JP2017506177A - カスタマイズ可能な三次元オブジェクトの製造装置及びその製造方法 - Google Patents
カスタマイズ可能な三次元オブジェクトの製造装置及びその製造方法 Download PDFInfo
- Publication number
- JP2017506177A JP2017506177A JP2016567453A JP2016567453A JP2017506177A JP 2017506177 A JP2017506177 A JP 2017506177A JP 2016567453 A JP2016567453 A JP 2016567453A JP 2016567453 A JP2016567453 A JP 2016567453A JP 2017506177 A JP2017506177 A JP 2017506177A
- Authority
- JP
- Japan
- Prior art keywords
- continuous ribbon
- ribbon
- computer numerical
- numerical control
- continuous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/188—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by special applications and not provided for in the relevant subclasses, (e.g. making dies, filament winding)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/147—Processes of additive manufacturing using only solid materials using sheet material, e.g. laminated object manufacturing [LOM] or laminating sheet material precut to local cross sections of the 3D object
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/188—Processes of additive manufacturing involving additional operations performed on the added layers, e.g. smoothing, grinding or thickness control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/4097—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by using design data to control NC machines, e.g. CAD/CAM
- G05B19/4099—Surface or curve machining, making three-dimensional [3D] objects, e.g. desktop manufacturing
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35134—3-D cad-cam
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49007—Making, forming 3-D object, model, surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P80/00—Climate change mitigation technologies for sector-wide applications
- Y02P80/40—Minimising material used in manufacturing processes
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Human Computer Interaction (AREA)
- Composite Materials (AREA)
- Robotics (AREA)
- Moulding By Coating Moulds (AREA)
- Architecture (AREA)
- Software Systems (AREA)
- General Factory Administration (AREA)
Abstract
装置、方法および本方法から製造された積層製品が開示されている。本方法は、積層製造に関与する新たな製造手順を使用する。本手順には次のものが含まれる。固体の第一の材料と場合により第二材料から成る連続リボンを準備すること、スリットを通して連続リボンをディスペンスするように構成されたフィーダーカセット内に保持されたスプール上に連続リボンを圧延すること、係合ドック上に各フィーダーカセットを装着すること、機械のベッド上に連続リボンの第一のストリップをディスペンスすること、機械上にプログラムされたデジタル仕様の指示に従った長さおよび最終形状に切断すること、さらにデジタル仕様に従って以前にディスペンスされたストリップの上に連続リボンの追加ストリップをディスペンス、切断および塗布することによって積層物体を作成すること。本装置には係合ドックに装着されたフィーダーカセットからリボンのストリップをフィードするコンピュータ数値制御機械が含まれる。
Description
[関連出願の参照]
本出願は、2014年2月4日に出願された米国仮出願第61935821号、および2014年2月24 日に出願された米国仮出願第61943894号の利益を主張するものであり、前記出願の全文は本明細書の内容を構成するものとしてここに引用する。
本出願は、2014年2月4日に出願された米国仮出願第61935821号、および2014年2月24 日に出願された米国仮出願第61943894号の利益を主張するものであり、前記出願の全文は本明細書の内容を構成するものとしてここに引用する。
本発明は、接着による結合と種々の化学品製造の分野において、少なくとも2つ以上の層を統合して物品を製造する装置及びその製造方法に関するものである。
付加製造及び除去加工製造技術により、三次元(以下「3D」という)オブジェクトにCADファイルのようなコンピュータデザインを用いることができる。付加製造技術とも呼ばれる3D印刷は、典型的に、積層、硬化、融合、または材料を3Dオブジェクトの逐次断面層として形成するなどの過程から構成される。熱熔解積層法は、構築材料のフィラメントを溶融し、印刷パッドに対してx、y-1、z軸方向に移動するディスペンサーよりプリントアウト材料を押し出すことにより作業を行う。一般的に、原料はx軸およびy軸方向に積層されて断面層を形成し、z軸方向に堆積されて3次元物体を形成する。
三次元印刷の物理的モデルは様々な状況で有用であることが証明されている。潜在的な用途としての例は、研究及び臨床用途の人骨など身体構造物の製造、医療製品の開発、機械設計や設備設計などが挙げられる。3D印刷やラピッドプロトタイピングとは、デジタル記述から直接物理的な部品を製造する為の技術の総称である。
デジタル記述は、3Dデジタルモデルを生成する任意のソフトウェアの出力を行う技術である。このようなソフトウェアの一例として、コンピュータ支援設計(CAD)ソフトウェアがある。3D画像データ一式から3Dデジタルモデルを成型するには、特殊なイメージングソフトウェアやCADソフトウェアを必要とする。ラピッドプロトタイピングマシンは、1990年代初頭以来市販されており、そのうち最も人気を博している種類は、液体または粉末を用いて構造体の三次元モデルを基に積層材料を順々に積層し、目的の構造体を構築するというものである。
今日に至るまで、3D印刷材料といえば液体または粒子状のプラスチック、樹脂や金属が主流となっている。しかし、個性的な美を持つ「天然」の原料のニーズも存在する。例えば、高速の大型3次元プリンタを提供するVOXELJET社は、砂、セラミックス、セメント、木粉などを添加した新材料を開発している。VOXELJET製プリンタは、印刷する材料を結合するために化学結合剤を用いる粉末結合技術を使用している。
ここでは、装置、方法、およびその方法を用いて製造される積層体について開示する。この方法は、積層造形法を用いる製造工程を使用する。最初のステップは、固体の連続したリボン状の第1材料(場合によっては第2材料も)の準備である。第1材料のリボンの幅はそれぞれ異なる。追加の手順は以下のとおりとする。スリットを介して連続リボンを供給するよう供給カセットを構成し、そのカセット内に保持されたスプールにそれぞれの連続リボンを巻く。コンピュータ数値制御機械の係合ドック上に各フィーダカセットをロードする。マシンのベッド上に第1の連続リボンを供給する。ストリップ(材料の細片)を任意の長さで切断し、マシン上でプログラムされたデジタル仕様に従って適応する終端をストリップに付与する。同一のデジタル仕様に従って、連続リボンの追加ストリップを以前のストリップ上に供給、切断、適用することで積層オブジェクトを作成する。
必要に応じて、連続するリボンの突合せ接合部は、織布の接続を形成する上記の層で覆われている。リボン材料は、木材ベニヤ、金属、プラスチック、コルク、皮革、織物、繊維およびこれらの任意の組み合わせのいずれであってもよい。また接着剤をリボンの底面に塗布してもよい。RFIDタグは、電気導体、電気絶縁体、塗料、染料、顔料、化学反応剤、浸透剤の性質を与えるリボンならびに粒子を添加してもよい。もしコンピュータ数値制御で積層物体を粉砕する場合は、最終または中間のステップをマシン上で実行してもよい。
この方法を実施するための装置は、プログラムされたデジタル仕様で動作するコンピュータ数値制御機械であり、係合ドックに装着されたフィーダカセットから供給リボンのストリップを位置決めする。デジタル仕様で指示されるように、モータ駆動リボンのアプリケーションヘッドはブレードで切断し、ストリップを適用する。
技術的問題
現在のところ、「有機天然繊維性」材料に関して利用可能な技術の中でも、主に目的とする天然の外観をいかに達成するかという点に問題がある。手作りの木製家具は、その独特の美、耐久性、触感、木目模様、色などでかつてより親しまれてきた。また、高品質の木材や熟練した職人の技術にコストがかさむだけでなく、市場での需要も高いため、木製家具の価格は常に高騰してきた。そのため、付加製造技術によって作られた木製風のオブジェクトに関心が高まりつつある中でも、目の肥えた消費者は依然として「本物の木のように成形されている」ものを求めている。今日において、いまだこの需要は満たされていない。スラリーパルプ材で作られた従来のオブジェクトと木粉を融合または接着させたものでは、本物の木のような繊維特性を表現することができない。
現在のところ、「有機天然繊維性」材料に関して利用可能な技術の中でも、主に目的とする天然の外観をいかに達成するかという点に問題がある。手作りの木製家具は、その独特の美、耐久性、触感、木目模様、色などでかつてより親しまれてきた。また、高品質の木材や熟練した職人の技術にコストがかさむだけでなく、市場での需要も高いため、木製家具の価格は常に高騰してきた。そのため、付加製造技術によって作られた木製風のオブジェクトに関心が高まりつつある中でも、目の肥えた消費者は依然として「本物の木のように成形されている」ものを求めている。今日において、いまだこの需要は満たされていない。スラリーパルプ材で作られた従来のオブジェクトと木粉を融合または接着させたものでは、本物の木のような繊維特性を表現することができない。
形成層に存在する縦放射状細胞が木材に強度と視覚特性を与えるのだが、木粉を直接(またはスラリー材に接着して)使用することでこの細胞が破壊され、多くの場合に天然の木の特性が失われてしまうためである。
今日製造されている天然木のオブジェクトは「減算」仕様だといえる。まず大きなサイズの木を切り出し、目的とする形状とサイズに仕上げるためにそこからオブジェクトの各要素を削ぎ落としていくためだ。各要素の粉砕や取付についてそれぞれ異なる機械を使用し、整形、加工、組立などの過程を施して最終形状に仕上げていく。
木工業界では、複数の一貫作業が行われている。木材のブロックを複雑なシステムの一端ともう一端に設置し、すべての作業を体系的に行ってそれらを利用および/または組立可能な状態にするのだ。同じ機器上で成形や取付などの作業が同時に、または統合して行われることは少ないため、これらの各作業はすべて独立している。各作業はまた、全体的なプロセスに対してモジュール式にリンクしており、それぞれで切断、トリミング、整形(カーブなど)、成形(希望する形状の素材を得るために、大きな木材から直線形の部分を切り出すなど)などの減算法が用いられている。
大規模な木工作業とは、総じて効率化と経済化を図るために中央工場で一括して製造作業を行うことを意味する。この場合、工場までの資材運搬および工場からエンドユーザーまでの製品輸送に多くの労力が必要となる。原料(木材)の多くが現地で準備できず、中枢工場に輸入してから更に目的地に向けて再出荷しなければならない。大容量のスループットを達成するために、この装置及び方法の設計用途には「カスタマイズされたオブジェクトの作成」は含まれない。
複数種の木材が同じオブジェクトに同時に使用されることはほぼなく、メーカー側からその形状および大きさの変更、また他形態へのカスタマイズを要求することはことも困難である。これは、木工業界が一般的に3つのシナリオに分類されることを意味している。
従来型の製造では、遠く離れた(多くの場合、海外)に位置する中央工場で大規模な一般製造を実施し、コストを抑えるという輸入モデルを採用していることが多い。
また、小工場モデルは顧客の拠点から約1500km(1000マイル)以内の位置で中規模のセミカスタム製造を利用している。この場合、製造コストは実質的に高くなる。
完全にカスタマイズされた製造工程を採用したカスタム生産モデルも存在するが、この場合、専門知識が必要となるため製造数量は非常に少なく、コストも劇的に高くなる。製造拠点は海外やエンドユーザー拠点のすぐ隣などさまざまである。
既存のシステムを利用して製造スピードを求める場合は、一般的に輸入モデルが最速と考えられる。逆に、カスタム生産モデルは所要時間が最も長いといわれる。だが製造の経済性と柔軟性においては、カスタムバリエーションのない輸入モデルは最下位となり、設計のバリエーションが豊富という点でカスタム生産モデルが最高の選択肢となる。
既存のシステムを利用して製造スピードを求める場合は、一般的に輸入モデルが最速と考えられる。逆に、カスタム生産モデルは所要時間が最も長いといわれる。だが製造の経済性と柔軟性においては、カスタムバリエーションのない輸入モデルは最下位となり、設計のバリエーションが豊富という点でカスタム生産モデルが最高の選択肢となる。
