JP2017223346A - 弛み止め締結部材 - Google Patents
弛み止め締結部材 Download PDFInfo
- Publication number
- JP2017223346A JP2017223346A JP2016130979A JP2016130979A JP2017223346A JP 2017223346 A JP2017223346 A JP 2017223346A JP 2016130979 A JP2016130979 A JP 2016130979A JP 2016130979 A JP2016130979 A JP 2016130979A JP 2017223346 A JP2017223346 A JP 2017223346A
- Authority
- JP
- Japan
- Prior art keywords
- fastening member
- fastening
- fastened
- diameter
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 28
- 229910052742 iron Inorganic materials 0.000 claims abstract description 14
- 230000002093 peripheral effect Effects 0.000 claims description 19
- 239000000463 material Substances 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 7
- 229910052751 metal Inorganic materials 0.000 claims description 7
- 238000003825 pressing Methods 0.000 claims description 7
- 230000013011 mating Effects 0.000 claims description 6
- 239000002990 reinforced plastic Substances 0.000 claims description 5
- 238000004804 winding Methods 0.000 claims description 5
- 230000000694 effects Effects 0.000 abstract description 8
- 238000000034 method Methods 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
Images














Landscapes
- Dowels (AREA)
- Insertion Pins And Rivets (AREA)
Abstract
【課題】 二つの円錐形状に形成された部材を嵌合し、その押圧接による楔効果を利用した締結部材を提供する。
【解決手段】 A第1締結部材とB第2締結部材とに二つの部材に構成され、そのA締結部材の被締結体を締結する締結部分にその先端より頭部方向に徐々に縮径されたA6テーパ部分が施され、その縮径された端はA3斜めに360度切り込まれている。そのA6部分に第2締結部材B1薄平鉄板を巻き付け嵌合させた締結部材であり、その外径はA第1締結部材A2ボルト軸外径と同径状に形成し、B1第2締結部材のB4合わせ端面は頭部から先端方向へ斜めに同間隔に隙間を施し、そのB2頭部角部分を外側方向に折り曲げた形状に施されている締結部材である。
【選択図】図1
【解決手段】 A第1締結部材とB第2締結部材とに二つの部材に構成され、そのA締結部材の被締結体を締結する締結部分にその先端より頭部方向に徐々に縮径されたA6テーパ部分が施され、その縮径された端はA3斜めに360度切り込まれている。そのA6部分に第2締結部材B1薄平鉄板を巻き付け嵌合させた締結部材であり、その外径はA第1締結部材A2ボルト軸外径と同径状に形成し、B1第2締結部材のB4合わせ端面は頭部から先端方向へ斜めに同間隔に隙間を施し、そのB2頭部角部分を外側方向に折り曲げた形状に施されている締結部材である。
【選択図】図1
Description
本発明は、二つの円錐形状の押し圧接により被締結体を締結する締結部材であってその締結部材により強固な圧接作用で部材を締付固定する締結部材に関し、より詳細に好適な弛み止め作用を備えた締結部材に関する。
部品、部材の締付固定に使用する締結部材として、ナットおよびボルトは種々の分野で広く使用されてきた。これらのナットおよびボルトは、部品、部材を締め付け固定するためのものであるが、これらの締結部分に振動が繰返し作用するとナットやボルトが緩むという問題があり、ナットやボルトの緩み止めを目的として、平ワッシャやスプリングワッシャを使用することが多用されている。
