JP2017510518A - 包装スリーブを予備折りする、装置および方法 - Google Patents
包装スリーブを予備折りする、装置および方法 Download PDFInfo
- Publication number
- JP2017510518A JP2017510518A JP2016553896A JP2016553896A JP2017510518A JP 2017510518 A JP2017510518 A JP 2017510518A JP 2016553896 A JP2016553896 A JP 2016553896A JP 2016553896 A JP2016553896 A JP 2016553896A JP 2017510518 A JP2017510518 A JP 2017510518A
- Authority
- JP
- Japan
- Prior art keywords
- folding
- packaging sleeve
- control rail
- sleeve
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/24—Breaking creases to facilitate setting-up cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/30—Shape of rigid or semi-rigid containers having a polygonal cross section
- B31B2110/35—Shape of rigid or semi-rigid containers having a polygonal cross section rectangular, e.g. square
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/002—Prebreaking
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Closing Of Containers (AREA)
Abstract
包装スリーブ(10)の予備折りのための装置(14)であって、包装スリーブ(10)の底面(8)を予備折りする、折曲げツール(27)を有する少なくとも1つの折曲げデバイス(23”)と、包装スリーブ(10)のゲーブル面(9)を予備折りする、折曲げツール(27)を有する少なくとも1つの折曲げデバイス(23’)を備える、装置(14)が図示および説明される。コンパクトなシステムにおける包装スリーブ(10)のゲーブル面の精密かつ迅速な予備折りを実現するために、折曲げデバイス(23’、23”)がすべて垂直方向および水平方向に移動可能なように取り付けられることが提案される。さらに、包装スリーブ(10)を予備折りする方法が図示および説明される。【選択図】図2A
Description
本発明は、包装スリーブの予備折りのための装置であって、包装スリーブの底面を予備折りする、折曲げツールを有する少なくとも1つの折曲げデバイスと、包装スリーブのゲーブル面を予備折りする、折曲げツールを有する少なくとも1つの折曲げデバイスとを備える装置に関する。
本発明は、さらに、包装スリーブの予備折りのための方法に関する。
最も多様な手法で最も多様な材料から包装を生産することができる。広く用いられる可能な製造方法は、通常スコアラインを有するブランクを包装材料から生産し、そのブランクからまず包装スリーブが形成され、最後に折曲げステップおよびさらなるステップによって包装が形成されることにある。この変形形態には、とりわけ、ブランクが非常に平坦であり、したがって、省スペースになるように積み重ねできるという利点がある。このように、ブランクまたは包装スリーブは、包装スリーブの折曲げおよび充填が行われるのとは異なる場所で製造することができる。多くの場合、材料として、複合材料、例えば、紙、板、プラスチックまたは金属のいくつかの薄い層の複合体が用いられる。こうした包装は、具体的には、食品産業で広く用いられる。
包装スリーブが最後に折り曲げられ閉じられる前に、いわゆる予備折りが多くの場合に行われる。この場合、後続の最終の折曲げの間に必要な折り曲げる力を小さくするために、複合材料の個々の層が、設けられたスコアラインに沿って壊され、そのことから、「プレブレーキング」とも言われる。包装スリーブの予備折りにはさらに、さらなる利点がある。まず、予備折りは、最終の折曲げとは異なり、包装スリーブの殺菌および/または充填の前に行うことができ、そうすることで、予備折り中に、包装スリーブの内部に挿入される折曲げツールも使用することもできる。したがって、予備折り中は、両側に、すなわち、内側、さらに外側の両方から、折曲げツールを包装スリーブに作用させることが可能である。これは、衛生面の理由で、かろうじてやはり包装スリーブの殺菌および/または充填の後に可能である。両側に作用する折曲げツールを使用することによって、包装スリーブは特に精密に予備折りすることができ、具体的には、非常に精密な折曲げ縁部を生み出すことができる。さらに、特定の折曲げ方向は、予備折りすることによってすでに予め定めることができ、そうすることで、最終の折曲げのために特に単純なツールを使用することができる。これら単純なツールは、例えば、固定レールを備えることができ、その固定レールは、レールを越えて案内される包装スリーブの予備折り領域を折り曲げる。
例えば、カートンを折り曲げ、ミルクまたはジュースなどの液体で充填する、システムが特許文献1から知られている。記載されたシステムでは、包装スリーブは、回転式コンベヤチェーンに固定されたポケットを通して移動される。そのシステムは、包装スリーブを予備折り(「プレブレーキング」)するステーションも備える。まず、包装スリーブの上側領域が第1のステーション(「上部閉鎖プレブレーキングタレット6」)で予備折りされる。次いで、包装スリーブの下側領域は、第2のステーション(「底部閉鎖プレブレーカ8」)で予備折りされる。
特許文献1に記載されたシステムには、包装スリーブを予備折りするために別々の2つのステーションが必要になるという不利点がある。このことは、両方の予備折りステーションを収容できるようにするために、システムが特に大きい範囲を有しなければならないという結果になる。別の不利点は、包装スリーブの下側領域を予備折りするために使用される折曲げツールとは異なる折曲げツールが、包装スリーブの上側領域を予備折りするために使用されるということである。これは、とりわけ、包装スリーブは、上側領域の予備折り中は、円形の経路に沿って移動し、すなわち、回転移動を行い、下側領域の予備折り中は、直線に沿って移動、すなわち、並進を実行するということによるものである。しかし、多くの場合、異なる折曲げツールを使用すると質的に異なる折曲げ結果にもつながる。
代替のシステムが特許文献2から知られている。そのシステムでは、キャリアが固定されたコンベヤベルトを循環させることによって包装スリーブも輸送される。記載されたシステムは、別々の2つのコンベヤベルトを備え、それらコンベヤベルトは、一方が他方の上方に配置される2つの平面に配設される。それゆえに、加工の過程で包装スリーブを下側コンベヤベルトから上側コンベヤベルトに移送しなければならない。包装スリーブの移送は移送セクション(「移送部分16」)で行われ、そこでは、包装スリーブの下方に位置する移送ブリッジ(「移送ブリッジ20」)の助けによって、6個の包装スリーブが下側コンベヤベルトのキャリアから上側コンベヤベルトのキャリア内へ押される。最初に、この場合、包装スリーブは、その下側でV字形の持上げデバイス(「持上げデバイス19」)とだけ接触する。移送が終わる直前に、包装スリーブはその上側でも予備折りデバイス(「予備折り用デバイス41」)に接触する。持上げデバイスおよび予備折りデバイスがV字形状である結果として、包装スリーブは、それぞれ2つの対向する側で上部および底部で内向きに押圧され、そうすることで、包装スリーブの予備折りが達成される(特許文献2の図2)。
特許文献2に記載されるシステムには、先に説明したシステムと比べて、包装スリーブの上側に使用される折曲げツールと、包装スリーブの下側に使用される折曲げツールとが同一の形状であり、そうすることで、折曲げ結果も同じ質のものになるという利点がある。しかし、明らかな不利点は、包装スリーブを下側コンベヤベルトから上側コンベヤベルトに移送する間は、下側コンベヤベルトおよび上側コンベヤベルトの両方を停止しなければならないことである。これは、とりわけ、下側持上げデバイス、さらに上側予備折りデバイスが垂直方向にしか移動できないからである。このように、予備折りは、コンベヤベルトが休止しているときにしか行うことができない。このことは、予備折り中にシステム全体を停止しなければならず、その結果、このシステムの性能が明らかに低下するという結果になる。具体的には、特許文献2に示すシステムでは連続的な動作を行うことができず、その代わり、間欠的な動作を行わなければならない。設備能力がより低いことに加えて、このことは、コンベヤベルトの制動プロセスおよび加速プロセスが頻繁に繰り返される結果として、システム自体および充填される内容物の両方が非常に厳しく負荷を受けるという結果を有する。そのシステムについては、このことから摩耗がひどくなる恐れがあり、充填される内容物については、気泡が形成されるか、はね上がった物が漏れるか、またはそれどころか内容物をこぼすリスクがある。
この欠点に対して、本発明の目的は、包装スリーブの両側の精密かつ迅速な予備折りをコンパクトなシステムで行うことができるように、最初に言及し先に詳細に説明したデバイスならびに最初に言及し先に詳細に説明した方法を構成し、さらに発展させることである。
この目的は、折曲げデバイスがすべて垂直方向および水平方向に移動可能なように取り付けられる請求項1の前提部による装置において実現される。
本発明による装置は、まず、包装スリーブの下面、すなわち、底面を予備折りする、折曲げツールを有する1つまたは複数の折曲げデバイスを特徴とする。さらに、本発明による装置は、包装スリーブの上面、すなわち、ゲーブル面を予備折りする、折曲げツールを有する1つまたは複数の折曲げデバイスを備える。それゆえに、これは、包装スリーブの底面およびゲーブル面の両方を予備折りできるデバイスを備える。