従来の木工作業では、金属またはプラスチック材料はアクセサリーとしてただ物体の外部へ追加されるのみであった。製品と結合した内部部品を形成するために、木製部品に挿入したオブジェクトは製造時にさらに「減算」し、追加のプロセスや加工を行っていく必要がある(例えば、椅子の脚を補強するために金属棒を入れるとすれば、外側から脚に穴を開ける工程や、既存の木材と金属棒を置き換えるなどという追加作業が必要になる)。
現在行われている「減算」製造では、天然木の物理的特性を変更する、中空内装仕様の木製物体の重量を減らす、低重量の材料から完全に部品外の内装を作る、また内側と外側で異なる種類の木材を使用することはできない。このような加工を希望する場合は、外側から穴を開けて(さらに減算および廃棄が必要)中空の空間を残すか、または代替材料でそのスペースを埋めるという作業が必要となる。
現在の製造方法および技術では、単一のオブジェクトで中空内装や複数の材料が必要となる場合にコストが増加する可能性が高い。補強用の部品追加と減算加工での重量減のどちらにおいても、処理していない同じ外形およびサイズの木材と比較すると面倒な追加ステップと大幅なコストが発生してしまう。
現在の製造技術は、多くの場合に天然木の視覚や触覚特性を損なってしまいがちである。製造に関連する問題の他にも、木の特性とその繊維構造体に関する問題も存在する。無垢材のスラブまたは木製板、または木製のパネルの表面には、一般的に木目(天然繊維の構造体)、特性(視覚的なアピール)、そして触覚(テクスチャ)が現れる。また、これらの材料には(種類により異なるが)特定の方法で研磨や仕上げ材を施す。だが業界では加工および廃棄費用が高いことが知られているため、代替となる方法を用いて強度および外観をより良くしようという試みが行われている。本物の無垢材を「安定化」させるための加工コスト、消費時間、エネルギーの問題を解決するために、代替案が作成および発明され、それに応じて経済全体が発展してきたのだといえる。
最近の技術革新(過去100年)としては、製造機械、フラットパック製品、専門的なノックダウンハードウェア、および販売流通方式などが挙げられる。これらはIKEAのような企業が成し遂げた成功事例としても知られている。
これらの技術革新は、主に天然木での作業に関連するコストに対抗するために明示的に作成されたものである。今日では、ポリマーフィルム、印刷紙(ラミネート)などの人工材料を使用して、本物の木の魅力と質感を再現しようとするプロセスが試行されている。重要なのは、ここで引用するのがパネル基板ではなく無垢材だという点である。これらのフィルムやペーパーシートでは無垢材の強度を再現することはできず、合版、チップボード、中密度繊維板(MDF) などの板表面に膜を貼って木材のように見せるだけである。今日の製品の多くは、合版やMDFと同様に金属やプラスチック製の板を使って構築が可能だが、これでは無垢材の形状や流れを完全に再現することはできない。
特に天然素材の分野では、製造過程の自動化およびカスタマイズの同時適用が可能かつ経済的であるため、上記のような従来の製造過程の問題や特徴を軽減するために利用可能な方法または技術は存在しない。
問題の解決法
上記の問題を解決するには、成層付加製造 (SAM) で使用する装置およびプロセスが有効である。このプロセスは、オブジェクトを生成するために材料を除去する従来の減算法とは異なる。というより、このプロセスはリボン材料になった一連のストリップから固体のオブジェクトを構築する。ストリップはお互いに層上で結合し、各層前の層の上に適用および接合されている。このプロセスは、デジタルスライスまたはオブジェクト全体の一連の層を記録するソフトウェアを使用した、オブジェクトのコンピュータ支援設計を採用している。設計されたオブジェクトの各スライスパターンは、マシンでの製造用としてそれぞれの層を定義するために3Dビルドマシン上で使用される。加工材料の連続リボンは部分的にスプールから巻き戻され、デジタル仕様に従って、最終的にオブジェクトの最終形に近似した形状を構築するためにより小さいストリップに切断され、3Dビルドマシンのベッド上に敷設される。
上記の問題を解決するには、成層付加製造 (SAM) で使用する装置およびプロセスが有効である。このプロセスは、オブジェクトを生成するために材料を除去する従来の減算法とは異なる。というより、このプロセスはリボン材料になった一連のストリップから固体のオブジェクトを構築する。ストリップはお互いに層上で結合し、各層前の層の上に適用および接合されている。このプロセスは、デジタルスライスまたはオブジェクト全体の一連の層を記録するソフトウェアを使用した、オブジェクトのコンピュータ支援設計を採用している。設計されたオブジェクトの各スライスパターンは、マシンでの製造用としてそれぞれの層を定義するために3Dビルドマシン上で使用される。加工材料の連続リボンは部分的にスプールから巻き戻され、デジタル仕様に従って、最終的にオブジェクトの最終形に近似した形状を構築するためにより小さいストリップに切断され、3Dビルドマシンのベッド上に敷設される。
開示対象の装置および方法は、無垢材、布地、繊維、金属、プラスチック(ポリマー)などの材料から成る、カスタマイズが可能な3-Dオブジェクトおよび成果物を作成するための積層付加製造法を示すものである。開示手順には、分散製造用の自動化機械で実行されるコンピュータ実装の命令セットを採用する。また、固有の製造技術と組み合わせる形で独自の材料を使用し、積層付加製造法のための独自システムを開示する。
この装置および方法を使用すると、従来の木工作業における減算法および複雑な機械システムで発生する廃棄コストを削減することができる。最終的に廃棄されるであろう材料を製造施設に出荷する必要もなくなる。つまり、減算法で切り出した木片、おがくず、廃棄された切れ端や側面部を製造施設に出荷し、その後廃棄処分に出すという工程をまるまる抜くことができるのだ。そのため、開示対象の装置および方法は、廃棄物や出荷関連の二酸化炭素排出量が少ないという点でより環境に優しいといえる。
木材に関しては、既存の方法は天然無垢材を使用するという努力自体を欠いているが、開示対象の新しい方法および装置は無垢かつ天然のベニヤ板を使用している。
開示対象の装置および方法が、このプロセスを介して生み出すであろう効果は計り知れない。そのため、「古典的な木工」が木目の走り方を限定するのに対して、同プロセスの設計効果では木目が同じ層で複数の方向に、または従来とは逆方向に走ってもよいという特徴がある。
この装置および方法を使用すると、大工場で製品を組み立てるために熟練した労働者を雇用する必要性を最小限に抑える、さらにはその必要性すらなくすことができる。また、販売店の運営に際しても、実質的に超熟練の職人技は不要となる。このような熟練労働者の確保および教育は非常に難しいため、その必要性を回避することができるのが大きな利点だといえる。ただ、熟練労働者の必要としないことで大きな出費を回避できる反面、全体として木工作業のペースは退行する。
開示対象の方法および装置は、コストを削減し、木材または既存のほとんどの材料に対する作業効率を高めることができる。木材については、これまで木材に代わる新しい材料のみがコストを削減し、効率を高めることができるというのが通念であった。
開示対象の方法および装置は、天然素材との密接な関係を保持しつつ、木材製品の設計および製造を統一することができる。以前は、製品がもともとの設計、構築、および木材の感触と乖離しており、天然素材とも希薄な関係しか保たれていなかった。
開示対象の方法および装置は、天然木およびその他の木材応用製品に有用な成果物を原材料とする家具にて幅広く利用されている。以前は、業界では非天然木材に依存するデザインと家具のスタイルが全く新しい領域として捉えられており、天然木から作られた製品とは一定の距離が置かれていた。
開示対象の方法および装置は、無垢材を使用した木製オブジェクトの生産のために現在利用可能ではない、かつ社会的意識の高い方法を使用して、高品質、低価格、デザイン、スタイルを提供している。
本発明の方法およびシステムは、天然無垢材の視覚的および触覚的特性を損なわない、またそれらの特性が付加製造のその他形態における(木材から粉末ないし繊維への)再構築時に生じる代替物質により消されてしまわないということを確保しつつ、廃棄物の大幅削減、出荷および加工に関する間接コストの低減、注文から納品までの時間短縮、カスタマイズ製品の大量生産、製造業界における経済的通念の変化(高額投資から定額投資へ)、複数材料を使用した製品の製造、およびオブジェクトの製造に用いる天然無垢材の特性の大幅向上など、業界水準の変化を象徴するものである。
本発明は、人の手を使わず自動化された製造プロセスを介した3-D無垢材オブジェクトの「形成」または「構築」のための方法、システム、および装置を、異なる場所で生産が行われる場合は生産の一貫性を確保した形で提供する。本発明は、方法と、その方法をオブジェクトと最終製品に変換する装置/機械で構成されている。より好ましい形態では、この方法はデジタルファイルを経由して指示を送ることで、装置/機械を「遠隔で」指示/駆動するよう構成されている。
本発明の方法は、分散製造および二酸化炭素排出量削減に効果を有する。(この方法を実践するための)比較的小さな機械のネットワークを、遠く離れた中央施設ではなく消費者の近い位置に置くことで、物流的側面も大きく変化する。製品は、サーバーからインターネット経由で送られる、または専用接続から配布されるコンピュータコード化されたファイルに記載された(装置/機械への)デジタル指示を介して作成されるのが好ましい。これらの手段によって、ネットワークにリンクしているすべての装置/機械が、当該装置/機械が配置されている場所で同じように機能し、一貫性のある結果を生み出すことができる。この遠隔デジタル配布方式により、(完成品の)出荷および梱包の必要性が低減される。商品が海外ではなく消費者の近くで生産されているため、納品を現地での輸送のみに留めることができ、梱包材の廃棄も少なくなる。海外に出荷してからさらに現地の倉庫へ納品というステップがなくなるからである。
さらに、プロジェクトごとに選定した装置/機械を用いて遠隔生産を行う(例えば、小型製品にはより小さい機械を使うなど)ことで、本発明の付加製造法は各製品に個別のカスタマイズを施す、または同じ速度で反復的な生産を行うことが可能となる。結果的には、現地生産を行うことでカスタムオブジェクトの生産時間と納期がともに短縮される。
無駄をなくし、出荷を最小限に抑えることで大幅にコストを削減できる。各機械では注文を受けた後に製品の製造を開始するため、在庫、投資、倉庫スペースなどのコストも減少する。実際、いくつかの補助装置を有する成層付加製造機械は小型工場のように機能し、その概算規模は約743平方メートル(8000平方フィート)以下の軽工業スペースで約100万人の地域社会に貢献できる程度だといえる。サプライチェーンの管理や関連する問題に高額を投じる必要はない。
製造業のカスタム生産モデルと複数材料の使用(木材の種類など)は、単一の作業の一貫としてオブジェクトにまたがる形で同時に適用される(この場合の注文にも独自性がみられる)。この場合、複数材料の構築により軽量かつ強固な構造を実現するほか、本物の木の個性と質感を保持し、かつ同等の製品全体に実質的な強度を付加することが可能である。
コンピュータコードとしてマシンに送られるデザインファイルは、顧客またはオブジェクト(家具や工芸品など)のデザイナーが作成するとよい。消費者も、本格的な生産に入る前に画面で製品を視覚化して確認を行い、それに伴ってファイルを修正することができる。こうすることで設計と製造を(遠隔であっても)シームレスかつ動的に進めることが可能となる。
図面概略
図面では、本開示の内容に従ってカスタマイズ可能な三次元オブジェクトを製造する装置および方法の好ましい実施形態を説明する。図面における参照番号は、全体を通して一貫して使用される。図2の新しい参照番号としては、200番台の番号が与えられる。同様に、後続する各図中の新しい参照番号は、図の番号で始まる対応する一連の番号を付するものとする。
図1は、成層付加製造法を使用して製品を製造する方法における好ましいステップを示す図である。
図2は、成層付加製造法を使用して製品を製造する方法における追加のステップを表形式で示したものである。
図3は、成層付加製造法を使用して製品を製造する方法における追加のステップを説明する。
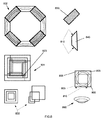
図4は、本発明の方法で製造された積層オブジェクトを示している。
図5は、連続リボンの切断長さにおける突合せ継手を示している。
図6は、底面に適用された接着剤およびRFIDタグを示すリボン長さの平面図である。
図7は、リボンの底面上の粒子コーティングを示すリボンの端面図である。
図8は、円形部を形作るために用いられる切断されたリボンの適用図である。
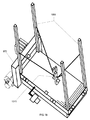
図9は、図1から3に示された方法を実施するための追加要素を有するCNC機械の斜視図である。
図10は、CNC機械のベッド上でオブジェクトを作成するために連続リボンの長さを適用する部品を有する、リボン適用ヘッドの側面図である。
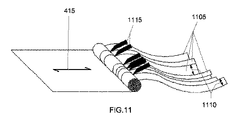
図11は、ベニヤを生成するために削られ、その後異なる長さで連続リボンへと切断される丸太の斜視図である。
図12は、例示的なフィーダーカセットの斜視図である。
図13は、CNC機械上のさまざまな場所にリボン適用ヘッドを移動させるために用いられる例示的なスイベル機構の側面図である。
図14は、図13で示すスイベル機構の動作を示した側面図である。
図15は、図1から3で示された方法を実施するための追加要素を有するCNC機械のもう一つの実施形態である。
図16は、図1から3で示された方法を実施するための追加要素を有するCNC機械の第2の実施形態である。
図面では、本開示の内容に従ってカスタマイズ可能な三次元オブジェクトを製造する装置および方法の好ましい実施形態を説明する。図面における参照番号は、全体を通して一貫して使用される。図2の新しい参照番号としては、200番台の番号が与えられる。同様に、後続する各図中の新しい参照番号は、図の番号で始まる対応する一連の番号を付するものとする。
実施形態の説明
図1を参照すると、方法(105) は、成層付加製造法を使用して製品(800)を製造するためのものである。成層付加製造法は、このように材料の切断リボンを追加することで、最終的な三次元製品を製造するための廃棄物を最小限に抑えることを目的として新たに開示された方法である。これは、単純な縁貼り(オブジェクト自体を繰り返し構築する積層プロセス)とは異なる。縁貼りプロセスは合板、チップボード、中密度繊維板などのようなパネル(ボード)材料の露出した端(厚さ)に限定して加工または仕上げを施すものである。
