JP2017226468A - Sterilization method and device of paper container - Google Patents
Sterilization method and device of paper container Download PDFInfo
- Publication number
- JP2017226468A JP2017226468A JP2016125422A JP2016125422A JP2017226468A JP 2017226468 A JP2017226468 A JP 2017226468A JP 2016125422 A JP2016125422 A JP 2016125422A JP 2016125422 A JP2016125422 A JP 2016125422A JP 2017226468 A JP2017226468 A JP 2017226468A
- Authority
- JP
- Japan
- Prior art keywords
- paper container
- sterilizing
- hot air
- gas
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Apparatus For Disinfection Or Sterilisation (AREA)
Abstract
【課題】紙容器の殺菌において、紙の端面を確実に殺菌することができる紙容器の殺菌方法及び装置を提供する。
【解決手段】紙容器11の内面に向けて殺菌剤のガスを吹き付けるノズル14の噴射孔を囲繞するように設けた案内板15により、噴射した殺菌剤のガスのうち内面から漏出した殺菌剤のガスを紙容器の端面に導く。
【選択図】図1Disclosed is a paper container sterilization method and apparatus capable of reliably sterilizing an end surface of paper in sterilization of a paper container.
The disinfectant leaked from the inner surface of the sprayed germicide gas is guided by a guide plate 15 provided so as to surround the spray hole of the nozzle 14 for spraying the germicide gas toward the inner surface of the paper container 11. The gas is guided to the end face of the paper container.
[Selection] Figure 1
Description
本発明は、紙容器の殺菌方法及び装置に関する。 The present invention relates to a paper container sterilization method and apparatus.
従来、紙容器の無菌充填包装機において、紙容器の内外面に過酸化水素水のミストを噴霧して、紙容器の表面に付着したミストを乾燥させる紙容器の殺菌方法が提案されている。(特許文献1)。 2. Description of the Related Art Conventionally, in a paper container aseptic filling and packaging machine, a paper container sterilization method has been proposed in which a mist of hydrogen peroxide is sprayed on the inner and outer surfaces of a paper container to dry the mist adhering to the surface of the paper container. (Patent Document 1).
また、過酸化水素のガスを紙容器に噴射して、紙容器の表面に凝縮した過酸化水素を熱風により乾燥するという紙容器の殺菌方法も提案されている(特許文献2)。 In addition, a paper container sterilization method has been proposed in which hydrogen peroxide gas is jetted onto a paper container and the hydrogen peroxide condensed on the surface of the paper container is dried with hot air (Patent Document 2).
特許文献1に記載の紙容器を殺菌する方法によれば、紙容器に成型する前のスリーブ及び底部を成形した後の紙容器に、過酸化水素水のミストを噴霧するが、紙容器を完全に殺菌するために大量の過酸化水素を使用することとなる。特許文献2に記載の紙容器を殺菌する方法は、過酸化水素のガスを使用するために、過酸化水素の使用量を低減することができる。しかし、いずれの方法も紙容器の端面に存在する菌を殺菌するには不十分である。
According to the method for sterilizing a paper container described in Patent Document 1, a mist of hydrogen peroxide solution is sprayed on a paper container after molding a sleeve and a bottom before being molded into a paper container. In order to sterilize, a large amount of hydrogen peroxide is used. Since the method for sterilizing a paper container described in
紙容器では紙容器の内外表面に存在する菌数よりも紙の層内に存在する菌数の方が多い傾向にある。これは紙の抄紙工程において繰り返し使用される水に起因すると推定されている。また、抄紙された紙の表面にポリエチレンなどがラミネートされるために、紙容器の紙の層内に存在する菌がその表面から外に出ることはない。 In the paper container, the number of bacteria present in the paper layer tends to be larger than the number of bacteria present on the inner and outer surfaces of the paper container. This is estimated to be caused by water repeatedly used in the paper making process. In addition, since polyethylene or the like is laminated on the surface of the paper that has been made, bacteria existing in the paper layer of the paper container do not come out of the surface.
しかし、紙容器を構成する紙の端面に菌が存在することがある。この菌を殺菌しないと、紙容器の殺菌後に端面に残存する菌が、気流などにより端面から脱落し、紙容器の内面に付着する可能性がある。その場合、菌の付着により製品の内容物が腐敗するおそれがある。また、殺菌工程より下流の充填工程において脱落すると、無菌雰囲気に維持されるべき充填チャンバーが菌により汚染され、さらに事故を引き起こす可能性もある。 However, bacteria may be present on the end face of the paper constituting the paper container. If the bacteria are not sterilized, the bacteria remaining on the end surface after sterilization of the paper container may fall off from the end surface due to an air current or the like and adhere to the inner surface of the paper container. In that case, the contents of the product may be spoiled by the adhesion of bacteria. Moreover, if it falls in the filling process downstream from the sterilization process, the filling chamber to be maintained in a sterile atmosphere may be contaminated with bacteria, and an accident may be caused.
なお、紙の層内に存在する菌を殺菌するために、紙容器に成形する前のスリーブは、エチレンオキサイドによるガス殺菌や放射線照射による殺菌が行われることもある。しかし、いずれの殺菌方法も煩雑であり、前者は有害な化合物を生成するおそれがあり、後者は最内面の層を構成するポリエチレンを架橋させてヒートシール性を阻害したり、分解させて異臭の原因となることもあるという問題を有していた。 In order to sterilize bacteria present in the paper layer, the sleeve before being formed into a paper container may be sterilized by ethylene oxide gas sterilization or radiation irradiation. However, both sterilization methods are cumbersome, the former may produce harmful compounds, and the latter may crosslink the polyethylene constituting the innermost layer to inhibit heat sealability, or decompose it to cause off-flavors. It had the problem that it might be the cause.
本発明は上記の課題を解決するためになされたものであって、紙容器の殺菌において、比較的少量の殺菌剤により紙容器の内外面ばかりでなく、端面も確実に殺菌する方法及び装置を提供することを目的とする。 The present invention has been made in order to solve the above-described problems, and a method and apparatus for sterilizing not only the inner and outer surfaces of the paper container but also the end surfaces with a relatively small amount of sterilizing agent in sterilization of the paper container. The purpose is to provide.
