JP2017505230A - ろう付け接合間隙を形成する方法及びろう付け又ははんだ付けする方法 - Google Patents
ろう付け接合間隙を形成する方法及びろう付け又ははんだ付けする方法 Download PDFInfo
- Publication number
- JP2017505230A JP2017505230A JP2016536608A JP2016536608A JP2017505230A JP 2017505230 A JP2017505230 A JP 2017505230A JP 2016536608 A JP2016536608 A JP 2016536608A JP 2016536608 A JP2016536608 A JP 2016536608A JP 2017505230 A JP2017505230 A JP 2017505230A
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- soldering
- gap
- ecm
- pecm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
- B23H9/10—Working turbine blades or nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0018—Brazing of turbine parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
- B23P6/002—Repairing turbine components, e.g. moving or stationary blades, rotors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
- B23P6/002—Repairing turbine components, e.g. moving or stationary blades, rotors
- B23P6/005—Repairing turbine components, e.g. moving or stationary blades, rotors using only replacement pieces of a particular form
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/005—Repairing methods or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H2300/00—Power source circuits or energization
- B23H2300/10—Pulsed electrochemical machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/18—Hollow blades, i.e. blades with cooling or heating channels or cavities; Heating, heat-insulating or cooling means on blades
- F01D5/187—Convection cooling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/30—Application in turbines
- F05D2220/32—Application in turbines in gas turbines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/10—Manufacture by removing material
- F05D2230/11—Manufacture by removing material by electrochemical methods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
- F05D2230/232—Manufacture essentially without removing material by permanently joining parts together by welding
- F05D2230/237—Brazing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
- F05D2230/232—Manufacture essentially without removing material by permanently joining parts together by welding
- F05D2230/238—Soldering
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/80—Repairing, retrofitting or upgrading methods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/10—Stators
- F05D2240/12—Fluid guiding means, e.g. vanes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/20—Rotors
- F05D2240/30—Characteristics of rotor blades, i.e. of any element transforming dynamic fluid energy to or from rotational energy and being attached to a rotor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Electrochemistry (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Thermal Sciences (AREA)
- Plasma & Fusion (AREA)
- General Engineering & Computer Science (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Laser Beam Processing (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
本発明は、ろう付け又ははんだ付けにより第1の部分を第2の部分に接続するためのろう付け接合間隙を形成する方法、及び第1の部分と第2の部分とを互いにはんだ付け又はろう付けする方法に関する。
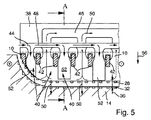
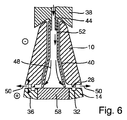
12 タービンベーンベース
14 タービンベース部材
16 脚部材
18 第1の面
20 第2の面
22 外面
24 分割線
26 エンボス線
28 立方体エンボス
30 線状凹部
32 立方体状凹部
34 屋根型エンボス
36 間隙
38 上部フレーム
40 貫通孔
42 補強リブ
44 入口通路
46 出口通路
48 矢印
50 矢印
52 流入カニューレ
54 流出カニューレ
56 矢印