図1を参照すると、方法(105) は、成層付加製造法を使用して製品(800)を製造するためのものである。成層付加製造法は、このように材料の切断リボンを追加することで、最終的な三次元製品を製造するための廃棄物を最小限に抑えることを目的として新たに開示された方法である。これは、単純な縁貼り(オブジェクト自体を繰り返し構築する積層プロセス)とは異なる。縁貼りプロセスは合板、チップボード、中密度繊維板などのようなパネル(ボード)材料の露出した端(厚さ)に限定して加工または仕上げを施すものである。
この方法(105)は、準備工程(110)、圧延工程(115)、積載工程(120)、分配工程(125)、切断工程(130)、および作成工程(135) で構成されるのが好ましい。
図2と図3は、実施可能な好ましい追加工程とその制限を示している。これらには、ウィービングの制限 (205)、選択工程(210)、添加工程(215)、取付工程(220)、噴霧工程(225)、粉砕工程(230)、第2準備工程(305)、第2圧延工程(310)、第2積載工程(315)、第2分配工程(320)と、第2切断工程(325)が含まれる。
図1、図2および図3は、独立した特許請求項が積層オブジェクト(405)の作成について許容する範囲内において、任意の順序で実施することができる。したがって、これらの図には、1つのボックスから次のボックスへの流れを示す矢印は記されていない。むしろ矢印はすべてのボックスを結ぶひとつの線として描かれる。これは、請求項に記載された方法(105)の内容で許可される場合、各工程の順序を変えることができるという概念を強調するものである。
準備工程(110)では、第1材料(835)の連続リボン(1105)を複数準備する。本明細書中で示される連続リボン(1210)とは、材料から作られた長く細いストリップ(細片)のことで、その後開示対象の工程で使用するためにより短い長さに切断される。連続リボン(1210)の幅は約6ミリメートルから最大300ミリメートル、厚さ(715)は最大約6ミリメートルが好ましい。このように、準備工程(110)は材料から連続リボン(1105)を作成するのに不可欠な工程とされる。
木材を原料に用いた場合、一般的にベニヤは丸太を削ることにより作成される。その後、カッター(1115)を用いてベニヤを切断し、連続リボンを作っていく。ここでは木目(415)を注意深く観察する必要がある。木目(415)を横切ってスプーリングを行うと割れが発生するため、これは推奨されない。また木目(415)が連続リボン(1210)の長さと平行に走る場合、積層オブジェクト(405)としてより良い外観を得ることができる。
リボンの幅を複数用意することで、幅と長さの異なるリボンを機械に配備して三次元製品を作成できる。幅が異なる(1110)リボンは不要だが、工程で大小の幅を組み合わせて使用すると、三次元製品の作成に不要な材料の分配と結合を最小限に抑えることが可能となる。したがって、複数の連続リボン(1105)の幅はそれぞれ異なっている(1110)。
連続リボンで形成された材料の例は、リボン状にスライスされたベニヤ板である。あるいは、リボン材料はリボン状に形成することができる他の任意の物質であってもよい。したがって、この方法(105)は、製造工程において複数の材料を使用し、外観や物理的特性の異なる製品を製造することができる。この方法(105)の最も単純な実施形態は、一つの材料、つまり図1で説明される第1の材料(835)のみを含むものである。
リボン状に形成されるこれらすべての材料と同様に、第一の材料(835)は、無垢材としての自然な状態を有している。これは物質、固体、液体、気体という物質の3つの状態を表しており、方法(105)でリボンとして用いられる材料は粉末、液体、気体に変換されず、固体状態のままであることを意味する。
必要に応じて、特にベニヤ材料には、紙・合成繊維などの裏地や格子状に接着剤(605)を塗布する方法での片面(底面(610))表面処理、または底面(610)の全面を接着剤でコーティングする処理を行う。どの方法を用いるかは、原料の最終用途、木材の種類、およびスプーリングと輸送に関するその他の状況に応じて選択する。裏付けを施したリボンは、スプーリング工程中の割れ、折れ、その他の損傷を回避するために必要な引張強度を達成するため、乾燥または硬化させることが好ましい。裏付けはベニヤバックアップマシン、または連続リボン(1210)を作成するための連続工程で動作する産業用接着剤アプリケーターで行うのが好ましい。
また、このような任意の裏付け材料は長い連続ストリップに切断されるのが好ましい。その後、これらのストリップを重ねて木材の種類によって分け、厚さに応じて分類した後、最後にストリップの幅で再度分類する。
接合時には、1枚のベニヤ片と、同じ厚さの別のベニヤ片を組み合わせて使用してもよい。この部分については、既存のベニヤ片に幅を追加するために長辺に接合を行ってもよいし、不要な場合は行わなくてもよい。ただ、短片に沿っての接合は必須である。こうすることで連続するベニヤストリップを接続し、ベニヤの長さを延長させて木目(圧延機のロールに形成される)の方向に沿ってリボンを作成することができる。
接合作業の例としては、例えば、長辺およびその長さに沿って幅広のベニヤロールを形成し、接合および裏付けベニヤの長いロールを形成した後にストリップ作業(リボンの作成)を行うことができる。幅広のロールを細長い均一および/またはランダム幅のリボンに変換する際には機械を用いてもよい。接合されたロールをストリップマシンにセットした後、連続プロセスを行うのが好ましい。図10に示すように、幅広のロールは規定の間隔で配置された鋭い刃の下で圧延され、その後細長いストリップに分割される。細長く切断されたリボンはその後、連続プロセスで個別に再度ロール状に整形される。
圧延工程(115)では、複数の連続リボン(1105)中のそれぞれの連続リボン(1210)をフィーダカセット(1010)内のスプール(1005)で圧延し、各フィーダカセット(1010)で連続リボン(1210)の1巻のロール(1015)を保持することでフィーダカセットの集合体(1405)を形成する。この工程はスプーリングとも呼ばれる。各フィーダカセット(1010)は、本質的にスプール(1005)上の連続リボン(1210)の単一ロールを保持するボックスである。このボックスは、積載を容易に行うためにドア(1225)を有していてもよい。
スプーリングは、(例えばベニヤの)それぞれの幅と種類をカスタマイズするための工程である。ロールの幅と直径が同じでも、木材の種類など、材料に応じてその重量は異なる。同様に、幅広のベニヤリボンは幅狭リボンの同径のロールよりも重くなる。言い換えれば、重量と体積でカセットを管理しやすいだけでなく、リボンストリップの分配用の機械でも処理が可能となるため、スプーリングはこれらのパラメータの範囲内で行うのが好ましい。
機械は、フィーダカセット(1010)の所定の重量範囲を受け入れるよう設計または較正されるのが好ましい。また総重量は、マシンにフィーダカセット(1405)を積載するオペレーターの手で人的に管理されるのが好ましい。この場合、最適な例においてもフィーダカセット(1010)の重量が約30kgを超えるとは想像しがたい。その典型的な重量は、特定の幅を有する複数の連続リボン(1210)が、どれだけフィーダカセット(1010)にスプールされているかどうかを判断するために使用できる。リボンは複数の異なる幅(1110)を有している可能性があるため、フィーダカセット(1010)に含まれる各連続リボンの長さも変化すると考えられる。
各フィーダカセット(1010)は、前記のフィーダカセット(1010)内のスリット(1205)を介して連続的なリボン(1210)を分配するように構成されているのが好ましい。スリット(1205)は、連続リボン(1210)の厚さ(715)と幅よりも必然的に大きい出口ポートであり、特定の製品を製造する際の必要に応じて、連続リボン(1210)がそこを通って分配され、規定の長さ(810)に切断される。
なお、フィーダカセット(1010)は原料のスプールを収容するプラスチックまたは金属製の容器であることが好ましい。フィーダカセット(1010)のサイズは内部の幅に応じて異なり、使用される連続リボン(1210)のスプール幅にぴったり合っているほか、材料を保持するのに十分な高さと奥行きがあることが好ましい。目標範囲でかかる総重量は約30キログラムと考えられる。このように、フィーダカセット(1010)のサイズは、内部のスプール連続リボン(1210)のそれぞれの幅に応じて変化する。例えば、より幅広のスプールでは内部幅も広くなる。この場合は総重量が制限要因となりうるため、フィーダカセット(1010)または連続リボン(1210)の内部のスプールの高さと深さに応じて調整することができる。
フィーダカセット(1010)は、連続リボン(1210)を挿入した後に電気機械的に密封されるのが好ましい。このような密封作業は、原料の供給源によりカスタマイズされたロックマシンで実行するとよい。このようなロックマシンは、各フィーダカセット(1010)に積載された材料の種類、積載時間、積載場所などの情報を中央サーバーと通信することによりタスクを実行できる。フィーダカセット(1010)はそのため、ロック機構を用いてロックし、改ざんやほこりの侵入を回避するために密封される。コンピュータ数値制御機械(905)上にロードしたのち、内部の連続リボン(1210)が分配される前にカセットのロック機構上の電子センサーにて通信および確認作業を行うことが好ましい。このようなセンサーから、コンピュータ数値制御機械(905)の電子インターフェースに、フィーダーカセット(1010)およびその内容のユーザビリティや取り出しについて、重量、材料、長さなどの所定の基準に基づく改善案が生まれることが好ましい。
フィーダカセット(1010)は、コンピュータ数値制御機械(905)と通信する電子スプールモニタ(1230)を含むことが好ましい。通信の目的は以下のとおりとする。i) フィーダーカセット(1010)内に含まれる連続リボン(1210)に関しての詳細を中継する。ii) 連続リボン(1210)のレベルとその他メトリクスを監視する。iii)電子インタフェースを介して中央サーバーと通信し、トリガーの補充および交換を行う。電子インタフェースを介したこのセンサーを用いて、コンピュータ数値制御機械(905)に当該フィーダカセット(1010)がロードされるたびに、中央サーバを介してサービス前の使用回数の助言を行うことが好ましい。フィーダカセット(1010)はこのように、フィーダカセット(1010)内の連続リボン(1210)のいずれかのストリップがコンピュータ数値制御機械(905)によりフィーダカセット(1010)から分配される前に、電子ハンドシェイクを制御および安全システムを介してコンピュータ数値制御機械(905)によって承認される、または承認されないことが好ましい。また、透明なプラスチックまたはポリカーボネートの覗き窓(1235)をフィーダカセット(1010)の側面に配置し、フィーダカセット(1010)内部の連続リボン(1210)のレベルを視覚的に監視できることが好ましい。
ある側面において、このカセットは、全体として長方形の箱形で設計することができ、実用化に際してシェルの正確な形状など必要なカスタマイズを施す必要がある。このカスタマイズは、フィーダカセット(1010)とコンピュータ数値制御機械(905)のドッキング、およびフィーダカセット(1010)の構造を補強するために必要なクリンプ、折り目、控え壁、出っ張りなどの設置が考えられる。このフィーダカセット(1010)は、スリット(1205)から材料を送り出すためのフィードアウト機構を備えていてもよく、これはフィーダカセット(1010)の一つの側面上にあるフィーダカセット(1010)の一角に近いところに位置していることが好ましい。スリット(1205)は連続リボン(1210)のそれぞれの厚さに合わせて特殊な調整機構を有することができる。
フィーダカセット(1010)は、連続リボン(1210)が分配中に断裂した、またはスリット(1205)から引き出された場合に手動で使用することができる補助的なリボン抽出機構を有しているのが好ましい。このような補助リボン抽出機構はまた、生産品質管理面における原料の改ざん防止や、フィーダカセット(1010)または内部連続リボン(1210)のいずれかにおける欠陥の繰り返し防止、またコンピュータ数値制御機械(905)自体の不適切動作防止など、安全および監視目的でも使用できる。また代わりに、特別なソフトウェアをコンピュータ支援製造指示書に組み込んで、コンピュータ数値制御機械(905)によってスプール(1005)を回すことにより損傷した連続リボン(1210)をよりゆっくりと、限られた範囲で(抽出および再較正を実行できるよう)手動抽出することもできる。
フィーダカセット(1010)の較正および再較正は、フィーダカセット(1010)がコンピュータ数値制御機械(905)の係合ドック(910)に装着されたときに行われるのが好ましい。このような較正および再較正は、その後電子ハンドシェイクの一部となる。またこの較正および再較正は、連続リボン(1210)を分配する、およびコンピュータ数値制御機械(905)の対応する要素が連続リボン(1210)の厚さ(715)と幅(1110)を認識するために、連続リボン(1210)をコンピュータ数値制御機械(905)によって精密制御された地点へと引き当てる作業を含んでいることが好ましい。またその他のセキュリティガイドラインも、フィーダカセット(1010)の操作に関連していないとしてもソフトウェアの一部に含まれていることが好ましい。
フィーダカセット(1010)は、物流管理や出荷のためのRFIDセンサーを有することができる。また、例えばスリット(1205)付近に組み込み型切断機構(1215)、フィーダカセット(1010)の内外に可視性を高めるためのLEDライト、抽出をスムーズに進めるための追加ローラーなどを配備してもよい。
積載工程(120)では、複数のフィーダーカセット(1405)内の各フィーダカセット(1010)をコンピュータ数値制御機械(905)の係合ドック(910)に積載する。成層付加製造の方法(105)を用いて積層オブジェクト(405)を製造する際は、CNC機械として知られるコンピュータ数値制御機械(905)上で行うのが好ましい。各積層オブジェクト(405)を製造するためのデジタル仕様は、コンピュータ数値制御機械上にプログラムされている。複数のフィーダーカセット(1405)はそれぞれ異なる幅を有するスプール済の連続リボンを保持しており、係合ドック(910)内のベッド(925)上にあるCNC機械に接続される。これはフィーダーカセット(1010)を保持し、リボンの長さを分配して積層オブジェクト(405)を構築するために不可欠なメカニズムである。
