JP2017208530A - Cmp研磨パッドのための研磨くず除去溝 - Google Patents
Cmp研磨パッドのための研磨くず除去溝 Download PDFInfo
- Publication number
- JP2017208530A JP2017208530A JP2017056833A JP2017056833A JP2017208530A JP 2017208530 A JP2017208530 A JP 2017208530A JP 2017056833 A JP2017056833 A JP 2017056833A JP 2017056833 A JP2017056833 A JP 2017056833A JP 2017208530 A JP2017208530 A JP 2017208530A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- grooves
- groove
- supply
- polishing pad
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/26—Lapping pads for working plane surfaces characterised by the shape of the lapping pad surface, e.g. grooved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/12—Lapping plates for working plane surfaces
- B24B37/16—Lapping plates for working plane surfaces characterised by the shape of the lapping plate surface, e.g. grooved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B57/00—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents
- B24B57/02—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents for feeding of fluid, sprayed, pulverised, or liquefied grinding, polishing or lapping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
- H10P52/40—Chemomechanical polishing [CMP]
- H10P52/402—Chemomechanical polishing [CMP] of semiconductor materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
Description
2*δa≦ρa≦8*δa
(式中、(nr)は半径方向溝の数を表し、(nf)は供給溝の数を表す)
及び
(0.15)nf*δa≦nr*ρa≦(0.35)nf*δa
にしたがって平均供給断面積(δa)よりも大きく、少なくとも一つの半径方向排流溝(ρ)が研磨トラックを通過して延びて、研磨パッドの回転中、研磨くずを、半導体基材、光学基材及び磁性基材の少なくとも一つの下で、研磨トラックに通し、研磨トラックを越えさせて研磨パッドの周縁へと除去することを促進する、研磨パッドを提供する。
2*δa≦ρa≦8*δa
(式中、(nr)は半径方向溝の数を表し、(nf)は供給溝の数を表す)
及び
(0.15)nf*δa≦nr*ρa≦(0.35)nf*δa
(式中、nrは数2〜12に等しい)
にしたがって平均供給断面積(δa)よりも大きく、少なくとも一つの半径方向排流溝(ρ)が研磨トラックを通過して延びて、研磨パッドの回転中、研磨くずを、半導体基材、光学基材及び磁性基材の少なくとも一つの下で、研磨トラックに通し、研磨トラックを越えさせて研磨パッドの周縁へと除去することを促進する、研磨パッドを提供する。
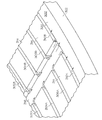
独立気泡パッド材料における除去プロセスは、パッド側に凹凸を含む薄い潤滑膜の中で起こる。除去が起こるためには、凹凸が基材表面と直接的又は半直接的に接触しなければならない。これは、液体輸送及び静水圧の軽減を促進するように表面テキスチャを設計し、排流を促進するように溝又は他の種類のマクロテキスチャを組み込むことによって影響される。うまく制御された接触の維持は、プロセス条件、溝間のランドエリア中のテキスチャの維持及び多様な他の変数に対して相対的に敏感である。
2*δa≦ρa≦8*δa
式中、(nr)は半径方向溝の数を表し、(nf)は供給溝の数を表し、次式にしたがって、半径方向排流溝の各側からの合計を表す。
(0.15)nf*δa≦nr*ρa≦(0.35)nf*δa
一般に、nr*は1〜16である。もっとも好都合には、nrは2〜12である。
注:本明細書において使用される供給溝計算は、スラリーが供給溝と排流溝との間の各一つの交点の両側から流れるものと仮定する。たとえば、80本の円形供給溝は一つの排流溝とで160の溝交点を形成する。
一つの排流溝の断面積:0.01741932cm2

MDC Mirra、K1505-50μmコロイダルスラリー
Saesol AK45(8031cl)ダイアモンドディスク、パッドならし30分7psi(48kPa)、全インサイチュー条件7psi(48kPa)
プロセス:パッドダウンフォース3psi(20.7kPa)
プラテン速度93rpm
キャリヤ速度87rpm
スラリー流量200ml/m
11、37、63、89、115、141、167及び193のウェーハカウントで研磨されたウェーハをモニタ。
KLA-TencorからのSurfscan SP1アナライザを用いて欠陥カウントを実施。
Claims (10)
- 半導体基材、光学基材及び磁性基材の少なくとも一つを、研磨流体及び研磨パッドと前記半導体基材、光学基材及び磁性基材の少なくとも一つとの間の相対運動によって研磨又は平坦化するのに適した研磨パッドであって、