58 マスキングプラグ
Claims (19)
- ろう付け又ははんだ付けにより第1の部分(10)を第2の部分(14)に接続するためのろう付け接合間隙(36)を形成する方法であって、
ろう付け又ははんだ付けにより前記第2の部分(14)に接続させたい前記第1の部分(10)の第1の接続面(18)にミクロ構造エレメント(26,28,34)を付加するステップと、
前記第2の部分(14)と、前記第1の部分(10)、又は前記第1の接続面(18)の輪郭と同じ工具輪郭を有する電極部分とを整列させるステップと、
前記第1の部分(10)又は前記電極部分を陰極として、前記第2の部分(14)を陽極として極性を持たせることにより、前記第2の部分の第2の接続面(20)を電解加工(ECM)又は精密電解加工(PECM)するステップと、
を有する、ろう付け接合間隙(36)を形成する方法。 - 前記第1の部分(10)に前記ミクロ構造エレメント(26,28,34)を付加するために、かつ/又は前記第1の部分(10)を製造するために、選択的レーザー溶融法(SLM)を使用する、請求項1記載の方法。
- 突起又は凹部を、ミクロ構造エレメント(26,28,34)として前記第1の接続面(18)上に形成する、請求項1又は2記載の方法。
- 前記ミクロ構造エレメント(26,28,34)を、レール、リブ、ジグザグ線又はスタッガード線、実線、不連続線、破線の形態として設ける、請求項1から3までのいずれか1項記載の方法。
- 電解液通路(40)を前記第1の部分(10)に組み込む、請求項1から4までのいずれか1項記載の方法。
- 前記第1の接続面(18)と前記第2の接続面(20)との間の前記間隙(36)へと電解液を方向付けることができるように、プラスチック又は非導電性材料から成る、好適にはリッジの形態の上部フレーム(38)を、前記第1の部分(10)の形状に適合させる、請求項1から5までのいずれか1項記載の方法。
- 前記上部フレーム(38)を生成的製造法により製造する、請求項6記載の方法。
- 前記整列を、形状的ツール、光学的ツール、数値的ツールを使用して達成する、請求項1から7までのいずれか1項記載の方法。
- 前記第1の部分(10)及び前記第2の部分(14)を固定するために機械的固定機器、好適には、クランプ、グリッパ、又はチャックを使用する、請求項1から8までのいずれか1項記載の方法。
- 前記電解加工(ECM)法又は前記精密電解加工(PECM)法をパルスプロセスとして行い、電源をパルスモードで動作させる、請求項1から9までのいずれか1項記載の方法。
- 機械的振動を電源パルスに重畳させる、請求項10記載の方法。
- 前記ECM法又はPECM法を行う前に前記第2の接続面(20)の区分にマスキング材料(58)を被着する、請求項1から11までのいずれか1項記載の方法。
- 第1の部分(10)と第2の部分(14)とを互いにろう付け又ははんだ付けする方法であって、
請求項1から12までのいずれか1項記載の方法を使用して、ろう付け接合間隙(36)を形成するステップと、
前記ろう付け接合間隙(36)をろう合金で充填する又はぬらすステップと、を有している、第1の部分(10)と第2の部分(14)とを互いにろう付け又ははんだ付けする方法。 - 前記充填プロセス又はぬらしプロセス前に、前記第1の部分(10)と前記第2の部分(14)とを、120μm±30μmの間隙(36)を置いて、好適には70μm±20μmの間隙を置いて、平行に整列させる、請求項13記載のろう付け又ははんだ付けする方法。
- ろう付けペースト及び/又はろう付け箔を、前記ろう付け接合間隙(36)を充填するために使用する、請求項13又は14記載のろう付け又ははんだ付けする方法。
- ワイド間隙ろう付けペーストのビードを、特に高い粘性を有するワイド間隙ろう付けペーストを、前記ろう付け接合間隙(36)の外側の分割線(24)に塗布する、請求項13から15までのいずれか1項記載のろう付け又ははんだ付けする方法。
- 前記整列の前に、前記第1の部分(10)及び前記第2の部分(14)に通気孔(40)を設計する、請求項13から16までのいずれか1項記載のろう付け又ははんだ付けする方法。
- 前記第1の部分(10)及び前記第2の部分(14)を整列させるために機械的固定機器、好適には、クランプ、グリッパ、又はチャックを使用する、請求項13から17までのいずれか1項記載のろう付け又ははんだ付けする方法。
- 請求項13から18までのいずれか1項記載の方法を使用するろう付け又ははんだ付けにより接続された少なくとも2つの部分(10,14)から成るワークピース(12)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13195721.9 | 2013-12-04 | ||
| EP13195721.9A EP2881205A1 (en) | 2013-12-04 | 2013-12-04 | Method for manufacturing a braze joint gap and method for brazing or soldering |
| PCT/EP2014/072744 WO2015082120A1 (en) | 2013-12-04 | 2014-10-23 | Method for manufacturing a braze joint gap and method for brazing or soldering |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017505230A true JP2017505230A (ja) | 2017-02-16 |
Family
ID=49680937
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016536608A Pending JP2017505230A (ja) | 2013-12-04 | 2014-10-23 | ろう付け接合間隙を形成する方法及びろう付け又ははんだ付けする方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160303674A1 (ja) |
| EP (2) | EP2881205A1 (ja) |
| JP (1) | JP2017505230A (ja) |
| CN (1) | CN105939808A (ja) |
| WO (1) | WO2015082120A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10384787B2 (en) * | 2016-06-23 | 2019-08-20 | Honeywell International Inc. | Forming an air data probe from a porous cover and brazing material |
| DE102016218317A1 (de) * | 2016-12-21 | 2018-06-21 | Siemens Aktiengesellschaft | Heißgaskomponente und Verfahren zur Fügung von Heißgaskomponenten-Segmenten |
| WO2018196957A1 (de) * | 2017-04-25 | 2018-11-01 | Siemens Aktiengesellschaft | Turbinenschaufel mit einem keramischen abschnitt sowie verfahren zur herstellung oder reparatur einer solchen turbinenschaufel |