分配工程(125)では、、複数のフィーダカセット(1405)に属する第1のフィーダカセット(950)から、第1の部分(805)の固体状態を維持しながらコンピュータ数値制御機械(905)上に連続リボン(1210)の第1の部分(805)を分配する。したがって、連続的なリボン(1210)の長さ、つまり第一の部分(805)は、コンピュータ数値制御機械(905)のベッド(925)上に分配される。第一の部分(805)の適切な長さは、コンピュータ数値制御装置(905)上でプログラムされたデジタル仕様によって決定される。分配工程(125)またはこの方法内の他の工程(105)の間で、連続リボン(1210)を形成する材料の状態が変化することはない。積層オブジェクト(405)を製造するために固体から気体への変化を伴わないということだ。また、連続リボンを形成する材料の要件としては、必然的にその材料が粉状や粒子状など、その他の固体状態ではないということが重要となる。分配は、積層オブジェクトの最終的な形状を構築する位置でリボンの各長さを回転および敷設することにより行われることが好ましい。こうすることで、その後に発生しうるリボンの余剰部分の整形や切断を最小限に抑えることができる。
切断工程(130)では、コンピュータ数値制御機械(905)にプログラムされたデジタル仕様の指示に従って第1の部分(805)をある長さ(810)に切断し、終端プロファイル(815)を形成する。終端プロファイル(815)は図8に示すような傾斜端や斜面でもよいし、希望の構成に応じて切断してもよい。切断が終了したら、第1の部分(805)をコンピュータ数値制御機械(905)にプログラムされたデジタル仕様で決定したベッド(925)に敷設する。これらの部分または連続リボン(1210)のストリップをさらに操作したい場合は、コンピュータ数値制御機械(905)に接続した操作モジュールを介して行うことができる。この操作ではブレード、ナイフ、レーザー、フライスなどを用いて追加の切断を行い、形状やサイズを整える作業が必要となる場合がある。
作成工程(135)では、連続リボン(1210)の追加部分(806)を、複数のフィーダカセット(1405)内の一つないし複数のフィーダカセットに分配、切断、適用することにより積層オブジェクト(405)の作成を行う。この時、それぞれの追加部分(806)は、以前に分配された部分との突合せ継手(520)を有しているか、コンピュータ数値制御機械(905)にプログラムされたデジタル仕様に従って以前に分配された部分の上に追加される。作成工程(135)は、X-Y座標に沿った360°以内の任意の角度で追加部分(806)の適用を最大化することにより行うのが好ましい。これにより、積層オブジェクト(405)の最終形を最大限実用可能な状態とし、製品(800)の完成品を納品するにあたってその後の作業の必要性を最小限に抑えることができる。
適用には、コンピュータ数値制御機械(905)の操作領域周辺へ第1の部分(805)または追加部分(806)を輸送するという作業も含まれる。これはリボンのアプリケーションヘッド(965)により行われるのが好ましい。
ウィービングの制限(205)では、連続リボン(1210)の追加部分(806)が分配されることにより、突合せ継手(520)が突合せ継手(520)の上に適用される次の層によりカバーされ、織布の接続(820)を形成する。つまり、突合せ継手(520)が突合せ継手(520)の上に敷設される材料の追加部分により覆われ、突合せ継手(520)が強化されるのである。
織布の接続の例
この例は、特にa) 材料の最適化使用(測定された幅および長さを使用)、およびb) 重ね合わせによる強度を目的として利用される層状構築について、特にストリップの測定と重ね合わせに焦点を当てて説明するものである。この例では、直線のリボンストリップから、大きな材料ブロックや塊を切り出さずに非直線的な側面を有するオブジェクトを構築するかが示されている。図8に記する製品(800)はボウル状で、図8のすべての層は厚さ1.00ミリメートルのベニヤである。ボウルの下位3層(830)はすべて小部品だが、単一の部品として取り扱うのに十分な大きさを有している。この例では、ボウルの下位3層(830)は木製ボウルの下部3.00ミリメートル部分である。これらのボウルの下位3層(830)は、3つの正方形の部品を重ね合わせて、最終的に円形状に粉砕して仕上げられる。この例では、細長いまたは幅広のベニヤ部品の双方が使用可能で、幅は最大300ミリメートルとする。層4、5、6(831)は、複数の部品で構成されている。層7以上(832)は、より大きな直径の製品を収容するためにそれ以降のレベルを拡張させる工程を示している。製品(800)の点線は、最終的に粉砕されるボウルの形状を示している。
この例は、特にa) 材料の最適化使用(測定された幅および長さを使用)、およびb) 重ね合わせによる強度を目的として利用される層状構築について、特にストリップの測定と重ね合わせに焦点を当てて説明するものである。この例では、直線のリボンストリップから、大きな材料ブロックや塊を切り出さずに非直線的な側面を有するオブジェクトを構築するかが示されている。図8に記する製品(800)はボウル状で、図8のすべての層は厚さ1.00ミリメートルのベニヤである。ボウルの下位3層(830)はすべて小部品だが、単一の部品として取り扱うのに十分な大きさを有している。この例では、ボウルの下位3層(830)は木製ボウルの下部3.00ミリメートル部分である。これらのボウルの下位3層(830)は、3つの正方形の部品を重ね合わせて、最終的に円形状に粉砕して仕上げられる。この例では、細長いまたは幅広のベニヤ部品の双方が使用可能で、幅は最大300ミリメートルとする。層4、5、6(831)は、複数の部品で構成されている。層7以上(832)は、より大きな直径の製品を収容するためにそれ以降のレベルを拡張させる工程を示している。製品(800)の点線は、最終的に粉砕されるボウルの形状を示している。
選択工程(210)は、ベニヤ木材、金属、プラスチック、コルク、皮革、織物、繊維およびこれらの任意の組み合わせから成るグループから第1の材料(835)を選択する作業を含む、制限された追加工程である。したがって、材料は、連続リボン(1210)を形成しやすい固体材料の任意の組み合わせであってもよい。
ベニヤ板(または単に「ベニヤ」)は、木(丸太)の表面またはブロック(木の板)から木材の細かい層を削り出したものとして説明できる。この材料は大きな木材の塊(丸太または板)から、削り出し工程でほとんど廃棄物が出ないよう抽出したものである。ベニヤは一般的にベニヤ削り用の機械で削り出され、既存の従来型機械を利用する場合は物理的に可能な長さとなるよう処理を行う。
ベニヤは既存の工程に基づいて、湿度や収縮などの耐性を安定させ、場合によっては薄板状にして本発明における事前のスプーリング工程を実施できる状態にしておくのが好ましい。この点において、ベニヤは一般的に最大1.2ミリメートルまでのさまざまな組み合わせで削り出しを行うことができるが、最大厚さは約3.0ミリメートルとする。こうして準備されたベニヤは、厚さにより分類される。本発明における方法で使用するためにベニヤを準備する場合、正確に較正済みの装置を用いて厚さを均一化し、必要に応じて研磨や平滑化を行うのが好ましい。
追加工程(215)では、まずそれぞれの連続リボン(1210)で上面(705)と底面(610)が構成されることを定義する。追加工程(215)はまた、当該の底面(610)に接着剤(605)を塗布する工程を含む。接着剤(605)は実用的であればどのような方法で適用してもよいが、各追加部分の底面にのみ適用するのは避ける。例えば、既に分配された部分に糊を塗布し、接着剤の表面に敷設する追加部分を乾燥させる。「糊」と「接着剤」という用語は本明細書にて同意かつ一般的な解釈のもとで使用されるものとする。例えば、接着剤(605)は有機または無機材料、天然または合成物質の双方を包含し、連続リボン(1210)ストリップの連続した2つの層を永久的に接着する。接着作業は、任意の回数の工程を経て、物理的または化学的手法をもって完了する。例えば、化学接着剤を混合して元の位置に塗布する、事前に塗布した接着剤を熱、温風、冷却、冷蔵、超音波、赤外線、紫外線、レーザー光線などにより作用させるといった工程が考えられる。連続リボン(1210)の材料および接着剤(605)の性質に応じて、接着剤(605)を作用させるための方法を考慮する必要がある。
取付工程(220)では、まずそれぞれの連続リボン(1210)で上面(705)と底面(610)が構成されることを定義する。取付工程(220)はまた、底面(610)に無線周波数識別タグ(615)を取り付けるステップを含む。これにより、RFIDタグを積層オブジェクト(405)の本体に組み込むことができる。
底部表面(610)上にこのようなRFIDタグを埋め込んでリボンに電子タグを付与するという作業は、接着および裏付け工程のどこかで行うことが好ましい。このRFIDタグには、リボンおよびその出処についての情報を組み込むことができる。この機能に有用なナノ粒子は、準備中にスプレー方式を用いることでより大きなRFIDタグに置き換えることもできる。
噴霧工程(225)では、複数の連続リボン(1105)中の少なくとも1つの連続リボン(1210)に粒子(710)を噴霧する。粒子(710)は積層オブジェクト(405)の保存効果や機能、また色やその他外観特性を追加する際に有用である。例えば、粒子(710)は、電気導体、電気絶縁体、塗料、染料、顔料、化学的反応剤、浸透剤などからなるグループから選択される。
噴霧工程(225)では、複数の連続リボン(1105)中の少なくとも1つの連続リボン(1210)に粒子(710)を噴霧する。粒子(710)は積層オブジェクト(405)の保存効果や機能、また色やその他外観特性を追加する際に有用である。例えば、粒子(710)は、電気導体、電気絶縁体、塗料、染料、顔料、化学的反応剤、浸透剤などからなるグループから選択される。
粉砕工程(230)では、連続リボンの追加部分(806)の分配、切断、取付作業を完了する前に積層オブジェクト(405)を粉砕する。粉砕工程(230)は、フライス加工ヘッド(940)を使用してコンピュータ数値制御機械(905)上で実行してもよい。これにより、積層オブジェクト(405)からより迅速に製品(800)の準備を行うことができる。
第2準備工程(305)およびそれに続くいくつかの工程では、積層オブジェクト(405)の製造時に第1材料(835)とともに発生する第2材料(840)を取り扱う。第2材料(840)を取り扱う工程は第1材料(835)を扱う工程と類似しているが、その内容を明確にするために本書内で再度記述する。
第2準備工程(305)では、第2材料(840)の連続リボンを準備する。この第2材料(840)は固体状態とし、第1材料(835)とは種類が異なるものを使用する。
第2圧延工程(310)では、積層オブジェクト(405)に付加される第2材料(840)を取り扱う。なお、これは上述の圧延工程(115)と同様である。第2圧延工程(310)では第2材料(840)の連続リボン(1210)を第2フィーダカセット(960)内のスプール(1005)上で圧延し、第2フィーダカセット(960)は第2材料(840)の連続リボン(1210)のロール(1015)を一つ保持する。
第2積載工程 (315)では、第2材料(840)の連続リボン(1210)を保持する第2フィーダカセット(960)をコンピュータ数値制御機械(905)の係合ドック(910)に積載する。
第2分配工程(320)では、第2材料(840)の固体状態を保持しつつ、第2フィーダカセット(960)のスリット(1205)を通して、以前に分配された部分上にこれら第2材料(840)の連続リボン(1210)の長さを測定および分配する。
第2切断工程(325)では、コンピュータ数値制御機械(905)にプログラムされたデジタル仕様に従って、測定された長さを終端プロファイル(815)に切断する。
第二の材料を用いる方法(105)によって製造された製品(800)は、第一の材料(835)の層(410)、および第二の材料(840)の少なくとも1つの層を含む。すべてのそのような点で、 それぞれの層は、第一の材料(835)または第二の材料(840)から構成され、固体状態であり、液体または気体ではない。材料が連続したリボン状である要件は、材料が粉末ではなく、また、粒子形態の物質でもないことも意味する。
第一の材料(835)など、唯一の材料を使用するこの方法(105)によって製造された製品(800)は、固体状にもなるが液体または気体にはならない第一の材料(835)の層(410)を含む。
方法(105)の実施のための装置には、コンピュータ数値制御機械(905)、係合ドック(910)、リボン・アプリケーション・ヘッド(965)、モーター(1020)、およびブレード(1025)が含まれる。
コンピュータ数値制御装置(905)は、積層物体(405)の製造が行われる際のベッド(925)を含む。そのようなすべてのCNCマシンと同じように、コンピュータ数値制御機械(905)は、コンピュータ数値制御機(905)にプログラムされたデジタル仕様で動作する。コンピュータ数値制御機械(905)は、デジタル仕様に従って連続リボン(1210)と連続リボン(1210)の追加部分の第一部分(805)を位置決めするように動作可能である。
コンピュータ数値制御機械(905)は、なるべくなら、電子インタフェースおよび監視を使用して動作する。このような電子インタフェースおよび監視は、できれば、コンピュータ数値制御機械(905)の活動を制御し、監視する専用のハードウェアとソフトウェア、サーバとの通信、製造および動作の視覚的記録、そしてコンピュータ数値制御機械(905)に追加された補助装置および拡張機能の制御のすべてを含むことが望ましい。コンピュータ数値制御機械(905)の電子インタフェースおよび監視コンポーネントは、メンテナンスや改善のために、または精巧な制御のために、コンピュータ数値制御機(905)の基本的な性質およびその物理的または化学的活動に影響を与えることなく、必要に応じて、交換、拡張、およびアップグレードすることができる。コンピュータ数値制御機械には、固有で規格化された側面がある。すなわち、コンピュータ支援設計およびコンピュータ支援製造(CAD/ CAM)ソフトウェア、制御装置、および監視、表示、ならびに対話システムを使用するための機能がある
CAD/ CAMソフトウェアは、コンピュータ数値制御機械(905)と、その記述した動作の基本的な性質に合わせて作成された、カスタマイズされたソフトウェアを意味する。これには、コンピュータ数値制御機械(905)上で動作可能な特殊な暗号化・復号化ソフトウェアが含まれることが望ましい。
CAD/ CAMソフトウェアは、コンピュータ数値制御機械(905)と、その記述した動作の基本的な性質に合わせて作成された、カスタマイズされたソフトウェアを意味する。これには、コンピュータ数値制御機械(905)上で動作可能な特殊な暗号化・復号化ソフトウェアが含まれることが望ましい。
コンピュータ数値制御機械(905)には、ソフトウェアを実行する動作制御装置が含まれる。当該の動作制御装置には、一般的に、ハードウェアの形で、以下の任意のソフトウェアプロセッサを含むことになる: a) 装置上で個々に機能する、またはマザーボード上で集合的に使用される、もしくはb) コンピュータ数値制御機械(905)自体の一部を形成する一方で、独立したコンピューティングユニットになる。