本発明に係る紙容器の殺菌方法は、少なくとも紙を積層してなる壁面を有する筒状体であるスリーブの開放端の一方の面を閉塞して有底筒状の紙容器を成型し、当該紙容器の殺菌、充填及び密封を行う無菌充填装置における前記紙容器の殺菌方法であって、前記有底筒状の紙容器の開放端から内面に向けてノズルから殺菌剤のガスを吹きつけると共に、前記ノズルの噴射孔を囲繞するように設けた案内板によって、前記内面に噴射した前記殺菌剤のガスのうち前記内面から漏出した殺菌剤のガスを前記開放端の少なくとも端面に導くことを特徴とする。 In the paper container sterilization method according to the present invention, at least one surface of the open end of the sleeve, which is a cylindrical body having a wall surface formed by laminating paper, is closed to mold a bottomed cylindrical paper container, A method for sterilizing the paper container in an aseptic filling device for sterilizing, filling and sealing the paper container, wherein a gas of a sterilizing agent is blown from a nozzle toward an inner surface from an open end of the bottomed cylindrical paper container. The guide plate provided so as to surround the injection hole of the nozzle guides the bactericidal gas leaked from the inner surface out of the bactericidal gas injected to the inner surface to at least the end surface of the open end. And
また、本発明に係る紙容器の殺菌方法は、前記ノズルが前記紙容器の内部に挿入され、前記殺菌剤のガスが吹き付けられると好適である。 In the paper container sterilization method according to the present invention, it is preferable that the nozzle is inserted into the paper container and the sterilizing gas is sprayed.
また、本発明に係る紙容器の殺菌方法は、前記スリーブの一方の面の閉塞が、内面同士をヒートシールすることにより行われると好適である。 In the paper container sterilization method according to the present invention, it is preferable that the one surface of the sleeve is closed by heat-sealing the inner surfaces.
また、本発明に係る紙容器の殺菌方法は、前記スリーブの一方の面の閉塞が、端部に熱可塑性樹脂を射出成型することにより行われると好適である。 In the paper container sterilization method according to the present invention, it is preferable that the one surface of the sleeve is closed by injection molding a thermoplastic resin at an end portion.
また、本発明に係る紙容器の殺菌方法は、前記殺菌剤が、少なくとも過酸化水素を含んでいると好適である。 In the paper container sterilization method according to the present invention, it is preferable that the sterilizer contains at least hydrogen peroxide.
また、本発明に係る紙容器の殺菌方法は、前記殺菌剤のガスは、前記殺菌剤を気化部内に噴霧してガス化させ、前記殺菌剤のガスを前記気化部の気化部用ノズルから前記紙容器に向かって吹き付けると好適である。 Further, in the paper container sterilization method according to the present invention, the gas of the sterilizing agent is gasified by spraying the sterilizing agent into the vaporizing unit, and the gas of the sterilizing agent is emitted from the vaporizing unit nozzle of the vaporizing unit. It is preferable to spray toward the paper container.
また、本発明に係る紙容器の殺菌方法は、前記殺菌剤のガスが、熱風により希釈された後に前記紙容器に吹き付けられると好適である。 In the paper container sterilization method according to the present invention, it is preferable that the gas of the sterilizing agent is sprayed on the paper container after being diluted with hot air.
また、本発明に係る紙容器の殺菌方法は、前記ノズルから前記殺菌剤のガスが前記紙容器に吹き付けられた後に、前記紙容器の内面に向けて、ホットエアノズルからホットエアを吹き付けるとともに、当該ホットエアノズルの噴射孔を囲繞するように設けた案内板により、前記内面に噴射した前記ホットエアのうち前記内面から漏出したホットエアを前記開放端の少なくとも端面に導くと好適である。 In the paper container sterilization method according to the present invention, after the gas of the sterilizing agent is sprayed from the nozzle to the paper container, hot air is sprayed from the hot air nozzle toward the inner surface of the paper container. It is preferable that hot air leaked from the inner surface of the hot air sprayed to the inner surface is guided to at least the end surface of the open end by a guide plate provided so as to surround the injection hole of the air nozzle.
本発明に係る紙容器の殺菌装置は、少なくとも紙を積層してなる壁面を有すると共に断面が略矩形状の筒状体であるスリーブの開放端の一方の面を閉塞して有底筒状の紙容器を成型し、当該紙容器の殺菌、充填及び密封を行う無菌充填装置において、前記有底筒状の紙容器の開放端から内面に向けてノズルから殺菌剤のガスを吹きつけると共に、前記ノズルの噴射孔を囲繞するように設けた案内板によって、前記内面に噴射した前記殺菌剤のガスのうち前記内面から漏出した殺菌剤のガスを前記開放端の少なくとも端面に導くことを特徴とする。 The paper container sterilization apparatus according to the present invention has a wall surface formed by laminating at least paper and closes one surface of an open end of a sleeve which is a cylindrical body having a substantially rectangular cross section, and has a bottomed cylindrical shape. In an aseptic filling apparatus that molds a paper container and performs sterilization, filling, and sealing of the paper container, while blowing a germicide gas from a nozzle toward the inner surface from the open end of the bottomed cylindrical paper container, The guide plate provided so as to surround the injection hole of the nozzle guides the bactericide gas leaked from the inner surface out of the bactericide gas injected to the inner surface to at least the end surface of the open end. .
また、本発明に係る紙容器の殺菌装置は、前記ノズルが、前記紙容器の内部に挿入されるように設けてなると好適である。 In the paper container sterilization apparatus according to the present invention, it is preferable that the nozzle is provided so as to be inserted into the paper container.
また、本発明に係る紙容器の殺菌装置は、前記スリーブの一方の面を閉塞するため、内面同士をヒートシールする装置を設けてなると好適である。 The paper container sterilization apparatus according to the present invention is preferably provided with a device for heat-sealing the inner surfaces to close one surface of the sleeve.
また、本発明に係る紙容器の殺菌装置は、前記スリーブの一方の面を閉塞するために、端部に熱可塑性樹脂を射出成型する装置を設けてなると好適である。 In the paper container sterilization apparatus according to the present invention, it is preferable that a device for injection-molding a thermoplastic resin is provided at an end in order to close one surface of the sleeve.
また、本発明に係る紙容器の殺菌装置は、前記ノズルが、前記殺菌剤を噴霧することによってガス化する気化部の先端部に配置されると好適である。 In the paper container sterilizing apparatus according to the present invention, it is preferable that the nozzle is disposed at a tip portion of a vaporizing portion that is gasified by spraying the sterilizing agent.
本発明に係る紙容器の殺菌装置は、前記殺菌剤のガスを、熱風により希釈する装置を設けてなると好適である。 The paper container sterilizing apparatus according to the present invention is preferably provided with an apparatus for diluting the gas of the sterilizing agent with hot air.