| US10519777B2 (en) | 2018-05-14 | 2019-12-31 | General Electric Company | Tip member for blade structure and related method to form turbomachine component |
| US11633797B2 (en) * | 2019-11-15 | 2023-04-25 | General Electric Company | Braze joints for a component and methods of forming the same |
| CN111687505B (zh) * | 2020-05-19 | 2021-06-15 | 南京航空航天大学 | 双叶片套料电解加工装置及其加工方法 |
| CN113953759B (zh) * | 2021-10-20 | 2024-07-16 | 河南机电职业学院 | 一种感应钎焊/电弧堆焊复合修复烧损阳极钢爪的方法 |
| US20250091147A1 (en) * | 2023-09-15 | 2025-03-20 | Ge Infrastructure Technology Llc | Methods for joining components at narrow, uniform braze joints |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4937013B1 (ja) * | 1967-09-18 | 1974-10-04 | ||
| JPH10220236A (ja) * | 1997-02-12 | 1998-08-18 | Daido Steel Co Ltd | TiAl製タービンローター |
| JP2003191133A (ja) * | 2001-12-26 | 2003-07-08 | Koyo Seiko Co Ltd | 動圧溝の電解加工用電極およびそれを用いた動圧溝の加工方法 |
| JP2003251458A (ja) * | 2002-02-27 | 2003-09-09 | Mitsubishi Materials Corp | ろう付け接合焼結体 |
| JP2005219100A (ja) * | 2004-02-05 | 2005-08-18 | Ishikawajima Harima Heavy Ind Co Ltd | 接合体及び接合体の製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0155490B1 (de) * | 1984-02-23 | 1988-04-06 | BBC Brown Boveri AG | Verfahren zum Verbinden von Teil-Werkstücken aus einer Superlegierung nach dem Diffusions-Fügeprocess |
| GB9110001D0 (en) * | 1991-05-09 | 1991-07-03 | Turbine Blading Ltd | Parts for and methods of repairing turbine blades |
| DE19963714A1 (de) * | 1999-12-29 | 2001-07-05 | Abb Alstom Power Ch Ag | Verfahren zum Reparieren oder Aufbauen von rotierenden Komponenten einer Strömungsmaschine |
| DE10065406A1 (de) * | 2000-12-27 | 2002-07-04 | Alstom Switzerland Ltd | Verfahren zum Reparieren von Schadstellen an einem Metallbauteil |
| US6508000B2 (en) * | 2001-02-08 | 2003-01-21 | Siemens Westinghouse Power Corporation | Transient liquid phase bonding repair for advanced turbine blades and vanes |
| US7341099B2 (en) * | 2001-06-08 | 2008-03-11 | Showa Denko K.K. | Metal plate for producing flat tube, flat tube and process for producing the flat tube |
| US6742698B2 (en) * | 2002-06-10 | 2004-06-01 | United Technologies Corporation | Refractory metal backing material for weld repair |
| DE10258920A1 (de) * | 2002-12-17 | 2004-07-01 | Rolls-Royce Deutschland Ltd & Co Kg | Verfahren und Vorrichtung zur Formgebung durch elektrochemisches Abtragen |
| CN1826431B (zh) * | 2003-06-11 | 2011-12-28 | 石川岛播磨重工业株式会社 | 机械零件的修理和制造方法及修复机械零件的制造方法 |
| DE102006005364A1 (de) * | 2006-02-07 | 2007-08-16 | Mtu Aero Engines Gmbh | Verfahren zum Reparieren eines Bauteils |
| CN101168229A (zh) * | 2006-10-27 | 2008-04-30 | 河南富耐克超硬材料有限公司 | 一种超硬复合刀片制造方法 |
| US8057645B2 (en) * | 2007-07-06 | 2011-11-15 | Turbocam, Inc. | System and method for providing electrochemical machining of a device |
| ES2402257T3 (es) * | 2009-10-30 | 2013-04-30 | Alstom Technology Ltd | Método para reparar un componente de una turbina de gas |
| CH704448A1 (de) * | 2011-02-03 | 2012-08-15 | Alstom Technology Ltd | Verfahren zum Reparieren bzw. Rekonditionieren eines stark beschädigten Bauteils, insbesondere aus dem Heissgasbereich einer Gasturbine. |
| CN202763302U (zh) * | 2012-09-12 | 2013-03-06 | 河南富耐克超硬材料股份有限公司 | 一种钎焊复合刀片 |
-
2013
