B)に微細凹凸構造(β)を有しており、
上記微細凹凸構造(β)に上記熱可塑性樹脂部の一部分が浸入することにより上記軸受け部と上記熱可塑性樹脂部とが接合されている金属樹脂複合ギヤ。
[3]
上記[1]または[2]に記載の金属樹脂複合ギヤにおいて、
上記歯車部は、少なくとも上記熱可塑性樹脂部との接合部表面(A)に溝構造を有し、
上記熱可塑性樹脂部の一部分が上記溝構造の溝部分に充填されている金属樹脂複合ギヤ。
[4]
上記[1]乃至[3]いずれか一つに記載の金属樹脂複合ギヤにおいて、
上記熱可塑性樹脂部がポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリフェニレンサルファイド樹脂、ポリカーボネート樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリイミド樹脂、ポリエーテルスルホン樹脂、ポリスチレン樹脂、ポリアクリロニトリル樹脂、スチレン−アクリロニトリル共重合体樹脂、アクリロニトリル−ブタジエン−スチレン共重合体樹脂、(メタ)アクリル系樹脂、およびポリアセタール樹脂から選択される一種または二種以上の熱可塑性樹脂を含む金属樹脂複合ギヤ。
[5]
上記[1]乃至[4]いずれか一つに記載の金属樹脂複合ギヤにおいて、
上記熱可塑性樹脂部が充填材を含む金属樹脂複合ギヤ。
[6]
上記[5]に記載の金属樹脂複合ギヤにおいて、
上記熱可塑性樹脂部全体を100質量%としたとき、上記熱可塑性樹脂部中の上記充填材の含有量が5質量%以上95質量%以下である金属樹脂複合ギヤ。
[7]
上記[1]乃至[6]いずれか一つに記載の金属樹脂複合ギヤにおいて、
上記第1の金属材料および第2の金属材料のうち少なくとも一方が、鉄、鉄鋼材、ステンレス、アルミニウム、アルミニウム合金、マグネシウム、マグネシウム合金、銅、銅合金、チタンおよびチタン合金から選択される一種または二種以上を含む金属樹脂複合ギヤ。
[8]
かさ歯車である、上記[7]に記載の金属樹脂複合ギヤ。
[9]
上記[8]に記載の金属樹脂複合ギヤにおいて、
上記熱可塑性樹脂部が、
上記歯車部の内周面に接合する熱可塑性樹脂部(A)と、
上記軸受け部の外周面に接合する熱可塑性樹脂部(B)と、
上記熱可塑性樹脂部(A)と上記熱可塑性樹脂部(B)の間に周方向と直交するようにして配置される複数のリブ状の熱可塑性樹脂部(C)と、
により構成される金属樹脂複合ギヤ。
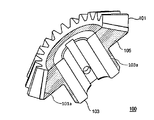
まず、本実施形態に係る金属樹脂複合ギヤ100について説明する。
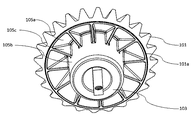
図1は、本発明に係る実施形態の金属樹脂複合ギヤ100の構造の一例を模式的に示した斜視図である。図2および3は、本発明に係る実施形態の金属樹脂複合ギヤ100の構造の一例を模式的に示した、上方から見た斜視断面図である。図4は、本発明に係る実施形態の金属樹脂複合ギヤの構造の一例を模式的に示した、下方から見た斜視図である。
歯車部101の接合部表面(A)に形成された微細凹凸構造(α)に熱可塑性樹脂部105の一部分が侵入して歯車部101と熱可塑性樹脂部105が接合し、金属―樹脂界面を形成することにより本実施形態に係る金属樹脂複合ギヤ100が得られる。
具体的には、歯車部101の接合部表面(A)に接するように熱可塑性樹脂部105を成形、好ましくは射出成形(金属インサート成形)することにより、歯車部101の接合部表面(A)の微細凹凸構造(α)の中に熱可塑性樹脂部105を構成する熱可塑性樹脂を進入させることができる。こうすることによって、歯車部101と熱可塑性樹脂部105との間に物理的な抵抗力(アンカー効果)が効果的に発現し、歯車部101と熱可塑性樹脂部105とを強固に接合することが可能になる。
また、歯車部101に溝構造101bを設けることにより、歯車部101が占める体積を減らすことができ、金属樹脂複合ギヤ100をより一層軽量にすることができる。さらには、歯車部101と熱可塑性樹脂部105の接合部が剥離した場合であっても、歯車部101の脱落防止につなげられる。
溝構造101bの断面形状としては、U字状、V字状、コの字状、ハの字状、逆ハの字状(アリ溝)を挙げることができる。
溝構造101bは、接合部表面(A)の周方向に沿って連続的または断続的に形成されていてもよいし、周方向と直行するように形成されていてもよいし、周方向に対して90°未満の角度で傾斜するように形成されていてもよいし、これらの溝構造の二種類以上が共存する溝構造であってもよい。なお、上記した断続的な形成には点状に窪みが形成されている場合も含む。
軸受け部103の接合部表面(B)に形成された微細凹凸構造(β)に熱可塑性樹脂部105の一部分が侵入して軸受け部103と熱可塑性樹脂部105が接合し、金属―樹脂界面を形成することができる。
具体的には、軸受け部103の接合部表面(B)に接するように熱可塑性樹脂部105を成形、好ましくは射出成形することにより、軸受け部103の接合部表面(B)の微細凹凸構造(β)の中に熱可塑性樹脂部105を構成する熱可塑性樹脂を進入させることができる。こうすることによって、軸受け部103と熱可塑性樹脂部105との間に物理的な抵抗力(アンカー効果)が効果的に発現し、軸受け部103と熱可塑性樹脂部105とを強固に接合することが可能になる。