本発明によれば、折曲げデバイスは、垂直方向および水平方向に移動可能なように取り付けられる。包装スリーブは、この位置で特に簡単に充填されるので、好ましくは、直立になるように、すなわち、垂直方向に位置合わせされる。好ましくは、上側折曲げデバイスは包装スリーブの上方に配置され、下側折曲げデバイスは包装スリーブの下方に配置される。
折曲げデバイスが垂直に可動である結果として、上側折曲げデバイスが包装スリーブのゲーブル面の方向に移動でき、再びゲーブル面から離れる方に移動できることが実現される。同様に下側折曲げデバイスは、包装スリーブの底面の方向に移動し、再び底面から離れる方向に移動することができる。したがって、折曲げデバイスの垂直の可動性には、包装スリーブ自体が予備折り中に垂直方向に移動される必要がないという利点がある。これは、包装スリーブの案内および輸送を容易にする。
折曲げデバイスが水平に可動である結果として、折曲げデバイスが包装スリーブの動きに追従できることが実現される。直線または曲線が水平面にある場合は、水平移動は、直線移動または曲線移動、具体的には、円移動とすることができる。このことは、折曲げデバイスが包装スリーブの輸送経路を追従できるようにする。このような可動性の利点は、包装スリーブが予備折り中に停止する必要がなく、例えばコンベヤベルトによって、さらに移動できることにある。言い換えると、折曲げデバイスの水平の可動性により、予備折り中の中断のない連続した包装スリーブの移動が可能になる。
本発明の一実施形態は、デバイスの中央を通って延在する回転軸の周りを回転可能なように取り付けられる回転フレームを特徴とする。回転フレームは、回転フレーム上に配設される構成要素、例えば、折曲げデバイスが環状に配置されるように、好ましくは円形である。こうしたデバイスは、「回転機械」とも呼ばれ、特にコンパクトである。別の利点は、包装スリーブを運ぶコンベヤベルトによって、回転機械として構成されるデバイスを特に効率的に囲繞することができ、このように、コンベヤベルトを駆動できるかまたはコンベヤベルトによって駆動できることである。回転フレームの回転式の取付けは、回転式の連結部、例えば、回転フレームと静止フットとの間に配設されるローラベアリングによって実現することができる。
本発明のさらなる実施形態によれば、回転フレームが垂直に延在するロッドを備え、折曲げデバイスが、移動可能なように、具体的には垂直方向に移動可能なように、そのロッドに取り付けられることが提供される。好ましくは、各折曲げデバイスは、2つのロッド上に取り付けられ、そうすることで、ねじりを防止しながら折曲げデバイスを案内することができる。精密であるが滑らかに動作する案内を保証するために、折曲げデバイスは、フレーム内でロッド1つ当たりフィードスルーを2つ有するべきであり、フィードスルーの直径はロッドの直径よりわずかに大きい。
本発明の別の実施形態は、回転フレームの内側に配設される静止固定フレームを特徴とする。先に説明した回転フレームとは対照的に、固定フレームはどのような回転も実行することができず、その代わりに静止している。固定フレームは、デバイスのうちの回転フレームと一緒に回転することが意図されない部分を固定させるために使用される。例えば、回転フレームを駆動する電動機を固定フレームに取り付けることができる。
本発明のさらなる実施形態では、固定フレームに固定される下側制御レールであって、包装スリーブの底面を予備折りする少なくとも1つの折曲げデバイスは、具体的にはローラによって、下側制御レールに沿って移動可能なように案内される、下側制御レールを提供することが提案される。あるいはまたはさらに、固定フレームに固定される上側制御レールであって、包装スリーブのゲーブル面を予備折りする少なくとも1つの折曲げデバイスは、具体的にはローラによって、上側制御レールに沿って移動可能なように案内される、上側制御レールを提供することが提案される。制御レールは、固定フレームに固定されるので、静止している。したがって、折曲げデバイスとは対照的に、デバイスの生産動作中は垂直方向にも水平方向にも移動不能である。このことは、折曲げデバイスの位置を制御するために制御レールを使用することを可能にする。折曲げデバイスは例えばローラによって制御レールに沿って案内されるので、制御レールの位置のばらつきも折曲げデバイスの位置のばらつきをもたらす。具体的には、垂直方向の折曲げデバイスの位置は、制御レールの垂直位置によって影響を及ぼすかまたは調節することができる。この原理は、レールのコースによってレール上を動く車両を案内するのと同等であり、純粋に機械的に、したがって極めて確実に、折曲げデバイスの位置を変更できるという利点がある。
本発明の本実施形態では、下側制御レールと上側制御レールとが互いから有する距離が調節可能な場合は有利である。このように、同一のデバイスにおいて様々な充填体積を有する包装を生産または加工することが可能である。包装は、例えば、同じ包装断面を有し、様々な体積を受け入れるために包装の高さだけが異なるようにすることができる。ここでは、2つの制御レール間の距離が予め定められたステップにおいて調節可能であり、それらステップは様々な折り曲げられる箱または包装の形状に対応する場合が特に有利である。例えば、下側制御レールと上側制御レールとの間の距離を固定するデバイスが、2個から6個の位置またはステップを提供することができる。生産プロセスにおいてやはり静止している制御レールの特に安定した停止を保証するために、上側制御レールと下側制御レールとの間の距離を固定するデバイスが、制御レール側のロックデバイスが係合できる停止具を有する場合が特に実用的である。上側制御レールと下側制御レールとの間の距離を固定するデバイスと、制御レールとの間の停止ロックデバイスの付属品は交換可能にすることができる。
制御レールの調節可能性という観点から、上側制御レールおよび下側制御レールの両方が調節可能になるように構成されることは実現可能であるが、一方の制御レールだけの調節によって、体積の調節に必要とされる距離の調節を実現できる場合はより経済的である。下側制御レールだけが垂直方向に調節可能になるように構成される場合は、装置を囲繞する周辺デバイスに対する特に複雑でない調節が得られる。
制御レールに関しては、下側制御レールおよび/または上側制御レールが、それらの長さに沿ってばらつきがある厚さを有することがさらに提案される。制御レールの厚さがばらつく結果として、折曲げデバイスのさらなる機能、例えば、折曲げプロセスをトリガする機能を制御または起動することができる。そのために、制御レールの厚さのばらつきが折曲げデバイスの構成要素、例えば、折曲げツールを移動させるように、折曲げデバイスを制御レールに沿って案内することができる。この点で、折曲げデバイスが制御レールに沿って2つのローラによって案内され、それらローラは制御レールの反対側の面上を転がることを提供することができる。このように制御レールの厚さのばらつきが2つのローラ間の距離のばらつきにつながる。2つのローラのうちの一方が移動可能なようにまたは変位可能なように取り付けられるので、こうした距離のばらつきは、記載されたようにして、例えば折曲げツールを起動するために、用いることができる。したがって、折曲げツールは、純粋に機械的に、したがって極めて確実に、厚さにばらつきのある制御レールによって制御することができる。
本発明のさらなる実施形態は、折曲げデバイスが、剛体のフレームと、そのフレームに対して移動可能なように取り付けられるキャリッジを備えることを提供する。フレームとキャリッジとの間の相対移動は、制御レールに沿って折曲げデバイスを案内するために用いることができる。例えば、フレームに第1のローラを設けることができ、可動キャリッジに第2のローラを設けることができる。そのときに、制御レールは、例えばばねの力によって、「フレームローラ」と「キャリッジローラ」との間に挟持することができ、そうすることで、2つのローラは、押圧力の結果として制御レール上を確実に転がる。キャリッジの可動性は、制御レール上へのローラの配置を容易にする。さらに、例えば制御レールの厚さのばらつきによって引き起こされる、キャリッジの位置の変化は、特に、折曲げツールなどのさらなる構成要素を制御するために用いることができる。
このために、本発明のさらなる実施形態では、可動キャリッジが折曲げツールに機械的に連結されることが提案される。直接的な機械的連結の結果として、折曲げプロセスを始動または停止するために、キャリッジの移動を折曲げツールに直接的に伝達することができる。このことは、特に単純かつ頑丈な構成を可能にする。
その代わりにまたはそれに加えて、本発明のさらなる実施形態は、可動キャリッジが少なくとも1つのガイドレールによって制御キャリッジに機械的に連結されることを提供する。本実施形態では、制御キャリッジが少なくとも1つのカップリングロッドによって折曲げツールに機械的に連結されることがさらに提案される。したがって、この変形形態では、可動キャリッジは、制御キャリッジおよび少なくとも1つのカップリングロッドを介して直接的に(だけ)でなく、間接的に(も)折曲げツールに連結される。こうした構造的な解決策の結果として、特に変更できる手法でキャリッジの動きを折曲げツールに伝達することができる。例えば、キャリッジの並進運動は、関節を介して互いに連結された複数のカップリングロッドによって、回転運動に変換することができる。これにより、(可動キャリッジまたは制御キャリッジを介してトリガする)並進運動を実行する折曲げツールと、(カップリングロッドを介してトリガする)回転運動または枢動運動を実行する折曲げツールとを同時にトリガすることが可能になる。
本発明のさらなる教示によれば、装置が、包装スリーブの底面を予備折りする少なくとも6個の折曲げデバイスと、包装スリーブのゲーブル面を予備折りする少なくとも6個の折曲げデバイスとを備えることが提案される。折曲げデバイスの数が大きい結果として、複数の包装スリーブを同時に予備折りすることができる。具体的には、第1の包装スリーブの予備折りが終わる前に、第2以降の包装スリーブの予備折りを開始することができる。したがって、複数の包装スリーブが同時に予備折りされ、個々の包装スリーブは様々な折り曲げ状態にある。好ましくは、装置は、包装スリーブの底面を予備折りする12個の折曲げデバイスおよび包装スリーブのゲーブル面を予備折りする12個の折曲げデバイスを有する。
