JP2017508877A - 粉末に基づく付加製造プロセスにおいて使用されるガンマプライム析出強化ニッケル基超合金 - Google Patents
粉末に基づく付加製造プロセスにおいて使用されるガンマプライム析出強化ニッケル基超合金 Download PDFInfo
- Publication number
- JP2017508877A JP2017508877A JP2016542676A JP2016542676A JP2017508877A JP 2017508877 A JP2017508877 A JP 2017508877A JP 2016542676 A JP2016542676 A JP 2016542676A JP 2016542676 A JP2016542676 A JP 2016542676A JP 2017508877 A JP2017508877 A JP 2017508877A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- slm
- nickel
- mass
- additive manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/45—Others, including non-metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/10—Micron size particles, i.e. above 1 micrometer up to 500 micrometer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Plasma & Fusion (AREA)
- Automation & Control Theory (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
本発明は、選択的レーザー溶融(SLM)又は電子ビーム溶解(EBM)などの粉末に基づく付加製造による三次元物品の製造技術に関する。特に、本発明は、ほぼクラックのない部品を製造するための変性された化学組成を有するIN738LCに基づくNi基超合金粉末を含有する高耐酸化性の高ガンマプライム(γ’)析出物について言及する。
約5質量%を上回るAl及びTiの組み合わせたフラクションを有するガンマプライム(γ’)析出強化ニッケル基超合金は、それらのマイクロクラック感受性のために溶接することが非常に困難であることが知られている。IN738LC、MARM−M247又はCM247LCなどのこれらの超合金の溶接の間のマイクロクラックは、その後の熱処理における熱影響部(HAZ)における沈殿物又は低融点共晶の液化、延性低下割れ(ductility dip cracking)(DDC)又は歪時効割れ(strain-age cracking)に起因する。
本発明の課題は、低下した高温クラッキング傾向を有する三次元物品の付加製造(SLM、EBM)のための高ガンマプライム析出含有率を有するニッケル基超合金粉末を提供し、かかる物品の製造に適したプロセスパラメータを開示することである。本発明による粉末の変性された組成は、以下の特性(質量%)を有する公知の市販のInconel 738(IN738LC)粉末に基づく:15.7〜16.3のCr、8.0〜9.0のCo、1.5〜2.0のMo、2.4〜2.8のW、1.5〜2.0のTa、3.2〜3.7のAl、2.2〜3.7のTi、0.6〜1.1のNb、0.09〜0.13のC、0.007〜0.012のB、0.03〜0.08のZr、最大0.3のSi、残部のNi及び不可避の残留元素(不純物)。

PL:レーザー出力[W]
VS:走査速度[mm/s]
DB:レーザービーム径[mm])。
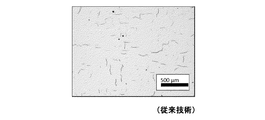
上記のように、ガンマプライム(γ’)析出強化ニッケル基超合金の高Al及びTi含有率は、クラッキングの主な理由ではなく、SLM加工されたIN738LC粉末の高温クラッキング感受性は従来の溶接性チャートによって予測できないことが判明した。対照的に、特定の少量/微量の元素(Zr、Si)の厳密な制御だけでなく、10μm〜100μmの粉末粒度分布及び球状形態を有する粉末を使用することも必要である。
Claims (9)
- 三次元物品の付加製造のための高ガンマプライム析出含有率を有するニッケル基超合金粉末であって、以下の化学組成(質量%):15.7〜16.3のCr、8.0〜9.0のCo、1.5〜2.0のMo、2.4〜2.8のW、1.5〜2.0のTa、3.2〜3.7のAl、2.2〜3.7のTi、0.6〜1.1のNb、0.09〜0.13のC、0.007〜0.012のB、0.004≦Zr<0.03、0.001≦Si<0.03、残部のNi及び不可避の残留元素を有し、且つ10μm〜100μmの粉末粒径分布及び球状形態を有することを特徴とする、前記ニッケル基超合金粉末。
- Si含有率が最大0.02質量%であることを特徴とする、請求項1に記載のニッケル基超合金粉末。
- Zr含有率が最大0.02質量%であることを特徴とする、請求項1に記載のニッケル基超合金粉末。
- 請求項1から3までのいずれか1項に記載のニッケル基超合金粉末を用いる三次元物品の付加製造のためのSLMプロセスであって、物品の層ごとの積層の間のレーザー出力PL、走査速度Vs及びレーザービーム径DBが、レーザー領域エネルギー密度EDが0.5〜10J/mm2の範囲にあるように適用されることを特徴とする、前記SLMプロセス。
- レーザー領域エネルギー密度EDが0.8〜5J/mm2であることを特徴とする、請求項4に記載のSLMプロセス。