本実施形態に係る軸受け部103においては、上記した歯車部101と同様に、少なくても熱可塑性樹脂部105との接合部表面(B)に溝構造を有していてもよい。
また、シャフト200を構成する金属材料としては、例えば、鉄、鉄鋼材、ステンレス、アルミニウム、アルミニウム合金等が挙げられる。シャフト200を構成する金属材料としてアルミニウムやアルミニウム合金等を使用する場合、シャフト200をより軽量にすることができる。一方、シャフト200を構成する金属材料として鉄や鉄鋼材、ステンレス等を使用する場合、シャフト200をより高剛性にすることができる。
歯車部101は、所定の厚みを有する円環状に形成されている。本実施形態の場合、歯車部101の外周面に沿って複数の歯が一定間隔で設けられている。歯車部101は、例えば、金型鋳造等により作製される。
これらの中でも、軽量かつ高強度の点から、アルミニウム(アルミニウム単体)およびアルミニウム合金が好ましく、アルミニウム合金がより好ましい。また、耐摩耗性の観点から、鉄、鉄鋼材およびステンレスが好ましい。歯車部101は特に耐摩耗性が求められるため、歯車部101を構成する第1の金属材料としては、鉄、鉄鋼材およびステンレスが特に好ましい。
ここで、微細凹凸構造(α)の間隔周期は凸部から隣接する凸部までの距離の平均値であり、電子顕微鏡またはレーザー顕微鏡で撮影した写真、あるいは表面粗さ測定装置を用いて求めることができる。
電子顕微鏡またはレーザー顕微鏡により測定される間隔周期は通常500nm未満の間隔周期であり、具体的には歯車部101の接合部表面(A)を撮影する。その写真から、任意の凸部を50個選択し、それらの凸部から隣接する凸部までの距離をそれぞれ測定する。凸部から隣接する凸部までの距離の全てを積算して50で除したものを間隔周期とする。一方、500nmを超える間隔周期は通常、表面粗さ測定装置を用いて求める。
なお、通常、歯車部101の接合部表面(A)だけでなく、歯車部101の表面全体に対し、表面粗化処理が施されているため、歯車部101の接合部表面(A)と同一面で、接合部表面(A)以外の箇所から間隔周期を測定することもできる。
上記間隔周期が上記下限値以上であると、微細凹凸構造(α)の凹部に熱可塑性樹脂部105を構成する熱可塑性樹脂が十分に進入することができ、歯車部101と熱可塑性樹脂部105との接合強度をより向上させることができる。また、上記間隔周期が上記上限値以下であると、歯車部101と熱可塑性樹脂部105との接合部分に隙間が生じるのを抑制できる。その結果、金属―樹脂界面の隙間から水分等の不純物が浸入することを抑制できるため、金属樹脂複合ギヤ100を高温、高湿下で用いた際、強度が低下することを抑制できる。
本実施形態においては、とくに粗化処理の温度および時間、エッチング量等が、上記間隔周期や十点平均粗さ(Rz)、粗さ曲線要素の平均長さ(RSm)を制御するための因子として挙げられる。
このような歯車部101は、例えば、エッチング剤を用いて第1の金属材料の表面を粗化処理することにより形成することができる。
以下、上記間隔周期、十点平均粗さ(Rz)、粗さ曲線要素の平均長さ(RSm)等を満たす歯車部101を得るための第1の金属材料の粗化処理方法の一例を示す。ただし、本実施形態に係る第1の金属材料の粗化処理方法は、以下の例に限定されない。
まず、第1の金属材料は、熱可塑性樹脂部105との接合側の表面に酸化膜や水酸化物等からなる厚い被膜がないことが望ましい。このような厚い被膜を除去するため、次のエッチング剤で処理する工程の前に、サンドブラスト加工、ショットブラスト加工、研削加工、バレル加工等の機械研磨や、化学研磨により表面層を研磨してもよい。また、熱可塑性樹脂部105との接合側の表面に機械油等の著しい汚染がある場合は、水酸化ナトリウム水溶液や水酸化カリウム水溶液等のアルカリ性水溶液による処理や、脱脂を行なうことが好ましい。
本実施形態において第1の金属材料の表面粗化処理方法としては、後述する酸系エッチング剤による処理を特定のタイミングで行うことが好ましい。具体的には、該酸系エッチング剤による処理を表面粗化処理工程の最終段階で行うことが好ましい。
本実施形態では、上記表面粗化処理工程の後、通常、水洗および乾燥を行うことが好ましい。水洗の方法については特に制限はないが浸漬または流水にて所定時間洗浄することが好ましい。
本実施形態において、第1の金属材料表面の粗化処理に用いられるエッチング剤としては、後述する特定の酸系エッチング剤が好ましい。上記特定のエッチング剤で処理することにより、第1の金属材料の表面に、熱可塑性樹脂部105との間の密着性向上に適した微細凹凸構造が形成され、そのアンカー効果により歯車部101と熱可塑性樹脂部105との間の接合強度がより一層向上するものと考えられる。
上記第二鉄イオンは、第1の金属材料を酸化する成分であり、第二鉄イオン源を配合することによって、酸系エッチング剤中に該第二鉄イオンを含有させることができる。上記第二鉄イオン源としては、硝酸第二鉄、硫酸第二鉄、塩化第二鉄等が挙げられる。上記第二鉄イオン源のうちでは、塩化第二鉄が溶解性に優れ、安価であるという点から好ましい。