コンピュータ数値制御機械(905)には、ビデオカメラ(930)、ビデオ監視、ディスプレイ、およびコンピュータ数値制御機械(905)との相互作用の制御を可能にする電子制御ユニット(915)を含むことが望ましい。電子制御ユニット(915)には、情報を受信し、コンピュータ数値制御機械(905)に指示を提供するために、およびコンピュータ数値制御機械(905)でプログラムされるデジタル仕様を実行するとき、実行されるアクティビティーを監視するために、コンピュータ数値制御機械(905)との人間の相互作用のためのモニター(スクリーン)が含まれることが望ましい。当該のモニターは、非コンピューティング画面や投影フィルムであること、またはタブレットなどのスタンドアロン型コンピュータデバイスでもよい。ビデオカメラ(930)またはスチルカメラは、コンピュータ数値制御機械(905)を表示および較正するためにコンピュータ数値制御機械(905)に搭載されることが望ましい。
電子制御ユニット(915)と、それが結びつく構成要素は、コンピュータ数値制御機(905)のリモート診断と監視のついたメンテナンスを可能にするものが望ましい。
電子制御ユニット(915)は、コンピュータ数値制御機械(905)を制御する遠隔対話システムの操作が可能であることが望ましい。当該の遠隔対話システムは、リモートサーバーからアクセスおよび制御可能であることが望ましい。ハードウェアおよびソフトウェアは、コンピュータ数値制御機械(905)で、制御可能であることが望ましい。しかし、リモートサーバーからコンピュータ数値制御機械(905)をオーバーライド制御できることが好ましい。このようなオーバーライド制御は、マスタートリップスイッチの動作、フィーダーカセット(1010)の制御、ビデオカメラ(930)およびアクティビティレコーダー、送信デバイス、および診断ソフトウェアを含むことが望ましい。リモートサーバーによって、任意の診断ソフトウェアの機能と動作が開始され、制御される場合、ビデオ監視、ディスプレイ、およびインタラクション ユニットによって実行される任意の指示のオーバーライドも可能なることが望ましい。
コンピュータ数値制御機械(905)ソフトウェアはビデオモニタリング、ディスプレイとインタラクションユニットにより保守命令を受け取る、または予想される将来の保守要件の問い合わせを開始するために技術者および管理者によって使用される保守ガイダンスシステムを含むことが望ましい。または。そのようなソフトウェアは、できればコンピュータ数値制御機械(905)によって使用される消耗品ツールと情報をやりとりでき、交換部品の磨滅、使用数、パフォーマンスの精度、正確性を監視する。このソフトウェアは、できれば操作をオーバーライドすることなく、認可のためにリモートサーバーと通信し、電子制御ユニット(915)が操作するコンポーネントへ操作の許可を送る前に認可を受け取ることが望ましい。
コンピュータ数値制御機械(905)のその他の推奨コンポーネントには、後方支援ソフトウェア、顧客関係管理(CRM)およびエンタープライズ・リソース・プランニング(ERP)ソフトウェアが含まれる。CRMおよびERPソフトウェアは、企業が顧客データと顧客との情報のやりとりを管理し、営業情報にアクセスし、販売、マーケティング、顧客サポートを自動化するのに役立つ広範囲のアプリケーションやソフトウェアの幅広いセットを対象とする企業向けソフトウェアのカテゴリーに分類される。
コンピュータ数値制御装置(905)には、一般的に他のコンピューティングデバイスと1つまたは複数のメモリユニット、マザーボードおよびハードドライブも含まれる。さらに、専用ケーブルとデータ通信線、およびモデム、Bluetooth(登録商標)モジュール、無線信号受信機などの送信ユニットが一般的には含まれる。
係合ドック(910)はベッド(925)上の位置に複数のフィーダカセット(1405)を保持するのに適したブラケットであり、また連続リボン(1210)はフィーダーカセット(1010)からディスペンスされる。
リボン塗布ヘッド(965)は各ストリップ(第一部分(805)または追加部分(806))の塗布を誘導する。必要に応じて、リボン塗布ヘッド(965)は連続リボン(1210)を引っ張り出す位置へ移動し、積層物体(405)のすべての塗布可能な層への作業を完了できるように連続リボン(1210)を誘導して最終形状へ切断し任意の水平もしくは垂直位置でストリップに塗布する。ベッド上方の垂直移動(925)の方向さらに塗布対象のストリップの最適な動作が可能になるようにリボン塗布ヘッド(965)の垂直移動の方向が決められる。したがって、すべての積層物体(405)のすべての層が同レベルで塗布された後、のコンピュータ数値制御機械(905)またはリボン塗布ヘッド(965)のベッド(925)についてのZ軸(垂直)移動は、最低次に塗布される層の厚さと同等まで実行され、そのプロセスはそのまま積層物体(405)を完了させるまで前方へ継続する。
リボン塗布ヘッド(965)はコンピュータ数値制御機械(905)のベッド(925)上に同時に複数の物体を完了させるために使用する場合がある。
モーター(1020)はリボン塗布ヘッド(965)用の電力供給装置である。フィーダーカセット(1010)内の第2モーターはフィーダーカセット(1010)から連続リボン(1210)へフィードするために使用することもできる。したがって、モーター(1020)フィーダーカセット(1010)から連続リボン(1210)の第一部分をディスペンスするように構成され、続いてモーター(1020)はデジタル仕様に指示される制御に応答する。
ブレード(1025)はコンピュータ数値制御機械(905)のベッド(925)上へ塗布するために連続リボン(1210)を複数部分へ切断する機能を果たす。ブレード(1025)は連続リボン(1210)の第一部分(805)および連続リボン(1210)の追加部分(806)のそれぞれをデジタル仕様に指示された長さ(810)と最終形状(815)を備えるように切断するよう構成される。
この方法(105)の実施用の装置はディスペンスされた連続リボン(1210)のストリップから層を作成することに関連した手順を実施する。コンピュータ数値制御機械(905)によってもしくはそのベッド(925)上で実行される活動は、塗布に加えて積層付加製造さらに加えてマイクロラミネーションと説明される複数の活動を統合する。層状積層製造は「レイヤリング(層化)」とも称され、この方法を実施(105)するために装置上で行われるとそのような層化はコンピュータ数値制御機械(905)上のX-Y-Z軸でディスペンスステップ(125)および作成ステップ(135)が行われる場所を制御することによって発生する。このプロセスでは物体全体はコンピュータ数値制御装置(905)上にプログラムされたデジタル仕様に従って最終形状に近いものになる。
機械の操作例
以下は本明細書に開示された装置および方法(105)の実施態様の一例である。
以下は本明細書に開示された装置および方法(105)の実施態様の一例である。
本方法(105)を実施するための装置の一部であるコンピュータ数値制御機械(905)は適用対象の材料を選択するコンピュータ生成の指示を受け取る。
この材料は連続リボン(1210)がディスペンスに利用可能になるような範囲で各幅が独自のフィーダーカセット(1010)にある多様な幅の連続リボンとして利用できる。
コンピュータ数値制御機械(905)はビデオモニタリング、ディスプレイとインタラクションユニットにより人間のオペレーターを誘導してコンピュータ数値制御機(905)の係合ドック(910)中の必要な多数のフィーダーカセット(1405)を装着する。コンピュータ数値制御機械(905)は材料が正確に配置されて使用できるように特定の幅の連続リボン(1210)を使用して各フィーダーカセット(1010)の位置の電子ハンドシェイクにより追跡を続ける。
多数のフィーダーカセット(1405)は多数のフィーダーカセット(1405)内で利用可能な材料の種類と量についてコンピュータ数値制御機械(905)、人間のオペレーターとリモートサーバーへ通知する。
コンピュータ数値制御装置(905)は任意の生産段階で生産を完了させるためにフィーダーカセットの交換または追加を要求することができる。
連続リボン(1210)はコンピュータ数値制御機械(905)により抽出、切断、成型および層化の準備が行われる。これには製造される積層物体用にコンピュータ数値制御機械(905)上にプログラムされたデジタル仕様に従って正しい種類の材料が適切な幅と適切な厚さでディスペンスできるように正しいフィーダーカセットを選択することが必要になる。
ストリップまたは連続リボンの部分(1210)は接着の適切なプロセスを選択するおよび接着剤(605)を塗布するか連続リボン(1210)の下面もしくは底部の表面(610)にあらかじめ付いた接着剤を活性化させるかのいずれかを含め、接合の準備が行われる。
接着が原位置で行われる場合、接着剤(605)はコンピュータ数値制御機械(905)にも取り付けられたコンピュータ制御のバットまたはホッパーから、または塗布前に化学品に予備混合が必要な場合は一連のバットやホッパーから、適切な方法と一貫性で連続リボン(1210)上にディスペンスされる。
各ストリップまたは部分が塗布された後、リボン塗布ヘッド(965)は後退し次に塗布されるストリップを取得し、積層物体(405)の塗布可能なすべての層を完了させるまでそのまま前方へ進む。
複数の積層物体(405)がコンピュータ数値制御機械(905)のベッド(925)上で同時に生産されている場合、リボン塗布ヘッド(965)は各積層物体(405)を製造するためにストリップへの塗布を継続する。
すべての積層物体(405)のすべての層が同レベルで塗布された後、のコンピュータ数値制御機械(905)またはリボン塗布ヘッド(965)のベッド(925)についてのZ軸(垂直)移動は、最低次に塗布される層の厚さと同等まで実行され、そのプロセスはそのまま積層物体(405)を完了させるまで前方へ継続する。
積層付加製造の例
以下は本明細書に開示された装置および方法(105)の実施態様の一例である。例示するプロセスは相互の上に材料の層を形成することに関係する。
以下は本明細書に開示された装置および方法(105)の実施態様の一例である。例示するプロセスは相互の上に材料の層を形成することに関係する。
リボン塗布ヘッド(965)は異なる幅、材料、種、厚さ、長さ、先端の形状および終端の形状を持つ連続リボン(1210)の正確なストリップを移送するために誘導される。
コンピュータ数値制御機械(905)上にプログラムされたデジタル仕様は、どの材料が各層に先行するか後続するかを決定するソフトウェアの制御および設計である。選択された個々のまたは複数の連続リボン(1210)は固体の物体が連続的な層化によって形成されるような加圧(マイクロラミネーション)を含む場所へ配置され接着される。
連続リボンのストリップ(1210)が位置決めされ、リボン塗布ヘッドを移動させるために正確に電子制御ユニット(915)を使用してX-Y-Z軸(965)で必要に応じて位置合わせされる。これはエッジバンディングマシンのヘッド、ローラー、アプリケーターが使用する旧来と既存の技術と非常に類似するメカニズムで開始される。コンピュータ数値制御機械(905)上にプログラムされたデジタル仕様によって接着剤(605)が活性化または塗布され、迅速に硬化する。
コンピュータ数値制御機械(905)上にプログラムされたデジタル仕様によってリボン塗布ヘッド(965)と他の塗布ビーム(1310)は、ガントリー(970)、垂直ギアラック(1605)またはピラー(1505)のような可動装置により3次元の正確に制御された位置へ誘導および移動される。
スイベル機構(1305)はコンピュータ数値制御機械(905)にプログラムされたデジタル仕様の指示に従って連続リボン(1210)のストリップを正確な位置へ追加的に配置するために塗布ビーム(1310)を回転させる。
コンピュータ数値制御機械(905)のベッド(925)はコンピュータ数値制御装置(905)上でプログラムされたデジタル仕様の指示に従ってリボン塗布ヘッド(965)の位置を正確な位置へ追加的に同期させるため固定または可動状態にする場合がある。
コンピュータ数値制御機械(905)はベッド(925)の異なる部分にわたって同時に行われる異なる材料または種類での様々な形状や大きさの複数の物体の積層付加製造に対応することができる。同時に生産されるすべてのこれらの物体についてのコンピュータ数値制御機械(905)の活動はコンピュータ数値制御機械(905)上にプログラムされた同一のデジタル仕様により制御される。
レイヤリング(層化)によって横断面がボクセル形の単純または複雑な形状の物体が産出される。したがって、その横断面はその後最終の形状と大きさにまで圧延し磨くことができる最終的に要求される形状と大きさよりもどの場所もわずかに大きくなる。
連続リボン(1210)のストリップが「接合部」を通り抜けるために連続した層にある十字路の様式で重なり合うとき、層化ではウィービングが開始される。枠付き物体の場合、材料の交互の層は図5に示すように最後まで通り抜け組み上げられた接続を形成する。例えば、ストリップA (505) - レイヤー1はストリップB (510)で終了 - レイヤー1、ストリップB - レイヤー2 (511)はストリップAで終了 - レイヤー2 (506)、およびストリップA (507)はレイヤー2上部のレイヤー3にあるストリップB (512)で終了。このクラックオーバーレイプロセスはXで示される隅の接合部全体(525)が組立を必要とする2つの別々のコンポーネントの旧来の接合方法ではなくレイヤリングによって組み上げられるまでレイヤー毎に交代を繰り返す。
あらかじめ塗布された層のマイクロラミネーションは同時に行われ、各積層物体(405)が完了されるまでこのプロセスは継続する。マイクロラミネーションは全体としてのある物体の最終的な薄板状の横断面を産出するために開始される一連のラミネート加工ステップである。それにはラミネート加工される材料の個々のストリップが作成される全物体のわずかな部分を形成するのと同じくらいわずかなという意味の「マイクロ」という用語が含まれる。ラミネーションは一つの層を下にある層の上に押圧することである。ラミネーションはベッド(925)またはローラーの網(920)の補助を使う使わないに関係なく実現することができる。言い換えれば、ベッド(925)は他の機能が実行されなくても静止したまま留まる、またはベッド(925)はローラーの網(920)と他の制御によりラミネーションプロセスに関与する場合がある。
図4は 5ミリメートル(mm)直径と60センチメートル(cm)の長さの丸い横断面を有する木製バッテンである積層物体(405)を示す。そのようなバッテンは別の方法であれば一般的に旋盤を使用して最低5.25ミリメートルの正方形で最低65ミリメートルの長さの木材を旧来の方法で圧延しなければならない。仕上がった丸いバッテン外部の横断面の全ての材料が腐食され、要求される仕上がりサイズになる分だけが残るように圧延される必要がある。
積層製造プロセスでは、作品を構築する層の幅はコンピューターのアルゴリズムにより選択され、出来上がる最終的な形状が丸い形状の「デジタル版」となり、各層が円形の形状のわずかに外側へ突き出るように最適化される。このようにして旧来は廃棄された材料が節約され、仕上がり寸法にするため圧延で取り去る必要があるのはわずかな量である。また、バッテンの長さは旋盤加工用以上である必要がなく、最終的な圧延ができるように60センチメートル長をわずかに超えるだけで良い。