- レーザー領域エネルギー密度EDが1〜3.5J/mm2であることを特徴とする、請求項5に記載のSLMプロセス。
- 層を、0.01〜0.1mmの範囲のそれぞれの層の厚さで適用することを特徴とする、請求項4に記載のSLMプロセス。
- 層を、0.02〜0.05mmの範囲のそれぞれの層の厚さで適用することを特徴とする、請求項7に記載のSLMプロセス。
- 層を、0.03〜0.04mmの範囲のそれぞれの層の厚さで適用することを特徴とする、請求項8に記載のSLMプロセス。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13199285.1A EP2886225B1 (en) | 2013-12-23 | 2013-12-23 | Gamma prime precipitation strengthened nickel-base superalloy for use in powder based additive manufacturing process |
| EP13199285.1 | 2013-12-23 | ||
| PCT/EP2014/077060 WO2015096980A1 (en) | 2013-12-23 | 2014-12-09 | Gamma prime precipitation strengthened nickel-base superalloy for use in powder based additive manufacturing process |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017508877A true JP2017508877A (ja) | 2017-03-30 |
Family
ID=49886740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016542676A Pending JP2017508877A (ja) | 2013-12-23 | 2014-12-09 | 粉末に基づく付加製造プロセスにおいて使用されるガンマプライム析出強化ニッケル基超合金 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170021453A1 (ja) |
| EP (1) | EP2886225B1 (ja) |
| JP (1) | JP2017508877A (ja) |
| KR (1) | KR20160101972A (ja) |
| CN (1) | CN105828983B (ja) |
| WO (1) | WO2015096980A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020143311A (ja) * | 2019-03-04 | 2020-09-10 | 日立金属株式会社 | 積層造形体および積層造形体の製造方法 |
| KR20210003838A (ko) * | 2018-04-25 | 2021-01-12 | 사티야제에트 샤르마 | 적층 제조용 분말 조성물 |
| CN113490561A (zh) * | 2019-03-12 | 2021-10-08 | 川崎重工业株式会社 | 造形体制造方法及造形体 |
| JP2022500557A (ja) * | 2018-09-13 | 2022-01-04 | オベール エ デュヴァル | ニッケル基超合金 |
| JP2023044150A (ja) * | 2021-09-17 | 2023-03-30 | 国立大学法人東北大学 | 3次元造形物の製造方法 |
| JPWO2023167231A1 (ja) * | 2022-03-04 | 2023-09-07 | ||
| JP2023165111A (ja) * | 2022-05-02 | 2023-11-15 | セイコーエプソン株式会社 | 三次元造形装置、情報処理装置、及び情報処理方法 |
Families Citing this family (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3120953A1 (en) | 2015-07-21 | 2017-01-25 | General Electric Technology GmbH | High temperature nickel-base superalloy for use in powder based manufacturing process |
| EP3153253B1 (en) | 2015-10-05 | 2021-01-13 | Ansaldo Energia IP UK Limited | Method for treatment of metallic powder for selective laser melting |
| US10378087B2 (en) | 2015-12-09 | 2019-08-13 | General Electric Company | Nickel base super alloys and methods of making the same |
| US10422026B2 (en) | 2016-04-28 | 2019-09-24 | Siemens Energy, Inc. | Process and product for forming gamma prime precipitation strengthened superalloys |