ところが、平ワッシャやスプリングワッシャを使用しても、用途によってはナットやボルトが緩むという問題は依然として解消されていない。このため、ナットおよびボルト等の緩み止めに関して多数の手段や方法が提案され、一部が実用に供されている。例えば、特許第4495849号公報(特許文献1)に開示された緩み止めナットは、ねじ孔が貫通状に形成された下ナットと上ナットからなり、下ナットには、ねじ孔の周りに軸方向外方にしたがって縮径するテーパ状の外周面を有する凸部が形成され、該凸部の外周面はねじ孔に対して微小量偏心されており、上ナットには下ナットの凸部が嵌合する凹部が形成され、該凹部の内周面はねじ孔と同芯状とされている。このように、凸部と凹部とを偏芯させることにより、両ナットを締め付けた際にナットがそれぞれねじ孔軸芯に対して径方向にずれ込み、ねじ軸に径方向の応力が作用することによる楔効果によって緩み止めを行なっている。
また、特開2005−140272号公報(特許文献2)開示された緩み止めナットは、ナットにその外周面からナット3の雌ねじ軸線に対して外周面の両方向から溝部を切り欠き形成し、ナット3の雌ねじを締結固定対象に固定されたボルトの雄ねじに螺合させて所定の締め付けがなされたときに、弾性材でなる緩み止め部材をナットの溝部に入れることにより、ボルトの雄ねじ周面および雄ねじの谷部斜面に加圧状態で押圧接触させることにより緩み止めを行なうようにしている。
特許文献1に例示した緩み止めナットは、いわゆるダブルナットを用いて緩み止めを行なっているが、2個のナットとボルトのねじの向きが同じであり、振動が繰り返し作用することによりダブルナットが回転するため、緩むという問題は依然として解消されていない。また、特許文献2に例示した緩み止めナットにおいても、ボルトの雄ねじ周面にナットを加圧状態で押圧接触するものであり、やはり振動が繰り返して作用することにより緩むことがあるため、信頼性に乏しい問題があった。
この問題を解決するため、例えば特許第5548532号(特許文献3)にはボルト・ナットの締結部材によるねじ締付作用を利用して被締結体を締結する際に、締結部材と被締結体との間に挟まれ用いられる弛み止め座金において、締付部材の座面が圧接される圧接面から被締結体に圧接するワッシャ面に向かって徐々に拡径する筒体状に形成されたテーパ筒体状部と被圧接面に締結部材との軸心を合わせるため芯出しが出来るように締結部材の座面側が嵌る凹部とを備えるとしている。
しかしながら、特許文献3に開示された弛み止め座金において座面が圧接させる被圧接面から被締結体に圧接するワッシャ座面に向かって徐々に拡径する筒体状に形成されたテーパ筒体状と、被圧接面に締結部材との軸芯を合わせるための芯出しが出来るように該締結部材の座面側が嵌まる凹段部とを備える弛み止め座金とある。この弛み止め座金形状では被締結体とボルトやナットの間に挟み締結するとあるが、平面状の接触面が増える事になりボルト軸直角に対する振動・衝撃にはすべり回転が生じ結果的には弛みの原因になる。
本発明は、簡単な構成で弛み止め機能をもたせることができ繰返し使用が可能で使用範囲が広い締結部材を提供することを目的とする。また、本発明は、振動・衝撃の激しい場所、極めて温度変化の厳しい環境に対しても確実に弛み止め機能を発揮させ使いやすく、また構成が簡易であることから製造が容易で安価な締結部材を提供することを目的とする。
本発明は、上記目的を達成するため次の構成を備える。すなわち、二つの円錐形状に形成された部材を嵌合し、その押し圧接により被締結体を締結する締結部材であって、その締結部材は第1締結部材と第2締結部材とに二つの部材に分かれている締結部材である。第1締結部材には、締め付け工具着装部(頭部)と被締結体または、ねじなしナットなどで締結させる締結部分とからなる第1締結部材であって、前記締結部材は頭部より、円柱形のボルト軸が先端方向へと延出され一体に形成されている。その先端より頭部方向に徐々に縮径された円錐形状に施されている。その位置は被締結体又は、ねじなしナットなどの適宜な締め付け位置まで施されていることを特徴とした第1締結部材である。
又、前期締結部分の円錐形状に施された頭部寄りの縮径端は、左右360度斜めに切り込まれていることを特徴とした第1締結部材である。
前期締結部材の円錐形状に施された締結部分の外周面に上下厚みの違う平鉄板により、第1締結部材の円柱形状の外周径と同径になるよう巻かれている。その頭部寄りの縮径切り込み端は前記第1締結部分頭部寄りの端、360度斜めに切り込まれている端と同様に斜めに切り込まれていて、その端々を密着させることを特徴とした第2締結部材である。
前記第2締結部材を第1締結部材締結部分に巻き付け嵌合させた合わせ端面は、頭部から先端方向に左右斜めに同間隔に隙間を施すことを特徴とした第2締結部材である。