本発明のさらなる実施形態によれば、各折曲げデバイスが、移動可能なように取り付けられる折曲げツールを複数備えることが提案される。このことにより、特に精密に、同時に複数の側から予備折りを実行することが可能になる。移動可能なように取り付けられる折曲げツールは、例えば、対向するように配設される2つの表面折曲げ部と、対向するように配設される2つのイヤー折曲げ部とを備えることができる。さらに、包装スリーブ中に挿入される、中央に配設されるカウンターホルダを設けることができる。好ましくは、表面折曲げ部およびイヤー折曲げ部は枢動可能なように取り付けられ、カウンターホルダに関しては垂直方向の変位可能性で十分である。
最後に、本発明のさらなる実施形態によれば、セルが固定されたコンベヤベルトに確実動作の連結を行う手段が設けられる。これは、例えば、装置上に、具体的には、装置の回転フレーム上に配設される歯付き構造を備えることができる。確実動作の連結は、駆動力のすべりのない伝達をもたらし、したがって、コンベヤベルトおよび折曲げツールの移動が同期するように行われるという利点がある。これは、包装スリーブに対する折曲げツールの非常に精密な位置合わせを可能にする。確実動作の連結のさらなる利点はその解放可能性にある。これは、コンベヤベルトが部分的にだけ装置の周りに巻き付くことを可能にし、予備折り後は、包装スリーブを充填工場のさらなるステーションに輸送するために、コンベヤベルトを再び装置から解放することができる。
最初に記載した目的も請求項16による方法によって解決される。本方法は、a)包装スリーブを位置合わせするステップと、b)この包装スリーブのゲーブル面を予備折りするステップと、c)この包装スリーブの底面を予備折りするステップと、を含み、ステップb)およびc)は一時的に重なる。一時的な重なりは、第2のステップが始まる前に第1のステップが完了しないと理解される。したがって、ステップb)およびc)は同期して行う必要がなく、一時的な重なりで十分である。
この方法は、本発明によれば、包装スリーブが水平方向に移動されることを特徴とする。包装スリーブは、具体的にはステップb)およびc)において水平方向に移動される。水平方向の移動は、包装スリーブが垂直方向にも移動することを除外せず、包装スリーブの移動方向が水平成分を含むことで十分である。しかし、好ましくは、包装スリーブはもっぱら水平方向に移動する。先にすでに説明したように、直線または曲線が水平面にある場合は、水平移動は、直線移動または曲線移動、具体的には、円移動とすることができる。
包装スリーブが水平移動する間に予備折りを実行することには、システムの性能が特に高いという利点がある。高い性能は、予備折り中に包装スリーブを停止する必要がなく、例えばコンベヤベルトによって、水平方向にさらに移動できるということによるものである。言い換えると、予備折り中に包装スリーブが水平移動すると、中断のない連続したシステム動作が可能になる。
本発明のさらなる発展は包装スリーブが定速で移動されることを提供する。包装スリーブは、具体的にはステップb)およびc)で、定速で移動すべきである。あるいは、包装スリーブの速度が変更され、ただし、速度は常にゼロより大きいことを提供することができる。例えば、速度の周期的なばらつき、具体的には、平均値を中心にした増減を行うことができる。包装スリーブは、いつでもどのような場合でも停止しないはずであり、間欠的な動作の場合も停止しないことになる。包装スリーブの速度が周期的にばらつくことにより、ある一定のプロセスステップ、例えば、セル中への包装スリーブの挿入の最適化が可能になる。しかし、包装スリーブの定速が好ましい。円形の経路に沿って移動する間は、単に包装スリーブの速度の大きさを一定に(または角速度を一定に)することができ、一方、直線に沿って移動する間は、包装スリーブの速度の大きさと、さらに方向の両方を一定にすることができる。
本発明のさらなる教示によれば、包装スリーブが円形の経路に沿って移動されることが提案される。包装スリーブは、具体的にはステップb)およびc)で、円形の経路に沿って移動されるべきである。予備折りは円形の経路に沿って行われるので、予備折りするためのデバイスは、特にコンパクトにすることができ、具体的には「回転機械」として構成することができる。さらに、包装スリーブを円形の経路に沿って案内する結果として、輸送経路の逆転を実現することができ、そうすることで、完全なシステムのさらなるステーションを特にコンパクトに構成することもできる。
本発明のさらなる実施形態では、包装スリーブが、ホルダまたはセルが固定されているコンベヤベルトによって移動されることが提供される。包装スリーブは、コンベヤベルトによって迅速かつ確実に移動することができる。コンベヤベルトは、好ましくは、閉じられる、すなわち、「無端」になるように設計される。その柔軟性の結果として、コンベヤベルトには、2つの(または2つより多い)回転機械の周りを案内できるという利点がある。このように、コンベヤベルトは、部分的に(回転機械の領域で)湾曲し部分的に(回転機械間の領域で)直線のコースを走行する。これは、充填工場の個々のステーションの特に変更可能でかつコンパクトな配置することを可能にする。コンベヤベルトは、非確実動作、すなわち、摩擦によって、または確実動作、例えば、歯によって、回転機械に連結し、このように、駆動力を伝達することができる。セルは、剛体になるように構成することができ、セルに包装スリーブを挟持するばね要素を少なくとも1つ有することができる。
本発明のさらなる実施形態によれば、ステップb)およびc)では、カウンターホルダが包装スリーブ中に挿入される。好ましくは、カウンターホルダは、垂直移動によって包装スリーブの内部に挿入される。ツールが包装スリーブ中に挿入されるので、特に精密な予備折りが可能である。具体的には、包装スリーブ中に挿入されるツールは、反対側から包装スリーブを予備折りする他方のツールのためのカウンター支持部材として働くことができる。
本発明のさらなる実施形態は、ステップb)およびc)では、対向するように配置された2つの表面折曲げ部が包装スリーブの方向に枢動されることを提供する。包装スリーブの底面および/またはゲーブル面は、回転可能なようにまたは枢動可能なように取り付けられる表面折曲げ部によって、特に正確に内向きに折り曲げることができる。具体的には、枢動運動の結果として、折り曲げられる包装スリーブの表面上に表面折曲げ部を平坦になるように配置し、折曲げプロセス全体にわたってこの平坦な接触を維持することが可能である。これには、点接触とは対照的に、予備折りが特に丁寧になり、そのことから、包装スリーブの装飾に対するしわおよび隆起ならびに損傷を避けることができるという利点がある。
本発明のさらなる教示によれば、ステップb)およびc)では、対向するように配置された2つのイヤー折曲げ部が包装スリーブから離れる方に枢動されることが提案される。イヤー折曲げ部が回転可能なようにまたは枢動可能なように取り付けられる結果として、イヤー折曲げ部は、この領域における包装スリーブの底面および/またはゲーブル面の外側に向けられる動きに追従することができる。このように、イヤー折曲げ部の枢動運動によって、包装スリーブの底面および/またはゲーブル面は、突出するイヤーの領域で下から支持することができ、表面折曲げ部は、この領域で包装スリーブの材料を包装スリーブの中央の方向に押圧する。イヤー折曲げ部は三角形領域を有することができ、そうすることで、包装スリーブの三角形面のうちの一方を下から平坦になるように支持することができる。点接触とは対照的に、これには、予備折りが特に丁寧になり、そのことから、包装スリーブのしわおよび隆起を避けることができるという利点がある。
好ましくは、表面折曲げ部は変位可能なように配置され、このために、ガイドに取り付けられる。そのガイドは、水平方向または水平方向にある角度だけ傾斜した方向への表面折曲げ部の変位可能性を可能にするように構成される。この角度は、好ましくは、3°と18°との間の範囲にある。さらに、表面折曲げ部の設計に関連して、生産される包装の後続のゲーブル面または底面と接触するために設けられる接触面を有する場合が好ましい。それら接触面は、好ましくは、垂直面に対してある角度を有するように位置合わせされ、具体的には、じょうごを形成するように構成される。そのじょうごは、表面折曲げ部の接触面が包装スリーブに対向するように配置される状態で、上部または底部におよび包装スリーブに向かって開き、動作プロセスにおいて、それぞれ同じ包装スリーブに対して連帯して効果的になる。この場合に好ましいじょうごの角度が、包装の形状に応じて5°と50°との間にある。
他の場合は、表面折曲げ部が、互いに向かって休止位置から、加工される包装スリーブまたは生産される包装と接触する動作位置に枢動できるように、枢動可能なように取り付けられペアになるように配置されることが好ましい場合がある。
表面折曲げ部は、変位可能なように配置されるかまたは枢動可能なように配置されるかにかかわらず、後続の包装のイヤーを予備折りするために使用することもできる。このように、折曲げデバイス全体に関する移動量が減らされる。しかし、それでも、特に良好な結果を実現するために、少なくとも1つの別個のイヤー折曲げ部を設けることが提案される。同様に、好ましくは、ペアを組むように互いに対向するように配置されるイヤー折曲げ部は、便宜上、枢動可能なように取り付けられる。
特に好ましい手法では、イヤー折曲げ部が、予備折りによって形成されるイヤーを能動的に折り返すことが動作サイクルの間に行われるように設計および構成されることをさらに提供することができる。この場合、折り返すことは、予備折りの折曲げ経路全体を再び引き上げないが、その比較的小さい部分だけ、例えば20%未満だけを引き上げることが好ましい。これは、通常、予備折りの結果として取り入れられるストレス状態がスコアラインの「解体」を始動し死点を超えて移動する後に、包装領域を自由にするのに十分である。イヤーが予備折りされる場合、それらに連結された後続のゲーブル面が、中央に配置されたカウンターホルダの移動空間に突出し、したがって、(能動的な折返しがない場合に)カウンターホルダが予備折りされた包装スリーブによって囲繞される空間から外に移動されるときに引抜きの抵抗が増大することを保証する。この場合、包装スリーブを支えるセルに対する包装スリーブの位置の望ましくない変化のリスクも必然的に高まる。包装スリーブの最も内側のバリア層(したがって、後続の包装)に対する損傷もこの場合は起こる可能性もあり、その結果、包装の保護特性が低下することになる。
本発明のさらなる実施形態によれば、ステップb)はステップc)より早く始まる。あるいは、ステップc)がステップb)より早く始まることを提供することができる。ゲーブル面の予備折りと底面の予備折りとは同時に始まらず、時間的にずらして始まるので、特に良好に包装スリーブを位置合わせすることができる。包装スリーブの位置合わせは、例えば、最初に使用される折曲げツールによって引き継ぐことができる。ゲーブル面の予備折りが開始される場合は、例えば、上側折曲げツールは、ゲーブル面の予備折りが始まる前に、下向きに少し押すことによって包装スリーブを位置合わせすることができる。このタイプの位置合わせは、ゲーブル面の予備折りと底面の予備折りとが同時に開始されず、時間的にずらして開始される結果として機能する。
本発明のさらなる実施形態では、ステップc)がステップb)より早く終わることが提案される。あるいは、ステップb)がステップc)より早く終わることを提供することができる。重大な因子は、予備折りは、それが最初に始まった側で最後に終わることである。したがって、ゲーブル面の予備折りが底面の予備折りの前に始まった場合は、底面の予備折りはゲーブル面の予備折りの前に終わるはずである。例えば、上側折曲げツールが続けて包装スリーブと接触しており、一方で、例えば、下側折曲げツールはより後に起動され再びより早く機能停止されるだけであることが保証されるので、この処理手順は包装スリーブの精密な位置合わせを容易にする。これは、一方の側で(すなわち、例えば、上側折曲げツールによってのみ)包装スリーブの位置合わせおよび案内を実行することを可能にする。
その代わりに、本発明のさらなる実施形態によれば、最後に、ステップb)およびステップc)が完全に同期して行われることが提供される。これは、ゲーブル面および底面の予備折りが同時に始まり同時に終わることを意味する。これは、間違いなく、包装スリーブの位置合わせを難しくするが、これには、装置の上側半分が装置の下側半分のほぼ「鏡像として」動作するので、装置には非常に多くの同一部品を使用できるという利点がある。さらなる利点が、包装スリーブの両側の予備折りが同時に始まり、したがって、やはり同時に終わるので、装置のサイズを予備折りの期間に適合させることができるということにある。したがって、予備折りの全期間は、ゲーブル面または底面の予備折りの期間に相当する。
単なる例示的な一実施形態を示す図面を参照しながら、本明細書で以下に本発明を詳細に説明する。
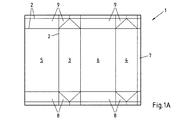
図1Aは、包装スリーブを形成できる、従来技術から知られるブランク1を示す。ブランク1は、様々な材料、例えば、紙、ボード、プラスチックまたは金属、具体的には、アルミニウムの層を複数備えることができる。ブランク1は折り目2を複数有し、折り目2は、ブランク1の折り曲げを容易にするはずであり、ブランク1を複数の面になるように分割する。ブランク1は、第1の側面3、第2の側面4、正面5、後面6、シーリング面7、底面8およびゲーブル面9になるように分割することができる。シーリング面7を正面5に接合、具体的には、結合できるようにブランク1を折り曲げることによって、ブランク1から包装スリーブを形成することができる。
図1Bは、平坦になるように折り畳まれた状態の、従来技術から知られる包装スリーブ10を示す。包装スリーブのうち図1Aに関連してすでに説明した領域には、図1Bにおいて該当する参照番号が付される。包装スリーブ10は図1Aに示すブランク1から形成することができる。そのために、シーリング面7と正面5とを重ねて配置するようにブランク1を折り畳み、そうすることで、それら2つの面が互いに平坦になるように結合できるようになる。その結果、長手方向のシーム11が形成される。図1Bは平坦になるように互いに折り畳まれた状態の包装スリーブ10を示す。この状態では、一方の側面4(図1Bでは隠されている)が正面5の下にあり、他方の側面3が後面6(図1Bでは隠されている)の上にある。平坦になるように互いに折り畳まれた状態では、特に省スペースになるように複数の包装スリーブ10を積み重ねることができる。このように、包装スリーブ10は、製造場所で積み重ねられることが多く、積み重ねた状態で充填場所に輸送される。その充填場所で初めて、内容物で、例えば、食品で充填できるようにするために、包装スリーブは積み重ねが解除され展開される。
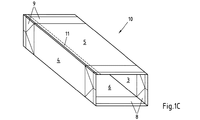
図1Cは、展開された状態の図1Bの包装スリーブ10を示す。ここでも、包装スリーブ10のうちの図1Aまたは図1Bに関連してすでに説明した領域には該当する参照番号が付される。展開された状態は、それぞれ隣り合う2つの面3、4、5、6の間に約90°の角度が形成され、そうすることで包装スリーブ10が、これらの面の形状に応じて、正方形または矩形の断面を有する構成として理解される。したがって、対向する側面3と4とは互いに平行に配置される。同じことが正面5および後面6にも当てはまる。
図1Dは、予備折りされた状態の、すなわち、底面8の領域およびゲーブル面9の領域の両方で折り目2が予備折りされた状態の、図1Cの包装スリーブ10を示す。底面8およびゲーブル面9のうちの正面5および後面6に隣接する領域は、矩形面12とも呼ばれる。矩形面12は、予備折り中は内向きに折り曲げられ、その後、包装の底部またはゲーブル部を形成する。一方、底面8およびゲーブル面9のうちの側面3、4に隣接する領域は、三角形面13とも呼ばれる。三角形面13は、予備折り中は外向きに折り曲げられ、余剰材料の突出領域を形成する。その突出領域は、「イヤー」13’とも呼ばれ、後続の製造ステップで(場合によっては接着プロセスによって)包装上に配置される。
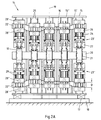
図2Aは、包装スリーブ10の予備折りのための本発明による装置14を正面図に示す。図2Aに示す装置14は回転機械を備える。装置14は回転フレーム15を備え、その回転フレーム15は、垂直に延在する複数の支持要素15’および水平に延在する複数の支持要素15”を備える。装置14はさらに、回転フレーム15の内側に配設される固定フレーム16を有する。回転フレーム15は、好ましくはアキシアルローラベアリングを備えるベアリング17によって、ベース18に回転可能なように連結される。したがって、回転フレーム15は、装置14の中央を通って垂直方向に延在する回転軸19の周りを回転することができる。一方、固定フレーム16は、ベース18に直接連結され、したがって、回転することができない。それゆえに、装置14は回転可能部分および回転不能部分を備える。
装置14はコンベヤベルト20を有し、そのコンベヤベルト20は、図2Aに示すその領域ではいずれの場合も、ほぼ半分の高さの位置で装置14に巻かれる。コンベヤベルト20には複数のセル21が固定される。セル21は包装スリーブ10を受けるために使用され、包装スリーブ10は、例えば、セル21に挟持することができる。コンベヤベルト20は、装置14の周りに完全には巻き付けられないが、例えば160°と180°との間とすることができる部分領域にだけ巻き付けられる。残りの領域では、すなわち、図2Aに示さない装置14の「後側」領域では、コンベヤベルト20は、装置14から離れ、食品のための充填システムの一部とすることができる他の装置に至る。
回転フレーム15の回転は様々な手法で実現することができる。一変形形態は、回転フレーム15が自前の駆動装置、例えば電動機を有するようにすることができる。この駆動装置は、回転フレーム15を回転させ、同時にコンベヤベルト20を駆動することができる。代替の変形形態は、回転フレーム15が自前の駆動装置を有さないが、コンベヤベルト20と同時回転されるようにすることができる。この場合、当然、装置14の外側の駆動装置によってコンベヤベルト20を駆動しなければならない。回転フレーム15とコンベヤベルト20との間で駆動力を伝達できるようにするために、好ましくは、両部品間で確実動作の連結が形成される。このために、コンベヤベルト20の内側は、例えば、歯を有することができ、それらの歯は、歯付きベルトの場合のように、回転フレーム15上に設けられた対応する形状の歯に係合する。確実動作の連結によって、回転フレーム15とコンベヤベルト20との同期した動きを実現することができる。
図2Aに示す装置14はさらに制御レール22を2つ有する。制御レール22の上側制御レール22’は、コンベヤベルト20の上方に配設され、制御レール22の下側制御レール22”はコンベヤベルト20の下方に配設される。制御レール22は、静止固定フレーム16に固定され、したがって、回転フレーム15の回転中に同時回転しない。それでも、様々な充填体積を有する包装を製造または加工できるようにするために、上側制御レール22’と下側制御レール22”との間の距離が調節可能になるようにすることができる。このために、上側制御レール22’および/または下側制御レール22”は、例えば、垂直方向に変位可能になるように設計することができる。好ましくは、2つの制御レール22間の距離は、予め定められた段階で調節することができ、それらの段階は様々な包装フォーマットに対応する。制御レール22の垂直方向の調節可能性は、例えば、停止具およびロックデバイス(図2Aに示さない)によって実現することができる。両方の制御レール22は複数の折曲げデバイス23を支え、折曲げデバイス23は、上側折曲げデバイス23’および下側折曲げデバイス23”に分けることができる。折曲げデバイス23は剛体のフレーム24を有し、フレーム24は変位可能なようにロッド25に取り付けられ、ロッド25は、それに関して回転フレーム15にしっかりと連結される。このように、折曲げデバイス23は、垂直方向において上向きおよび下向きに、すなわち、回転軸19に平行に変位することができる。変位可能なように取り付けられるそれぞれ1つの可動キャリッジ26が、折曲げデバイス23の剛体のフレーム24の内側に設けられる。したがって、キャリッジ26は、折曲げデバイス23のフレーム24に対して上向きおよび下向きに移動することができる。各折曲げデバイス23はさらに、包装スリーブ10を予備折りするために折曲げツール27を有する。
制御レール22による折曲げデバイス23の取付けおよび案内は、図2Aに示す装置14において、回転可能なように取り付けられるローラ28によって達成される。各折曲げデバイス23は、フレーム24に連結されるフレームローラ28’と、可動キャリッジ26に連結されるキャリッジローラ28”とを備える。各折曲げデバイス23はさらに、例えば、金属製の渦巻ばねを備えるばね29を少なくとも1つ有する。好ましくは、ばね29はロッド25の周りを延在しロッド25によって心合わせできるように、1つの折曲げデバイス23に対するばね29の数はロッド25の数に相当する。ばね29は、フレームローラ28’の方向にキャリッジローラ28”を恒久的に押圧する圧縮力をフレーム24と可動キャリッジ26との間に生み出すように配設される。ばね29によって生み出される圧縮力の結果、制御レール22は2つのローラ28間に挟持される。したがって、回転フレーム15の回転中は、回転フレーム15と共に回転する折曲げデバイス23のローラ28は静止制御レール22の表面上を転がる。このことは、フレームローラ28’とキャリッジローラ28”との間の距離が(したがって、フレーム24と可動キャリッジ26との間の距離も)制御レール22の厚さDに応じて変わるという結果になる。制御レール22が薄いかまたは細い領域では、キャリッジローラ28”が、したがって、可動キャリッジ26もばね29によってフレームローラ28’に非常にきつく押圧される。一方、制御レール22が厚いかまたは太い領域では、ばね29は再び圧縮され、そうなると、キャリッジローラ28”が、したがって、可動キャリッジ26も、フレームローラ28’から離れる方に再び移動される。
ばね29が壊れていても装置14の回転フレーム15を制御しながら安全に停止することを保証するために、上側折曲げデバイス23’および下側折曲げデバイス23”の可動キャリッジ26上に、(図2Aに示さない)スペーサを設けることができる。スペーサは、可動キャリッジ26が(したがって、キャリッジローラ28”も)可動キャリッジ26が最大に片寄る状態の機能するばね29の場合よりフレームローラ28’からさらに離れる方には少ししか動かないことを保証する。このように、ばね29が壊れていても、制御レール22’、22”が、依然として、2つのローラ28’、28”のための(確かに非常にゆるい)案内だけを提供できることが実現される。好ましくは、スペーサは調節可能になるように構成される。
図2Aに示す装置14では、可動キャリッジ26は折曲げツール27に機械的に連結される。このことから、キャリッジ26の移動によって折曲げツール27を作動させることが可能になる。連結の精密なタイプを図2Bに関連してより詳細に論じる。例えば、キャリッジローラ28”とフレームローラ28’との間の距離が小さくなるときは折曲げツール27を起動させることができ、キャリッジローラ28”とフレームローラ28’との間の距離が再び大きくなるときは折曲げツール27を機能停止させることができる。こうした構成の結果、制御レール22は複数の手法で折曲げデバイス23に影響を及ぼしそれを制御することができ、制御レール22の位置にばらつきがある結果として、折曲げデバイス23の位置を変更することができ、具体的には、折曲げデバイス23は垂直方向に変位することができる。一方、制御レール22の厚さDにばらつきがある結果として、折曲げデバイス23のフレーム24に対する可動キャリッジ26の位置を変更することができ、そうすることにより、折曲げツール27に影響を及ぼすことができる。
図2Bは図2Aの折曲げデバイス23の拡大図を示す。折曲げデバイス23のうちの図2Aに関連してすでに説明した領域には、図2Bにおいて該当する参照番号が付される。図2Bに示す折曲げデバイス23は上側折曲げデバイス23’を備える。しかし、それに応じて下側折曲げデバイス23”に関して同じことが当てはまる。図2Aに関連してすでに説明したように、制御レール22の厚さDのばらつきにより可動キャリッジ26が垂直方向に変位する。キャリッジ26が移動する結果として、折曲げツール27は起動または機能停止される。そのために、キャリッジ26と折曲げツール27との間に機械的連結がある。
図2Bに示し、この点で好ましい折曲げデバイス23’では、可動キャリッジ26と折曲げツール27との間の機械的連結は以下のように実装される。キャリッジ26はその垂直移動を制御キャリッジ30に伝達する。制御キャリッジ30は、可動キャリッジ26と制御キャリッジ30との間の距離が常に一定になるように、2つのガイドレール31によって可動キャリッジ26に連結される。言い換えると、キャリッジ26および制御キャリッジ30は、折曲げデバイス23’のフレーム24に対して移動するが、互いに対して移動しない。キャリッジ26と制御キャリッジ30との同期した動きは、例えば、キャリッジ26と、さらに制御キャリッジ30との両方がガイドレール31にしっかりと連結されることによって実現することができ、ガイドレール31は、折曲げデバイス23’のフレーム24内で移動可能なように案内され、したがって、折曲げデバイス23’に対して変位することができる。制御キャリッジ30は折曲げツール27に機械的に連結される。このことは、例えば、カップリングロッド32が関節的方法で取り付けられることによって達成することができる。
図2Bでは、折曲げツール27は矩形のブロックによって概略的にだけ示す。好ましくは、本発明による折曲げデバイス23が折曲げツール27を5つ備える。これら折曲げツール27のうちの2つは、互いに対向するように配置し、枢動可能なように取り付け、包装スリーブ10の矩形面12を予備折りするために使用することができる。これら折曲げツール27のうちの他の2つも、互いに対向するように配置し、枢動可能なように取り付け、包装スリーブ10の三角形面13を予備折りするために使用することができる。キャリッジ26が垂直に移動する間は、これら4つの折曲げツール27は、包装スリーブ10に接触しその底面8またはそのゲーブル面9の領域で予備折りするように、カップリングロッド32または(図2Bに示さない)同等の機械要素によって枢動される。第5の折曲げツール27はカウンターホルダを備えることができ、そのカウンターホルダの形状は包装スリーブ10の断面積にほぼ一致する。このことにより、他の4つの折曲げツール27が枢動する前にまたはその間に、カウンターホルダを包装スリーブ10中に挿入することと、そこで他の4つの折曲げツール27のための停止具として働くことが可能になる。他の4つの折曲げツール27とは対照的に、カウンターホルダは枢動可能なように取り付ける必要がない。それゆえに、キャリッジ26、制御キャリッジ30およびカップリングロッド32によって制御される必要はないが、フレーム24にしっかりと連結され、このように、折曲げデバイス23の垂直移動に追従することができる。
図3は、包装スリーブ10を予備折りする間のプロセスステップの概略図を含む。図示のために、本発明による装置14の動作モードは、概念的には、それぞれ別々に示す図3の8個の位置I〜VIIIに分割される。単純にするために装置14の多くの細部は図3では省略する。装置14のうちの図2Aまたは図2Bに関連してすでに説明した領域には、図3において該当する参照番号が付される。具体的には、上側制御レール22’および下側制御レール22”が示される。折曲げデバイス23は2つの制御レール22に沿って案内される。このことは、ローラ28’、28”によって達成される。
位置Iでは、両方の制御レール22がコンベヤベルト20から非常に遠く、そのため、折曲げデバイス23、具体的には、それに固定された折曲げツール27は、コンベヤベルト20のセル21に配置される包装スリーブ10に接触しない。位置Iに示す位置では、制御レール22は大きい厚さDを有し、そうすると、可動キャリッジ26が折曲げツール27の方向に押圧される。このことは、折曲げツール27が開かれるという結果を有する。
位置IIでは、下側折曲げデバイス23”の位置は変化していない。一方、上側折曲げデバイス23’は、上側制御レール22’の位置が変化した結果として、折り曲げられる包装スリーブ10の方向に移動されている。このことは、上側折曲げデバイス23’の折曲げツール27が包装スリーブ10の上側領域の近傍、すなわち、ゲーブル面9の領域に配置されるという結果を有する。この位置で折曲げプロセスを実行することができる。しかし、位置IIにおける上側制御レール22’の厚さDが変化していないので、可動キャリッジ26の位置は位置Iと比べて変化しておらず、そのため、上側折曲げデバイス23’の折曲げツール27は以前のように開位置にある。
位置IIと位置IIIとの間では、下側折曲げデバイス23”が、下側制御レール22”の位置が変化する結果として、折り曲げられる包装スリーブ10の方向に変位される。それゆえに、位置IIIでは、上側折曲げデバイス23’および下側折曲げデバイス23”の両方が折曲げプロセスを実行できる位置に配置される。しかし、下側制御レール22”の厚さDは位置IIIにおいて変化しておらず、そのため、下側折曲げデバイス23”の可動キャリッジ26の位置は位置Iおよび位置IIと比べて変化しなかった。したがって、位置IIIにおける下側折曲げデバイス23”の折曲げツール27は、以前のように、開位置にあり、そうなると、折曲げプロセスは実行されない。しかし、上側制御レール22’の厚さDは、位置IIから位置IIIでは大幅に小さくなり、そうなると、上側折曲げデバイス23’の可動キャリッジ26は、ばね29によって上側制御レール22’の方向に押圧される。可動キャリッジ26と折曲げツール27との間が機械的に連結される結果として、説明したようにキャリッジ26が移動すると、上側折曲げデバイス23’の折曲げツール27が作動する。上側折曲げデバイス23’の折曲げツール27が作動するので、包装スリーブ10はまず精密に位置合わせされ、次いで、ゲーブル面9の領域において予備折りされる。位置IIIにおける下側折曲げデバイス23”の折曲げツール27がまだ作動されず、そうなると、包装スリーブ10はまだ下側折曲げデバイス23”に対して変位できるので、具体的には、包装スリーブ10の位置合わせが可能である。
位置IIIと位置IVとの間では、下側制御レール22”の厚さDも小さくなり、そうなると、下側折曲げデバイス23”の折曲げツール27も、可動キャリッジ26が変位する結果として作動される。したがって、位置IVでは、上側折曲げデバイス23’の折曲げツール27、さらに下側折曲げデバイス23”の折曲げツール27の両方が起動状態になり、包装スリーブ10と接触する。
位置IVと位置Vとの間では、下側制御レール22”の厚さDは再び大きくなり、その結果、可動キャリッジ26は再び包装スリーブ10の方向に押圧される。このことは、下側折曲げデバイス23”の折曲げツール27が再び開き、包装スリーブ10を解放するという結果を有する。包装スリーブ10の底面8の予備折りは、ここで、完了する。一方、位置Vにおける上側折曲げデバイス23’の折曲げツール27は、以前のように起動状態にある。位置IIIおよびVの構成要素の位置は同一である。
位置Vと位置VIとの間では、下側制御レール22”の位置は再び変化し、その結果、下側折曲げデバイス23”が再び包装スリーブ10から離れる方に移動される。一方、位置VIにおける上側折曲げデバイス23’の位置は、位置Vと比べて変化していない。上側制御レール22’では、上側制御レール22’の位置ではなく厚さDが位置VIと位置VIIとの間で異なる。上側制御レール22’の厚さDが大きくなる結果として、上側折曲げデバイス23’の可動キャリッジ26が包装スリーブ10の方向に再び押圧され、その結果、上側折曲げデバイス23’の折曲げツール27が再び開く。ここで、包装スリーブ10のゲーブル面9の予備折りが完了する。位置VIおよびIIの下側の構成要素の位置は同一である。一方、上側の構成要素の位置は、再び、位置IIから位置VIIの位置に到達するだけである。
位置VIIIでは、下側折曲げデバイス23”の位置は位置VIおよび位置VIIと比べて変化していない。一方、位置VIIと位置VIIIとの間で上側制御レール22’の位置が変化するので、上側折曲げデバイス23’は上側制御レール22’の方向に変位した。それゆえに、位置VIIIでは、制御レール22は両方ともコンベヤベルト20から非常に遠いので、折曲げデバイス23、具体的には、それに固定される折曲げツール27は、コンベヤベルト20のセル21に配置された包装スリーブ10と接触しない。位置IとVIIIとの間の比較により、予備折りの結果として外側に折り曲げられる三角形面13を示す。一方、矩形面12は、予備折りの結果として内側に折り曲げられるが、これは図3で選択した図では確認することができない。
図4Aは、開位置にある本発明による装置14の折曲げツール27を側面図に示す。図4Aに示した、この点で好ましい装置14には折曲げツール27が5つあり、第1の折曲げツール27は中央に配置されるカウンターホルダ27Aを備える。そのカウンターホルダ27Aは、包装スリーブ10の内部に導入され、その形状は包装スリーブ10の断面積にほぼ一致する。さらに、対向するように配置された2つの表面折曲げ部27Bが設けられ、表面折曲げ部27Bは枢動可能なように取り付けられる。表面折曲げ部27Bは包装スリーブ10の矩形面12を内向きに折り曲げるように働く。最後に、対向するように配置された2つのイヤー折曲げ部27Cが設けられ、イヤー折曲げ部27Cも枢動可能なように取り付けられる。図4Aの2つのイヤー折曲げ部27Cのうちの後方のイヤー折曲げ部27Cは隠れている。イヤー折曲げ部27Cは、包装スリーブ10のイヤー13’を形成するために、表面折曲げ部27Bの圧力に対して、下方から三角形面13のうちの1つを支持するように働く。そのために、イヤー折曲げ部27Cは三角形の領域を有する。折曲げ要素27A、27Bおよび27Cの動きが矢印によって概略的に示される。
図4Bは、閉位置にある本発明による装置14の折曲げツール27を側面図に示す。図4Aの開位置と比べると、2つのイヤー折曲げ部27Cは外向きに、すなわち、包装スリーブ10から離れる方に枢動しており、そのため、イヤー折曲げ部27Cの三角形の領域はイヤー13を折り曲げるための支持部として働くことができる。一方、2つの表面折曲げ部27Bは、内向きに、すなわち、包装スリーブ10に向かって枢動され、そこで、包装スリーブ10の矩形面12も内向きに曲がる。カウンターホルダ27Aの位置は変化していない。図4Bに示す位置では、2つの表面折曲げ部27Bは包装スリーブ10のゲーブル面9を下向きに押圧し、ここで、(包装スリーブ10の外側の)イヤー折曲げ部27Bおよび(包装スリーブ10の内側の)カウンターホルダ27Aが支持部として働く。
図4Cは、図4Aの位置にある折曲げツール27を断面に示す。装置14のうちの図4Aに関連してすでに説明した領域には、図4Cにおいて該当する参照番号が付される。カウンターホルダ27Aのテーパ状の形状を特に明確に見ることができ、このカウンターホルダは、第一に、表面折曲げ部27Bのための2つの平坦な接触面を設けるように働き、第二に、包装スリーブ10の2つの矩形面12ができるだけきつく圧縮されることを可能にする。図4Aとは対照的に、後部のイヤー折曲げ部27Cを図4Cに示す。
図4Dは、図4Bの位置にある折曲げツール27を断面に示す。装置14のうちの図4Bに関連してすでに説明した領域には、図4Dにおいて該当する参照番号が付される。包装スリーブ10の壁のコースを特に明確に見ることができる(肉太に示す)。包装スリーブ10の壁は、表面折曲げ部27Bと、(包装スリーブ10の外側の)イヤー折曲げ部27Cならびに(包装スリーブ10の内側の)カウンターホルダ27Aとの間で圧縮され、圧縮により予備折りされる。図4Bとは対照的に、後部のイヤー折曲げ部27Cを図4Dに示す。
図5Aは、開位置にある本発明による装置14の折曲げツール27を、図4Aの線VA−VAに沿った断面に示す。装置14のうちの図4Aから図4Dに関連してすでに説明した領域には、図5Aにおいて該当する参照番号が付される。カウンターホルダ27Aは、包装スリーブ10の横断方向、すなわち、正面5および後面6に平行な方向では正面5および後面6の幅よりわずかに幅広になるように構成することができる。このことは、包装スリーブ10の三角形面13が、カウンターホルダ27Aの挿入中に外向きにやさしく押圧され、実際の予備折りの前にすでにイヤー折曲げ部27Cに当接しているという効果を有する。
図5Bは、閉位置にある本発明による装置14の折曲げツール27を、図4Bの線VB−VBに沿った断面に示す。装置14のうちの図4Aから図4Dに関連してすでに説明した領域には、図5Bにおいて該当する参照番号が付される。包装スリーブ10の外側に突出するイヤー13’を特に明確に確認することができる。イヤー13’が形成され、それにより、2つの表面折曲げ部27B(図5Bに示さない)が、包装スリーブ10の壁を特に三角形面13の領域で2つのイヤー折曲げ部27C上に押圧する。
図4B、図4Dおよび図5Bで実現される包装スリーブ10のゲーブル面9の形状は、カウンターホルダ27Aが包装スリーブ10から上向きに引き抜かれ、そうすることで、矩形面12にぶつかるはずなので、完全に保持することはできない。さらに、包装スリーブ10の後続の充填のために十分に大きい開口部を設けなければならない。カウンターホルダ27Aを引き抜く結果として、かつ包装スリーブ10の材料の弾性の結果として、包装スリーブ10のゲーブル面9は再び少し元に戻り、そうなると、予備折りが完了した後に、包装スリーブ10は図1Dに関連して先に説明した形状をほぼ取り入れる。
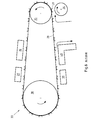
図6は、包装を食品で充填する、従来技術から知られるシステム33を示す(特許文献1)。図6は包装スリーブ10の予備折りのための本発明による装置14を利用可能な領域を単に例示するだけなので、システム33の個別のステーションは図6に単に概略的に示される。包装スリーブ10(図6には示さない)は、ステーション34によって展開され、コンベヤベルト20のセル21に移送される。システム33は、包装スリーブ10のゲーブル面9が予備折りされる第1の回転機械35を備える。次いで、包装スリーブ10は、包装スリーブ10の底面8が予備折りされるステーション36を通り抜ける。ステーション35および36の代わりに本発明による装置を用いることができる。予備折り後に、包装スリーブ10の底面8がステーション37内で一緒に折り曲げられ、シールされる。次いで、コンベヤベルト20は、下側が閉じられた包装スリーブ10が食品で充填される第2の回転機械38の周りを案内される。さらなるステーション39では、包装スリーブ10のゲーブル面9が一緒に折り曲げられ、シールされる。最後に、さらなるステーション40では、今や充填され閉じられた包装スリーブ10がコンベヤベルト20のセル21から取り出され、再び、システム33から外される。
1 ブランク
2 折り目
3、4 側面
5 正面
6 後面
7 シーリング面
8 底面
9 ゲーブル面
10 包装スリーブ
11 長手方向のシーム
12 矩形面
13 三角形面
13’ イヤー
14 装置
15 回転フレーム
15’、15” 支持要素
16 固定フレーム
17 ベアリング
18 ベース
19 回転軸
20 コンベヤベルト
21 セル
22、22’、22” 制御レール
23、23’、23” 折曲げデバイス
24 フレーム
25 ロッド
26 キャリッジ
27 折曲げツール
27A カウンターホルダ
27B 表面折曲げ部
27C イヤー折曲げ部
28、28’、28” ローラ
29 ばね
30 制御キャリッジ
31 ガイドレール
32 カップリングロッド
33 システム
34 展開ステーション
35 ゲーブル面予備折りステーション
36 底面予備折りステーション
37 底面折り曲げシールステーション
38 充填 ステーション
39 ゲーブル面折り曲げシールステーション
40 取り外しステーション
D (制御レール22の)厚さ
2 折り目
3、4 側面
5 正面
6 後面
7 シーリング面
8 底面
9 ゲーブル面
10 包装スリーブ
11 長手方向のシーム
12 矩形面
13 三角形面
13’ イヤー
14 装置
15 回転フレーム
15’、15” 支持要素
16 固定フレーム
17 ベアリング
18 ベース
19 回転軸
20 コンベヤベルト
21 セル
22、22’、22” 制御レール
23、23’、23” 折曲げデバイス
24 フレーム
25 ロッド
26 キャリッジ
27 折曲げツール
27A カウンターホルダ
27B 表面折曲げ部
27C イヤー折曲げ部
28、28’、28” ローラ
29 ばね
30 制御キャリッジ
31 ガイドレール
32 カップリングロッド
33 システム
34 展開ステーション
35 ゲーブル面予備折りステーション
36 底面予備折りステーション
37 底面折り曲げシールステーション
38 充填 ステーション
39 ゲーブル面折り曲げシールステーション
40 取り外しステーション
D (制御レール22の)厚さ
Claims (25)
- 包装スリーブ(10)の予備折りのための装置(14)であって、
− 包装スリーブ(10)の底面(8)を予備折りする、折曲げツール(27)を有する少なくとも1つの折曲げデバイス(23”)と、
− 包装スリーブ(10)のゲーブル面(9)を予備折りする、折曲げツール(27)を有する少なくとも1つの折曲げデバイス(23’)と、
を備える、装置(14)において、
前記折曲げデバイス(23’、23”)はすべて、垂直方向および水平方向に移動可能なように取り付けられることを特徴とする装置(14)。 - 前記デバイス(14)の中央を通って延在する回転軸(19)の周りを回転可能なように取り付けられる回転フレーム(15)を特徴とする請求項1に記載の装置(14)。
- 前記回転フレーム(15)は垂直に延在するロッド(25)を備え、前記折曲げデバイス(23’、23”)は、移動可能なように、具体的には垂直方向に移動可能なように、前記ロッド(25)に取り付けられることを特徴とする請求項1または2に記載の装置(14)。
- 前記回転フレーム(15)の内側に配設される静止固定フレーム(16)を特徴とする請求項1〜3の何れか一項に記載の装置(14)。
- 前記固定フレーム(16)に固定される下側制御レール(22”)であって、前記包装スリーブ(10)の前記底面(8)を予備折りする前記少なくとも1つの折曲げデバイス(23”)は、具体的にはローラ(28’、28”)によって、前記下側制御レール(22”)に沿って移動可能なように案内される、下側制御レール(22”)を特徴とする請求項1〜4の何れか一項に記載の装置(14)。
- 前記固定フレーム(16)に固定される上側制御レール(22’)であって、前記包装スリーブ(10)の前記ゲーブル面(9)を予備折りする前記少なくとも1つの折曲げデバイス(23’)は、具体的にはローラ(28’、28”)によって、前記上側制御レール(22’)に沿って移動可能なように案内される、上側制御レール(22’)を特徴とする請求項1〜5の何れか一項に記載の装置(14)。
- 前記下側制御レール(22”)および/または前記上側制御レール(22’)は、それらの長さに沿ってばらつきがある厚さ(D)を有することを特徴とする請求項5または6に記載の装置(14)。
- 前記折曲げデバイス(23’、23”)は、剛体のフレーム(24)と、前記フレーム(24)に対して移動可能なように取り付けられるキャリッジ(26)とを備えることを特徴とする請求項1〜7の何れか一項に記載の装置(14)。
- 前記可動キャリッジ(26)は前記折曲げツール(27)に機械的に連結されることを特徴とする請求項8に記載の装置(14)。
- 前記可動キャリッジ(26)は少なくとも1つのガイドレール(31)によって制御キャリッジ(30)に機械的に連結されることを特徴とする請求項8または9に記載の装置(14)。
- 前記制御キャリッジ(30)は、少なくとも1つのカップリングロッド(32)によって前記折曲げツール(27)に機械的に連結されることを特徴とする請求項10に記載の装置(14)。
- 前記折曲げデバイス(23’、23”)は、前記フレーム(24)と前記可動キャリッジ(26)との間に挟持されるばね(29)を少なくとも1つ有することを特徴とする請求項8〜11の何れか一項に記載の装置(14)。
- 前記装置(14)は、前記包装スリーブ(10)の前記底面(8)を予備折りする少なくとも6個の折曲げデバイス(23”)と、前記包装スリーブ(10)の前記ゲーブル面(9)を予備折りする少なくとも6個の折曲げデバイス(23’)と、を備えることを特徴とする請求項1〜12の何れか一項に記載の装置(14)。
- 各折曲げデバイス(23’、23”)は、移動可能なように取り付けられる折曲げツール(27A、27B)を複数備えることを特徴とする請求項1〜13の何れか一項に記載の装置(14)。
- セル(21)が固定されたコンベヤベルト(20)に確実動作の連結を行う手段を特徴とする請求項1〜14の何れか一項に記載の装置(14)。
- 包装スリーブ(10)を予備折りする方法であって、
a)包装スリーブ(10)を位置合わせするステップと、
b)この包装スリーブ(10)のゲーブル面(9)を予備折りするステップと、
c)この包装スリーブ(10)の底面(8)を予備折りするステップと、
を含み、
前記ステップb)およびc)は一時的に重なる方法において、
前記包装スリーブ(10)は水平方向に移動されることを特徴とする方法。 - 前記包装スリーブ(10)は定速で移動されることを特徴とする請求項16に記載の方法。
- 前記包装スリーブ(10)は円形の経路に沿って移動されることを特徴とする請求項16または17に記載の方法。
- 前記包装スリーブ(10)は、ホルダまたはセル(21)が固定されたコンベヤベルト(20)によって移動されることを特徴とする請求項16〜18の何れか1項に記載の方法。
- 前記ステップb)およびc)では、カウンターホルダ(27A)が前記包装スリーブ(10)中に挿入されることを特徴とする請求項16〜19の何れか一項に記載の方法。
- 前記ステップb)およびc)では、対向するように配置された2つの表面折曲げ部(27B)が前記包装スリーブ(10)の方向に枢動されることを特徴とする請求項16〜20の何れか一項に記載の方法。
- 前記ステップb)およびc)では、対向するように配置された2つのイヤー折曲げ部(27C)が前記包装スリーブ(10)から離れる方に枢動されることを特徴とする請求項16〜21の何れか一項に記載の方法。
- 前記ステップb)はステップc)より早く始まることを特徴とする請求項16〜22の何れか一項に記載の方法。
- 前記ステップc)はステップb)より早く終わることを特徴とする請求項16〜23の何れか一項に記載の方法。
- 前記ステップb)およびステップc)は完全に同期して起こることを特徴とする請求項16〜22の何れか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014102333.1 | 2014-02-24 | ||
| DE102014102333.1A DE102014102333A1 (de) | 2014-02-24 | 2014-02-24 | Vorrichtung und Verfahren zur Vorfaltung von Packungsmänteln |
| PCT/EP2015/051794 WO2015124396A1 (de) | 2014-02-24 | 2015-01-29 | Vorrichtung und verfahren zur vorfaltung von packungsmänteln |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017510518A true JP2017510518A (ja) | 2017-04-13 |
Family
ID=52464368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016553896A Pending JP2017510518A (ja) | 2014-02-24 | 2015-01-29 | 包装スリーブを予備折りする、装置および方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20170015078A1 (ja) |
| EP (1) | EP3134324A1 (ja) |
| JP (1) | JP2017510518A (ja) |
| CN (1) | CN106458342A (ja) |
| AU (1) | AU2015221103A1 (ja) |
| DE (1) | DE102014102333A1 (ja) |
| MX (1) | MX2016010855A (ja) |
| RU (1) | RU2016137838A (ja) |
| WO (1) | WO2015124396A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015110235A1 (de) * | 2015-06-25 | 2016-12-29 | Sig Technology Ag | Vorrichtung, Verfahren und System zur schonenden Vorfaltung von Packungsmänteln |
| DE102016003827A1 (de) * | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Zuschnitt, Packungsmantel, Verpackung und Verfahren zur Herstellung eines Zuschnitts, eines Packungsmantels und einer Verpackung |
| DE102016110008A1 (de) * | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Vorrichtung zum einseitigen Verschließen von Packungsmänteln für die Herstellung von Verbundpackungen |
| DE102017008337A1 (de) * | 2017-09-05 | 2019-03-07 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen von Zigarettenpackungen |
| CN108001752B (zh) * | 2017-12-06 | 2023-10-03 | 浙江理工大学龙港研究院有限公司 | 一种应用于导轨装盒机的折盒装置 |
| CN108582868B (zh) * | 2018-04-28 | 2024-08-06 | 湖州职业技术学院 | 自动折盒装置 |
| TWI804629B (zh) * | 2018-05-30 | 2023-06-11 | 美商唯綠包裝公司 | 用於形成山形頂密封件之設備及製程 |
| FR3100800B1 (fr) * | 2019-09-16 | 2021-10-29 | Sidel Packing Solutions | Dispositif et procédé de formage de conteneur par pliage |
| CN222947107U (zh) * | 2024-08-29 | 2025-06-06 | 康美包(苏州)有限公司 | 成型组件和灌装设备 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2144283A (en) * | 1937-09-20 | 1939-01-17 | American Paper Bottle Co | Mechanism for partially folding containers |
| DE1436005A1 (de) * | 1962-06-22 | 1968-10-31 | Jagenberg Werke Ag | Vorrichtung zum Herstellen,Fuellen und Schliessen fluessigkeitsdichter Behaelter |
| US3289553A (en) * | 1963-12-16 | 1966-12-06 | Fmc Corp | Apparatus for preforming flaps of a carton |
| US3307325A (en) * | 1964-10-21 | 1967-03-07 | Pre O Form Corp | Carton forming and filling machine |
| US4123966A (en) * | 1976-12-08 | 1978-11-07 | Nolex Corporation | Carton forming apparatus |
| DE3376550D1 (en) | 1982-08-09 | 1988-06-16 | Liquipak Int Bv | Packaging |
| DE3301237A1 (de) * | 1983-01-15 | 1984-08-09 | Focke & Co, 2810 Verden | Verfahren und vorrichtung zum verschliessen von kartons |
| SE505154C2 (sv) | 1993-02-17 | 1997-07-07 | Tetra Laval Holdings & Finance | Förpackningsmaskin med en ändlös transportör och utbytbara maskinmoduler |
-
2014
- 2014-02-24 DE DE102014102333.1A patent/DE102014102333A1/de not_active Withdrawn
-
2015
- 2015-01-29 JP JP2016553896A patent/JP2017510518A/ja active Pending
- 2015-01-29 WO PCT/EP2015/051794 patent/WO2015124396A1/de not_active Ceased
- 2015-01-29 EP EP15703538.7A patent/EP3134324A1/de not_active Withdrawn
- 2015-01-29 RU RU2016137838A patent/RU2016137838A/ru not_active Application Discontinuation
- 2015-01-29 CN CN201580010309.1A patent/CN106458342A/zh active Pending
- 2015-01-29 MX MX2016010855A patent/MX2016010855A/es unknown
- 2015-01-29 US US15/121,143 patent/US20170015078A1/en not_active Abandoned
- 2015-01-29 AU AU2015221103A patent/AU2015221103A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN106458342A (zh) | 2017-02-22 |
| AU2015221103A1 (en) | 2016-08-18 |
| MX2016010855A (es) | 2017-05-01 |
| WO2015124396A1 (de) | 2015-08-27 |
| EP3134324A1 (de) | 2017-03-01 |
| WO2015124396A9 (de) | 2015-10-08 |
| DE102014102333A1 (de) | 2015-08-27 |
| US20170015078A1 (en) | 2017-01-19 |
| RU2016137838A3 (ja) | 2018-11-12 |
| RU2016137838A (ru) | 2018-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017510518A (ja) | 包装スリーブを予備折りする、装置および方法 | |
| CN104797501B (zh) | 用于包装绕卷绕芯卷绕的卷筒的包装机 | |
| EP3319878B1 (en) | Wrapping machine for single or grouped and/or stacked products, in packs of thermoplastic material obtained from film unwound from a reel and related operating method | |
| ITFI20110220A1 (it) | "macchina confezionatrice per confezionare rotoli di carta" | |
| CN109153467A (zh) | 由双侧打开的包装套形成单侧打开的包装体的方法和装置 | |
| JPH06298210A (ja) | 板状包装材料ウエブから液体を充填した平行六面体の包装容器を形成する装置 | |
| KR101888723B1 (ko) | 쏟을 수 있는 식품 생산 포장 머신을 위한 접는 유닛 | |
| US3884131A (en) | Method of, and means for folding a container blank into a tubular body | |
| ITTO20080842A1 (it) | Dispositivo pressatore atto ad esercitare una pressione su un dispositivo di apertura applicato su una confezione contenente un prodotto alimentare versabile in un tubo di materiale di confezionamento | |
| US4655738A (en) | Apparatus for the manufacture of a tubular container sleeve | |
| EP1043232A1 (en) | Packaging machine | |
| CN101557985B (zh) | 纵向填充和包装机 | |
| CN111590962A (zh) | Ffs重包袋插边机及插边制作方法 | |
| JP6184393B2 (ja) | 包装装置 | |
| US3334551A (en) | Machine for making bags | |
| US20170015454A1 (en) | Apparatus and method to form edges in a package made of flexible material | |
| CN103517804A (zh) | 用于由袋囊件制造袋子的装置和方法 | |
| ITBO980484A1 (it) | Macchina per il confezionamento di articoli all' interno di relativi a stucci . | |
| ITBO20000483A1 (it) | Procedimento per la realizzazione di un incarto per il confezionamento di prodotti alimentari e dispositivo per l' attuazione di tale proced | |
| CN212290448U (zh) | 一种冷套膜机 | |
| JP6199728B2 (ja) | 折り込みバッグの製造装置および折り込みバッグの製造方法 | |
| US2225888A (en) | Wrapping of cigarettes and other articles | |
| CN221317030U (zh) | 一种卷烟条包封烫装置和包装机 | |
| JP4647487B2 (ja) | 容器底部形成装置 | |
| ITBO20070366A1 (it) | Metodo e sistema per la snervatura di uno sbozzato piano destinato alla realizzazione di un incarto rigido, |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20161024 |
|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20161024 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20161024 |