本発明に係る紙容器の殺菌装置は、前記ノズルから前記殺菌剤のガスが前記紙容器に吹き付けられた後に、前記紙容器の内面に向けて、ホットエアノズルからホットエアを吹き付けるとともに、当該ホットエアノズルの噴射孔を囲繞するように設けた案内板により、前記内面に噴射した前記ホットエアのうち前記内面から漏出したホットエアを前記開放端の少なくとも端面に導くと好適である。 The paper container sterilization apparatus according to the present invention, after the gas of the sterilizing agent is sprayed from the nozzle to the paper container, blows hot air from the hot air nozzle toward the inner surface of the paper container, It is preferable that the hot air leaked from the inner surface of the hot air injected to the inner surface is guided to at least the end surface of the open end by a guide plate provided so as to surround the injection hole.
本発明によれば、紙容器の内面に殺菌剤のガスを吹き付けるノズルの噴射孔を囲繞するように設けた案内板により、紙容器の内面より排出された殺菌剤のガスが、案内板に導かれ紙容器の端面に接触するため、紙容器の端面を確実に殺菌することができる。 According to the present invention, the disinfectant gas discharged from the inner surface of the paper container is guided to the guide plate by the guide plate provided so as to surround the nozzle injection hole for spraying the disinfectant gas on the inner surface of the paper container. Since it contacts the end surface of the paper container, the end surface of the paper container can be reliably sterilized.
以下に本発明を実施するための形態について図面を参照して説明する。 EMBODIMENT OF THE INVENTION Below, the form for implementing this invention is demonstrated with reference to drawings.
(方法及び装置の概要)
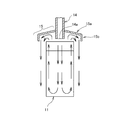
図1に示すように、本実施形態に係る紙容器の殺菌装置を組み込んだ無菌充填装置16は、スリーブ供給装置2と、該スリーブ供給装置2から供給されるスリーブ1を受けて、紙容器11に成形する底部組立装置7と、成形された紙容器11を搬送するコンベア12と、充填装置20と、充填後に紙容器を密封する頭部シール装置23を備える。これらの装置は無菌チャンバー3の中にある。
(Outline of method and apparatus)
As shown in FIG. 1, an
(無菌充填装置の工程の概要)
図1に示すように、少なくとも紙を積層してなる壁面を有すると共に断面が略矩形状の筒状体であるスリーブ1はスリーブ供給装置2により、無菌チャンバー3の中に導入される。スリーブ1は閉塞するために必要な部分を残し、ターレット10に設けられたマンドレル4に挿入される。さらに、殺菌装置5により、マンドレル4が挿入されていないスリーブ1の閉塞される側の内面及び、スリーブ1の外面が殺菌される。殺菌後、残存する殺菌剤は乾燥装置6により吹き付けられる熱風により除去される。
(Outline of aseptic filling equipment process)
As shown in FIG. 1, a sleeve 1 that is a cylindrical body having a wall surface formed by laminating at least paper and having a substantially rectangular cross section is introduced into an aseptic chamber 3 by a
さらに、スリーブ1は、図2に示すように紙容器11の底部形成用罫線25bを底部くせ折り装置8により折り込まれ、乾燥装置6により熱せられていた部分が底部シール装置9により圧着される。このようにしてスリーブ1は、開放端の一方の面を閉塞され、有底
筒状の紙容器11に成型される。
Further, as shown in FIG. 2, the sleeve 1 is folded at the bottom forming
成型された紙容器11はコンベア12により間欠的に搬送されながら、紙容器11の内面に、殺菌剤のガス生成器13によって生成された殺菌剤のガスが、ノズル14から噴射される。ここで、図4に示すように、ノズル14の噴射孔14aを囲繞するように設けられた案内板15により、紙容器11の内面に噴射された殺菌剤のガスのうち、紙容器11の内面から漏出した殺菌剤のガスが紙容器11の開放端の端面及び外面に導かれる。
The molded
紙容器11に吹き付けられた殺菌剤は、ホットエアノズル18から紙容器11の内面に吹き付けられる、ホットエアにより除去される。該ホットエアはホットエア供給装置17により供給される。さらに、無菌エアノズル19から、紙容器11の内面に無菌エアが吹き付けられることもある。
The disinfectant sprayed on the
殺菌された紙容器11には、別に設けられた装置により殺菌された内容物が、充填装置20により充填される。さらに、頭部くせ折り装置21により紙容器11の頭部形成用罫線25cが折り込まれ、頭部加熱装置22により内面が加熱され、頭部シール装置23により圧着され、密封される。密封された紙容器11は無菌充填製品24となる。
The sterilized
(紙容器の殺菌方法及び装置の詳細)
本実施形態におけるスリーブ1を図2に示す。スリーブ1は少なくとも紙を積層してなり、筒状とするために胴貼り部26を設け、紙容器11に成型する際に折り込むための胴部形成用罫線25a、底部形成用罫線25b、頭部形成用罫線25cを有する。
(Details of paper container sterilization method and apparatus)
The sleeve 1 in this embodiment is shown in FIG. The sleeve 1 is formed by laminating at least paper, and is provided with a
スリーブ1は紙の両面に、ヒートシール可能なポリエチレン、やポリプロピレンなどの熱可塑性樹脂を層として有する。また、必要に応じてアルミニウム箔、アルミニウム、シリカ、酸化アルミニウムなどの金属又は金属酸化物を蒸着したフィルム、エチレン−ビニルアルコール共重合体や芳香族ジアミンと二塩基酸との共重合体などのバリア性を有する熱可塑性樹脂、などを紙の内側に層として設けても構わない。また、紙の外側又は最外面に印刷があっても構わない。また、中間層として、接着剤又は接着性を有する熱可塑性樹脂からなる層を1層又は2層以上設けても構わない。例えば、スリーブ1の構成としてはポリエチレン/印刷/紙/ポリエチレン、ポリエチレン/印刷/紙/ポリエチレン又はエチレン−メタクリル酸共重合体/アルミニウム箔/ポリエチレン、印刷/ポリエチレン/紙/ポリエチレン/エチレン−ビニルアルコール共重合体/ポリエチレン、印刷/ポリエチレン/紙/エチレン−メタアクリル酸共重合体/シリカ蒸着を有するポリエステルフィルム/接着剤/ポリエチレンなどがある。積層される紙の坪量は80g/m2〜500g
/m2が好ましい。80g/m2未満では紙容器としての保形性がなく、500g/m2を
超えると、加工が困難である。また、ヒートシール可能な層は15μm〜150μmが好ましい。15μm未満では十分なヒートシール強度が得られず、150μmを超えるとヒートシール強度は十分であることから、過剰となる。このような積層体を打ち抜き、胴部をヒートシールにより貼ることでスリーブ1が得られる。
The sleeve 1 has a thermoplastic resin such as polyethylene or polypropylene which can be heat sealed as layers on both sides of the paper. Also, barriers such as aluminum foil, films deposited with metals or metal oxides such as aluminum, silica, and aluminum oxide, copolymers of ethylene-vinyl alcohol copolymer or aromatic diamine and dibasic acid, as required May be provided as a layer on the inside of the paper. Further, printing may be performed on the outer or outermost surface of the paper. Further, as the intermediate layer, one layer or two or more layers made of an adhesive or an adhesive thermoplastic resin may be provided. For example, the sleeve 1 is composed of polyethylene / printing / paper / polyethylene, polyethylene / printing / paper / polyethylene or ethylene-methacrylic acid copolymer / aluminum foil / polyethylene, printing / polyethylene / paper / polyethylene / ethylene-vinyl alcohol co-polymer. Polymer / polyethylene, printing / polyethylene / paper / ethylene-methacrylic acid copolymer / polyester film with silica deposition / adhesive / polyethylene and the like. The basis weight of the laminated paper is 80g / m 2 to 500g
/ M 2 is preferred. If it is less than 80 g / m 2 , there is no shape retention as a paper container, and if it exceeds 500 g / m 2 , processing is difficult. The heat sealable layer is preferably 15 μm to 150 μm. If it is less than 15 μm, sufficient heat seal strength cannot be obtained, and if it exceeds 150 μm, the heat seal strength is sufficient, which is excessive. The sleeve 1 is obtained by punching such a laminate and sticking the body part by heat sealing.