上記第二銅イオンは第1の金属材料を酸化する成分であり、第二銅イオン源を配合することによって、酸系エッチング剤中に該第二銅イオン含有させることができる。上記第二銅イオン源としては、硫酸第二銅、塩化第二銅、硝酸第二銅、水酸化第二銅等が挙げられる。上記第二銅イオン源のうちでは、硫酸第二銅、塩化第二銅が安価であるという点から好ましい。
上記酸系エッチング剤には、第1の金属材料表面をむらなく一様に粗化するために、マンガンイオンが含まれていてもよい。マンガンイオンは、マンガンイオン源を配合することによって、酸系エッチング剤中に該マンガンイオンを含有させることができる。上記マンガンイオン源としては、硫酸マンガン、塩化マンガン、酢酸マンガン、フッ化マンガン、硝酸マンガン等が挙げられる。上記マンガンイオン源のうちでは、硫酸マンガン、塩化マンガンが安価である等の点から好ましい。
上記酸は、第二鉄イオンおよび/または第二銅イオンにより酸化された金属を溶解させる成分である。上記酸としては、塩酸、臭化水素酸、硫酸、硝酸、リン酸、過塩素酸、スルファミン酸等の無機酸や、スルホン酸、カルボン酸等の有機酸が挙げられる。上記カルボン酸としては、ギ酸、酢酸、クエン酸、シュウ酸、リンゴ酸等が挙げられる。上記酸系エッチング剤には、これらの酸を一種または二種以上配合することができる。上記無機酸のうちでは、臭気がほとんどなく、安価である点から硫酸が好ましい。また、上記有機酸のうちでは、粗化形状の均一性の観点から、カルボン酸が好ましい。
本実施形態において使用できる酸系エッチング剤には、指紋等の表面汚染物による粗化のむらを防ぐために界面活性剤を添加してもよく、必要に応じて他の添加剤を添加してもよい。他の添加剤としては、深い凹凸を形成するために添加されるハロゲン化物イオン源、例えば、塩化ナトリウム、塩化カリウム、臭化ナトリウム、臭化カリウム等を例示できる。あるいは、粗化処理速度を上げるために添加されるチオ硫酸イオン、チオ尿素等のチオ化合物や、より均一な粗化形状を得るために添加されるイミダゾール、トリアゾール、テトラゾール等のアゾール類や、粗化反応を制御するために添加されるpH調整剤等も例示できる。これら他の成分を添加する場合、その合計含有量は、酸系エッチング剤中に0.01〜10質量%程度であることが好ましい。
図1に示すように、軸受け部103は、例えば、回転軸部としてのシャフト200を貫通させて固定する役割を有する。
軸受け部103は、例えば、金型鋳造等により作製される。
これらの中でも、軽量かつ高強度の点から、アルミニウム(アルミニウム単体)およびアルミニウム合金が好ましく、アルミニウム合金がより好ましい。また、耐摩耗性の観点から、鉄、鉄鋼材およびステンレスが好ましい。軸受け部103を構成する第2の金属材料としては、アルミニウム(アルミニウム単体)およびアルミニウム合金が特に好ましい。
ここで、微細凹凸構造(β)の間隔周期は凸部から隣接する凸部までの距離の平均値であり、電子顕微鏡またはレーザー顕微鏡で撮影した写真、あるいは表面粗さ測定装置を用いて求めることができる。
電子顕微鏡またはレーザー顕微鏡により測定される間隔周期は通常500nm未満の間隔周期であり、具体的には軸受け部103の接合部表面(B)を撮影する。その写真から、任意の凸部を50個選択し、それらの凸部から隣接する凸部までの距離をそれぞれ測定する。凸部から隣接する凸部までの距離の全てを積算して50で除したものを間隔周期とする。一方、500nmを超える間隔周期は通常、表面粗さ測定装置を用いて求める。
なお、通常、軸受け部103の接合部表面(B)だけでなく、軸受け部103の表面全体に対し、表面粗化処理が施されているため、軸受け部103の接合部表面(B)と同一面で、接合部表面(B)以外の箇所から間隔周期を測定することもできる。
上記間隔周期が上記下限値以上であると、微細凹凸構造(β)の凹部に熱可塑性樹脂部105を構成する熱可塑性樹脂が十分に進入することができ、軸受け部103と熱可塑性樹脂部105との接合強度をより向上させることができる。また、上記間隔周期が上記上限値以下であると、軸受け部103と熱可塑性樹脂部105との接合部分に隙間が生じるのを抑制できる。その結果、金属―樹脂界面の隙間から水分等の不純物が浸入することを抑制できるため、金属樹脂複合ギヤ100を高温、高湿下で用いた際、強度が低下することを抑制できる。
本実施形態においては、とくに粗化処理の温度および時間、エッチング量等が、上記間隔周期や十点平均粗さ(Rz)、粗さ曲線要素の平均長さ(RSm)を制御するための因子として挙げられる。
このような軸受け部103は、例えば、エッチング剤を用いて第2の金属材料の表面を粗化処理することにより形成することができる。エッチング剤を用いた第2の金属材料の表面の粗化処理は、前述した第1の金属材料の粗化処理方法と同様の方法によりおこなうことができる。そのため、ここでの説明は省略する。
以下、本実施形態に係る熱可塑性樹脂部105について説明する。