レイヤリングでは正確に最終形状が産出されないので、プロセスを完了させるにはそれに続いて圧延、トリミング、切断または切削の操作が必要になる。これらの仕上げの方法は旧来のコンピュータ数値制御の活動である。生産後のコンピュータ数値制御による圧延を行うことが圧延ヘッド(940)を使用するコンピュータ数値制御機械(905)のオプションの一部として要求される。
ひとたび第二の層が物体の構築で塗布されれば、プレスまたは結合が行われ一枚岩の物体を形成するために第二層の固定が確実に行われる。各物体または全体的な要件の変化により層をまとめてプレスする1つもしくは複数の方法が決定される場合がある。
現在の例では、まとめて層をプレスする作業はリボン塗布ヘッド(965)上のローラー(1030) による。ローラー(1030)は材料の塗布されたストリップの上で塗布および圧延する一部として使用される。これは塗布されたばかりの連続リボン(1210)のストリップ上に局部限定的な方法で行われる。ローラーはリボン塗布ヘッド(965)と一緒に移動する、その全体機構の一部である。これはリボン塗布ヘッド(965)がその下の層との結合を確保するために特定の接着剤に十分な圧力をかけることができる時に行われる。この例でのローラー(103)は、例えばレーザー硬化で圧力の必要なく急速にその層を結合する場合などの特定のプロセスに必要とされない場合、取り外し可能である。
この例では、ブランケット圧延はベッド全域で実行するように設計された側面搭載の幅広で重いローラーによって行われる。これらの重いローラーの目的はリボン塗布ヘッド(965)に取り付けられているものよりはるかに大きな重量の圧力を加えることである。これらの重いローラーは金属製やゴム製のものが使用可能で、ベッド(925)全域で実行される度にベッド(925)上で生産されるすべての個別の物体の上で圧延される。複数の層全体に同時の時またはレイヤリングプロセスの終了時以外、各層が塗布された後にブランケット圧延は行われない。この例ではブランケットローラーは圧延プロセス中に接着剤の硬化のために内部的に加熱されるレタープレス印刷機で使用されるものに類似する。別の例では、ブランケットローラーは冷凍されるまたは圧延プロセス中に接着剤の硬化に必要なときに超音波を放射する場合がある。
この例では、ベッド(925)に向かって真空吸引されるベッド(925)上に柔軟なメンブレインを使用することでメンブレインプレスが利用可能である。真空はベッド(925)にある小さな穴から全ての空気を吸い出すことによって作り出される。これによってメンブレインが機械のベッド上のすべての形状の物体の上に曲がることができる、必要に応じて変更された旧来の技術である。
この例では、加圧を集中させる必要があるベッド(925)の一部の上に置かれた重い厚板を使用して手動クランプまたは油圧プレスによる厚板プレスが利用可能である。これ用のハードウェアは機械ベッドの一部である。
ベッドの操作と活動の例
コンピュータ数値制御機械(905)のベッド(925)はその上で積層物体(405)が作られるコンポーネントである。ベッド(925)は独自のサブコンポーネントを持つ複合コンポーネントである。他の例では、サブコンポーネントは各物体が生産されるのを促進するためにオプションにするか様々な組み合わせで使用する場合がある。水平X軸とY軸での空間の外形寸法がベッド(925)の作業領域を定義する。
コンピュータ数値制御機械(905)のベッド(925)はその上で積層物体(405)が作られるコンポーネントである。ベッド(925)は独自のサブコンポーネントを持つ複合コンポーネントである。他の例では、サブコンポーネントは各物体が生産されるのを促進するためにオプションにするか様々な組み合わせで使用する場合がある。水平X軸とY軸での空間の外形寸法がベッド(925)の作業領域を定義する。
この例では、ベッド(925)はリボン塗布ヘッド(965)と連動してXとY軸方向に横断することができる。他の例では、ベッド(925)が固定される場合がある。ベッド(925)は垂直方向に移動して間隔を設定する。そこで垂直の間隔はコンピュータ数値制御機械(905)にプログラムされたデジタル仕様で操作することができ多数のフィーダーカセット(1405)からディスペンスされる連続リボンおよびリボン形態の材料のマイクロラミネーション用の要件と連動して作動する。
この例でのベッド(925)は切れ目のない厚板表面であるが、他の例ではベッド(925)の合計作業領域の様々な部分が複数のコンポーネントで形成された厚板表面を構成する場合がある。ベッド(925)の表面のコンポーネントにはフラットピンヘッドを使用して積層物体(405)のピン制御(945)を提供する下位領域が含まれる。
この例でのベッド(925)には1軸毎に0.1ミリメートル(mm)の精度までX軸とY軸両方で水平方向にスライドする能力を持つ横断ベッドがある。スライド限度は個別の軸のベッド(925)の幅もしくは長さの範囲である。この場合、この例でのベッド(925)には、X軸上のゼロから600ミリメートルプラスまたは600ミリメートルマイナスにスライドすることができる1200ミリメートル(mm)の幅がある。対角線方向の横断は両方の軸で同時にスライドさせることによって行われる。これはスライド移動を制御するコンピュータ数値制御機械(905)上にプログラムされたデジタル仕様に従って行われる。ベッド(925)は単方向または対角線方向の移動のためにX軸とY軸でスムーズで中断されない動作が操作できるようにベッド(925)の下にあるガイド上をスライドする精密ベアリングを使用してローラ−網920により取り付けられる。横断が同時にかつリボン塗布ヘッド(965)の移動とは独立して行われる場合がある。
ベッド(925)の垂直移動はベッド(925)、下のガイドおよびローラーの全体機構が純粋にZ軸で必要とされる通りに上下に移動することができるときに実現する。この移動は0.1mmの精度で制御可能である。この移動はプロセス全体を制御する主要なソフトウェアによって制御される油圧、空気圧または純粋に機械的な機構のオプションで開始される可能性もある。
ベッド(925)にはエアクッションや真空吸入によりその表面に追加された空気制御システムがある。クッションと真空装置の両方は同時には利用できないが、それらはエアクッションまたは真空を持続させるために必要なプロセス中に切り替え可能である。真空の持続はマイクロラミネーション用のメンブレインプレスに使用可能である。
エアクッションおよび真空機能はベッド(925)表面にある小さな穴から空気を吹き込む/吹き出すシステムを備えることによって実現される。コンプレッサー(935)はクッション性のための適切な量の表面への空気圧、またはマイクロラミネーション用に真空を持続するかプレスする適切な負圧を確保するために一連のバルブと圧力ガイドによりマスター操作を制御する。ベッド全体にはいずれかの機能用の穴があるが、他の実施態様ではベッド(925)の一部に穴がある場合もある。穴に接続した完全に密閉された領域で、空気圧は柔軟性のある配管経由で生成され、また配管を通すキャタピラースタイルの連続経路経由でベッド(925)の下側まで搬送される。配管はベッド(925)の横断と移動と共に移動し、切れ目のない制御を保持する。メンブレインプレスについては、ベッド(925)上に構築される物体に対しメンブレインによってかけられる目標の圧力に適合するように真空圧の量が増加される。
この例については、ピンベッドは全ベッド表面の一部分を占めている。ピンヘッドが1つの平面で水平であるときに連続した平坦面を形成するように複数のピンヘッドで出来ている。しかしながら、各ピンヘッドは0.1ミリメートルの精度で上下に動くように個別に作動させることができる。これらピンヘッドの各自の相対的な高さによって、機械的圧力により表面を作成するために使用されるピンベッドの玩具に類似する3-Dでボクセル連続面を作成することができる。ピンベッドの玩具ではピンは指でかける圧力を変化させて容易に移動することができるが、このピンベッドの場合には、ピンヘッドによって形成されたベッドの領域は剛性を維持することができるのでマイクロラミネーション用のプレスのいずれかからの圧力に耐久することができる。同様にピンベッドはマイクロラミネーション中の圧力下で移動することなく可変の高さで剛性を保持することができる。この剛性は油圧制御によって実現されるが、他の実施態様では、コンピュータ数値制御機械(905)上にプログラムされたデジタル仕様に従って管理される空気圧または機械式作動の制御である。
この例では、各フラットピンヘッドは正方形であり、1つの平面で平坦な時に周囲にある他のピンヘッドと隙間なくかみ合う。ピンヘッドの面積は100平方センチメートル(10センチ×10センチ)を超えない。他の例では、ピンヘッドの面積はコンピュータ数値制御機械(905)上にプログラムされたデジタル仕様を実装するために必要な小さめの正方形モジュールまで縮小させる場合がある。ピンヘッドは穴を組み込み、必要に応じてエアクッションまたは真空用の空気制御システムへアクセスできないように密閉する。
モジュール化したメンブレインの例
この例では、このベッド(925)には延伸により剛性が付与されたメンブレインがある。このメンブレイン材料はベッド(925)上方の制御された形状を定義するためにベッド(925)に要求される通り上昇され膨張させられる。メンブレイン材料は複数の膜で作られた風船のようなものである。膨張時と縮小時の形状、膨張の範囲および膨張時の剛性はコンプレッサー(935)により制御される。別の実施態様の例示によれば、メンブレイン材料はベッド全体を置き換える場合がある。
この例では、このベッド(925)には延伸により剛性が付与されたメンブレインがある。このメンブレイン材料はベッド(925)上方の制御された形状を定義するためにベッド(925)に要求される通り上昇され膨張させられる。メンブレイン材料は複数の膜で作られた風船のようなものである。膨張時と縮小時の形状、膨張の範囲および膨張時の剛性はコンプレッサー(935)により制御される。別の実施態様の例示によれば、メンブレイン材料はベッド全体を置き換える場合がある。
図面を含む上記の実施態様は、本発明の例であり、本発明の例示を提供するに過ぎない。他の実施態様は当業者には明らかであろう。したがって、本発明の範囲は供与された実施例によってではなく添付の特許請求の範囲およびその法的均等物によって決定されるものとする。
工業上の適用性
本発明は製造業への適用を有する。
本発明は製造業への適用を有する。
Claims (11)
- 積層付加製造を使用した製品を製造する方法であり、
第一の材料による多数の連続リボン、続いて固体状態の第一の材料、多数の異なる幅から成る多数の連続リボンを準備する、
各フィーダーカセットが一巻きの連続リボンを保持し、各フィーダーカセットがスリット続いてフィーダーカセットを通して連続リボンをディスペンスするように構成された多数のフィーダーカセットがあるようにフィーダーカセット内に保持されたスプール上へ多数の連続リボンにある各連続リボンを圧延する、
多数のフィーダーカセット内の各フィーダーカセットをコンピュータ数値制御機械の係合ドック上に装着する、
最初の部分の固体状態を維持しながら多数のフィーダーカセット中の最初のフィーダーカセットから連続リボンの最初の部分をコンピュータ数値制御機械の上方にディスペンスする、
最初の部分をコンピュータ数値制御機械にプログラムされたデジタル仕様に従った長さおよび最終形状を備えるように切断する、また
追加部分のそれぞれがコンピュータ数値制御機械にプログラムされたデジタル仕様に従って以前にディスペンスされた部分または以前にディスペンスされた部分の上に追加された部分を備えた突合せ継手を持っているような多数のフィーダーカセット中の1つまたは複数のフィーダーカセットから連続リボンの追加部分をディスペンス、切断および塗布することによって積層物体を作成する、
手順から構成される方法。 - 突合せ継手が組み上げられた接続を形成するために突合せ継手の上に塗布された次の層に覆われるように連続リボンの追加部分がディスペンスされる、請求項1に記載の方法。
- さらに木材ベニヤ、金属、プラスチック、コルク、皮革、織物、繊維およびこれらの組み合わせから成るグループから第一の材料を選択する手順を追加的に含む、請求項1に記載の方法。
- 各連続リボンは上面と底面を含み、接着剤を前述の底部に追加する手順を追加的に含む、請求項1に記載の方法。
- 各連続リボンは上面と底面を含み、底面に無線周波数識別タグを取り付ける手順を追加的に含む、
請求項1に記載の方法。 - 粒子を使用して多数の連続リボンの最低1つの連続リボンに噴霧する手順、続いて電気導体、電気絶縁体、塗料、染料、顔料、化学的反応剤から成るグループ選択された粒子、および浸透剤を追加的に含む、請求項1に記載の方法。
- 連続リボンの追加部分のディスペンス、切断および塗布の操作を完了するに先立ち積層物体を圧延する手順を追加的に含む、請求項1に記載の方法。
- 第二の材料による連続リボン、続いて固体状態の第二の材料、第一の材料とは異なる第二の材料を準備する、
第二のフィーダーカセットが一巻きの連続リボンを保持するように第二のフィーダーカセット内に保持されたスプール上へ第二の材料による連続リボンに連続リボンを圧延する、
第二の材料の連続リボンを保持する第二のフィーダーカセットをコンピュータ数値制御機械の係合ドック上に装着する、
第二の材料の固体状態を維持しながら前述の第二のフィーダーカセットにあるスリットを通して第二の材料による連続リボンの測定長を以前にディスペンスされた部分の上へディスペンスする、
コンピュータ数値制御機械にプログラムされたデジタル仕様の指示に従って最終形状に適合するように測定された長さを切断する、
手順を追加的に含む請求項1に記載の方法。 - 請求項8に記載の方法により製造された製品であって、第一の材料および第二の材料の最低1つの層を含み、各層は固体状態を構成する製品。
- 請求項1に記載の方法により製造された製品であって、第一の材料の層を含み、各層は固体状態を構成する製品。
- 請求項1に記載の方法を実施するための装置であって、
ベッドを含み、コンピュータ数値制機械上にプログラムされたデジタル仕様で操作されるコンピュータ数値制御機械、デジタル仕様に従って連続リボンの最初の部分および連続リボンの追加部分を位置決めするように操作可能なコンピュータ数値制御機械、
ベッド上方の位置で多数のフィーダーカセットを保持する係合ドック、
フィーダーカセットからの連続リボンの最初の部分および連続リボンの追加の部分をディスペンス、切断および塗布するように構成されたリボン塗布ヘッド、続いてデジタル仕様による制御に応答するリボン塗布ヘッド、
リボン塗布ヘッドに電力を供給するように構成されたモーター、続いてデジタル仕様による制御に応答するモーター、および
連続リボンの最初の部分と連続リボンの追加部分のそれぞれをデジタル仕様の指示に従った長さと最終形状に切断するように構成されたブレード、