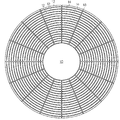
ポリマーマトリックス及び厚さを有する研磨層であって、中心、周縁、前記中心から前記周縁まで延びる半径及び前記中心を包囲し、前記半径と交差する研磨トラック(前記半導体基材、光学基材及び磁性基材の少なくとも一つを研磨又は平坦化するための前記研磨層の作用領域を表す)を含む研磨層と;
前記半径と交差する複数の供給溝(δ)であって、前記半導体基材、光学基材及び磁性基材の少なくとも一つを前記研磨パッド及び前記研磨流体で研磨又は平坦化するためのランドエリアを供給溝(δ)の間に有し、平均供給断面積(δa)(各供給溝の合計断面積を供給溝(δ)の総数で割ったもの)を有する複数の供給溝(δ)と;
前記研磨流体が前記複数の供給溝(δ)から少なくとも一つの半径方向排流溝(ρ)に流れることを許すための、前記複数の供給溝(δ)と交差する、前記研磨層中の少なくとも一つの半径方向排流溝(ρ)と、を含み、
前記少なくとも一つの半径方向排流溝(ρ)が平均排流断面積(ρa)を有し、
前記少なくとも一つの半径方向排流溝の前記平均排流断面積(ρa)が、
2*δa≦ρa≦8*δa
(式中、(nr)は半径方向溝の数を表し、(nf)は供給溝の数を表す)
及び
(0.15)nf*δa≦nr*ρa≦(0.35)nf*δa
にしたがって前記平均供給断面積(δa)よりも大きく、
前記少なくとも一つの半径方向排流溝(ρ)が前記研磨トラックを通過して延びて、前記研磨パッドの回転中、研磨くずを、前記半導体基材、光学基材及び磁性基材の少なくとも一つの下で、前記研磨トラックに通し、前記研磨トラックを越えさせて前記研磨パッドの前記周縁へと除去することを促進する、研磨パッド。 - 2*δa≦ρa≦6*δaである、請求項1記載の研磨パッド。
- 前記少なくとも一つの半径方向溝が周縁溝の中に終端し、周縁ランドエリアが前記周縁溝を包囲する、請求項1記載の研磨パッド。
- 前記供給溝が同心円弧である、請求項1記載の研磨パッド。
- 前記半径方向排流溝が前記供給溝よりも大きい深さを有する、請求項1記載の研磨パッド。
- 半導体基材、光学基材及び磁性基材の少なくとも一つを、研磨流体及び研磨パッドと前記半導体基材、光学基材及び磁性基材の少なくとも一つとの間の相対運動によって研磨又は平坦化するのに適した研磨パッドであって、
ポリマーマトリックス及び厚さを有する研磨層であって、中心、周縁、前記中心から前記周縁まで延びる半径及び前記中心を包囲し、前記半径と交差する研磨トラック(前記半導体基材、光学基材及び磁性基材の少なくとも一つを研磨又は平坦化するための前記研磨層の作用領域を表す)を含む研磨層と;
前記半径と交差する複数の供給溝(δ)であって、前記半導体基材、光学基材及び磁性基材の少なくとも一つを前記研磨パッド及び前記研磨流体で研磨又は平坦化するためのランドエリアを供給溝(δ)の間に有し、平均供給断面積(δa)(各供給溝の合計断面積を供給溝(δ)の総数で割ったもの)を有する複数の供給溝(δ)と;
前記研磨流体が前記複数の供給溝(δ)から少なくとも一つの半径方向排流溝(ρ)に流れることを許すための、前記複数の供給溝(δ)と交差する、前記研磨層中の少なくとも一つの半径方向排流溝(ρ)と、を含み、
前記少なくとも一つの半径方向排流溝(ρ)が平均排流断面積(ρa)を有し、前記少なくとも一つの半径方向排流溝の平均排流断面積(ρa)が、
2*δa≦ρa≦8*δa
(式中、(nr)は半径方向溝の数を表し、(nf)は供給溝の数を表す)
及び
(0.15)nf*δa≦nr*ρa≦(0.35)nf*δa
(式中、nrは数2〜12に等しい)
にしたがって前記平均供給断面積(δa)よりも大きく、
前記少なくとも一つの半径方向排流溝(ρ)が前記研磨トラックを通過して延びて、前記研磨パッドの回転中、研磨くずを、前記半導体基材、光学基材及び磁性基材の少なくとも一つの下で、前記研磨トラックに通し、前記研磨トラックを越えさせて前記研磨パッドの前記周縁へと除去することを促進する、研磨パッド。 - 2*δa≦ρa≦6*δaである、請求項6記載の研磨パッド。
- 前記少なくとも一つの半径方向溝が周縁溝の中に終端し、周縁ランドエリアが前記周縁溝を包囲する、請求項6記載の研磨パッド。
- 前記供給溝が同心円弧である、請求項6記載の研磨パッド。
- 前記半径方向排流溝が前記供給溝よりも大きい深さを有する、請求項6記載の研磨パッド。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/079,824 | 2016-03-24 | ||
| US15/079,824 US10875146B2 (en) | 2016-03-24 | 2016-03-24 | Debris-removal groove for CMP polishing pad |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017208530A true JP2017208530A (ja) | 2017-11-24 |
| JP2017208530A5 JP2017208530A5 (ja) | 2020-04-16 |
| JP6993090B2 JP6993090B2 (ja) | 2022-01-13 |
Family
ID=59886174
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017056833A Active JP6993090B2 (ja) | 2016-03-24 | 2017-03-23 | Cmp研磨パッドのための研磨くず除去溝 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10875146B2 (ja) |
| JP (1) | JP6993090B2 (ja) |
| KR (1) | KR102363154B1 (ja) |
| CN (1) | CN107225498A (ja) |
| FR (1) | FR3049205B1 (ja) |