前期締結部分合わせ端面頭部寄りの角の一端を外側方向へ少し折り曲げておくことを特徴とした締結部材である。
前記締結部材には金属あるいは強化プラスチックなどの材質によって製造が可能であることを特徴とした締結部材である。
本発明によれば、A第1締結部材の締結部分にはA5先端より縮径されたテーパ状に施されている。そのA4締結部分にB2第2締結部材平鉄板により巻かれたB1第2締結部材とからなり、その外形はA締結部材のA2の軸部と同径に施されている。その締結部材がD1・D2の被締結体貫通孔に差し込まれるときに貫通孔内側面に抵抗が生じるよう第2締結部材のB4合わせ端面隙間頭部寄りのB2角の一端を外側方向へ曲げておくことで押圧接がかかり適宜な抵抗を生じさせ空回転を防ぎ締め付け摩擦力を維持することができる。
又、A第1締結部材の締結部分円錐形状に施された頭部寄りのA3縮径端は左右360度斜めに切り込まれているため、D1・D2被締結体貫通孔に締結部材を差し込みその座面部分が被締結面に着接させた時、適宜な抵抗を生じさせながら締付回転を行なう、と同時に第1締結部材と第2締結部材とのA3 360度斜めに切り込まれているその端々の密着されている第1締結部材A3の端が、第2締結部材B2の端を押圧接させB1第2締結部材が少し先端方向へ移動する。この時すでに第1締結部分テーパ部分に第2締結部材が先端方向へ移動した分だけ圧接され、被締結体貫通孔内側面には強固な押圧接が全面に圧接され締結効果を維持することができる。
さらに、第2締結部材を第1締結部材締結部分に巻きつけ嵌合させたB4合わせ端面の隙間はその頭部から先端方向へと左右斜めに同間隔に施されている為、締付トルクを徐々に上げていくと左右斜めの隙間がねじ込まれていく。同時に第1締結部材A6テーパ軸も同様に先端方向へと徐々にねじ込まれ、強固な押圧接と引張り摩擦力が第1締結部材頭部座面と被締結体との当接面の間に生じ強固な弛み止め効果を奏することができる。
さらに、D1・D2被締結体を本発明の締結部材にねじのないナットに形成された部材により締結することが出来る。D1・D2被締結体貫通孔にA締結部材にB1第2締結部材を嵌合させた締結部材を差し込み、A5先端部分にEナットを螺合させる。Eナット部分で最初に締め付けるのではなく、上記締結部材頭部を少し回転させB2締結部分をEナットの内側面を軽く螺合させる。その後Eナットを所定の締付トルクで締結させていく。すでにEナット内側面に第2締結部材の外周面が強固に押圧接されD1・D2被締結体当接面にEナット座面、Aボルト座面部分が強固に圧着され、さらに締付トルクを徐々に上げていき所定の軸力に達し弛み止め締結効果を一層向上させることが可能である。
また、本発明の締結部材には金属或いは強化プラスチック、樹脂などの材質によって製造が可能であり、弛み止め締結効果は材質に応じ一定の効果を奏することができる。
二つの円錐形状に形成された部材を嵌合し、その押圧接により被締結体を締結する締結部材であって、その締結部材は第1締結部材と第2締結部材とに二つの部材に分かれている締結部材である。第1締結部材には工具着装部(頭部)とその頭部より円柱形のボルト軸が先端方向へと延出され一体に形成されている。その先端より頭部方向に徐々に縮径された円錐形状に施されている第一締結部分である。その円錐形状面の縮径頭部端は360度斜めに施されていて、その第一締結部分に上下厚みの違う平鉄板を巻きその外径はボルト軸の外径と同径に施された第2締結部材であり、その円錐形状に施されている頭部端は、360度斜めに施された第1締結部材頭部縮径端と嵌合させた端面である。その頭部端面から先端方向へと左右斜めに同間隔に隙間を施した端面を有し、その頭部寄りの端面の一角を外方向へ少し折り曲げてあることを特徴とした締結部材である。
以下、図面に基づいて本発明の実施例を詳細に説明する。図1及び図2は本発明に関わる締結部材により被締結体を締結した状態を示し、第1の実施例としてA第1締結部材にB1の第2締結部材を嵌合させた締結部材により締結した例を示している。例えば、金属或いは合成樹脂板の一種又は二種の板を重ね合わせた被締結体D1・D2には前記締結部材のA2ボルト軸径と同径に締結孔が施され、この締結孔に金属或いは強化プラスチックからなる本発明の締結部材を挿入させている。
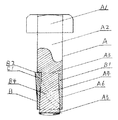
A第1締結部材先端部分にはテーパ状に形成された締結部分とが形成されており、その位置はA2ボルト軸の先端からA1ボルト軸頭部方向へと徐々に縮径された円錐形状に施されている。その形成位置は被締結体又はねじなしナットなどの適宜な締め付け位置まで施されている。また、図1に示すよう締め付け位置の頭部寄りの縮径端A3は360度斜めに切り込まれていて、その傾斜角度は通常のねじリード角ぐらいが適当である。また、円錐形状に施されているそのA6形成角度はAボルト軸に対し2〜3度の傾斜角度が適宜である。