| EP3257956B2 (en) | 2016-06-13 | 2022-02-16 | General Electric Technology GmbH | Ni-base superalloy composition and method for slm processing such ni-base superalloy composition |
| US10221468B2 (en) | 2016-06-30 | 2019-03-05 | General Electric Company | Article and additive manufacturing method for making |
| US10294556B2 (en) | 2016-07-01 | 2019-05-21 | United Technologies Corporation | Metallurgical process with nickel-chromium superalloy |
| EP3305444A1 (en) | 2016-10-08 | 2018-04-11 | Ansaldo Energia IP UK Limited | Method for manufacturing a mechanical component |
| EP3323531A1 (en) * | 2016-11-18 | 2018-05-23 | Ansaldo Energia IP UK Limited | Method for manufacturing a mechanical component |
| CN107127343A (zh) * | 2017-05-05 | 2017-09-05 | 桂林电子科技大学 | 一种镍基合金结构件的电子束增材制造方法 |
| GB2565063B (en) * | 2017-07-28 | 2020-05-27 | Oxmet Tech Limited | A nickel-based alloy |
| CN108044123B (zh) * | 2017-11-14 | 2020-03-31 | 中国航发北京航空材料研究院 | 一种具有定向凝固组织的Nb-Si-Ti合金制备方法 |
| CN108044124B (zh) * | 2017-11-14 | 2020-03-27 | 中国航发北京航空材料研究院 | 具有层片状组织定向排列特征的近共晶Nb-Si-Mo合金制备方法 |
| CN107971491B (zh) * | 2017-11-28 | 2020-01-07 | 北京航空航天大学 | 一种消除电子束选区熔化增材制造镍基高温合金零部件微裂纹的方法 |
| EP3604571A1 (en) * | 2018-08-02 | 2020-02-05 | Siemens Aktiengesellschaft | Metal composition |
| US11426818B2 (en) | 2018-08-10 | 2022-08-30 | The Research Foundation for the State University | Additive manufacturing processes and additively manufactured products |
| GB201817361D0 (en) | 2018-10-25 | 2018-12-12 | Rolls Royce Plc | Powder alloy composition, gas turbine engine component and method for manufacture of the same |
| US10577679B1 (en) | 2018-12-04 | 2020-03-03 | General Electric Company | Gamma prime strengthened nickel superalloy for additive manufacturing |
| DE102019201095A1 (de) | 2019-01-29 | 2020-07-30 | Friedrich-Alexander-Universität Erlangen-Nürnberg | Nickelbasislegierung für Hochtemperaturanwendungen und Verfahren |
| JP7141967B2 (ja) * | 2019-03-12 | 2022-09-26 | 川崎重工業株式会社 | 造形体製造方法、中間体および造形体 |
| CN110303163B (zh) * | 2019-05-23 | 2022-03-11 | 中国人民解放军第五七一九工厂 | 一种高强高抗裂性激光增材修复用复合粉末及制备方法 |
| GB2584654B (en) | 2019-06-07 | 2022-10-12 | Alloyed Ltd | A nickel-based alloy |
| GB2587635B (en) | 2019-10-02 | 2022-11-02 | Alloyed Ltd | A Nickel-based alloy |
| CN111438355B (zh) * | 2020-04-13 | 2022-02-22 | 河北晟华新材料科技有限公司 | 一种铬铝硅靶材及其制备方法 |
| WO2021209130A1 (en) * | 2020-04-16 | 2021-10-21 | Eos Gmbh | Nickel base superalloy for additive manufacturing |
| CN111906311B (zh) * | 2020-08-30 | 2021-05-28 | 中南大学 | 一种预防选区激光熔融镍基高温合金开裂的方法 |
| JP7702237B2 (ja) * | 2020-09-11 | 2025-07-03 | 川崎重工業株式会社 | 造形体製造方法、中間体および造形体 |
| CN116323040A (zh) * | 2020-09-29 | 2023-06-23 | 西门子股份公司 | 3d打印粉末以及3d打印方法 |
| CN112371996A (zh) * | 2020-10-15 | 2021-02-19 | 航天海鹰(哈尔滨)钛业有限公司 | 一种基于激光选区熔化成形技术制备k418镍基高温合金增压涡轮的方法 |
| CN112095036B (zh) | 2020-11-19 | 2021-02-09 | 中国航发上海商用航空发动机制造有限责任公司 | 具有拉伸低各向异性的成形件、成形方法及其成形粉末 |
| CN112095037B (zh) | 2020-11-19 | 2021-02-09 | 中国航发上海商用航空发动机制造有限责任公司 | 具有高温持久低各向异性的成形件、成形方法及成形粉末 |
| CN112605395B (zh) * | 2020-11-24 | 2022-04-22 | 北京星航机电装备有限公司 | 一种gh4099镍基合金构件的激光沉积成形工艺方法 |
| CN112809021B (zh) * | 2020-12-22 | 2022-08-09 | 南京晨光集团有限责任公司 | 一种激光增材制造40CrNi2Si2MoVA合金钢的打印及后处理方法 |
| CN112828306A (zh) * | 2020-12-30 | 2021-05-25 | 南方科技大学 | 一种减少沉淀强化镍基高温合金热裂的激光粉床熔融成形方法 |
| CN112921206B (zh) * | 2021-01-20 | 2021-12-28 | 北京钢研高纳科技股份有限公司 | 增材制造用高γ′含量镍基高温合金粉末、其使用方法、镍基高温合金构件 |
| CN112893872B (zh) * | 2021-01-20 | 2023-11-21 | 飞而康快速制造科技有限责任公司 | 一种镍基高温合金激光选区熔化成形的方法 |
| EP4063045A1 (de) | 2021-03-22 | 2022-09-28 | Siemens Energy Global GmbH & Co. KG | Nickelbasis-legierungszusammensetzung für bauteile mit reduzierter rissneigung und optimierten hochtemperatureigenschaften |
| CN113477940A (zh) * | 2021-05-20 | 2021-10-08 | 暨南大学 | 一种激光增材制造石墨烯增强镍基复合材料的方法及石墨烯增强镍基复合材料 |
| CN113649594B (zh) * | 2021-08-13 | 2022-08-19 | 东北大学 | 一种激光增材制造24CrNiMo合金钢的热等静压方法 |
| CN115369287B (zh) * | 2022-07-21 | 2023-07-28 | 南昌大学 | 一种应用于高温大气环境的改性镍基高温合金in625涂层的制备方法 |
| CN116445765A (zh) * | 2022-12-06 | 2023-07-18 | 苏州三峰激光科技有限公司 | 一种增材制造用高温合金及其增材制造方法 |
| CN119040677B (zh) * | 2024-07-15 | 2025-05-06 | 中国矿业大学 | 一种增材制造镍基高温合金的方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003342617A (ja) * | 2002-05-30 | 2003-12-03 | Mitsubishi Heavy Ind Ltd | 耐熱合金製補修高温部品、Ni基耐熱合金製補修ガスタービン翼、Ni基耐熱合金製ガスタービン翼の補修方法および耐熱合金製ガスタービン動翼の補修方法 |
| JP2005506458A (ja) * | 2001-09-22 | 2005-03-03 | アルストム テクノロジー リミテッド | MCrAlY被覆をエピタキシャル成長させる方法およびMCrAlY被覆で被覆された物品 |
| WO2011122342A1 (ja) * | 2010-03-29 | 2011-10-06 | 株式会社日立製作所 | Ni基合金、並びにそれを用いたガスタービン動翼及び静翼 |
| US20130228302A1 (en) * | 2011-11-04 | 2013-09-05 | Alstom Technology Ltd | Process for the production of articles made of a gamma-prime precipitation-strengthened nickel-base superalloy by selective laser melting (slm) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1418013B1 (en) * | 2002-11-08 | 2005-01-19 | Howmedica Osteonics Corp. | Laser-produced porous surface |
| JP2004303909A (ja) * | 2003-03-31 | 2004-10-28 | Tdk Corp | 希土類永久磁石の製造方法、希土類永久磁石 |
| US6902633B2 (en) * | 2003-05-09 | 2005-06-07 | General Electric Company | Nickel-base-alloy |
| DE102009050563A1 (de) | 2009-10-23 | 2011-01-27 | Mtu Aero Engines Gmbh | Nickelbasislegierung und Verfahren zur generativen Herstellung und/oder Reparatur von Bauteilen |
| JP5696995B2 (ja) * | 2009-11-19 | 2015-04-08 | 独立行政法人物質・材料研究機構 | 耐熱超合金 |
| US8449262B2 (en) * | 2009-12-08 | 2013-05-28 | Honeywell International Inc. | Nickel-based superalloys, turbine blades, and methods of improving or repairing turbine engine components |
-
2013
- 2013-12-23 EP EP13199285.1A patent/EP2886225B1/en active Active
-
2014
- 2014-12-09 CN CN201480070717.1A patent/CN105828983B/zh active Active
- 2014-12-09 JP JP2016542676A patent/JP2017508877A/ja active Pending
- 2014-12-09 KR KR1020167019023A patent/KR20160101972A/ko not_active Withdrawn
- 2014-12-09 US US15/107,001 patent/US20170021453A1/en not_active Abandoned
- 2014-12-09 WO PCT/EP2014/077060 patent/WO2015096980A1/en not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005506458A (ja) * | 2001-09-22 | 2005-03-03 | アルストム テクノロジー リミテッド | MCrAlY被覆をエピタキシャル成長させる方法およびMCrAlY被覆で被覆された物品 |
| JP2003342617A (ja) * | 2002-05-30 | 2003-12-03 | Mitsubishi Heavy Ind Ltd | 耐熱合金製補修高温部品、Ni基耐熱合金製補修ガスタービン翼、Ni基耐熱合金製ガスタービン翼の補修方法および耐熱合金製ガスタービン動翼の補修方法 |
| WO2011122342A1 (ja) * | 2010-03-29 | 2011-10-06 | 株式会社日立製作所 | Ni基合金、並びにそれを用いたガスタービン動翼及び静翼 |
| US20130228302A1 (en) * | 2011-11-04 | 2013-09-05 | Alstom Technology Ltd | Process for the production of articles made of a gamma-prime precipitation-strengthened nickel-base superalloy by selective laser melting (slm) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210003838A (ko) * | 2018-04-25 | 2021-01-12 | 사티야제에트 샤르마 | 적층 제조용 분말 조성물 |
| JP2021521341A (ja) * | 2018-04-25 | 2021-08-26 | シャルマ, サティヤジートSHARMA, Satyajeet | 付加製造のための粉末組成物 |
| JP2023123497A (ja) * | 2018-04-25 | 2023-09-05 | シャルマ,サティヤジート | 付加製造のための粉末組成物 |
| JP7616579B2 (ja) | 2018-04-25 | 2025-01-17 | シャルマ,サティヤジート | 付加製造のための粉末組成物 |
| KR102736175B1 (ko) * | 2018-04-25 | 2024-12-02 | 사티야제에트 샤르마 | 적층 제조용 분말 조성물 |
| US12000025B2 (en) | 2018-04-25 | 2024-06-04 | Satyajeet Sharma | Powder composition for additive manufacturing |
| JP7511546B2 (ja) | 2018-09-13 | 2024-07-05 | オベール エ デュヴァル | ニッケル基超合金 |
| JP2022500557A (ja) * | 2018-09-13 | 2022-01-04 | オベール エ デュヴァル | ニッケル基超合金 |
| WO2020179724A1 (ja) * | 2019-03-04 | 2020-09-10 | 日立金属株式会社 | 積層造形体および積層造形体の製造方法 |
| JP2020143311A (ja) * | 2019-03-04 | 2020-09-10 | 日立金属株式会社 | 積層造形体および積層造形体の製造方法 |
| US12280425B2 (en) | 2019-03-04 | 2025-04-22 | Proterial, Ltd. | Additive manufacturing article and method for producing additive manufacturing article |
| JP7521174B2 (ja) | 2019-03-04 | 2024-07-24 | 株式会社プロテリアル | 積層造形体および積層造形体の製造方法 |
| CN113490561A (zh) * | 2019-03-12 | 2021-10-08 | 川崎重工业株式会社 | 造形体制造方法及造形体 |
| JP2023044150A (ja) * | 2021-09-17 | 2023-03-30 | 国立大学法人東北大学 | 3次元造形物の製造方法 |
| JP7589859B2 (ja) | 2022-03-04 | 2024-11-26 | 株式会社プロテリアル | 積層造形用Ni基合金粉末、積層造形品、及び積層造形品の製造方法 |
| WO2023167231A1 (ja) * | 2022-03-04 | 2023-09-07 | 株式会社プロテリアル | 積層造形用Ni基合金粉末、積層造形品、及び積層造形品の製造方法 |
| JPWO2023167231A1 (ja) * | 2022-03-04 | 2023-09-07 | ||
| JP2023165111A (ja) * | 2022-05-02 | 2023-11-15 | セイコーエプソン株式会社 | 三次元造形装置、情報処理装置、及び情報処理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160101972A (ko) | 2016-08-26 |
| CN105828983A (zh) | 2016-08-03 |
| WO2015096980A1 (en) | 2015-07-02 |
| US20170021453A1 (en) | 2017-01-26 |
| EP2886225B1 (en) | 2017-06-07 |
| EP2886225A1 (en) | 2015-06-24 |
| CN105828983B (zh) | 2019-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017508877A (ja) | 粉末に基づく付加製造プロセスにおいて使用されるガンマプライム析出強化ニッケル基超合金 | |
| JP5840593B2 (ja) | 耐熱超合金から構成される部品もしくはクーポンの製造方法 | |
| CN103084573B (zh) | 通过SLM生产由γ'沉淀强化镍基超合金制成的物品的过程 | |
| JP6499546B2 (ja) | 積層造形用Ni基超合金粉末 | |
| RU2566117C2 (ru) | Способ изготовления трехмерного изделия | |
| EP2949768B1 (en) | Gamma prime precipitation strengthened nickel-base superalloy for use in powder based additive manufacturing process | |
| JP6875430B2 (ja) | 高ガンマプライムニッケル基超合金、その使用、及びタービンエンジン構成要素を作製する方法 | |
| US20170021415A1 (en) | High temperature nickel-base superalloy for use in powder based manufacturing process | |
| Carter | Selective laser melting of nickel superalloys for high temperature applications | |
| US20180002785A1 (en) | Article and additive manufacturing method for making | |
| JP2019516014A (ja) | アルミニウム、コバルト、ニッケル及びチタンのfcc材料並びにそれから製造される生成物 | |
| JP2024539713A (ja) | 粉末ベースの付加製造のための耐亀裂性Co-Ni-Cr-W-La合金 | |
| Zhang et al. | Sensitivity of liquation cracking to deposition parameters and residual stresses in laser deposited IN718 alloy | |
| CN109906279A (zh) | 不具有钛的超合金,粉末,方法和构件 | |
| JP2017519643A (ja) | 展性ホウ素担持ニッケル系溶接材料 | |
| JP7148026B1 (ja) | 積層造形用Ni基合金粉末、積層造形物および積層造形物の製造方法 | |
| WO2023027054A1 (ja) | ニッケル基超合金及びその粉末、並びにニッケル基超合金造形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20171107 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181218 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190708 |