- 2013-12-04 EP EP13195721.9A patent/EP2881205A1/en not_active Withdrawn
-
2014
- 2014-10-23 CN CN201480074915.5A patent/CN105939808A/zh active Pending
- 2014-10-23 WO PCT/EP2014/072744 patent/WO2015082120A1/en not_active Ceased
- 2014-10-23 JP JP2016536608A patent/JP2017505230A/ja active Pending
- 2014-10-23 EP EP14789251.7A patent/EP3077145B1/en active Active
- 2014-10-23 US US15/101,187 patent/US20160303674A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4937013B1 (ja) * | 1967-09-18 | 1974-10-04 | ||
| JPH10220236A (ja) * | 1997-02-12 | 1998-08-18 | Daido Steel Co Ltd | TiAl製タービンローター |
| JP2003191133A (ja) * | 2001-12-26 | 2003-07-08 | Koyo Seiko Co Ltd | 動圧溝の電解加工用電極およびそれを用いた動圧溝の加工方法 |
| JP2003251458A (ja) * | 2002-02-27 | 2003-09-09 | Mitsubishi Materials Corp | ろう付け接合焼結体 |
| JP2005219100A (ja) * | 2004-02-05 | 2005-08-18 | Ishikawajima Harima Heavy Ind Co Ltd | 接合体及び接合体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015082120A1 (en) | 2015-06-11 |
| EP3077145A1 (en) | 2016-10-12 |
| CN105939808A (zh) | 2016-09-14 |
| EP2881205A1 (en) | 2015-06-10 |
| EP3077145B1 (en) | 2020-07-29 |
| US20160303674A1 (en) | 2016-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017505230A (ja) | ろう付け接合間隙を形成する方法及びろう付け又ははんだ付けする方法 | |
| US9192999B2 (en) | Methods and systems for electrochemical machining of an additively manufactured component | |
| US10610933B2 (en) | Method of manufacturing turbine airfoil with open tip casting and tip component thereof | |
| US20180238173A1 (en) | Method of manufacturing turbine airfoil and tip component thereof | |
| US11179816B2 (en) | Method of manufacturing turbine airfoil and tip component thereof using ceramic core with witness feature | |
| CN109759789B (zh) | 液体火箭发动机的推力室耐压夹层制造方法 | |
| US6443352B1 (en) | Electrical resistance based object consolidation | |
| JP5045744B2 (ja) | 放電表面処理方法及び修理方法 | |
| US10677067B2 (en) | Airfoil and method of assembling same | |
| CN116745050A (zh) | 用于薄壁增材结构的支承策略 | |
| CN116079217A (zh) | 一种超大厚度工件的电子束焊接接头结构及焊接方法 | |
| EP2371477A2 (en) | Connection method of metal component and connection structure | |
| Miao et al. | Fabrication of semicircular micro-grooves on Ti6Al4V by through-mask scanning electrochemical machining | |
| CN118875405B (zh) | 一种直纹面构件电火花电解复合切割用组合式管电极及切割加工方法 | |
| Ruszaj et al. | The state of the art in electrochemical machining process modeling and applications | |
| CN100379515C (zh) | 复合元件、其制造方法以及包括该复合元件的涡轮机 | |
| JP4907361B2 (ja) | 構成要素の接合法 | |
| CN111283390B (zh) | 一种柱形阵列支撑双层板冷却结构的制造方法 | |
| Popa et al. | Modern Technologies for Micro-drilling of the Fuel Injector Nozzle used in Motor Vehicles-A Review of the Literature | |
| Ahmed et al. | Experimental investigation of micro-channels produced in aluminum alloy (AA 2024) through laser machining | |
| JP2019167617A (ja) | 金属3次元造形方法及び装置 | |
| CN120306860B (zh) | 一种带热障涂层双层壁涡轮叶片的气膜孔成形方法 | |
| Standfuss et al. | „Process Adapted Beam Oscillation-Key Features for the Development of Efficient Laser Processes “ | |
| EP1925391A1 (en) | Laser fillet welding | |
| CN116075132A (zh) | 一种强化微流道散热板传热的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170926 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20171107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180827 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190401 |