一方、B第2締結部材は円錐形状に施されたA6の締結部分の外周面に上下厚みの違うB1第2締結部材平鉄板により巻かれ、その締結部分の外径はA2のボルト軸外径と同径になるよう形成されている。また、その頭部寄りのB3の縮径切り込み端はA3 360度斜め端と同角度に施されその端々を密着させ、A・B締結部分全体を嵌合させ形成されている締結部材である。
また、図1のB第2締結部材をA1締結部材に巻きつけ嵌合させたB4合わせ端面はその頭部から先端方向へと左右斜めに同間隔にB4隙間が施されている。また、B4の合わせ端面頭部寄りのB2角の一端を外側方向へ少し折り曲げた形状に施されている締結部材。
次に、以上の様に構成された締結部材は金属或いは合成樹脂等の素材D1・D2の被締結体に締結する方法を説明する。まず、A第1締結部材B第2締結部材とが一体に嵌合された締結部材をD1・D2の被締結体貫通孔に差し込み、このときB第2締結部材のB2の合わせ端面頭部寄りの角の一端が外側方向へ少し折り曲げられているためC1の隙間が施されている。そのためD1・D2の被締結体貫通孔内側面に弾性を加えた摩擦抵抗を得ることができる。また、A締結部材のA3 360度斜め端に切り込まれた端面によりB締結部材B3 360度斜め端部分を押し圧接させながら、D2被締結体内側面にB2第2締結部材のB外周面を強力に圧接させながら挿入することができる。
上記締結部材座面部分がD1被締結体接触面に着接させ、スパナ、トルクレンチなどの工具によりA1締結部材頭部を所定のトルクまで締付回転させていく。この時すでにA・B締結部材外周面と被締結体D2の内周面に強力な摩擦抵抗が生じている。徐々に締付回転を上げていくとA3の360度斜め端部分がB3の斜め端部分を押し下げながらA6のテーパ軸面も同時に摩擦力が生じ押し下げられていき、A1頭部座面との間に強力な軸力が生まれ強固な締結を奏することができる。
一方、AB締結部材外周面とD2被締結体内側面に強力な押し圧接がかかると同時に、B締結部材B4の合わせ端面は頭部から先端方向へと左右斜めに同間隔に隙間が施されているためA3の360度端面接触部分によりB3斜め端部分を押し下げると同時に、B4の合わせ端面が少しねじれながらD2被締結体内側面を回転圧接させ先端方向へと押し下げ強固な締結力が生じる。また、通常のボルトナットなどの締結ではボルトナットの座面部分が被締結体の接触面に当接させ、その後トルクレンチ工具などにより所定のトルクまで回転させるがボルトナットの座面が当接してから約60度の回転しかできない。これ以上回転させるとボルトの塑性変形又は破壊に達し回転させることはできない。本発明の締結部材も同様であり、座面部分が被締結体接触面に当接してから回転角度は約60度以内で所定のトルクまで上げることが可能である。以上の様に締結部材を回転させながら締結させると、D2被締結体内側面との間に押し圧接が生じCの隙間ができ強固な圧接力による軸力が発生し締結がなされる。
図3は、前述したA・Bの締結部材は嵌合させた立面断面図である。図4は、前述したそのA・B締結部材をD1・D2の被締結体貫通孔に差し込みEねじなしナットにより締結した断面図である。その締結方法を説明する。A第1締結部材の締結部分にB第2締結部材を嵌合させた締結部材をD1・D2の金属或いは合成樹脂板の一種又は二種の板を合わせた被締結体の貫通孔に差し込む。そのときB締結部材のB2の折り曲げ部分がD1・D2の被締結体貫通孔内側面を押圧接させながら徐々に差し込まれA・B締結部分のCの隙間が弾性圧縮により徐々に無くなっていき、A・B締結部分とD2の被締結体貫通孔内側面に弾性を有する圧接力が加わりA・B締結体は固定される。
図4は、本発明に関わる締結部材の第2の実施例としてA・B締結部材を嵌合させた締結部材によりD1・D2被締結体をEねじなしナットにより締結した例を示している。図4に示すD1・D2被締結体より締結部材の先端突出部分にEねじなしナットを螺合させ、その座面部分を被締結体面に当接させる。次にEナットを押さえながらA1締結部材頭部を工具などで回す。その時、A3の360度斜め端によりB3の斜め端がB1の第2締結部分が少し押圧接されEナットの内側面に締結部材の外周面が押圧接される。次に、Eナット側を工具、トルクレンチなどにより所定のトルクまで回転させると、B4の上下斜め合わせ端面が施されている。その隙間が徐々にねじれながらB2締結部材B外周面とA6テーパ軸面とを同時に先端方向に回転押圧接させながら強固に締め付け軸力を出し締結される。
次に、図5、図6、図7について説明する。前述したA・B締結部材また、Eねじなしナットなどは通常の六角状に形成された部材で説明してきたが、この図5、図6、図7に示す締結部材座面部分が円盤状に形成されていることを特徴とした締結部材であって、前述した締結部材と座面の面積が異なり摩擦力が高く維持され締付トルク軸力などに安定的に保持され弛み止め効果を維持することができる締結部材である。前述した第1実施例、第2実施例とは座面部分の違いであり、その他は同様に構成されており詳細な説明は省略する。
図8は、A第1締結部材の立面図でありA1頭部から先端方向へ円柱形のボルト軸が延出されていて、その先端より頭部方向に徐々に縮径された円錐形状に施されている。その位置は被締結体または、ねじなしナットなどの適宜な締め付け位置まで施されていて、その縮径端A3は360度斜め端に施されている。この縮径端はボルト軸外径に対し数ミリ程度小径に施されていてまた、A3 360度斜め端に施された角度は通常のねじのリード角程度で良い。
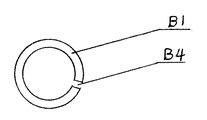
図9、図10、図11はB第2締結部材の断面図であり、図9はその上面図、図11はその下面図である。B3の360度斜め端はA3の斜め端と同角度に形成されている。A4の第1締結部分にB1の第2締結部材を巻き付け嵌合させたその外径はA2のボルト軸外径と同径状に施されてあり、そのB4の合わせ端面隙間はB3頭部から先端方向へと左右斜めに同間隔に隙間を施してある。この隙間は締結時にねじ込まれながら被締結体内側面に圧接される。また、B第2締結部分のB2折り曲げ部分を外側方向に曲げることにより、被締結体貫通孔内側面に弾性を生じさせながら押し圧接させることができ空回転を防ぎ締結させることができる。
図12は、A4第1締結部分にB1の第2締結部材上下厚みの違う平鉄板を巻きつける平面図である。図13のB1の平鉄板は上下厚みの違う薄平鉄板をA4締結部分に巻きつけるのであるが、このB1の平鉄板はできる限り薄平鉄板が好ましくA6のテーパ部分がA2のボルト軸に対し傾斜角度が少なければより好ましく少しの摩擦抵抗により強力な圧接力を得ることができるからである。できる限り薄平鉄板が好ましくまた、鍛造などの製造も容易にでき安価に提供ができる。
図14、図15、図16は、B2第2締結部材であり図15はその立面図である。B2締結部材B4の合わせ端面隙間は、そのB3頭部より先端方向に左右斜めに同間隔に隙間が施されている。また、その頭部B3は360度斜めに形成されその角度はねじのリード角程度が好ましく、図14はその上面図であり、図16はその下面図である。また、前述してきた第1締結部材、第2締結部材は金属による材質で説明してきたが、樹脂又は強化プラスチックなどの材質によっても製造が可能である。
以上、本発明実施例に基づき具体的に説明してきたが、本発明は上記に限定される物ではなく、その要旨を逸脱しない範囲で種々変形可能であることは言うまでもない。前述した各実施例において、第1締結部材ボルトのヘッド部を六角に形成した例を示したが、六角孔つきボルトやフランジボルトの形状に変更してもよくまた、小形の場合はナベ頭小ねじ、トラスト頭小ねじの形状に変更しても良い。
本発明は、機械器具、電気器具、車両、建設、建築、鉄道、航空機等に用いる被締結体の締結に摘要可能である。
A 第1締結部材
A1 頭部
A2 ボルト軸
A3 360度斜め切り込み端
A4 第1締結部分
A5 第1締結部材先端
B 第2締結部材外周面
B1 第2締結部材
B2 折り曲げ部分
B3 360度斜め切り込み端
B4 合わせ端面隙間
C1 隙間
C2 被締結体隙間
D1 被締結体
D2 被締結体
E ねじなしナット
A1 頭部
A2 ボルト軸
A3 360度斜め切り込み端
A4 第1締結部分
A5 第1締結部材先端
B 第2締結部材外周面
B1 第2締結部材
B2 折り曲げ部分
B3 360度斜め切り込み端
B4 合わせ端面隙間
C1 隙間
C2 被締結体隙間
D1 被締結体
D2 被締結体
E ねじなしナット
Claims (6)
- 二つの円錐形状に形成された部材を嵌合し、その押し圧接により被締結体を締結する締結部材であって、その締結部材は第1締結部材と第2締結部材とに2つの部材に分かれている締結部材である。第1締結部材には、締め付け工具着装部(頭部)と被締結体またはねじなしナットなどで締結させる締結部分とからなる第1締結部材であって、前記締結部材は頭部より、円柱形のボルト軸が先端方向へと延出され一体に形成されている。その先端より頭部方向に徐々に縮径された円錐形状に施されている。その位置は被締結体又はねじなしナットなどの適宜な締め付け位置まで施されていることを特徴とした第1締結部材である。
- 前記締結部分の円錐形状に施された頭部寄りの縮径端は、左右360度斜めに切り込まれていることを特徴とした第1締結部材である。
- 前記締結部材の円錐形状に施された締結部分の外周面に上下厚みの違う平鉄板により、第1締結部材の円柱形状の外周径と同径になるよう巻かれている。その頭部寄りの縮径切り込み端は前記第1締結部分頭部寄りの端360度斜めに切り込まれている端と同様に斜めに切り込まれていて、その端々を密着させていることを特徴とした第2締結部材である。
- 前記第2締結部材を第1締結部材締結部分に巻き付け嵌合させた合わせ端面は、頭部から先端方向に左右斜めに同間隔に隙間を施すことを特徴とした第2締結部材である。
- 前記締結部分合わせ端面頭部寄りの角の一端を外側方向へ少し折り曲げておくことを特徴とした請求項3〜4記載の締結部材である。
- 前記締結部材には金属あるいは強化プラスチックなどの材質によって製造が可能であることを特徴とした請求項1〜5記載の締結部材である。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016130979A JP2017223346A (ja) | 2016-06-14 | 2016-06-14 | 弛み止め締結部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016130979A JP2017223346A (ja) | 2016-06-14 | 2016-06-14 | 弛み止め締結部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017223346A true JP2017223346A (ja) | 2017-12-21 |
Family
ID=60688104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016130979A Pending JP2017223346A (ja) | 2016-06-14 | 2016-06-14 | 弛み止め締結部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017223346A (ja) |
-
2016
- 2016-06-14 JP JP2016130979A patent/JP2017223346A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6758646B1 (en) | Structure for preventing loosening of threaded fasteners | |
| CN1457401B (zh) | 防松紧固件 | |
| JP6437313B2 (ja) | 緩み止め特殊ダブルナット | |
| KR102048634B1 (ko) | 풀림방지기능을 갖는 내진용 볼트너트 체결장치 | |
| US8702363B2 (en) | Lock nut and a fastening unit comprising the same | |
| JP2014126159A (ja) | ナットの緩み止め装置 | |
| JP2013087947A (ja) | クロスボルト緩み止め組み合わせナット | |
| WO2018116724A1 (ja) | おねじ部材 | |
| JP2016145607A (ja) | 緩み止めナット | |
| WO1998009086A1 (en) | Lock nut | |
| JP2019039555A (ja) | 緩み止め締結構造 | |
| JP2020112263A (ja) | 緩み止め締結構造 | |
| JP7016204B2 (ja) | 緩み止め締結構造 | |
| JP4519045B2 (ja) | ねじの弛み止め構造 | |
| JPH09210039A (ja) | 緩み止ナット | |
| KR101185765B1 (ko) | 풀림 방지 플랜지 너트 | |
| JP2017223346A (ja) | 弛み止め締結部材 | |
| RU2639633C2 (ru) | Шайба для использования между резьбовым крепежным средством и объектом, который должен крепиться резьбовым крепежным средством, и узел резьбового крепежного средства | |
| JP5089327B2 (ja) | 締結用部材 | |
| JP2001271820A (ja) | 緩み止めナット | |
| JP4618567B2 (ja) | 緩み止めナット | |
| JP2014219093A (ja) | 締結部材 | |
| JP4508943B2 (ja) | ダブルナット | |
| KR200297168Y1 (ko) | 풀림 방지용 너트 및 와셔 | |
| JP2022075946A (ja) | 六角ナットの緩み止めワッシャー |