スリーブ1の胴貼り部26は、スリーブ1の内面と外面をヒートシールすることにより形成される。ここで、胴貼り部26の内側積層体の端面は露出しないように形成される。これは、内側となる端部の先端を外側に折り込むヘミング、先端の内側を切削して外側に折り込むスカイブヘミング又は端部に両面がヒートシール性を有するテーブを貼着するなどして行われる。これにより、胴貼り部26の内側の積層体の紙の端面から、菌が内容物へ移行することを防ぎ、内容物が紙へ浸透することを防ぐことができる。
The
スリーブ1は胴部形成用罫線25aにより、罫線に沿って折られることから略矩形状の筒状体となるが、罫線が浅い場合や紙が薄い場合は、筒状体の断面形状の辺が円弧状とな
ることもあり、また、部分的に罫線を施さない場合、スリーブ1のその部分の断面は略円形状となることもある。さらに、矩形ではなく、六角などの多角となる部分もありうる。
Since the sleeve 1 is folded along the ruled line by the body forming ruled
スリーブ1は無菌チャンバー3に搬送された後、内面をヒートシールすることで、底部が形成され、紙容器11に成型される。ヒートシールは内面をホットエアで加熱し、底部形成用罫線25bの三角部を内側に折り込んで、三角形の頂点を突き合わせて圧着しても、三角部を外側に出して、圧着後に三角部を紙容器の側面側に折って、紙容器11の外面に.貼着しても、ヒートシール部側に折り込んで底部としても構わない。また、ヒートシ
ールは、三角部を外側に出して、外部からの加熱によるヒートシール、超音波ヒートシールやスリーブ1が層としてアルミニウム箔を含む場合は高周波ヒートシールなどにより行っても構わない。
After the sleeve 1 is conveyed to the sterilization chamber 3, the bottom is formed by heat-sealing the inner surface, and the sleeve 1 is molded into a
本実施形態では、スリーブ1に底部を形成して紙容器11に成型しているが、図7に示すように、スリーブ1の開放端の一方に射出成型により、射出成型部30を設けて開放端を閉塞することにより射出成型による紙容器31とすることもできる。これはスリーブ1の開放端の一方を金型に挿入し、紙容器の頭部となる形状にポリエチレン、ポリプロピレンなどの熱可塑性樹脂を射出成型することにより行われる。端部は射出された樹脂に覆われるために、端部に菌が存在したとしても、菌が脱落することはない。射出成型部30の先端はプルリングが形成され、射出成型された膜を引っ張り切ることで開口されるようにしても構わない。開口部はキャップを備えることもある。無菌充填製品となった場合、射出成型部30が頭部となり、一方の開放端が底部となる。
In this embodiment, the bottom portion is formed on the sleeve 1 and molded into the
成型された紙容器11は内面に殺菌剤のガスが吹き付けられる。本実施態様における殺菌剤とは、少なくとも過酸化水素を含んでいることが好ましい。その含有量は0.5質量%〜65質量%の範囲が適当である。0.5質量%未満では殺菌力が不足する場合があり、65質量%を超えると安全上、扱いが困難となる。また、さらに好適なのは0.5質量%〜40質量%であり、40質量%以下では扱いがより容易であり、低濃度となるために殺菌後の殺菌剤の残留量を低減できる。
The molded
また、殺菌剤は水を含んでなるが、メチルアルコール、エチルアルコール、イソプロピルアルコール、ノルマルプロピルアルコール、ブチルアルコールなどのアルコール類、アセトン、メチルエチルケトン、アセチルアセトンなどのケトン類、グリコールエーテル等の1種又は2種以上を含んでもかまわない。 The bactericide contains water, but alcohols such as methyl alcohol, ethyl alcohol, isopropyl alcohol, normal propyl alcohol, and butyl alcohol, ketones such as acetone, methyl ethyl ketone, and acetylacetone, and one or two of glycol ether It may contain more than seeds.
さらに、殺菌剤は過酢酸、酢酸、塩素化合物、オゾン等殺菌効果を有する化合物、陽イオン界面活性剤、非イオン系界面活性剤、リン酸化合物等の添加剤を含んでも構わない。 Furthermore, the bactericidal agent may contain additives such as peracetic acid, acetic acid, chlorine compounds, compounds having a bactericidal effect such as ozone, cationic surfactants, nonionic surfactants, and phosphoric acid compounds.
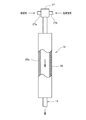
殺菌剤は、図5に示すように、殺菌剤ガス生成器13によりガス化される。殺菌剤ガス生成器13は、殺菌剤を滴状にして供給する二流体スプレーノズルである殺菌剤供給部27と、この殺菌剤供給部27から供給された殺菌剤を過酸化水素の分解温度以下に加熱して気化させる気化部28とを備える。殺菌剤供給部27は、殺菌剤供給路27a及び圧縮空気供給路27bからそれぞれ殺菌剤と圧縮空気を導入して殺菌剤を気化部28内に噴霧するようになっている。気化部28は内外壁間にヒータ28aを挟み込んだパイプであり、このパイプ内に吹き込まれた殺菌剤を加熱し気化させる。気化した殺菌剤のガスはノズル14から気化部28外に噴出する。ヒータ28aに換えて誘電加熱により気化部28を加熱しても構わない。
The disinfectant is gasified by the
殺菌剤供給部27の運転条件としては、例えば圧縮空気の圧力は0.05MPa〜0.6MPaの範囲で調整される。また、殺菌剤は重力落下であっても圧力を加えてもかまわないし、供給量は自由に設定することができ、例えば1g/min.〜100g/min
.の範囲で供給する。また、気化部28の内表面は140℃から450℃に加熱されることで噴霧された殺菌剤が気化する。
As operating conditions of the sterilizing
. Supply in the range. Moreover, the sprayed germicide vaporizes by heating the inner surface of the
噴出する殺菌剤のガスは、図4に示すようにノズル14から紙容器11の内面に吹き付けられる。ノズル14の噴射孔14aを囲繞するように設けられる案内板15は、ノズル14の周囲から紙容器11の開放端の全面を覆うものであり、紙容器11の底部に衝突し、紙容器11の内面から漏出した殺菌剤のガスを、少なくとも紙容器11の開放端の端部に導くものであればよい。例えば図4に示すように、案内板15の天蓋部15aにはノズル14から下部への傾斜を設け、末端を垂直面15bとしたものが好ましい。しかし、紙容器11の開放端の端面に殺菌剤のガスが接触することができれば、どのような形状でも構わない。この時、紙容器内部の圧力が、少なくとも大気圧よりも5Pa以上高くなるように案内板とカートンとの隙間を設けると、カートンの隅々まで殺菌剤を付着させることが出来るため好適である。
The germicide gas to be ejected is sprayed from the
ノズル14は、紙容器11の開放端の上部から紙容器11の内面に殺菌剤のガスを吹き付けてもよいが、紙容器11の内面を確実に殺菌するために、紙容器11の内部に挿入されて殺菌剤のガスを吹き付ける方が好ましい。
The
殺菌剤のガスの吹き付け量は任意であるが、吹き付け量は、殺菌剤ガス生成器の供給される殺菌剤の量と吹き付け時間により決まる。殺菌剤ガス生成器は複数備えても構わない。吹き付け量は紙容器の大きさによっても変動するが、過酸化水素の量として35質量%換算で10μL/容器〜200μL/容器が適当である。の範囲が適当である。10μL/容器未満では殺菌が不十分となり、200μL/容器を超えると紙容器11への過酸化水素の残留が多くなる。
The amount of sterilizing gas sprayed is arbitrary, but the amount of spraying depends on the amount of sterilizing agent supplied to the sterilizing agent gas generator and the spraying time. A plurality of bactericidal gas generators may be provided. Although the spraying amount varies depending on the size of the paper container, the amount of hydrogen peroxide is suitably 10 μL / container to 200 μL / container in terms of 35% by mass. The range of is appropriate. If the amount is less than 10 μL / container, the sterilization becomes insufficient. If the amount exceeds 200 μL / container, the amount of hydrogen peroxide remaining in the
殺菌剤のガスは、ノズル14から出た後、ガス状態のまま、若しくはガスが凝結したミストとなって、又はそれらの混合物となって、紙容器11の内面に流入し、紙容器11の内部から漏出して紙容器11の開放端の端面に導かれる。
The gas of the sterilizing agent exits from the
なお、ノズル14の途中に、除菌フィルタを通した無菌エアを加熱し、ホットエアとして供給しても構わない。これにより、殺菌剤ガスのノズル14からの噴射圧力が上がり、紙容器11の開放端への殺菌剤のガスの吹き付け圧力も増すこととなる。また、ホットエアとすることで、殺菌剤ガスの凝縮を抑え、効率的に殺菌することができる。ホットエアの温度は50℃〜150℃とすることができる。50℃未満ではかえって凝縮を促進することとなり、150℃を超えると、紙容器11の最内層がポリエチレンの場合に、ヒートシールしたポリエチレン面同志が剥離するおそれがある。
Note that aseptic air that has passed through a sterilization filter may be heated in the middle of the
また、図7に示すように、紙容器が射出成型による紙容器31であっても、ノズル14の噴射孔14aを囲繞するように設けられた案内板15により、紙容器31の内面に噴射された殺菌剤のガスのうち内面から漏出した殺菌剤のガスを少なくとも開放端の端面に導くことができる。
Further, as shown in FIG. 7, even if the paper container is a
なお、図4に示した紙容器11への殺菌剤のガスの吹き付けの直前に、紙容器11に熱風を吹き付ける等して紙容器11を予備加熱してもよい。この予備加熱により紙容器11の殺菌効果をさらに高めることができる。
Note that the
また、ノズル14は1個のみならず、複数個を紙容器11の走行路に沿って配置し、これらノズル14から殺菌剤のガスを紙容器11に向かって複数回吹き付けるようにしても構わない。
Further, not only one
殺菌剤のガスが吹き付けられた紙容器11に、さらにホットエアを吹き付けることが好ましい。ホットエアの吹き付けにより、紙容器11の表面に付着した過酸化水素が活性化される。また、ホットエアの吹き付けによって紙容器11に付着した殺菌剤は紙容器11の表面から速やかに除去される。
It is preferable that hot air is further blown onto the
図6に示すように、ホットエアを吹き付けるホットエアノズル18のホットエア噴射孔18aを囲繞するようにホットエアノズル案内板29を設け、紙容器11の内面に噴射したホットエアのうち、紙容器11の内面から漏出したホットエアを少なくとも紙容器11の開放端の端面に導くと好ましい。これにより、開放端の端面の殺菌が促進される。
As shown in FIG. 6, a hot air
ホットエアノズル案内板29は、ホットエアノズル18の周囲から紙容器11の開放端の全面を覆うものであり、紙容器11の底部に衝突し、紙容器11の内面から漏出したホットエアを、少なくとも紙容器11の開放端の端面に導くものであればよい。例えば図6に示すように、ホットエアノズル案内板29の天蓋部29aにはホットエアノズル18から下部への傾斜を設け、末端を垂直面29bにしたものが好ましい。しかし、紙容器の内面から漏出したホットエアが、紙容器11の開放端の端面に導かれれば、どのような形状でも構わない。
The hot air
ホットエアの温度は50℃〜150℃とすることができる。50℃未満では殺菌剤の活性化には不十分であり、150℃を超えると、紙容器11の最内層がポリエチレンの場合に、ヒートシールしたポリエチレン面同志が剥離するおそれがある。
The temperature of the hot air can be 50 ° C to 150 ° C. If it is less than 50 ° C., it is insufficient for activating the bactericide, and if it exceeds 150 ° C., when the innermost layer of the
また、ホットエアノズル18は一個のみならず、複数個を紙容器11の走行路に沿って配置し、これらホットエアノズル18からホットエアを紙容器11に向かって複数回吹き付けるようにしてもよい。
Further, not only one
さらにホットエアノズル18は、紙容器11の開放端の上部から紙容器11の内面に吹き付けてもよいが、紙容器11の内面に付着している殺菌剤を確実に除去するために、紙容器11の内部に挿入してホットエアを吹き付けても構わない。
Further, the
また、紙容器11にホットエアを吹き付けた後に、除菌フィルタを通すことで得られる無菌エアを無菌エアノズル19により紙容器11の内面に吹き付けても構わない。吹き付けられる無菌エアにより、紙容器11の内部に残存する殺菌剤や、ホットエアにより生成した紙容器11の最内面を構成するポリエチレン由来の異臭物質が除去されるという効果がある。
Further, after spraying hot air to the
ここで、無菌エアノズル19の噴射孔を囲繞するように案内板を設け、紙容器11の内面に噴射した無菌エアのうち、紙容器11の内面から漏出した無菌エアを紙容器11の少なくとも開放端の端面に導いても構わない。この時、紙容器内部の圧力が、少なくとも大気圧よりも5Pa以上高くなるように案内板とカートンとの隙間を設けると好適である。なぜなら、カートンの隅々に付着した殺菌剤をホットエアで確実に乾燥させることが出来るからである。
Here, a guide plate is provided so as to surround the injection hole of the sterilized air nozzle 19, and among the sterilized air injected to the inner surface of the
紙容器11に内容物が充填された後、紙容器11の開放端の内面をヒートシールすることで、紙容器11は密封され、無菌充填製品24が得られる。ヒートシールは内面をホットエアで加熱し、頭部形成用罫線25cの三角部を内側に折り込んで、三角の頂点を突き合わせて圧着しても、三角部を外側に出して、圧着後に三角部を紙容器の側面側に折って、紙容器11の外面に貼着しても、ヒートシール部側に折り込んで底部としても構わな
い。また、ヒートシールは、三角部を外側に出して、外部からの加熱によるヒートシール、超音波ヒートシールやスリーブ1が層としてアルミニウム箔を含む場合は高周波ヒート
シールなどにより行っても構わない。
After the contents are filled in the
図3に示した無菌充填製品24は、ゲーベルトップ形状であるが、頭部をフラットにしたブリック形状としても構わない。この場合、頭部に抽出口を設けても構わない。また、射出成型による紙容器は図7に示したように、熱可塑性樹脂からなる頭部に抽出口を備えた形状としても構わない。
The
無菌充填装置16は、無菌チャンバー3内に無菌エアが供給され、常時陽圧に保持されることで、外気からの菌による汚染がない。また、無菌充填装置16は、底部組立装置7、ノズル14やホットエアノズル18を含む殺菌装置、充填装置20、頭部シール装置23を含む密封装置などをゾーンに分けて遮蔽し、各々のゾーンに無菌エアを供給し、充填装置20のゾーンから外部に向けて無菌エアの供給圧力に傾斜を設けても構わない。
The
以下、本発明を実施例により説明する。 Hereinafter, the present invention will be described with reference to examples.
(操作方法)
断面が正方形であり、その1辺が75mmである、1000ml容量の紙容器11となる図2のようなスリーブ1を作成した。スリーブ1の構成は、ポリエチレン25μm/紙300g/m2/エチレン−メタアクリル酸共重合体20μm/シリカ蒸着を有するポリエステルフィルム12μm/接着剤/ポリエチレン55μmとした。このスリーブ1の底面部分の内面にホットエアを吹き付けて、スリーブ1の底部形成用罫線25bの三角部を内側に折り込み、三角の頂点を突き合わせ、圧着することで、スリーブ1の一方の開放端を閉塞して紙容器11とした。この紙容器11の開放端の4辺に104個、105個、106
個のB.atrophaeus ATCC9372芽胞を付着させた後に、自然乾燥させ、菌付紙容器11した。
(Method of operation)
A sleeve 1 as shown in FIG. 2 was prepared to be a 1000 ml
B. Atophaeus ATCC9372 spores were attached and then air-dried to make a
殺菌剤として、過酸化水素を35質量%含む過酸化水素水を用いて、図5に示すような殺菌剤ガス生成器13に0.5MPaの圧縮空気と殺菌剤としての過酸化水素水を10ml/min.又は30ml/min.供給し、気化部28の表面温度を300℃とすることで殺菌剤のガスを生成した。この殺菌剤のガスを、紙容器11の内面に図4のように、ノズル14から1秒間吹き付けた。このとき、案内板が無い場合についても吹き付けを行った。
As a bactericidal agent, hydrogen peroxide containing 35% by mass of hydrogen peroxide is used, and 0.5 ml of compressed air and 10 ml of hydrogen peroxide as a bactericide are added to a
さらに、図6に示すようにホットエアノズル18により、ホットエア噴射孔18aにおいて120℃のホットエアを300L/minの風量で、6秒間紙容器11に吹き付けた。このときも案内板の無い場合についても吹き付けを行った。
Further, as shown in FIG. 6, hot air at 120 ° C. was blown onto the
(殺菌効果の測定方法)
菌を付着させた紙容器の端面部を拭き取り、寒天培地に移植し、37℃で1週間培養し、生残存菌数を測定した。結果は、殺菌効果(LRV)=log(付着菌数)/(生残存菌数)で表した。
(Measurement method of bactericidal effect)
The end surface part of the paper container to which the bacteria were adhered was wiped off, transplanted to an agar medium, cultured at 37 ° C. for 1 week, and the number of viable bacteria was measured. The results were expressed as bactericidal effect (LRV) = log (number of adherent bacteria) / (number of surviving bacteria).
(実施例、比較例及び結果)
表1に、実施例及び比較例の、殺菌剤である過酸化水素水の供給量、殺菌剤のガスの吹き付け時とホットエアの吹き付け時の案内板有無、及びその殺菌効果を示す。
(Examples, comparative examples and results)
Table 1 shows the supply amount of hydrogen peroxide water, which is a sterilizing agent, the presence / absence of a guide plate at the time of spraying the gas of the sterilizing agent and the hot air, and the sterilizing effect thereof.

上記の実施例によれば、殺菌剤としての過酸化水素水の供給量の多寡にかかわらず、殺菌剤吹き付け時にノズル14の噴射孔14aを囲繞するように案内板を設けることで、高い殺菌効果が得られた。また、ホットエア吹き付け時にホットエアノズル18のホットエア噴射孔18aを囲繞するように案内板を設けることにより、殺菌効果を高めることができた。一方、比較例のように、殺菌剤のガスの吹き付け時に案内板がない場合は、殺菌剤の供給量を増やしても十分な殺菌効果が得られなかった。
According to the above-described embodiment, regardless of the amount of hydrogen peroxide water supplied as a sterilizing agent, by providing the guide plate so as to surround the
本発明は以上説明したように構成されるが、上記実施の形態に限定されるものではなく、本発明の要旨内において種々変更可能である。 Although the present invention is configured as described above, the present invention is not limited to the above-described embodiment, and various modifications can be made within the gist of the present invention.
1…スリーブ
11…紙容器
13…殺菌剤のガス生成器
14…ノズル
15…ノズル案内板
18…ホットエアノズル
24…無菌充填製品
29…ホットエアノズル案内板
DESCRIPTION OF SYMBOLS 1 ...
Claims (15)
前記有底筒状の紙容器の開放端から内面に向けてノズルから殺菌剤のガスを吹きつけると共に、前記ノズルの噴射孔を囲繞するように設けた案内板によって、前記内面に噴射した前記殺菌剤のガスのうち前記内面から漏出した殺菌剤のガスを前記開放端の少なくとも端面に導くことを特徴とする紙容器の殺菌方法。 Aseptically performing sterilization, filling and sealing of the bottomed cylindrical paper container by closing one side of the open end of the sleeve which is a cylindrical body having a wall surface formed by laminating paper at least A method for sterilizing the paper container in a filling device,
The sterilization sprayed on the inner surface by a guide plate provided so as to blow the gas of the sterilizing agent from the nozzle toward the inner surface from the open end of the bottomed cylindrical paper container, and to surround the injection hole of the nozzle A sterilizing method for a paper container, wherein a sterilizing agent gas leaked from the inner surface of the agent gas is guided to at least an end surface of the open end.
前記ノズルが前記紙容器の内部に挿入され、前記殺菌剤のガスが吹き付けられることを特徴とする紙容器の殺菌方法。 In the paper container sterilization method according to claim 1,
A method for sterilizing a paper container, wherein the nozzle is inserted into the paper container and the sterilizing gas is sprayed.
前記スリーブの一方の面の閉塞が、内面同士をヒートシールすることにより行われることを特徴とする紙容器の殺菌方法。 In the paper container sterilization method according to claim 1 or 2,
The paper container sterilization method is characterized in that the one surface of the sleeve is closed by heat-sealing the inner surfaces.
前記スリーブの一方の面の閉塞が、端部に熱可塑性樹脂を射出成型することにより行われることを特徴とする紙容器の殺菌方法。 In the paper container sterilization method according to claim 1 or 2,
The paper container sterilization method is characterized in that the one surface of the sleeve is closed by injection molding a thermoplastic resin at an end portion.
前記殺菌剤が、少なくとも過酸化水素を含んでいることを特徴とする紙容器の殺菌方法。 The paper container sterilization method according to any one of claims 1 to 4,
A method for sterilizing a paper container, wherein the sterilizing agent contains at least hydrogen peroxide.
前記殺菌剤のガスは、前記殺菌剤を気化部内に噴霧してガス化させ、前記殺菌剤のガスを前記気化部の気化部用ノズルから前記紙容器に向かって吹き付けることを特徴とする紙容器の殺菌方法。 The paper container sterilization method according to any one of claims 1 to 5,
The disinfectant gas is vaporized by spraying the disinfectant into a vaporizing section, and the disinfectant gas is sprayed from the vaporizing section nozzle of the vaporizing section toward the paper container. Sterilization method.
前記殺菌剤のガスが、熱風により希釈された後に前記紙容器に吹き付けられることを特徴とする紙容器の殺菌方法。 The paper container sterilization method according to any one of claims 1 to 6,
A method for sterilizing a paper container, wherein the gas for the sterilizing agent is sprayed on the paper container after being diluted with hot air.
前記ノズルから前記殺菌剤のガスが前記紙容器に吹き付けられた後に、前記紙容器の内面に向けて、ホットエアノズルからホットエアを吹き付けるとともに、当該ホットエアノズルの噴射孔を囲繞するように設けた案内板により、前記内面に噴射した前記ホットエアのうち前記内面から漏出したホットエアを前記開放端の少なくとも端面に導くことを特徴とする紙容器の殺菌方法。 In the paper container sterilization method according to claim 1 or 7,
A guide plate provided so as to blow hot air from a hot air nozzle toward the inner surface of the paper container and surround an injection hole of the hot air nozzle after the gas of the sterilizing agent is sprayed from the nozzle to the paper container. The hot air leaked from the inner surface out of the hot air jetted onto the inner surface is guided to at least the end surface of the open end.
前記有底筒状の紙容器の開放端から内面に向けてノズルから殺菌剤のガスを吹きつけると共に、前記ノズルの噴射孔を囲繞するように設けた案内板によって、前記内面に噴射した前記殺菌剤のガスのうち前記内面から漏出した殺菌剤のガスを前記開放端の少なくとも端面に導くことを特徴とする紙容器の殺菌装置。 Aseptically performing sterilization, filling and sealing of the bottomed cylindrical paper container by closing one side of the open end of the sleeve which is a cylindrical body having a wall surface formed by laminating paper at least In the filling device,
The sterilization sprayed on the inner surface by a guide plate provided so as to blow the gas of the sterilizing agent from the nozzle toward the inner surface from the open end of the bottomed cylindrical paper container, and to surround the injection hole of the nozzle A sterilizing apparatus for paper containers, wherein a sterilizing agent gas leaked from the inner surface of the agent gas is guided to at least an end surface of the open end.
前記ノズルが、前記紙容器の内部に挿入されるように設けてなることを特徴とする紙容器の殺菌装置。 The paper container sterilizer according to claim 9,
The paper container sterilization apparatus, wherein the nozzle is provided so as to be inserted into the paper container.
前記スリーブの一方の面を閉塞するため、内面同士をヒートシールする装置を設けてなることを特徴とする紙容器の殺菌装置。 The paper container sterilization apparatus according to claim 9 or 10,
An apparatus for sterilizing a paper container, wherein a device for heat-sealing the inner surfaces is provided to close one surface of the sleeve.
前記スリーブの一方の面を閉塞するために、端部に熱可塑性樹脂を射出成型する装置を設けてなることを特徴とする紙容器の殺菌装置。 The paper container sterilization apparatus according to claim 9 or 10,
An apparatus for sterilizing a paper container, wherein a device for injection-molding a thermoplastic resin is provided at an end to close one surface of the sleeve.
前記ノズルは、前記殺菌剤を噴霧することによってガス化する気化部の先端部に配置されたことを特徴とする紙容器の殺菌装置。 The paper container sterilizer according to any one of claims 9 to 12,
The paper container sterilizing apparatus is characterized in that the nozzle is disposed at a front end portion of a vaporizing portion that is gasified by spraying the sterilizing agent.
前記殺菌剤のガスを、熱風により希釈する装置を設けてなることを特徴とする紙容器の殺菌装置。 The paper container sterilizer according to any one of claims 9 to 13,
A paper container sterilization apparatus comprising a device for diluting the sterilizing gas with hot air.
前記ノズルから前記殺菌剤のガスが前記紙容器に吹き付けられた後に、前記紙容器の内面に向けて、ホットエアノズルからホットエアを吹き付けるとともに、当該ホットエアノズルの噴射孔を囲繞するように設けた案内板により、前記内面に噴射した前記ホットエアのうち前記内面から漏出したホットエアを前記開放端の少なくとも端面に導くことを特徴とする紙容器の殺菌装置。 The paper container sterilizing apparatus according to claim 9 or 14,
A guide plate provided so as to blow hot air from a hot air nozzle toward the inner surface of the paper container and surround an injection hole of the hot air nozzle after the gas of the sterilizing agent is sprayed from the nozzle to the paper container. Thus, the hot air leaked from the inner surface out of the hot air sprayed onto the inner surface is guided to at least the end surface of the open end.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016125422A JP2017226468A (en) | 2016-06-24 | 2016-06-24 | Sterilization method and device of paper container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016125422A JP2017226468A (en) | 2016-06-24 | 2016-06-24 | Sterilization method and device of paper container |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017226468A true JP2017226468A (en) | 2017-12-28 |
Family
ID=60890833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016125422A Pending JP2017226468A (en) | 2016-06-24 | 2016-06-24 | Sterilization method and device of paper container |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017226468A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019172349A (en) * | 2018-03-29 | 2019-10-10 | 大日本印刷株式会社 | Method for sterilizing paper container for aseptic filling machine |
| JP2021091461A (en) * | 2019-12-12 | 2021-06-17 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | Sterilization spray method and sterilization spray device for filling machine |
| JP2023513348A (en) * | 2020-02-14 | 2023-03-30 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | Filling machine with sterilization station |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4631173A (en) * | 1981-11-14 | 1986-12-23 | Mueller Horst | Method of sterilizing packaging material, especially container-type packages |
| JPH09240629A (en) * | 1996-03-06 | 1997-09-16 | Dainippon Printing Co Ltd | Sterilizing method and sterilizing apparatus for paper container in aseptic filling apparatus |
| JP2008074438A (en) * | 2006-09-20 | 2008-04-03 | Dainippon Printing Co Ltd | Container sterilization method and apparatus |
| JP2013079079A (en) * | 2010-07-31 | 2013-05-02 | Nihon Tetra Pak Kk | Opening device for liquid food container and liquid food container |
-
2016
- 2016-06-24 JP JP2016125422A patent/JP2017226468A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4631173A (en) * | 1981-11-14 | 1986-12-23 | Mueller Horst | Method of sterilizing packaging material, especially container-type packages |
| JPH09240629A (en) * | 1996-03-06 | 1997-09-16 | Dainippon Printing Co Ltd | Sterilizing method and sterilizing apparatus for paper container in aseptic filling apparatus |
| JP2008074438A (en) * | 2006-09-20 | 2008-04-03 | Dainippon Printing Co Ltd | Container sterilization method and apparatus |
| JP2013079079A (en) * | 2010-07-31 | 2013-05-02 | Nihon Tetra Pak Kk | Opening device for liquid food container and liquid food container |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019172349A (en) * | 2018-03-29 | 2019-10-10 | 大日本印刷株式会社 | Method for sterilizing paper container for aseptic filling machine |
| JP2021091461A (en) * | 2019-12-12 | 2021-06-17 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | Sterilization spray method and sterilization spray device for filling machine |
| JP2023513348A (en) * | 2020-02-14 | 2023-03-30 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | Filling machine with sterilization station |
| JP7835679B2 (en) | 2020-02-14 | 2026-03-25 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | Filling machine equipped with a sterilization station |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108698739B (en) | Sterilization method and device for sleeve | |
| JP4334670B2 (en) | Container sterilization method | |
| WO2017221991A1 (en) | Method and device for sterilizing preform | |
| JP2017226468A (en) | Sterilization method and device of paper container | |
| US12208173B2 (en) | Method for sterilizing interior of aseptic filler chamber | |
| JP2020172297A (en) | Aseptic filling machine and aseptic filling method | |
| JP7626321B2 (en) | Lid sterilization method and lid sterilization device | |
| JP4713649B2 (en) | Preform sterilization method | |
| JP5534153B2 (en) | Method and apparatus for external sterilization of cup-shaped container | |
| JP5573020B2 (en) | Method for sterilizing cup-shaped containers | |
| JP7380727B2 (en) | Sterile air blowing nozzle for aseptic filling machine | |
| JPH09240629A (en) | Sterilizing method and sterilizing apparatus for paper container in aseptic filling apparatus | |
| JP6369515B2 (en) | Aseptic blow molding machine and aseptic blow molding method | |
| JP6119806B2 (en) | Aseptic bagging method and apparatus | |
| JP7307396B2 (en) | Aseptic filling machine and aseptic filling method | |
| JP6583467B1 (en) | Aseptic filling machine paper container sterilization method | |
| JP5359183B2 (en) | Method and apparatus for sterilizing cup-shaped container | |
| JP6292275B1 (en) | Preform heating apparatus and heating method | |
| JPH01111633A (en) | Germless packer | |
| JP2018020529A (en) | Bactericidal method and device for preform | |
| JPH01153433A (en) | Preliminary sterilizing method in aseptic packaging machine | |
| JP2015093713A (en) | Method and apparatus for sterilizing cap | |
| JP2010274987A (en) | Method and apparatus for sterilizing cup-shaped containers | |
| JPH0769328A (en) | Packaging material sterilizer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171122 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180109 |