本実施形態に係る熱可塑性樹脂部105は熱可塑性樹脂組成物(P)により構成されている。熱可塑性樹脂組成物(P)は、熱可塑性樹脂(P1)を必須成分として含み、必要に応じて充填材(P2)を含む。さらに、熱可塑性樹脂組成物(P)は必要に応じてその他の配合剤を含む。なお、便宜上、熱可塑性樹脂部105が熱可塑性樹脂(P1)のみからなる場合であっても、熱可塑性樹脂部105は熱可塑性樹脂組成物(P)により構成されていると記載する。
熱可塑性樹脂部(A)105a、熱可塑性樹脂部(B)105bおよび熱可塑性樹脂部(C)105cを構成する熱可塑性樹脂の種類は相互に同一であっても異なっていてもよいが、通常、熱可塑性樹脂部105が金属インサート成形(射出成形)によって製造されるという理由によって相互に同一であることが好ましい。
熱可塑性樹脂(P1)としては特に限定されないが、例えば、ポリオレフィン系樹脂、ポリ(メタ)アクリル酸メチル樹脂等の(メタ)アクリル系樹脂、ポリスチレン樹脂、ポリビニルアルコール−ポリ塩化ビニル共重合体樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、ポリビニルホルマール樹脂、ポリメチルペンテン樹脂、無水マレイン酸−スチレン共重合体樹脂、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂等の芳香族ポリエーテルケトン、ポリエステル系樹脂、ポリアミド系樹脂、ポリアミドイミド樹脂、ポリイミド樹脂、ポリエーテルイミド樹脂、スチレン系エラストマー、ポリオレフィン系エラストマー、ポリウレタン系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー、アイオノマー、アミノポリアクリルアミド樹脂、イソブチレン無水マレイン酸コポリマー、ABS、ACS、AES、AS、ASA、MBS、エチレン−塩化ビニルコポリマー、エチレン−酢酸ビニルコポリマー、エチレン−酢酸ビニル−塩化ビニルグラフトポリマー、エチレン−ビニルアルコールコポリマー、塩素化ポリ塩化ビニル樹脂、塩素化ポリエチレン樹脂、塩素化ポリプロピレン樹脂、カルボキシビニルポリマー、ケトン樹脂、非晶性コポリエステル樹脂、ノルボルネン樹脂、フッ素プラスチック、ポリテトラフルオロエチレン樹脂、フッ素化エチレンポリプロピレン樹脂、PFA、ポリクロロフルオロエチレン樹脂、エチレンテトラフルオロエチレンコポリマー、ポリフッ化ビニリデン樹脂、ポリフッ化ビニル樹脂、ポリアリレート樹脂、熱可塑性ポリイミド樹脂、ポリ塩化ビニリデン樹脂、ポリ塩化ビニル樹脂、ポリ酢酸ビニル樹脂、ポリサルホン樹脂、ポリパラメチルスチレン樹脂、ポリアリルアミン樹脂、ポリビニルエーテル樹脂、ポリフェニレンオキシド樹脂、ポリフェニレンサルファイド(PPS)樹脂、ポリメチルペンテン樹脂、オリゴエステルアクリレート、キシレン樹脂、マレイン酸樹脂、ポリヒドロキシブチレート樹脂、ポリスルホン樹脂、ポリ乳酸樹脂、ポリグルタミン酸樹脂、ポリカプロラクトン樹脂、ポリエーテルスルホン樹脂、ポリアクリロニトリル樹脂、スチレン−アクリロニトリル共重合体樹脂等、ポリアセタール樹脂が挙げられる。これらの熱可塑性樹脂は一種単独で使用してもよいし、二種以上組み合わせて使用してもよい。
上記ポリオレフィン系樹脂を構成するオレフィンとしては、例えば、エチレン、α−オレフィン、環状オレフィン等が挙げられる。
本実施形態において、歯車部101または軸受け部103と熱可塑性樹脂部105との線膨張係数差の調整や熱可塑性樹脂部105の機械的強度を向上させる観点から、熱可塑性樹脂部105は充填材(P2)をさらに含んでもよい。
これにより、成形後の熱可塑性樹脂部105の収縮を抑制することができるため、歯車部101または軸受け部103と熱可塑性樹脂部105との接合をより強固なものとすることができる。
熱可塑性樹脂部105には、個々の機能を付与する目的でその他の配合剤を含んでもよい。上記配合剤としては、熱安定剤、酸化防止剤、顔料、耐候剤、難燃剤、可塑剤、分散剤、滑剤、離型剤、帯電防止剤、耐衝撃性改質剤等が挙げられる。
熱可塑性樹脂組成物(P)の製造方法は特に限定されず、一般的に公知の方法により製造することができる。例えば、以下の方法が挙げられる。まず、熱可塑性樹脂(P1)、必要に応じて充填材(P2)、さらに必要に応じて上記その他の配合剤を、バンバリーミキサー、単軸押出機、2軸押出機、高速2軸押出機等の混合装置を用いて、混合または溶融混合することにより、熱可塑性樹脂組成物(P)が得られる。
次に、本実施形態に係る金属樹脂複合ギヤ100の製造方法について説明する。
金属樹脂複合ギヤ100の製造方法は、歯車部101および軸受け部103と、熱可塑性樹脂部105とがそれぞれ相互に接合するように金属樹脂複合ギヤ100を成形できる方法であれば特に限定されない。こうした金属樹脂複合ギヤ100を成形できる方法としては、例えば、射出成形法、トランスファー成形法、圧縮成形法、反応射出成形法、ブロー成形法、熱成形法、プレス成形法等が挙げられる。これらの中でも射出成形法が好ましい。以下、射出成形法を用いた例について説明する。
(i)歯車部101および軸受け部103を射出成形用金型内に配置する工程
(ii)熱可塑性樹脂部105の少なくとも一部が歯車部101および軸受け部103とそれぞれ接するように、金型内に熱可塑性樹脂組成物(P)を射出成形し、熱可塑性樹脂部105を成形する工程
以下、具体的に説明する。
これにより、熱可塑性樹脂組成物(P)が軟化した状態に保ちながら、歯車部101および軸受け部103の表面に熱可塑性樹脂組成物(P)を高圧でより長い時間接触させることができる。
その結果、歯車部101および軸受け部103と熱可塑性樹脂部105との間の接着性を向上できるため、接合強度により一層優れた金属樹脂複合ギヤ100をより安定的に得ることができる。
これにより、軟化状態の熱可塑性樹脂部105を急速に固化させることができる。その結果、金属樹脂複合ギヤ100の成形サイクルを短縮できるため、金属樹脂複合ギヤ100を効率よく得ることができる。
具体的には、金型の表面の近くに設けられた流路に水蒸気、温水および温油から選択される加熱媒体を導入する、あるいは電磁誘導加熱を用いることにより、上記金型の上記表面温度を熱可塑性樹脂部105のガラス転移温度以上の温度に維持することが好ましい。
具体的には、金型の表面の近くに設けられた流路に冷水および冷油から選択される冷却媒体を導入することにより、金型の表面温度を熱可塑性樹脂部105のガラス転移温度未満の温度に冷却することが好ましい。
上記時間が上記下限値以上であると熱可塑性樹脂部105を溶融させた状態に保ちながら、歯車部101および軸受け部103の上記微細凹凸構造に熱可塑性樹脂部105を高圧でより長い時間接触させることができる。これにより、接合強度により一層優れた金属樹脂複合ギヤ100をより安定的に得ることができる。
また、上記時間が上記上限値以下であると、金属樹脂複合ギヤ100の成形サイクルを短縮できるため、金属樹脂複合ギヤ100をより効率よく得ることができる。
(歯車部の作製)
次の第一工程、第二工程および第三工程を順次実施することによって表面処理済の歯車部を得た。
≪第一工程≫
鉄鋼材(SCM415)により構成された歯車部を、市販脱脂剤NE−6(メルテック社製)を5重量%になるように希釈した60℃の水溶液中に5分間浸漬(無搖動下)させた後、5秒間の水洗(搖動下)を3回繰り返した。次いで、特開2001−011662号公報の実施例3に記載された条件に準じて第一工程を実施した。すなわち硫酸、硫酸第二銅の5水和物、塩化カリウム、およびチオサリチル酸が各々50重量%、3重量%、3重量%および0.0001重量%含有する30℃の水溶液中に、5分間浸漬(無搖動下)させた。次いで、超音波照射下で30秒間の水洗(搖動下)を3回繰り返すことによって第一の工程を終えた。
第一工程で得られた歯車部を、20重量%硝酸水溶液中に90秒間浸漬(無搖動下)させた。その際の水溶液の温度は40℃に維持された。その後、20秒間の水洗(搖動下)を3回繰り返し、次いで80℃に設定された乾燥機中で15分間乾燥させることによって第二工程を終了した。
≪第三工程≫
第二工程で得られた歯車部を、銅めっき剥離剤(メルテックス社製、メルストリップCU−3940)に、40℃で1分間浸漬(無搖動下)させた。その後、超音波照射下で20秒間の水洗(搖動下)を3回繰り返した。次いで80℃に設定された乾燥機中で15分間乾燥させることによって第三工程を終了した。第三工程終了後の歯車部の表面を電子顕微鏡写真により観察したところ、間隔周期が5nm以上500μm以下である凸部が林立した微細凹凸構造が観察された。
アルミニウム合金(A7075−T6)により構成された軸受け部を酸系エッチング剤(硫酸:8.2質量%、塩化第二鉄:7.8質量%(Fe3+:2.7質量%)、塩化第二銅:0.4質量%(Cu2+:0.2質量%)、イオン交換水:残部)(30℃)中に80秒間浸漬し、揺動させることによってエッチングした。次いで、流水で超音波洗浄(水中、1分)を行い、乾燥させることにより表面処理済みの軸受け部を得た。
軸受け部の表面を電子顕微鏡写真により観察したところ、間隔周期が5nm以上500μm以下である凸部が林立した微細凹凸構造が観察された。
射出成形機に金型を装着し、得られた歯車部および軸受け部を金型内に設置した。
次いで、その金型内に、熱可塑性樹脂組成物(ポリアミド系樹脂(PA6):40質量%、ガラス繊維:60質量%)を射出成形して、歯車部および軸受け部と、熱可塑性樹脂組成物により構成された熱可塑性樹脂部材とをそれぞれ接合し、図4に示す、12枚のリブ状の熱可塑性樹脂部(C)(リブ板)を有する金属樹脂複合ギヤ(ただし、シャフト200は除く)を得た。
また、歯車部表面の微細凹凸構造に熱可塑性樹脂部の一部分が浸入することにより歯車部と熱可塑性樹脂部とが接合されていることが確認できた。
同様に、軸受け部表面の微細凹凸構造に熱可塑性樹脂部の一部分が浸入することにより軸受け部と熱可塑性樹脂部とが接合されていることが確認できた。
また、得られた金属樹脂複合ギヤの重量は58gであり、全体が金属材料により構成された現行のマイタギヤ(250g)に比べて、大幅に軽量化できた。
101 歯車部
101a 内周面
101b 溝構造
103 軸受け部
103a 外周面
105 熱可塑性樹脂部
105a 熱可塑性樹脂部(A)
105b 熱可塑性樹脂部(B)
105c 熱可塑性樹脂部(C)
200 シャフト
Claims (9)
- 第1の金属材料により構成された歯車部と、
第2の金属材料により構成された軸受け部と、
前記歯車部と前記軸受け部とを連結する熱可塑性樹脂部と、を備え、