を含む装置。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461935821P | 2014-02-04 | 2014-02-04 | |
| US61/935,821 | 2014-02-04 | ||
| US201461943894P | 2014-02-24 | 2014-02-24 | |
| US61/943,894 | 2014-02-24 | ||
| PCT/US2015/013380 WO2015119819A2 (en) | 2014-02-04 | 2015-01-28 | Device and method of manufacturing customizable three-dimensional objects |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017506177A true JP2017506177A (ja) | 2017-03-02 |
Family
ID=53778598
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016567453A Pending JP2017506177A (ja) | 2014-02-04 | 2015-01-28 | カスタマイズ可能な三次元オブジェクトの製造装置及びその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10261499B2 (ja) |
| EP (1) | EP3102411A4 (ja) |
| JP (1) | JP2017506177A (ja) |
| KR (1) | KR20160117503A (ja) |
| CN (1) | CN105960330A (ja) |
| CA (1) | CA2936932A1 (ja) |
| IL (1) | IL247023A0 (ja) |
| WO (1) | WO2015119819A2 (ja) |
Families Citing this family (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9511543B2 (en) | 2012-08-29 | 2016-12-06 | Cc3D Llc | Method and apparatus for continuous composite three-dimensional printing |
| US10160165B2 (en) * | 2015-04-06 | 2018-12-25 | Disney Enterprises, Inc. | Three-dimensional printer with an inverted cutting surface and a movable platform for creating layered objects |
| US10434712B1 (en) * | 2015-07-26 | 2019-10-08 | Andy Thien Tran | Modular automated additive manufacturing system |
| US10052813B2 (en) | 2016-03-28 | 2018-08-21 | Arevo, Inc. | Method for additive manufacturing using filament shaping |
| WO2017210490A1 (en) | 2016-06-01 | 2017-12-07 | Arevo, Inc. | Localized heating to improve interlayer bonding in 3d printing |
| US10543640B2 (en) | 2016-09-06 | 2020-01-28 | Continuous Composites Inc. | Additive manufacturing system having in-head fiber teasing |
| US10625467B2 (en) | 2016-09-06 | 2020-04-21 | Continuous Composites Inc. | Additive manufacturing system having adjustable curing |
| US20180065317A1 (en) | 2016-09-06 | 2018-03-08 | Cc3D Llc | Additive manufacturing system having in-situ fiber splicing |
| US10901386B2 (en) | 2016-09-06 | 2021-01-26 | Continuous Composites Inc. | Systems and methods for controlling additive manufacturing |
| US10759113B2 (en) | 2016-09-06 | 2020-09-01 | Continuous Composites Inc. | Additive manufacturing system having trailing cure mechanism |
| US10766594B2 (en) | 2016-11-03 | 2020-09-08 | Continuous Composites Inc. | Composite vehicle body |
| US20210094230A9 (en) | 2016-11-04 | 2021-04-01 | Continuous Composites Inc. | System for additive manufacturing |
| US10953598B2 (en) | 2016-11-04 | 2021-03-23 | Continuous Composites Inc. | Additive manufacturing system having vibrating nozzle |
| US10857726B2 (en) | 2017-01-24 | 2020-12-08 | Continuous Composites Inc. | Additive manufacturing system implementing anchor curing |
| US10040240B1 (en) | 2017-01-24 | 2018-08-07 | Cc3D Llc | Additive manufacturing system having fiber-cutting mechanism |
| US20180229092A1 (en) | 2017-02-13 | 2018-08-16 | Cc3D Llc | Composite sporting equipment |
| US10798783B2 (en) | 2017-02-15 | 2020-10-06 | Continuous Composites Inc. | Additively manufactured composite heater |
| CN110476165B (zh) * | 2017-02-27 | 2022-11-29 | 葳葳维尔股份有限公司 | Cad装置和计算机可读存储介质 |
| US11911958B2 (en) | 2017-05-04 | 2024-02-27 | Stratasys, Inc. | Method and apparatus for additive manufacturing with preheat |
| WO2018217650A1 (en) * | 2017-05-22 | 2018-11-29 | Arevo, Inc. | Methods and systems for three-dimensional printing of composite objects |
| US10814569B2 (en) | 2017-06-29 | 2020-10-27 | Continuous Composites Inc. | Method and material for additive manufacturing |
| US10589463B2 (en) | 2017-06-29 | 2020-03-17 | Continuous Composites Inc. | Print head for additive manufacturing system |
| DE102017118831A1 (de) * | 2017-08-17 | 2019-02-21 | Eos Gmbh Electro Optical Systems | Verfahren und Vorrichtung zum additiven Herstellen mindestens einer Bauteilschicht eines Bauteils und Speichermedium |
| CN107824960B (zh) * | 2017-11-17 | 2019-05-31 | 华中科技大学 | 一种基于五轴数控铣床的三维激光加工系统实现方法 |
| US10319499B1 (en) | 2017-11-30 | 2019-06-11 | Cc3D Llc | System and method for additively manufacturing composite wiring harness |
| US10131088B1 (en) | 2017-12-19 | 2018-11-20 | Cc3D Llc | Additive manufacturing method for discharging interlocking continuous reinforcement |
| US10857729B2 (en) | 2017-12-29 | 2020-12-08 | Continuous Composites Inc. | System and method for additively manufacturing functional elements into existing components |
| US11167495B2 (en) | 2017-12-29 | 2021-11-09 | Continuous Composites Inc. | System and method for additively manufacturing functional elements into existing components |
| US10759114B2 (en) | 2017-12-29 | 2020-09-01 | Continuous Composites Inc. | System and print head for continuously manufacturing composite structure |
| US10081129B1 (en) | 2017-12-29 | 2018-09-25 | Cc3D Llc | Additive manufacturing system implementing hardener pre-impregnation |
| US10919222B2 (en) | 2017-12-29 | 2021-02-16 | Continuous Composites Inc. | System and method for additively manufacturing functional elements into existing components |
| US11161300B2 (en) | 2018-04-11 | 2021-11-02 | Continuous Composites Inc. | System and print head for additive manufacturing system |
| US11110654B2 (en) | 2018-04-12 | 2021-09-07 | Continuous Composites Inc. | System and print head for continuously manufacturing composite structure |
| US11110656B2 (en) | 2018-04-12 | 2021-09-07 | Continuous Composites Inc. | System for continuously manufacturing composite structure |
| US11052603B2 (en) | 2018-06-07 | 2021-07-06 | Continuous Composites Inc. | Additive manufacturing system having stowable cutting mechanism |
| US11332942B2 (en) * | 2018-07-19 | 2022-05-17 | Form Robotics Inc. | System and method for automating construction and installation of surfaces in construction |
| DE102018119281A1 (de) * | 2018-08-08 | 2020-02-13 | Homag Bohrsysteme Gmbh | Verfahren zum Bearbeiten von Werkstücken |
| US20200086563A1 (en) | 2018-09-13 | 2020-03-19 | Cc3D Llc | System and head for continuously manufacturing composite structure |
| WO2020070677A1 (en) * | 2018-10-02 | 2020-04-09 | Dongming Hu | Hybrid manufacturing apparatus |
| US11235522B2 (en) | 2018-10-04 | 2022-02-01 | Continuous Composites Inc. | System for additively manufacturing composite structures |
| US11325304B2 (en) | 2018-10-26 | 2022-05-10 | Continuous Composites Inc. | System and method for additive manufacturing |
| EP3650184B1 (de) * | 2018-11-08 | 2024-12-18 | Universität Kassel | Verfahren zur herstellung von bauteilen aus massivholz, endlosstrang aus massivholz für dieses verfahren und damit hergestelltes massivholzbauteil |