| TW (1) | TWI773663B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019217627A (ja) * | 2018-06-21 | 2019-12-26 | エスケイシー・カンパニー・リミテッドSkc Co., Ltd. | スラリー流動性が向上された研磨パッドおよびその製造方法 |
| WO2023013576A1 (ja) | 2021-08-04 | 2023-02-09 | 株式会社クラレ | 研磨パッド |
| CN120651714A (zh) * | 2025-07-22 | 2025-09-16 | 四川省贝特化工科技有限公司 | 一种囊包颗粒用智能检测装置及其检测方法 |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017216033A1 (de) * | 2017-09-12 | 2019-03-14 | Carl Zeiss Smt Gmbh | Verfahren zum Bearbeiten eines Werkstücks bei der Herstellung eines optischen Elements |
| CN108214285A (zh) * | 2018-01-25 | 2018-06-29 | 成都时代立夫科技有限公司 | 一种化学机械抛光垫 |
| JP7026942B2 (ja) * | 2018-04-26 | 2022-03-01 | 丸石産業株式会社 | 研磨パッド用の下敷及び該下敷を使用する研磨方法 |
| US20210263418A1 (en) * | 2018-07-27 | 2021-08-26 | Asml Netherlands B.V. | Tool for modifying a support surface |
| KR101952829B1 (ko) * | 2018-08-13 | 2019-02-27 | 최유섭 | 금속부품의 연마가공장치 및 이를 이용한 연마가공방법 |
| JP7178662B2 (ja) * | 2019-04-10 | 2022-11-28 | パナソニックIpマネジメント株式会社 | 研磨装置および研磨方法 |
| TWI771668B (zh) | 2019-04-18 | 2022-07-21 | 美商應用材料股份有限公司 | Cmp期間基於溫度的原位邊緣不對稱校正 |
| WO2020255744A1 (ja) * | 2019-06-19 | 2020-12-24 | 株式会社クラレ | 研磨パッド、研磨パッドの製造方法及び研磨方法 |
| CN110732983A (zh) * | 2019-10-30 | 2020-01-31 | 郑州伯利森新材料科技有限公司 | 一种硬脆材料加工用免修整超硬砂轮及其制备方法 |
| GB2590511B (en) * | 2019-11-20 | 2023-10-25 | Best Engineered Surface Tech Llc | Hybrid CMP conditioning head |
| TWI797501B (zh) * | 2019-11-22 | 2023-04-01 | 美商應用材料股份有限公司 | 在拋光墊中使用溝槽的晶圓邊緣不對稱校正 |
| KR102746090B1 (ko) | 2020-03-13 | 2024-12-26 | 삼성전자주식회사 | Cmp 패드 및 이를 구비하는 화학적 기계적 연마 장치 |
| US20210299816A1 (en) * | 2020-03-25 | 2021-09-30 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Cmp polishing pad with protruding structures having engineered open void space |
| KR102570825B1 (ko) * | 2020-07-16 | 2023-08-28 | 한국생산기술연구원 | 다공성 돌출 패턴을 포함하는 연마 패드 및 이를 포함하는 연마 장치 |
| CN114496880B (zh) * | 2020-10-26 | 2025-07-25 | 昆明物理研究所 | 一种化学抛光夹具 |
| KR102685134B1 (ko) * | 2022-06-09 | 2024-07-15 | 케이피엑스케미칼 주식회사 | 개선된 연마속도를 갖는 연마패드 및 이를 포함하는 화학적 기계적 연마장치 |
| KR102685136B1 (ko) * | 2022-06-09 | 2024-07-15 | 케이피엑스케미칼 주식회사 | 개선된 연마속도를 갖는 연마패드 및 이를 포함하는 화학적 기계적 연마장치 |
| KR20240105053A (ko) * | 2022-12-28 | 2024-07-05 | 삼성전자주식회사 | 화학 기계적 연마 장치 및 이의 제어 방법 |
| CN115972083A (zh) * | 2023-01-05 | 2023-04-18 | 华虹半导体(无锡)有限公司 | 研磨垫 |
| CN116276633B (zh) * | 2023-02-13 | 2025-09-16 | 上海芯谦集成电路有限公司 | 一种具有透气孔的抛光垫 |
| US20250108477A1 (en) * | 2023-09-28 | 2025-04-03 | Applied Materials, Inc. | Chemical mechanical polishing edge control with pad recesses |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006156876A (ja) * | 2004-12-01 | 2006-06-15 | Toyo Tire & Rubber Co Ltd | 研磨パッド、研磨方法ならびに半導体デバイスの製造方法および半導体デバイス |
| JP2007081322A (ja) * | 2005-09-16 | 2007-03-29 | Jsr Corp | 化学機械研磨パッドの製造方法 |