前記歯車部は、少なくとも前記熱可塑性樹脂部との接合部表面(A)に微細凹凸構造(α)を有しており、
前記微細凹凸構造(α)に前記熱可塑性樹脂部の一部分が浸入することにより前記歯車部と前記熱可塑性樹脂部とが接合されている金属樹脂複合ギヤ。 - 請求項1に記載の金属樹脂複合ギヤにおいて、
前記軸受け部は、少なくとも前記熱可塑性樹脂部との接合部表面(B)に微細凹凸構造(β)を有しており、
前記微細凹凸構造(β)に前記熱可塑性樹脂部の一部分が浸入することにより前記軸受け部と前記熱可塑性樹脂部とが接合されている金属樹脂複合ギヤ。 - 請求項1または2に記載の金属樹脂複合ギヤにおいて、
前記歯車部は、少なくとも前記熱可塑性樹脂部との接合部表面(A)に溝構造を有し、
前記熱可塑性樹脂部の一部分が前記溝構造の溝部分に充填されている金属樹脂複合ギヤ。 - 請求項1乃至3いずれか一項に記載の金属樹脂複合ギヤにおいて、
前記熱可塑性樹脂部がポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリフェニレンサルファイド樹脂、ポリカーボネート樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリイミド樹脂、ポリエーテルスルホン樹脂、ポリスチレン樹脂、ポリアクリロニトリル樹脂、スチレン−アクリロニトリル共重合体樹脂、アクリロニトリル−ブタジエン−スチレン共重合体樹脂、(メタ)アクリル系樹脂、およびポリアセタール樹脂から選択される一種または二種以上の熱可塑性樹脂を含む金属樹脂複合ギヤ。 - 請求項1乃至4いずれか一項に記載の金属樹脂複合ギヤにおいて、
前記熱可塑性樹脂部が充填材を含む金属樹脂複合ギヤ。 - 請求項5に記載の金属樹脂複合ギヤにおいて、
前記熱可塑性樹脂部全体を100質量%としたとき、前記熱可塑性樹脂部中の前記充填材の含有量が5質量%以上95質量%以下である金属樹脂複合ギヤ。 - 請求項1乃至6いずれか一項に記載の金属樹脂複合ギヤにおいて、
前記第1の金属材料および第2の金属材料のうち少なくとも一方が、鉄、鉄鋼材、ステンレス、アルミニウム、アルミニウム合金、マグネシウム、マグネシウム合金、銅、銅合金、チタンおよびチタン合金から選択される一種または二種以上を含む金属樹脂複合ギヤ。 - かさ歯車である、請求項7に記載の金属樹脂複合ギヤ。
- 請求項8に記載の金属樹脂複合ギヤにおいて、
前記熱可塑性樹脂部が、
前記歯車部の内周面に接合する熱可塑性樹脂部(A)と、
前記軸受け部の外周面に接合する熱可塑性樹脂部(B)と、
前記熱可塑性樹脂部(A)と前記熱可塑性樹脂部(B)の間に周方向と直交するようにして配置される複数のリブ状の熱可塑性樹脂部(C)と、
により構成される金属樹脂複合ギヤ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016093293 | 2016-05-06 | ||
| JP2016093293 | 2016-05-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017203547A true JP2017203547A (ja) | 2017-11-16 |
| JP6865628B2 JP6865628B2 (ja) | 2021-04-28 |
Family
ID=60321512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017090668A Active JP6865628B2 (ja) | 2016-05-06 | 2017-04-28 | 金属樹脂複合ギヤ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6865628B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108443459A (zh) * | 2018-05-11 | 2018-08-24 | 济南大学 | 一种自动散热的高分子齿轮 |
| JP2020001344A (ja) * | 2018-06-29 | 2020-01-09 | 三井化学株式会社 | 金属/樹脂複合構造体およびその製造方法 |
| WO2020109772A1 (en) * | 2018-11-26 | 2020-06-04 | Lentus Composites Limited | Gears |
| GB2579217A (en) * | 2018-11-26 | 2020-06-17 | Lentus Composites Ltd | Gears |
| WO2020152872A1 (ja) * | 2019-01-21 | 2020-07-30 | 株式会社ショーワ | 差動装置用ギヤ及び差動装置 |
| JP2020191376A (ja) * | 2019-05-22 | 2020-11-26 | 信越半導体株式会社 | 両面研磨装置用キャリアおよびその製造方法 |
| JP2021519246A (ja) * | 2018-03-28 | 2021-08-10 | スリーエム イノベイティブ プロパティズ カンパニー | 流動性歯科用物質を分注するためのフリップトップキャップ |