| US11358331B2 (en) | 2018-11-19 | 2022-06-14 | Continuous Composites Inc. | System and head for continuously manufacturing composite structure |
| US11420390B2 (en) | 2018-11-19 | 2022-08-23 | Continuous Composites Inc. | System for additively manufacturing composite structure |
| CN109278147B (zh) * | 2018-11-28 | 2020-12-29 | 福建农林大学 | 一种仿实木年轮炭的加工方法 |
| US20200238603A1 (en) | 2019-01-25 | 2020-07-30 | Continuous Composites Inc. | System for additively manufacturing composite structure |
| US20200376758A1 (en) | 2019-05-28 | 2020-12-03 | Continuous Composites Inc. | System for additively manufacturing composite structure |
| US11840022B2 (en) | 2019-12-30 | 2023-12-12 | Continuous Composites Inc. | System and method for additive manufacturing |
| CN111290314A (zh) * | 2020-02-20 | 2020-06-16 | 广东工业大学 | 一种柔性材料加工无线监控装置及其控制方法 |
| US11904534B2 (en) | 2020-02-25 | 2024-02-20 | Continuous Composites Inc. | Additive manufacturing system |
| FR3109369B1 (fr) * | 2020-04-20 | 2024-04-12 | Bruno Trapletti | Procédé de fabrication d’un aéronef et aéronef obtenu par sa mise en œuvre |
| US11760030B2 (en) | 2020-06-23 | 2023-09-19 | Continuous Composites Inc. | Systems and methods for controlling additive manufacturing |
| US11613080B2 (en) | 2020-09-11 | 2023-03-28 | Continuous Composites Inc. | Print head for additive manufacturing system |
| US11926099B2 (en) | 2021-04-27 | 2024-03-12 | Continuous Composites Inc. | Additive manufacturing system |
| US20230118530A1 (en) | 2021-10-20 | 2023-04-20 | Continuous Composites Inc. | Systems and methods for additive manufacturing |
| US12600084B2 (en) | 2022-05-12 | 2026-04-14 | Continuous Composites Inc. | Additive manufacturing system |
| CN115056478B (zh) * | 2022-06-09 | 2025-07-11 | 上海轮廓科技有限公司 | 制造3d打印材料的装置及包括该装置的3d打印机 |
| US12311598B2 (en) * | 2022-12-26 | 2025-05-27 | International Business Machines Corporation | 3D printing with combination of additive printing and laser beam machining |
| US12343932B2 (en) * | 2023-07-14 | 2025-07-01 | Thermwood Corporation | Methods and systems for creating structures from cut parts |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4508584A (en) * | 1983-12-01 | 1985-04-02 | The Ingersoll Milling Machine Company | Tape-laying head |
| US4752352A (en) * | 1986-06-06 | 1988-06-21 | Michael Feygin | Apparatus and method for forming an integral object from laminations |
| US5481083A (en) * | 1993-12-23 | 1996-01-02 | Cincinnati, Incorporated | System and method for stacking and laser cutting multiple layers of flexible material |
| US6165307A (en) * | 1998-03-05 | 2000-12-26 | The United States Of America As Represented By The Secretary Of The Army | Multi-component 3-dimensional energetics method and construction |
| US6478229B1 (en) | 2000-03-14 | 2002-11-12 | Harvey Epstein | Packaging tape with radio frequency identification technology |
| US7137182B2 (en) * | 2002-11-22 | 2006-11-21 | The Boeing Company | Parallel configuration composite material fabricator |
| US7769481B2 (en) * | 2005-12-23 | 2010-08-03 | The Boeing Company | Head assignment system and method |
| ES2308915B1 (es) | 2007-03-16 | 2009-10-29 | Ribawood S.A. | Panel estratificado termoconformable y procedimiento para su obtencion. |
| US8048253B2 (en) * | 2007-09-26 | 2011-11-01 | Fiberforge Corporation | System and method for the rapid, automated creation of advanced composite tailored blanks |
| EP2412759B1 (en) * | 2009-03-27 | 2019-02-27 | Mitsubishi Gas Chemical Company, Inc. | Method of storing resin solution and processes for producing prepreg and laminate |
| DK2314445T3 (en) | 2009-10-20 | 2018-06-06 | Vestas Wind Sys As | A method of making a composite body and a device for making a composite body |
-
2015
- 2015-01-28 JP JP2016567453A patent/JP2017506177A/ja active Pending
- 2015-01-28 CN CN201580006959.9A patent/CN105960330A/zh active Pending
- 2015-01-28 US US15/112,313 patent/US10261499B2/en active Active
- 2015-01-28 CA CA2936932A patent/CA2936932A1/en not_active Abandoned
- 2015-01-28 WO PCT/US2015/013380 patent/WO2015119819A2/en not_active Ceased
- 2015-01-28 KR KR1020167023220A patent/KR20160117503A/ko not_active Withdrawn
- 2015-01-28 EP EP15746793.7A patent/EP3102411A4/en not_active Withdrawn
-
2016
- 2016-07-31 IL IL247023A patent/IL247023A0/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160117503A (ko) | 2016-10-10 |
| IL247023A0 (en) | 2016-09-29 |
| EP3102411A4 (en) | 2017-11-29 |
| WO2015119819A3 (en) | 2015-11-12 |
| CA2936932A1 (en) | 2015-08-13 |
| US10261499B2 (en) | 2019-04-16 |
| WO2015119819A2 (en) | 2015-08-13 |
| US20160332369A1 (en) | 2016-11-17 |
| EP3102411A2 (en) | 2016-12-14 |
| CN105960330A (zh) | 2016-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017506177A (ja) | カスタマイズ可能な三次元オブジェクトの製造装置及びその製造方法 | |
| EP3102426B1 (en) | Manufacturing of decorative workpieces by inkjet | |
| EP3102425B1 (en) | Manufacturing of decorative workpieces by inkjet | |
| CN103085291A (zh) | 生产复合材料填料的方法和设备 | |
| Stump et al. | Integrating lean and other strategies for mass customization manufacturing: a case study | |
| JP6512460B2 (ja) | 繊維強化加法的製造の方法 | |
| US20200329814A1 (en) | Optimized three dimensional printing using ready-made supports | |
| US10618216B2 (en) | 3D printing of rolled materials | |
| EP2909032B1 (en) | Method and apparatus for making double panels | |
| CN105263720B (zh) | 生产具有木质材料自然曲率边缘的强化木地板的方法 | |
| Henke et al. | Individual layer fabrication (ILF): a novel approach to additive manufacturing by the use of wood | |
| CA2880159C (en) | Single layer scattering of powder surfaces | |
| US20170334237A1 (en) | Method for the production of grounded panels and panel | |
| JP6910676B2 (ja) | 立体造形物及び平面画像の立体化法 | |
| US10955357B2 (en) | Method for producing an OSB | |
| EP1791683B2 (en) | Method for manufacturing products based on wood powder | |
| EP2855117B1 (en) | Method and device for layer-by-layer forming an object | |
| EP2380747B1 (de) | Verfahren zum Bereitstellen von Paneelen | |
| RU2558429C2 (ru) | Способ и устройство для производства бесконечной ленты из блока волокнистого материала, в частности деревянного блока, бесконечная лента и блок волокнистого материала | |
| HK1227811A1 (en) | Device and method of manufacturing customizable three-dimensional objects | |
| WO2003072351A1 (en) | Composite material paneling and method of making same | |
| JP2017177473A (ja) | 木質系化粧材の製造方法 | |
| US20180257304A1 (en) | Fabrication management system and fabrication management control apparatus | |
| KR20160022332A (ko) | 건축물용 몰딩재의 제조방법 및 제조장치 | |
| CN112118770A (zh) | 用于制造家具部件的方法 |