| US20090311955A1 (en) * | 2008-03-14 | 2009-12-17 | Nexplanar Corporation | Grooved CMP pad |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY114512A (en) | 1992-08-19 | 2002-11-30 | Rodel Inc | Polymeric substrate with polymeric microelements |
| US5645469A (en) | 1996-09-06 | 1997-07-08 | Advanced Micro Devices, Inc. | Polishing pad with radially extending tapered channels |
| JPH11156699A (ja) | 1997-11-25 | 1999-06-15 | Speedfam Co Ltd | 平面研磨用パッド |
| US6135868A (en) * | 1998-02-11 | 2000-10-24 | Applied Materials, Inc. | Groove cleaning device for chemical-mechanical polishing |
| GB2345255B (en) | 1998-12-29 | 2000-12-27 | United Microelectronics Corp | Chemical-Mechanical Polishing Pad |
| WO2000059680A1 (en) * | 1999-03-30 | 2000-10-12 | Nikon Corporation | Polishing body, polisher, polishing method, and method for producing semiconductor device |
| EP1292428B1 (en) * | 2000-06-19 | 2005-04-20 | Struers A/S | A multi-zone grinding and/or polishing sheet |
| US20040014413A1 (en) * | 2002-06-03 | 2004-01-22 | Jsr Corporation | Polishing pad and multi-layer polishing pad |
| US6843711B1 (en) * | 2003-12-11 | 2005-01-18 | Rohm And Haas Electronic Materials Cmp Holdings, Inc | Chemical mechanical polishing pad having a process-dependent groove configuration |
| JP4645825B2 (ja) | 2004-05-20 | 2011-03-09 | Jsr株式会社 | 化学機械研磨パッド及び化学機械研磨方法 |
| US7329174B2 (en) | 2004-05-20 | 2008-02-12 | Jsr Corporation | Method of manufacturing chemical mechanical polishing pad |
| KR101279819B1 (ko) * | 2005-04-12 | 2013-06-28 | 롬 앤드 하스 일렉트로닉 머티리얼스 씨엠피 홀딩스 인코포레이티드 | 방사-편향 연마 패드 |
| JP2009220265A (ja) * | 2008-02-18 | 2009-10-01 | Jsr Corp | 化学機械研磨パッド |
| CN102449017A (zh) * | 2009-06-18 | 2012-05-09 | Jsr株式会社 | 聚氨酯及含有它的研磨层形成用组合物、以及化学机械研磨用垫及使用它的化学机械研磨方法 |
| CN102498549A (zh) * | 2009-07-16 | 2012-06-13 | 嘉柏微电子材料股份公司 | 沟槽式化学机械抛光抛光垫 |
| KR20110100080A (ko) * | 2010-03-03 | 2011-09-09 | 삼성전자주식회사 | 화학적 기계적 연마 공정용 연마 패드 및 이를 포함하는 화학적 기계적 연마 설비 |
| JP2012106328A (ja) * | 2010-03-25 | 2012-06-07 | Toyo Tire & Rubber Co Ltd | 積層研磨パッド |
| KR101232787B1 (ko) * | 2010-08-18 | 2013-02-13 | 주식회사 엘지화학 | 연마 시스템용 연마 패드 |
| US9211628B2 (en) * | 2011-01-26 | 2015-12-15 | Nexplanar Corporation | Polishing pad with concentric or approximately concentric polygon groove pattern |
| US8968058B2 (en) * | 2011-05-05 | 2015-03-03 | Nexplanar Corporation | Polishing pad with alignment feature |
| US20140378035A1 (en) * | 2011-09-15 | 2014-12-25 | Toray Industries, Inc. | Polishing pad |
| WO2013103142A1 (ja) | 2012-01-06 | 2013-07-11 | 東レ株式会社 | 研磨パッド |
| TWI599447B (zh) * | 2013-10-18 | 2017-09-21 | 卡博特微電子公司 | 具有偏移同心溝槽圖樣之邊緣排除區的cmp拋光墊 |
| JP2016124043A (ja) | 2014-12-26 | 2016-07-11 | 東洋ゴム工業株式会社 | 研磨パッド |
-
2016
- 2016-03-24 US US15/079,824 patent/US10875146B2/en active Active
-
2017
- 2017-03-23 CN CN201710180712.XA patent/CN107225498A/zh active Pending
- 2017-03-23 KR KR1020170036719A patent/KR102363154B1/ko active Active
- 2017-03-23 TW TW106109816A patent/TWI773663B/zh active
- 2017-03-23 JP JP2017056833A patent/JP6993090B2/ja active Active
- 2017-03-24 FR FR1752492A patent/FR3049205B1/fr active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006156876A (ja) * | 2004-12-01 | 2006-06-15 | Toyo Tire & Rubber Co Ltd | 研磨パッド、研磨方法ならびに半導体デバイスの製造方法および半導体デバイス |
| JP2007081322A (ja) * | 2005-09-16 | 2007-03-29 | Jsr Corp | 化学機械研磨パッドの製造方法 |
| US20090311955A1 (en) * | 2008-03-14 | 2009-12-17 | Nexplanar Corporation | Grooved CMP pad |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019217627A (ja) * | 2018-06-21 | 2019-12-26 | エスケイシー・カンパニー・リミテッドSkc Co., Ltd. | スラリー流動性が向上された研磨パッドおよびその製造方法 |
| WO2023013576A1 (ja) | 2021-08-04 | 2023-02-09 | 株式会社クラレ | 研磨パッド |
| KR20240034874A (ko) | 2021-08-04 | 2024-03-14 | 주식회사 쿠라레 | 연마 패드 |
| CN120651714A (zh) * | 2025-07-22 | 2025-09-16 | 四川省贝特化工科技有限公司 | 一种囊包颗粒用智能检测装置及其检测方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170113203A (ko) | 2017-10-12 |
| CN107225498A (zh) | 2017-10-03 |
| US10875146B2 (en) | 2020-12-29 |
| FR3049205B1 (fr) | 2021-08-06 |
| US20170274496A1 (en) | 2017-09-28 |
| KR102363154B1 (ko) | 2022-02-15 |
| TWI773663B (zh) | 2022-08-11 |
| TW201800181A (zh) | 2018-01-01 |
| JP6993090B2 (ja) | 2022-01-13 |
| FR3049205A1 (fr) | 2017-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017208530A (ja) | Cmp研磨パッドのための研磨くず除去溝 | |
| KR100471527B1 (ko) | 연마체, 연마장치, 연마방법 및 반도체 소자의 제조방법 | |
| EP0907460B1 (en) | Method for chemical-mechanical planarization of stop-on-feature semiconductor wafers | |
| US6955587B2 (en) | Grooved polishing pad and method | |
| CN104476384B (zh) | 半导体晶片双面抛光的方法 | |
| US7070480B2 (en) | Method and apparatus for polishing substrates | |
| SG177625A1 (en) | Grooved cmp polishing pad | |
| US20100159810A1 (en) | High-rate polishing method | |
| JP2005150744A (ja) | スラリー消費を減らすための溝構造を有する研磨パッド | |
| KR101184628B1 (ko) | 연마 동안 후류의 혼합을 촉진시키도록 배열된 홈을 갖는연마 패드 | |
| JP3788810B2 (ja) | 研磨装置 | |
| US6899612B2 (en) | Polishing pad apparatus and methods | |
| CN114952609B (zh) | 一种新旧抛光液含比可控的cmp抛光垫、抛光方法及其应用 | |
| JP4449905B2 (ja) | 研磨布及び研磨布の加工方法並びにそれを用いた基板の製造方法 | |
| KR101455919B1 (ko) | 웨이퍼 양면 연마 장치의 정반 구조 | |
| ISHIZUKA et al. | PCD Dressers for Chemical Mechanical Planarization with Uniform Polishing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200309 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210608 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211029 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211209 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6993090 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |