JP2017500909A - シェーバー、シェーバー網刃およびシェーバー網刃の製造方法 - Google Patents
シェーバー、シェーバー網刃およびシェーバー網刃の製造方法 Download PDFInfo
- Publication number
- JP2017500909A JP2017500909A JP2016530167A JP2016530167A JP2017500909A JP 2017500909 A JP2017500909 A JP 2017500909A JP 2016530167 A JP2016530167 A JP 2016530167A JP 2016530167 A JP2016530167 A JP 2016530167A JP 2017500909 A JP2017500909 A JP 2017500909A
- Authority
- JP
- Japan
- Prior art keywords
- mesh
- blade
- shaver
- mesh blade
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B19/00—Clippers or shavers operating with a plurality of cutting edges, e.g. hair clippers, dry shavers
- B26B19/14—Clippers or shavers operating with a plurality of cutting edges, e.g. hair clippers, dry shavers of the rotary-cutter type; Cutting heads therefor; Cutters therefor
- B26B19/143—Details of outer cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B19/00—Clippers or shavers operating with a plurality of cutting edges, e.g. hair clippers, dry shavers
- B26B19/38—Details of, or accessories for, hair clippers, or dry shavers, e.g. housings, casings, grips, guards
- B26B19/3893—Manufacturing of shavers or clippers or components thereof
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Dry Shavers And Clippers (AREA)
- Wire Processing (AREA)
Abstract
Description
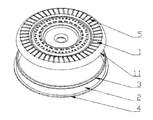
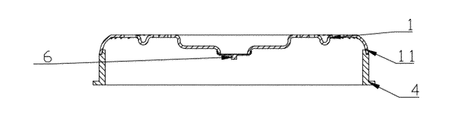
11…溶接部
2…網刃筐体
3…リング状溝
4…係止リング
5…スリット
6…刃位置決め台
Claims (17)
- 網刃網面(1)と網刃筐体(2)を備え、
前記網刃網面(1)には複数のスリット(5)が設けられ、前記網刃網面(1)の下部に溶接部(11)が延出され、前記網刃筐体(2)がリング状をなし、前記網刃筐体(2)の下部縁部に係止リング(4)が一体成形され、前記網刃網面(1)が網刃筐体(2)の上部に嵌合されて溶接部(11)を介して網刃筐体(2)と溶接されていることを特徴とするシェーバー網刃。 - 前記網刃網面(1)の中心部に刃位置決め台(6)が溶接され、前記刃位置決め台(6)が網刃網面(1)の裏面に位置することを特徴とする請求項1に記載のシェーバー網刃。
- 前記網刃筐体(2)には、溶接部(11)と合致するリング状溝(3)が設けられていることを特徴とする請求項1に記載のシェーバー網刃。
- ハウジング、電源、モーターおよび伝動機構により制御されるカミソリユニットを備えるシェーバーであって、
請求項1に記載のシェーバー網刃が設けられていることを特徴とするシェーバー。 - 第1厚さを有する第1の金属シートと第2厚さを有する第2の金属シートを用意する用意工程aと、
第1の金属シートを絞り加工して縁部に溶接部(11)が延出されている網刃網面(1)を形成する網刃網面の絞り加工工程bと、
第2の金属シートを絞り加工して下部縁部に係止リング(4)が形成されているリング状の網刃筐体(2)を形成する網刃筐体の絞り加工工程cと、
網刃網面(1)と網刃筐体(2)を溶接する溶接工程dと、
熱処理工程eと、を備えることを特徴とするシェーバー網刃の製造方法。 - 網刃網面を絞り加工する前に、第1の金属シートにスリット(5)を加工することを特徴とする請求項5に記載のシェーバー網刃の製造方法。
- 溶接後、熱処理前に、網刃網面(1)にスリット(5)を加工することを特徴とする請求項5に記載のシェーバー網刃の製造方法。
- 前記スリット(5)は切削により加工されたことを特徴とする請求項6または7に記載のシェーバー網刃の製造方法。
- 前記スリット(5)はエッチングにより加工されたことを特徴とする請求項6または7に記載のシェーバー網刃の製造方法。
- 前記スリット(5)は電解により加工されたことを特徴とする請求項6または7に記載のシェーバー網刃の製造方法。
- 前記スリット(5)はプレスにより加工されたことを特徴とする請求項6または7に記載のシェーバー網刃の製造方法。
- 網刃網面の絞り加工後、網刃筐体の絞り加工前に、網刃網面(1)の裏面の中心部に刃位置決め台(6)を溶接することを特徴とする請求項5に記載のシェーバー網刃の製造方法。
- 前記熱処理後にカエリを除去することを特徴とする請求項5に記載のシェーバー網刃の製造方法。
- 前記網刃網面(1)は、金型の凸部により第1の金属シートの中間部を浅絞り加工して弧面が形成されていることを特徴とする請求項5に記載のシェーバー網刃の製造方法。
- 前記網刃筐体(2)において、溶接部(11)と合致するリング状溝(3)が加工されていることを特徴とする請求項5に記載のシェーバー網刃の製造方法。
- 前記第1の金属シートはステンレス鋼からなり、厚さが0.1mmであることを特徴とする請求項5に記載のシェーバー網刃の製造方法。
- 前記第2の金属シートはステンレス鋼からなり、厚さが0.5mmであることを特徴とする請求項5に記載のシェーバー網刃の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310714564 | 2013-12-23 | ||
| CN201310714564.7 | 2013-12-23 | ||
| PCT/CN2014/072021 WO2015096276A1 (zh) | 2013-12-23 | 2014-02-13 | 剃须刀及剃须刀刀网及剃须刀刀网的制造工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017500909A true JP2017500909A (ja) | 2017-01-12 |
| JP2017500909A5 JP2017500909A5 (ja) | 2017-02-16 |
Family
ID=50521003
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016530167A Pending JP2017500909A (ja) | 2013-12-23 | 2014-02-13 | シェーバー、シェーバー網刃およびシェーバー網刃の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9676109B2 (ja) |
| EP (1) | EP3088145B1 (ja) |
| JP (1) | JP2017500909A (ja) |
| CN (1) | CN103753608B (ja) |
| WO (1) | WO2015096276A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015095265A1 (en) | 2013-12-19 | 2015-06-25 | Merck Sharp & Dohme Corp. | Hiv protease inhibitors |
| CN103753608B (zh) * | 2013-12-23 | 2016-08-17 | 温州朗威电器有限公司 | 剃须刀及剃须刀刀网及剃须刀刀网的制造工艺 |
| US20170217030A1 (en) * | 2016-02-02 | 2017-08-03 | Izumi Products Company | Rotary electric shaver and method of manufacturing outer blade of rotary electric shaver |
| CN108068144B (zh) * | 2016-11-11 | 2023-08-22 | 浙江超人科技股份有限公司 | 电动剃须刀防脱离圆刀组件的加工方法 |
| CN107584522B (zh) * | 2017-10-24 | 2024-02-06 | 焕醒科技(杭州)有限公司 | 一种装配便利的电动剃须刀 |
| EP3736092A1 (en) * | 2019-05-08 | 2020-11-11 | Koninklijke Philips N.V. | Method of manufacturing a guard element for use in a hair-cutting unit |
| EP3895856A1 (en) * | 2020-04-14 | 2021-10-20 | Koninklijke Philips N.V. | Reducing sound production in a hair-cutting unit comprising an external cutting member and a rotatable internal cutting member |
| CN116460435B (zh) * | 2023-04-08 | 2025-09-09 | 余姚市人杰电器有限公司 | 一种全自动剃须刀片焊接机 |
| CN116551175B (zh) * | 2023-07-11 | 2023-11-28 | 张家港市美安金属制品科技有限公司 | 一种修眉刀片自动化加工系统 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61125372A (ja) * | 1984-11-21 | 1986-06-13 | 松下電工株式会社 | 電気カミソリ刃 |
| JPH1033853A (ja) * | 1996-07-22 | 1998-02-10 | Matsushita Electric Works Ltd | 回転式電気かみそり |
| CN101254596A (zh) * | 2008-02-20 | 2008-09-03 | 浙江金达电机电器有限公司 | 双刃多头旋转式电动剃须刀刀头 |
| CN102366962A (zh) * | 2011-10-18 | 2012-03-07 | 上海奔腾电工有限公司 | 旋转式电动剃须刀刀头 |
| WO2013021514A1 (ja) * | 2011-08-09 | 2013-02-14 | 株式会社泉精器製作所 | ロータリーシェーバー、その外刃製造方法および外刃 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2341833A (en) * | 1941-09-29 | 1944-02-15 | Chris L Volz | Shaving device |
| FR56021E (fr) * | 1945-08-02 | 1952-09-11 | Perfectionnements aux rasoirs électriques | |
| AT251368B (de) * | 1963-11-06 | 1966-12-27 | Philips Nv | Verfahren zur Herstellen eins mit Öffnungen versehenen, gekrümmten plattenförmigen Metallkörpers |
| US3881373A (en) * | 1974-03-13 | 1975-05-06 | Matsushita Electric Works Ltd | Method of making outer blade for electric shaver |
| JPS602069B2 (ja) | 1976-09-14 | 1985-01-18 | 松下電工株式会社 | 回転式電気かみそりの内刃体 |
| JPS615868A (ja) * | 1984-06-20 | 1986-01-11 | 松下電工株式会社 | 電気かみそりの外刃 |
| CN2480119Y (zh) | 2001-06-13 | 2002-03-06 | 包成华 | 旋转式剃须刀网罩 |
| WO2003033221A1 (en) * | 2001-10-15 | 2003-04-24 | Remington Corporation, L.L.C. | Cutting foil for rotary shavers and manufacturing methods for producing same |
| CN2647519Y (zh) * | 2003-06-17 | 2004-10-13 | 上海真博电器有限公司 | 四头双向电动剃须器 |
| CN2721304Y (zh) * | 2004-01-18 | 2005-08-31 | 超人集团有限公司 | 无镍不锈钢网片生产流水线 |
| CN100577348C (zh) * | 2004-01-18 | 2010-01-06 | 超人集团有限公司 | 一种剃须刀用网片的制造方法 |
| JP2005230238A (ja) * | 2004-02-19 | 2005-09-02 | Izumi Products Co | 電気かみそり |
| CN200970785Y (zh) * | 2006-11-21 | 2007-11-07 | 童志荣 | 剃须刀网罩 |
| KR200457537Y1 (ko) * | 2009-04-22 | 2011-12-22 | 오태준 | 전기면도기의 분리형 외도망체 |
| CN202155897U (zh) | 2011-07-07 | 2012-03-07 | 浙江光科电器有限公司 | 一种剃须刀的刀网结构 |
| CN102259144B (zh) * | 2011-07-15 | 2013-06-19 | 浙江金达电机电器有限公司 | 多头旋转式电动剃须刀的定刀的制造方法 |
| CN202147287U (zh) | 2011-07-15 | 2012-02-22 | 浙江金达电机电器有限公司 | 一种多头旋转式电动剃须刀的定刀 |
| DE112012004401B4 (de) * | 2011-10-18 | 2015-11-12 | Shanghai Povos Electric Works Co. Ltd. | Drehender elektrischer Scherkopf |
| CN203019397U (zh) * | 2013-01-18 | 2013-06-26 | 温州市庆东五金制品有限公司 | 剃须刀网罩 |
| CN203680340U (zh) * | 2013-12-23 | 2014-07-02 | 温州朗威电器有限公司 | 剃须刀刀网 |
| CN103753608B (zh) | 2013-12-23 | 2016-08-17 | 温州朗威电器有限公司 | 剃须刀及剃须刀刀网及剃须刀刀网的制造工艺 |
-
2014
- 2014-02-08 CN CN201410045589.7A patent/CN103753608B/zh active Active
- 2014-02-13 JP JP2016530167A patent/JP2017500909A/ja active Pending
- 2014-02-13 WO PCT/CN2014/072021 patent/WO2015096276A1/zh not_active Ceased
- 2014-02-13 US US15/107,082 patent/US9676109B2/en not_active Expired - Fee Related
- 2014-02-13 EP EP14874411.3A patent/EP3088145B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61125372A (ja) * | 1984-11-21 | 1986-06-13 | 松下電工株式会社 | 電気カミソリ刃 |
| JPH1033853A (ja) * | 1996-07-22 | 1998-02-10 | Matsushita Electric Works Ltd | 回転式電気かみそり |
| CN101254596A (zh) * | 2008-02-20 | 2008-09-03 | 浙江金达电机电器有限公司 | 双刃多头旋转式电动剃须刀刀头 |
| WO2013021514A1 (ja) * | 2011-08-09 | 2013-02-14 | 株式会社泉精器製作所 | ロータリーシェーバー、その外刃製造方法および外刃 |
| CN102366962A (zh) * | 2011-10-18 | 2012-03-07 | 上海奔腾电工有限公司 | 旋转式电动剃须刀刀头 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015096276A1 (zh) | 2015-07-02 |
| CN103753608A (zh) | 2014-04-30 |
| EP3088145A1 (en) | 2016-11-02 |
| EP3088145A4 (en) | 2017-10-11 |
| US9676109B2 (en) | 2017-06-13 |
| CN103753608B (zh) | 2016-08-17 |
| US20170028575A1 (en) | 2017-02-02 |
| EP3088145B1 (en) | 2019-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017500909A (ja) | シェーバー、シェーバー網刃およびシェーバー網刃の製造方法 | |
| JP2017500909A5 (ja) | ||
| WO2020215345A1 (zh) | 一种毛发切割器具、切割单元、静刀结构及静刀结构的加工工艺 | |
| WO2009036593A1 (fr) | Structure externe de coupe pour rasoir electrique a mouvement alternatif et procede de fabrication associe | |
| JP7012097B2 (ja) | 切断機構 | |
| CN114800626A (zh) | 提升肤感的剃毛刀片及剃毛器 | |
| WO2014110932A1 (zh) | 往复式电动剃须刀的外刀改良结构和陶瓷内刀及外刀加工方法 | |
| JP2016010577A (ja) | 刃身の製造方法及び両刃刃物 | |
| US2220166A (en) | Method of making shearing plates | |
| CN107000228B (zh) | 剃须刀刀头、剃须刀刀网及剃须刀刀网的制造工艺方法 | |
| CN112440297A (zh) | 剃毛装置及其加工方法 | |
| CN204295709U (zh) | 一种旋转式电动剃须刀刀网 | |
| CN211615689U (zh) | 剃毛装置 | |
| CN210452833U (zh) | 剃须装置 | |
| CN204295710U (zh) | 一种旋转式电动剃须刀剃须头组件 | |
| CN209050780U (zh) | 一种剃须刀的内刀具及其剃须刀刀头 | |
| CN208342891U (zh) | 一种带侧刃切削的旋转式刀头 | |
| CN204585271U (zh) | 一种旋转式电动剃须刀的三环定刀网罩 | |
| CN203680340U (zh) | 剃须刀刀网 | |
| CN210100071U (zh) | 一种剃须装置 | |
| CN209239188U (zh) | 一种分切刀及加工设备 | |
| JP2011055883A (ja) | 電気かみそり用トリマー刃およびそれを用いた電気かみそり | |
| CN215328436U (zh) | 一种剃须刀网罩的电解成形模具 | |
| CN201006610Y (zh) | 旋转式双环剃须刀 | |
| CN213829071U (zh) | 一种适用于球面剃须刀和毛绒修剪器的多功能刀网 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20160524 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20160621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161026 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161124 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20161220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170307 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20171017 |