| JP2023025546A (ja) * | 2021-08-10 | 2023-02-22 | 大成プラス株式会社 | Cfrpと金属材の複合体の製造方法及びその複合体 |
| CN116592112A (zh) * | 2023-05-05 | 2023-08-15 | 南京航空航天大学 | 一种基于复合材料的混合型航空齿轮结构及制备方法 |
| US11906027B2 (en) | 2019-08-30 | 2024-02-20 | Fanuc Corporation | Light-weight gear and manufacturing method thereof, manufacturing method of gear train, and robot |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5891046U (ja) * | 1981-12-15 | 1983-06-20 | 株式会社 長谷川鉄工所 | 歯車 |
| JPS616061U (ja) * | 1984-06-19 | 1986-01-14 | 三菱レイヨン株式会社 | ハイブリツド歯車 |
| JPH01102557U (ja) * | 1987-12-28 | 1989-07-11 | ||
| US20020078777A1 (en) * | 2000-12-27 | 2002-06-27 | Witucki David E. | Gear assembly |
| JP2008163962A (ja) * | 2006-12-27 | 2008-07-17 | Enplas Corp | 射出成形樹脂かさ歯車 |
| JP2015203477A (ja) * | 2014-04-16 | 2015-11-16 | 住友ベークライト株式会社 | ギア |
| JP2016109197A (ja) * | 2014-12-05 | 2016-06-20 | ダイセルポリマー株式会社 | 軸一体型歯車とその製造方法 |
-
2017
- 2017-04-28 JP JP2017090668A patent/JP6865628B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5891046U (ja) * | 1981-12-15 | 1983-06-20 | 株式会社 長谷川鉄工所 | 歯車 |
| JPS616061U (ja) * | 1984-06-19 | 1986-01-14 | 三菱レイヨン株式会社 | ハイブリツド歯車 |
| JPH01102557U (ja) * | 1987-12-28 | 1989-07-11 | ||
| US20020078777A1 (en) * | 2000-12-27 | 2002-06-27 | Witucki David E. | Gear assembly |
| JP2008163962A (ja) * | 2006-12-27 | 2008-07-17 | Enplas Corp | 射出成形樹脂かさ歯車 |
| JP2015203477A (ja) * | 2014-04-16 | 2015-11-16 | 住友ベークライト株式会社 | ギア |
| JP2016109197A (ja) * | 2014-12-05 | 2016-06-20 | ダイセルポリマー株式会社 | 軸一体型歯車とその製造方法 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12024340B2 (en) | 2018-03-28 | 2024-07-02 | Solventum Intellectual Properties Company | Flip-top cap for dispensing a flowable dental substance |
| JP2021519246A (ja) * | 2018-03-28 | 2021-08-10 | スリーエム イノベイティブ プロパティズ カンパニー | 流動性歯科用物質を分注するためのフリップトップキャップ |
| CN108443459A (zh) * | 2018-05-11 | 2018-08-24 | 济南大学 | 一种自动散热的高分子齿轮 |
| JP2020001344A (ja) * | 2018-06-29 | 2020-01-09 | 三井化学株式会社 | 金属/樹脂複合構造体およびその製造方法 |
| JP7131991B2 (ja) | 2018-06-29 | 2022-09-06 | 三井化学株式会社 | 金属/樹脂複合構造体およびその製造方法 |
| WO2020109772A1 (en) * | 2018-11-26 | 2020-06-04 | Lentus Composites Limited | Gears |
| GB2579217A (en) * | 2018-11-26 | 2020-06-17 | Lentus Composites Ltd | Gears |
| GB2579217B (en) * | 2018-11-26 | 2023-04-26 | Polar Tech Management Group Limited | Gears |
| US11391354B2 (en) | 2019-01-21 | 2022-07-19 | Hitachi Astemo, Ltd. | Gear for differential and differential |
| JP2020118185A (ja) * | 2019-01-21 | 2020-08-06 | 株式会社ショーワ | 差動装置用ギヤ及び差動装置 |
| WO2020152872A1 (ja) * | 2019-01-21 | 2020-07-30 | 株式会社ショーワ | 差動装置用ギヤ及び差動装置 |
| JP2020191376A (ja) * | 2019-05-22 | 2020-11-26 | 信越半導体株式会社 | 両面研磨装置用キャリアおよびその製造方法 |
| US11906027B2 (en) | 2019-08-30 | 2024-02-20 | Fanuc Corporation | Light-weight gear and manufacturing method thereof, manufacturing method of gear train, and robot |
| JP2023025546A (ja) * | 2021-08-10 | 2023-02-22 | 大成プラス株式会社 | Cfrpと金属材の複合体の製造方法及びその複合体 |
| JP7742107B2 (ja) | 2021-08-10 | 2025-09-19 | 大成プラス株式会社 | Cfrpと金属材の複合体の製造方法及びその複合体 |
| CN116592112A (zh) * | 2023-05-05 | 2023-08-15 | 南京航空航天大学 | 一种基于复合材料的混合型航空齿轮结构及制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6865628B2 (ja) | 2021-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017203547A (ja) | 金属樹脂複合ギヤ | |
| JP7042740B2 (ja) | 金属/樹脂複合構造体、金属部材および金属部材の製造方法 | |
| US10827658B2 (en) | Electronic device housing, method for manufacturing electronic device housing, development plan-shaped metal resin joint plate, and electronic apparatus | |
| KR101548108B1 (ko) | 금속/수지 복합 구조체 및 금속 부재 | |
| EP4093167A1 (en) | Housing, structure, and housing manufacturing method | |
| JP6612512B2 (ja) | 金属/樹脂複合構造体および金属/樹脂複合構造体の製造方法 | |
| JP2016142119A (ja) | ドアチェッカー用アームおよびドアチェッカー | |
| JP2016190412A (ja) | 金属/樹脂複合構造体および金属/樹脂複合構造体の製造方法 | |
| US20230203670A1 (en) | Metal member, metal-resin composite, and method for manufacturing metal member | |
| JP7016273B2 (ja) | 板材、筐体、及び電子装置 | |
| JP7131986B2 (ja) | 金属/樹脂複合構造体および金属/樹脂複合構造体の製造方法 | |
| JP2019077038A (ja) | 金属/樹脂複合構造体および金属/樹脂複合構造体の製造方法 | |
| JP7115868B2 (ja) | 装置 | |
| JP7212451B2 (ja) | 金属樹脂接合板、筐体および電子装置 | |
| JP7212453B2 (ja) | 金属樹脂接合板、筐体および電子装置 | |
| JP2019149455A (ja) | 板材、筐体、及び電子装置 | |
| JP2018038528A (ja) | 便座上板、便座、暖房便座装置およびトイレ装置 | |
| JP2018140559A (ja) | マグネシウム合金/樹脂複合構造体およびマグネシウム合金/樹脂複合構造体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210323 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210406 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6865628 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |