JP2017209767A - 切削工具の接触判定方法、切削加工範囲決定方法および切削加工装置 - Google Patents
切削工具の接触判定方法、切削加工範囲決定方法および切削加工装置 Download PDFInfo
- Publication number
- JP2017209767A JP2017209767A JP2016106034A JP2016106034A JP2017209767A JP 2017209767 A JP2017209767 A JP 2017209767A JP 2016106034 A JP2016106034 A JP 2016106034A JP 2016106034 A JP2016106034 A JP 2016106034A JP 2017209767 A JP2017209767 A JP 2017209767A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- cutting
- cutting tool
- vibration
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Machine Tool Sensing Apparatuses (AREA)
Abstract
【課題】加工対象物に対して切削加工範囲をより正確に実現できる、切削工具の接触判定方法等を提供する。【解決手段】切削工具11の接触判定方法は、加工対象物30の振動を表す信号を周波数フィルタ15に入力するステップと、周波数フィルタ15の出力が所定の判定基準を満たす場合に接触したと判定するステップとを備える。切削加工範囲決定方法は、さらに、接触したと判定された位置を基準として、切削工具11の作用範囲を決定するステップを備える。【選択図】図6
Description
本発明は、切削工具の接触判定方法、切削加工範囲決定方法および切削加工装置に関する。
材料に対して切削加工を施す切削加工装置として、切削工具を備えたものが周知である。このような切削加工装置は、特許文献1に記載される。
切削加工を自動化する際には、加工対象物に対する切削加工範囲の設定が重要である。従来、切削加工範囲を設定するには、切削工具の基準位置(たとえば、加工物に接触すると想定される位置)を接触センサ等で予め計測して装置に設定しておき、その基準位置を起点として所定範囲内を切削加工範囲とするという手法が採用されていた。
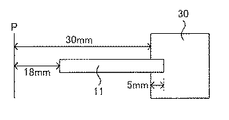
図8に、このような従来技術を用いた切削加工動作の例を示す。この図は、長さ20mmの切削工具111(ドリル刃等)を用いて、加工対象物130に切削加工を施す動作を表す。この例では、基準位置Pと加工対象物130とが30mmだけ隔てられている。
この例は、切削工具111による切削加工範囲が、「基準位置Pを起点としてそこから15mmの範囲」と設定されている場合を示す。図8(a)に示すように、切削工具111が固定された動作開始位置にある時には、切削工具111と加工対象物130とは接触しない。次に、切削工具111が切削動作を開始し、加工対象物130に向かって移動すると、図8(b)に示すように、切削工具111が基準位置Pから10mmだけ移動した時点で加工対象物130と接触する。この時点で加工対象物130に対して切削作用が発生し、さらに図8(c)に示すように切削工具111が基準位置Pから15mmだけ移動するまで継続する。この結果、図8(c)に示すように、加工対象物130に対して5mmだけ切削加工が施される。この時点で切削工具111による切削動作は終了する。
しかしながら、実際の切削作用範囲が、固定された基準位置によらず変動する場合があり、これが誤差の原因となる場合があった。
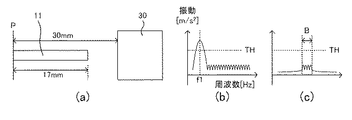
図9に、このような誤差が発生する原因の一例を示す。図9は、切削工具111の摩耗や切削工具取り付け時の位置ズレで誤差が発生する例である。この例では、図9(a)に示すように、切削工具111が3mm摩耗して長さが17mmとなっている。このため、図9(b)に示すように、切削工具111が基準位置Pから10mm移動した時点では加工対象物130に接触せず、切削作用の発生がより遅くなる。この結果、図9(c)に示すように、切削工具111が基準位置Pから15mmだけ移動した時点でも、加工対象物130に対しては2mmしか切削加工を施すことができない。このように、加工深さに−3mmの誤差が発生する(すなわち加工深さが3mmだけ浅くなる)。
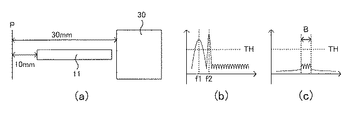
図10に、このような誤差が発生する原因の別の例を示す。図10は、加工対象物130の配置の変化によって誤差が発生する例である。この例では、図10(a)に示すように、加工対象物130の配置精度が悪く、基準位置Pから32mm離れた位置に配置されている。このため、図10(b)に示すように、切削工具111が基準位置Pから10mm移動した時点では切削工具111は加工対象物130に接触せず、切削作用の発生がより遅くなる。この結果、図10(c)に示すように、切削工具111が基準位置Pから15mmだけ移動した時点でも、加工対象物130に対しては3mmしか切削加工を施すことができない。
なお、図10の例では加工対象物130は基準位置Pから32mm離れた位置に配置されており、これは正確な値30mmよりも2mmだけ離れた位置のため、加工深さに−2mmの誤差が発生する(すなわち加工深さが2mmだけ浅くなる)。仮に加工対象物130が基準位置Pから31mm離れた位置に配置されていれば、加工深さに−1mmの誤差が発生することになり、仮に加工対象物130が基準位置Pから28mm離れた位置に配置されていれば、加工深さに+2mmの誤差が発生することになる。
図11に、このような誤差が発生する原因のさらに別の例を示す。図11は、加工対象物の寸法の変化によって誤差が発生する例である。図11(a)に示す加工対象物130aは標準の寸法であり、正確な加工深さを実現できる。しかしながら、図11(b)に示す加工対象物130bは標準より1mmだけ小さい寸法であり、このため加工深さが1mmだけ浅くなる。また、図11(c)に示す加工対象物130cは標準より2mmだけ大きい寸法であり、このため加工深さが2mmだけ深くなる。
このような、工具長のバラつき誤差、加工物寸法バラつき誤差、加工物基準配置バラつき誤差に対して、切削精度を安定させるために、工具先端が加工対象物に接触したことを検知し、接触した位置を基準として加工範囲を決定することが考えられる。
しかしながら、従来の方法では、加工対象物と工具先端との接触を正確に検知できないという問題があった。
たとえば、切削工具の動作に伴って発生する切削加工装置自身の振動が、相対的に加工対象物の振動として検出されてしまい、工具が接触したと誤って判定されてしまう場合がある。また、切削加工装置以外の装置等によって発生する外乱振動が、加工対象物の振動として検出されてしまい、工具が接触したと誤って判定されてしまう場合もある。
この発明は、このような問題を解決するためになされたものであり、加工対象物と工具先端との接触を正確に検知できる技術を提供することを目的とする。
たとえば、工具長が消耗や工具取り付け時の位置ズレによる誤差、加工物寸法バラつき誤差、加工物基準配置バラつき誤差に対して、切削精度を常に安定させる工具先端の振動接触検知運用において、更に外乱振動による誤検知誤差を解決することができる。
上述の問題点を解決するため、この発明に係る、切削工具の接触判定方法は、
加工対象物の振動を表す信号を周波数フィルタに入力するステップと、
前記周波数フィルタの出力が所定の判定基準を満たす場合に、切削工具が加工対象物に接触したと判定するステップと
を備える。
特定の実施態様では、
前記周波数フィルタは、バンドパスフィルタ、ハイパスフィルタまたはローパスフィルタであり、
前記判定基準は、
‐加工対象物の振動に係る加速度が所定値を超えること、
‐振幅が所定値を超えること、または
‐振動センサにより振動が検出されること、
のうち少なくとも1つを含む。
また、この発明に係る切削加工範囲決定方法は、
上述の方法を実行するステップと、
切削工具が加工対象物に接触したと判定された位置を基準として、切削工具の作用範囲を決定するステップと
を備える。
また、この発明に係る切削加工装置は、
切削工具と、
加工対象物の振動をフィルタリングする周波数フィルタと、
前記周波数フィルタの出力が所定の判定基準を満たす場合に、切削工具が加工対象物に接触したと判定する、制御装置と
を備える。
加工対象物の振動を表す信号を周波数フィルタに入力するステップと、
前記周波数フィルタの出力が所定の判定基準を満たす場合に、切削工具が加工対象物に接触したと判定するステップと
を備える。
特定の実施態様では、
前記周波数フィルタは、バンドパスフィルタ、ハイパスフィルタまたはローパスフィルタであり、
前記判定基準は、
‐加工対象物の振動に係る加速度が所定値を超えること、
‐振幅が所定値を超えること、または
‐振動センサにより振動が検出されること、
のうち少なくとも1つを含む。
また、この発明に係る切削加工範囲決定方法は、
上述の方法を実行するステップと、
切削工具が加工対象物に接触したと判定された位置を基準として、切削工具の作用範囲を決定するステップと
を備える。
また、この発明に係る切削加工装置は、
切削工具と、
加工対象物の振動をフィルタリングする周波数フィルタと、
前記周波数フィルタの出力が所定の判定基準を満たす場合に、切削工具が加工対象物に接触したと判定する、制御装置と
を備える。
この発明によれば、加工対象物の振動のうち特定の周波数成分に基づいて接触判定を行うので、切削工具が加工対象物に実際に接触したことを検出でき、切削加工範囲をより正確に実現することができる。
以下、この発明の実施の形態を添付図面に基づいて説明する。
実施の形態1.
図1に、本発明に係る切削加工装置10の構成を示す。切削加工装置10は、切削工具11と、駆動機構12と、固定位置決め機構13と、振動検出装置14と、周波数フィルタ15と、制御装置20とを備える。以下に説明するように、切削加工装置10は、本発明に係る方法を用いて加工対象物を切削する。
実施の形態1.
図1に、本発明に係る切削加工装置10の構成を示す。切削加工装置10は、切削工具11と、駆動機構12と、固定位置決め機構13と、振動検出装置14と、周波数フィルタ15と、制御装置20とを備える。以下に説明するように、切削加工装置10は、本発明に係る方法を用いて加工対象物を切削する。
切削工具11は、切削動作を行うことにより、加工対象物に対して物理的な切削作用を及ぼす工具である。切削動作は、切削工具11の回転または回動であってもよく、直線運動であってもよく、その他の運動であってもよく、これらを組み合わせたものであってもよい。また、切削動作は、加工対象物の回転または回動であってもよく、直線運動であってもよく、その他の運動であってもよく、これらを組み合わせたものであってもよい。切削工具11の形状は、図1では細長い矩形として示しているが、この形状は厳密なものではなく、また細長い形状である必要はない。切削工具11は、たとえば、エンドミル、ドリル刃、砥石、カッター、リーマ、タップ、バイト、等として実現することができる。
駆動機構12は、切削工具11を運動させることにより、加工対象物に切削作用を発生させる。たとえば切削工具11が回転運動するものである場合には、駆動機構12はモータを備えてもよい。また、駆動機構12は、加工対象物に対して切削工具11を移動させることにより、特定の切削加工範囲において切削作用を発生させる。たとえば、切削工具11がドリル刃である場合には、駆動機構12は切削工具11を回転軸方向に移動させ、加工対象物に対して所定の深さだけ陥入させることにより、その深さだけ切削作用を発生させる。この結果として、加工対象物には所定の深さの切削機械加工が形成される。
固定位置決め機構13は、加工対象物を固定して位置決めする。固定位置決め機構13は、加工対象物を固定できる構造であればどのようなものであってもよいが、たとえばチャック機構として実現することができる。また、固定位置決め機構13に代えて、加工対象物を位置決めまたは固定するための任意の機構を用いることができる。さらに、固定位置決め機構13に代えて、加工対象物を回転、回動、直線運動等させるための任意の機構を用いることもできる。なお、加工対象物を位置決めまたは固定する方式は、把持による方式としてもよいし、押し当てによる方式としてもよいし、その他の方式としてもよい。
振動検出装置14は、固定位置決め機構13に取り付けられ、加工対象物の振動を検出する。図1の例では、加工対象物から固定位置決め機構13を介して伝達される振動を検出するが、加工対象物から直接的に(たとえば加工対象物に直接的に接触して配置されることにより)振動を検出するものであってもよい。たとえば固定位置決め機構13が加工対象物を固定するためのピン等を備える場合には、振動検出装置14はそのピン等に接触して配置されてもよい。振動検出装置14は、たとえば位置変位または圧力変位を電気変位信号に変換するセンサとして実現することができる。
周波数フィルタ15は、振動検出装置14に接続され、振動検出装置14から伝達される振動(または振動を表す信号)をフィルタリングする。たとえば、振動を表す信号を電気信号として受け取り、これをフィルタリングして、特定の周波数成分を遮断し、または特定の周波数成分のみを透過させる。周波数フィルタ15は、たとえばバンドパスフィルタとして構成することができる。具体的には、5KHz周辺(たとえば4KHz以上6KHz以下の周波数帯)の周波数成分を透過させるバンドパスフィルタを用いることができる。
制御装置20は、切削加工装置10全体の動作を制御する。たとえば、図示のように、制御装置20は駆動機構12に電気的に接続され、駆動機構12の動作を制御することにより切削工具11の動作を制御し、結果として加工対象物に対する切削作用範囲を制御する。また、制御装置20は周波数フィルタ15に電気的に接続され、周波数フィルタ15から出力される信号を受信する。とくに、制御装置20は、後述するように、周波数フィルタ15からの信号に基づき、切削工具11が加工対象物に接触したか否かを判定する。
図2に、切削加工装置10に加工対象物30(ワーク等とも呼ばれるもの)が配置された状態を示す。加工対象物30は固定位置決め機構13に固定され位置決めされる。加工対象物30は、たとえば金属からなるものであるが、切削工具11との接触により振動が発生する加工対象材料を含むものであればどのような形状または材質のものであってもよい。
図3〜図7を用いて、本発明に係る切削加工装置10による切削動作の例を説明する。この例では、加工対象物30を固定しておき切削工具11を駆動する構成を用いて説明するが、切削工具を固定しておき加工対象物を駆動する構成としてもよい。また、この例では、製造時に20mmの長さを有していた切削工具11が、使用に伴って17mmの長さにまで摩耗もしくは切削工具取り付け時に位置ズレしている状態を考える。
図3は、切削動作の開始時点の状態を示す。切削加工装置10は、制御装置20の制御によって、図3(a)に示すように切削工具11を所定の切削動作開始初期位置(基準位置P)に配置させ、そこで切削動作を開始させる。基準位置Pは、切削加工装置10に電源が投入された際の切削工具11の初期位置であってもよい。
本実施形態では、切削工具11の位置は、図3(a)に示すように駆動機構12側端の位置として表されるが、切削工具11に対して固定された位置であれば任意の位置として表すことができる。
たとえば切削工具11がドリル刃である場合には、制御装置20は、基準位置Pにおいて切削工具11の回転動作を開始させる。この例では、基準位置Pは加工対象物30から30mmだけ隔てられている。
切削加工装置10は、加工対象物30の振動を表す信号を、周波数フィルタ15に入力させる。加工対象物30の振動を表す信号は、たとえば図3(b)に示すスペクトルを有するものとする。図3(b)の横軸は周波数を表し、縦軸は振動の大きさを表す。振動の大きさは、図3(b)の例では加工対象物30の振動に係る加速度によって表されるが、別例として加工対象物30の振動の振幅によって表されてもよい。
この振動は、たとえば切削工具11の動作に伴って発生する切削加工装置10自身の振動や、駆動機構12自身の振動が、相対的に加工対象物30の振動として検出されるものを含んでいる。また、この振動は、外乱振動を含む場合がある。外乱振動とは、たとえば、切削加工装置10以外の装置等によって発生する振動を意味する。これらの要因のため、切削工具11と加工対象物30とが接触していなくても、図3(b)に示すような加工対象物30の振動が検出される場合がある。
なお、この例では、加工対象物30の振動の大きさは、周波数f1においてピークを示し、その前後にわたる周波数帯で所定の閾値THを超えている。この閾値THは、予め制御装置20が記憶する所定値であってもよい。
周波数フィルタ15は、入力された信号(たとえば図3(b)に示す信号)をフィルタリングし、結果を出力する。出力信号はたとえば図3(c)に示すスペクトルを有する。図3(c)の縦軸および横軸は図3(b)と同様である。
この例では周波数フィルタ15はバンドパスフィルタであり、所定の周波数帯域Bに含まれる周波数成分を透過させ、他の周波数帯域の周波数成分を遮断または減衰させる。ここで、周波数帯域Bは任意に設計可能であるが、たとえば、切削工具11と加工対象物30とが接触することによって加工対象物30に発生する特徴的な振動の周波数を含む帯域とすることができる。この例では、周波数f1前後の成分が遮断され、閾値THを超える成分が存在しなくなっている。
制御装置20は、周波数フィルタ15の出力に基づき、切削工具11と加工対象物30とが接触したか否かを判定する。たとえば制御装置20は、周波数フィルタ15の出力が所定の判定基準を満たす場合に、切削工具11が加工対象物30に接触したと判定する。判定基準は、たとえば、周波数フィルタ15の出力において、加工対象物30の振動に係る加速度が閾値THを超えることである。より厳密には、加工対象物30の振動に含まれる周波数成分のうち、加速度が閾値THを超えるものが存在することである。このように、本発明の一態様は、切削工具11の接触判定方法を含むということができる。
図3(c)の例では、周波数フィルタ15の出力信号において加速度が閾値THを超えていない(より厳密には、加速度が閾値THを超える周波数成分が存在しない)ので、制御装置20は切削工具11が加工対象物30に接触していないと判定する。この場合には、制御装置20は切削工具11を加工対象物30に近づける。たとえば切削工具11がドリル刃である場合には、回転軸方向の特定の向きに移動させる。
図4は、切削工具11が基準位置Pから5mmだけ移動した時点の状態を示す。図4(a)は切削工具11の位置を示す。この位置では、切削工具11はまだ加工対象物30には接触しないが、駆動機構12の動作に伴う振動が発生する。この振動により加工対象物30に新たな振動が加わり、この新たな振動が振動検出装置14により検出される。
この新たな振動を含む加工対象物30の振動を表す信号は、たとえば図4(b)に示すスペクトルを有するものとする。図4(b)では、周波数f1におけるピークに加え、駆動機構12の動作に伴って新たに周波数f2におけるピークが現れている。
加工対象物30の振動の大きさは、周波数f1の前後にわたる周波数帯と、周波数f2の前後にわたる周波数帯とで所定の閾値THを超える(これらの周波数帯は、互いに分離されている可能性もあるし、一部または全体が重複する可能性もあるし、一方が他方に含まれる場合もある)。しかしながら、周波数フィルタ15の出力信号において加速度が閾値THを超えていないので、制御装置20は切削工具11が加工対象物30に接触していないと判定し、切削工具11を加工対象物30にさらに近づける。
図5は、切削工具11が基準位置Pから10mmだけ移動した時点の状態を示す。図5(a)は切削工具11の位置を示す。この位置は、製造直後の切削工具11(長さ20mm)であれば加工対象物30に接触するはずの位置であるが、上述のように切削工具11は摩耗により短くなっており、この位置では加工対象物30に接触しない。このため、図5(b)および図5(c)に示すように、加工対象物30の振動を表す信号および周波数フィルタ15の出力信号に実質的な変化はない。
図5(c)の例では、周波数フィルタ15の出力信号において加速度が閾値THを超えていないので、制御装置20は切削工具11が加工対象物30に接触していないと判定する。この場合には、制御装置20は切削工具11を加工対象物30にさらに近づける。
図6は、切削工具11が基準位置Pから13mmだけ移動した時点の状態を示す。図6(a)は切削工具11の位置を示す。この時点で切削工具11は加工対象物30に接触する。この接触により加工対象物30に新たな振動が加わり、この新たな振動が振動検出装置14により検出される。
この新たな振動を含む加工対象物30の振動を表す信号は、たとえば図6(b)に示すスペクトルを有するものとする。図4(b)に示す周波数f1およびf2における各ピークに加え、新たに周波数f3におけるピークが現れている。加工対象物30の振動の大きさは、周波数f3の前後にわたる周波数帯で所定の閾値THを超える。
この周波数f3は、周波数帯域Bに含まれるものとする。この場合、図6(c)に示すように、周波数フィルタ15の出力信号において、加速度が閾値THを超える周波数成分が存在する。この場合には、周波数フィルタ15の出力が判定基準を満たしている(すなわち加工対象物30の振動に係る加速度が所定値を超えている)ので、制御装置20は切削工具11が加工対象物30に接触したと判定する。
このように、周波数フィルタ15の作用により、加工対象物30の振動を表す振動のうち、外乱や切削工具11による振動(たとえば周波数f1においてピークを持つ成分)および駆動機構12による振動(たとえば周波数f2においてピークを持つ成分)と、切削工具11が接触したことによる振動(周波数f3においてピークを持つ成分)とが分離されるので、切削工具11が接触したことによる振動を適切に検出して判定することが可能となっている。
制御装置20は、切削工具11が加工対象物30に接触したと判定すると、そのように判定された位置を基準位置として、切削工具11の作用範囲を決定する。作用範囲は、たとえば、基準位置から切削が進む方向に所定距離の範囲として決定することができる。具体的には、5mmの深さだけ切削することが要求されている場合には、基準位置から軸方向に5mmだけ送り加工するまでの範囲が切削工具11の作用範囲となる。また、実際の接触時刻と、通信時間を経た接触検知時刻との差分(本実施形態では、振動検出装置14から周波数フィルタ15を経由し、制御装置20までの通信時間)に関しては、適切にオフセット値を設定すれば、さらに精度を向上させられる場合もある。このように、本発明の一態様は、切削工具11の切削加工範囲決定方法を含むということができる。
作用範囲を決定した後、制御装置20は、その作用範囲において切削工具11を作用させ、これによって加工対象物30に対する切削加工を実現する。このように、本発明の一態様は、切削工具11による切削方法を含むということができる。
図7は、切削工具11による切削動作が終了する時点の状態を示す。この例では、切削工具11は基準位置Pから18mmだけ移動しており、加工対象物30には5mmの深さの切削機械加工が形成されている。制御装置20はこの時点で切削工具11の切削動作を終了させる。
なお、作用範囲は、図7の例では特定方向の長さ範囲として定義されるが、面積または体積を持つ範囲として定義されてもよい。また、作用範囲は、図7の例では切削工具11の直線的運動のみによって定義されるが、これに代えて、またはこれに加えて、切削工具11または他の切削工具の回転またはその他の運動によって定義されるものであってもよい。さらに、作用範囲は、加工対象物30の直線的運動、回転、またはその他の運動によって定義されるものであってもよい。
以上説明するように、本発明の実施の形態1に係る切削加工装置10によれば、加工対象物30の振動のうち、周波数帯域Bに含まれる周波数成分に基づいて接触判定を行うので、切削工具11が加工対象物30に実際に接触したことを検出でき、切削加工範囲をより正確に実現することができる。
たとえば、図3〜図7において説明したように切削工具11の長さが変動しても、正確な接触判定が可能である。また、加工対象物30のサイズが変動した場合や、加工対象物30の位置が変動した場合であっても、同様に正確な接触判定が可能である。
とくに、周波数フィルタ15を作用させることにより外乱を除去できるので、誤検出を抑制して正確な接触判定を行うことができる。
なお、切削工具11が加工対象物30に接触したことを検出する方法として、電気的導通に基づく方法も可能であるが、この方法には様々な技術的困難が存在する。たとえば、切削工具11と加工対象物30とが電気的に導通したことにより接触したと判定することができるが、この場合には、潤滑油や、切削により発生する金属粉等による誤検出のおそれがある。また、切削加工装置10の絶縁構造やアース構造等の要請により、切削工具11と加工対象物30との電気的導通を直接測定できない場合もある。本発明に係る方法によれば、このような困難を回避し、より広汎な構成において、より正確に接触を判定することができる。
周波数フィルタ15の透過帯域である周波数帯域Bは、上述のように、切削工具11と加工対象物30とが接触することによって加工対象物30に発生する特徴的な振動の周波数を含む帯域である。この周波数帯域Bは、実施の形態1での例に限定されず、たとえば当業者が適宜決定可能なものであってもよい。
たとえば、切削工具11と加工対象物30とを実験的に接触させてその振動を測定し、特徴的な成分が現れる周波数帯域を特定し、その周波数帯域を透過させる周波数フィルタを用いることができる。または、切削加工装置10の実際の動作環境において、切削工具11と加工対象物30とが接触するまでの振動すなわち外乱を測定し、その外乱を遮断する周波数フィルタを用いることができる。
なお、周波数フィルタ15は、実施の形態1ではバンドパスフィルタであるが、他のフィルタであってもよい。たとえばハイパスフィルタ、ローパスフィルタ、等であってもよい。
上述の実施の形態1では、切削工具11と加工対象物30との接触判定基準は、加工対象物30の振動に係る加速度に係るものであるが、他の基準を用いてもよい。たとえば、制御装置20は、周波数フィルタ15の出力の振幅(より厳密には、たとえば周波数成分のうち最大の振幅を持つもの)が所定値を超えた場合に、切削工具11が加工対象物30に接触したと判定してもよい。
または、制御装置20は公知の振動センサを備えてもよく、その振動センサに周波数フィルタ15からの出力信号が入力されるよう構成されてもよい。その場合には、振動センサにより振動が検出された場合に、切削工具11が加工対象物30に接触したと判定してもよい。このようにすると、市販の振動センサを用いて本発明の方法および装置を実施することが可能となる。
また、判定基準として、複数の基準を組み合わせてもよい。たとえば、判定基準は、
‐加工対象物の振動に係る加速度が所定値を超えること、
‐振幅が所定値を超えること、および
‐振動センサにより振動が検出されること、
のいずれか1つが満たされることとしてもよいし、これらのうち任意の複数が同時に満たされることとしてもよい。
‐加工対象物の振動に係る加速度が所定値を超えること、
‐振幅が所定値を超えること、および
‐振動センサにより振動が検出されること、
のいずれか1つが満たされることとしてもよいし、これらのうち任意の複数が同時に満たされることとしてもよい。
10 切削加工装置、11 切削工具、15 周波数フィルタ、20 制御装置、30 加工対象物、TH 閾値(所定値)。
Claims (4)
- 加工対象物の振動を表す信号を周波数フィルタに入力するステップと、
前記周波数フィルタの出力が所定の判定基準を満たす場合に、切削工具が加工対象物に接触したと判定するステップと
を備える、切削工具の接触判定方法。 - 前記周波数フィルタは、バンドパスフィルタ、ハイパスフィルタまたはローパスフィルタであり、
前記判定基準は、
‐加工対象物の振動に係る加速度が所定値を超えること、
‐振幅が所定値を超えること、または
‐振動センサにより振動が検出されること、
のうち少なくとも1つを含む、請求項1に記載の方法。 - 請求項1または2に記載の方法を実行するステップと、
切削工具が加工対象物に接触したと判定された位置を基準として、切削工具の作用範囲を決定するステップと
を備える、切削加工範囲決定方法。 - 切削工具と、
加工対象物の振動をフィルタリングする周波数フィルタと、
前記周波数フィルタの出力が所定の判定基準を満たす場合に、切削工具が加工対象物に接触したと判定する、制御装置と
を備える、切削加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016106034A JP2017209767A (ja) | 2016-05-27 | 2016-05-27 | 切削工具の接触判定方法、切削加工範囲決定方法および切削加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016106034A JP2017209767A (ja) | 2016-05-27 | 2016-05-27 | 切削工具の接触判定方法、切削加工範囲決定方法および切削加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017209767A true JP2017209767A (ja) | 2017-11-30 |
Family
ID=60476516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016106034A Pending JP2017209767A (ja) | 2016-05-27 | 2016-05-27 | 切削工具の接触判定方法、切削加工範囲決定方法および切削加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017209767A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019022915A (ja) * | 2017-07-24 | 2019-02-14 | 三井精機工業株式会社 | ジグ研削盤用スキップ信号処理能力を有する工作機械 |
| JP2020089933A (ja) * | 2018-12-04 | 2020-06-11 | 双葉電子工業株式会社 | 計測装置、計測方法、プログラム |
| JP2020135209A (ja) * | 2019-02-15 | 2020-08-31 | Dgshape株式会社 | 切削加工機 |
| JP2022072435A (ja) * | 2020-10-29 | 2022-05-17 | 株式会社リコー | 診断装置、診断方法、プログラム、および加工システム |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57189751A (en) * | 1981-05-15 | 1982-11-22 | Mitsui Haitetsuku:Kk | Machining speed control method and its equipment |
| JPH0467951U (ja) * | 1990-10-23 | 1992-06-16 |
-
2016
- 2016-05-27 JP JP2016106034A patent/JP2017209767A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57189751A (en) * | 1981-05-15 | 1982-11-22 | Mitsui Haitetsuku:Kk | Machining speed control method and its equipment |
| JPH0467951U (ja) * | 1990-10-23 | 1992-06-16 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019022915A (ja) * | 2017-07-24 | 2019-02-14 | 三井精機工業株式会社 | ジグ研削盤用スキップ信号処理能力を有する工作機械 |
| JP7104497B2 (ja) | 2017-07-24 | 2022-07-21 | 三井精機工業株式会社 | スキップ信号生成装置及び工作機械 |
| JP2020089933A (ja) * | 2018-12-04 | 2020-06-11 | 双葉電子工業株式会社 | 計測装置、計測方法、プログラム |
| CN111266925A (zh) * | 2018-12-04 | 2020-06-12 | 双叶电子工业株式会社 | 一种测算装置、测算方法及存储介质 |
| JP7157290B2 (ja) | 2018-12-04 | 2022-10-20 | 双葉電子工業株式会社 | 計測装置、計測方法、プログラム |
| JP2020135209A (ja) * | 2019-02-15 | 2020-08-31 | Dgshape株式会社 | 切削加工機 |
| JP7240194B2 (ja) | 2019-02-15 | 2023-03-15 | Dgshape株式会社 | 切削加工機 |
| JP2022072435A (ja) * | 2020-10-29 | 2022-05-17 | 株式会社リコー | 診断装置、診断方法、プログラム、および加工システム |
| JP7589505B2 (ja) | 2020-10-29 | 2024-11-26 | 株式会社リコー | 診断装置、診断方法、プログラム、および加工システム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017209767A (ja) | 切削工具の接触判定方法、切削加工範囲決定方法および切削加工装置 | |
| JP5809709B2 (ja) | 切削加工装置及びそれを用いた加工方法 | |
| JP6257481B2 (ja) | 数値制御装置 | |
| JP5801346B2 (ja) | 穿孔装置及び穿孔方法 | |
| CN103476545B (zh) | 机床及其加工控制装置 | |
| JP5937727B1 (ja) | 工具摩耗評価装置 | |
| JP5106121B2 (ja) | 加工システム、接触検出方法及びae接触検出装置 | |
| US20120243952A1 (en) | On line vibration detected and intelligent control apparatus for cutting process which integrated with machine tool's i/o module and method thereof | |
| CN111266925B (zh) | 一种测算装置、测算方法及存储介质 | |
| WO2014115395A1 (ja) | 切削振動抑止方法、演算制御装置、および工作機械 | |
| WO2019238511A3 (de) | Hand-werkzeugmaschine | |
| JP2019072806A (ja) | 切削加工装置 | |
| JPH0373255A (ja) | 工作機械における加工状態検出装置 | |
| US20150087487A1 (en) | Tool changer equipped with covers | |
| CN110788668B (zh) | 机床 | |
| JP2010089227A (ja) | 工作機械の振動判定方法及び振動抑制装置 | |
| JP5637840B2 (ja) | 振動検出方法 | |
| CN111093898B (zh) | 用于精加工柱形工件面的方法和装置 | |
| KR20190133888A (ko) | 가속도 센서를 이용한 채터 감지 방법 및 시스템 | |
| JP7415033B2 (ja) | バリ取り制御装置及びバリ取りシステム | |
| JP4426407B2 (ja) | 切削加工装置 | |
| JP2008290167A (ja) | 切削加工装置 | |
| JP7058210B2 (ja) | 工作機械、欠損検知方法、および欠損検知プログラム | |
| EP1574830A1 (en) | Precision sensor assembly for rotating members in a machine tool | |
| JP5326608B2 (ja) | 研削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190524 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200331 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201006 |