JP2017510519A - 注入可能製品の噴流形状を変えるための装置 - Google Patents
注入可能製品の噴流形状を変えるための装置 Download PDFInfo
- Publication number
- JP2017510519A JP2017510519A JP2016560459A JP2016560459A JP2017510519A JP 2017510519 A JP2017510519 A JP 2017510519A JP 2016560459 A JP2016560459 A JP 2016560459A JP 2016560459 A JP2016560459 A JP 2016560459A JP 2017510519 A JP2017510519 A JP 2017510519A
- Authority
- JP
- Japan
- Prior art keywords
- conduit
- cross
- sectional area
- filling
- eccentric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/001—Packaging other articles presenting special problems of foodstuffs, combined with their conservation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/04—Methods of, or means for, filling the material into the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/22—Defoaming liquids in connection with filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C3/2608—Filling-heads; Means for engaging filling-heads with bottle necks comprising anti-dripping means
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/45—Others, including non-metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/14—Titanium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2071/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B2039/009—Multiple outlets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2671—Means for preventing foaming of the liquid
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacturing & Machinery (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Plasma & Fusion (AREA)
- Ceramic Engineering (AREA)
- Basic Packing Technique (AREA)
- Supply Of Fluid Materials To The Packaging Location (AREA)
- General Preparation And Processing Of Foods (AREA)
- Formation And Processing Of Food Products (AREA)
- Processing Of Meat And Fish (AREA)
- Nozzles (AREA)
Abstract
Description
2 本体
3 板
4 フランジ
5 突起
6 穴
7 噴流
8 中心軸線
9 上面
10 下面
11 流入口
12 流出口
13 面取り
14 装置
15、15’、15” ハウジング
16 流入領域
17 流出領域
18、18’、18” 管路
19 流入口
20 流出口
21 フランジ
22 穿孔
23 弁棒
24 封止要素
25 中心軸線
26 第1の断面積
27 第2の断面積
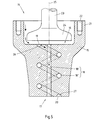
28 隔壁
Claims (15)
- 注入可能製品、特に食品、の噴流形状を変えるための装置(14)であって、
− 前記注入可能製品の流入のための流入領域(16)と、
− 前記注入可能製品の流出のための流出領域(17)と、
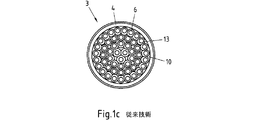
− 前記注入可能製品を移送するためのいくつかの管路(18)と、
を備え、
− 各管路(18)は、前記流入領域(16)に対応付けられた少なくとも1つの流入口(19)と前記流出領域(17)に対応付けられた少なくとも1つの流出口(20)とを有する、装置において、
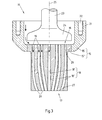
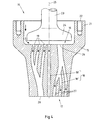
前記いくつかの管路(18)のうちの少なくとも1つが少なくとも部分的に湾曲している、ことを特徴とする装置。 - 全ての偏心管路(18”)が少なくとも部分的に湾曲していることを特徴とする、請求項1に記載の装置。
- 前記いくつかの管路(18)のうちの少なくとも1つが連続的に湾曲していることを特徴とする、請求項1または2に記載の装置。
- 全ての偏心管路(18”)が連続的に湾曲していることを特徴とする、請求項1〜3の何れか一項に記載の装置。
- 前記いくつかの管路(18)の壁面が一体構造であることを特徴とする、請求項1〜4の何れか一項に記載の装置。
- 前記装置(14)は多部品構成のハウジング(15’、15”)を有することを特徴とする、請求項1〜5の何れか一項に記載の装置。
- 前記いくつかの管路(18)の前記流入口(19)および/または前記流出口(20)は一平面に配置されることを特徴とする、請求項1〜6の何れか一項に記載の装置。
- 管路(18)の数は少なくとも5つであり、特に10と100の間の範囲内であることを特徴とする、請求項1〜7の何れか一項に記載の装置。
- 一管路(18)の前記流入口(19)の合計は第1の断面積(26)を形成し、一管路(18)の前記流出口(20)の合計は第2の断面積(27)を形成し、少なくとも1つの管路(18)の前記第2の断面積(27)は、この管路(18)の前記第1の断面積(26)より大きいことを特徴とする、請求項1〜8の何れか一項に記載の装置。
- 前記偏心管路(18”)の中心軸線は、前記装置(14)の前記中心軸線(25)に対してほぼ傾斜角度(α)傾斜して配置されることを特徴とする、請求項1〜9の何れか一項に記載の装置。
- 少なくとも1つの管路(18)が少なくとも1つの分岐を有することを特徴とする、請求項1〜10の何れか一項に記載の装置。
- 食品の充填、特に食品の無菌充填、のための請求項1〜11の何れか一項に記載の装置(14)の使用。
- 請求項1〜11の何れか一項に記載の装置(14)の製作方法であって、
a)前記いくつかの管路(18)が内部に配置される前記装置(14)を積層造形法によって製作するステップ、を含む方法。 - ステップa)は、焼結または溶融によって行われることを特徴とする、請求項13に記載の方法。
- ステップa)は、レーザ焼結またはレーザ溶融によって行われることを特徴とする、請求項13または14に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014104480.0 | 2014-03-31 | ||
| DE102014104480.0A DE102014104480A1 (de) | 2014-03-31 | 2014-03-31 | Vorrichtung zur Veränderung der Strahlform von fließfähigen Produkten |
| PCT/EP2015/055020 WO2015150032A1 (de) | 2014-03-31 | 2015-03-11 | Vorrichtung zur veränderung der strahlform von fliessfähigen produkten |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017510519A true JP2017510519A (ja) | 2017-04-13 |
Family
ID=52692611
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016560459A Pending JP2017510519A (ja) | 2014-03-31 | 2015-03-11 | 注入可能製品の噴流形状を変えるための装置 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US10562655B2 (ja) |
| EP (1) | EP3126246B1 (ja) |
| JP (1) | JP2017510519A (ja) |
| CN (1) | CN106163929B (ja) |
| AU (1) | AU2015239989A1 (ja) |
| DE (1) | DE102014104480A1 (ja) |
| ES (1) | ES2709449T3 (ja) |
| MX (1) | MX2016012263A (ja) |
| PL (1) | PL3126246T3 (ja) |
| RU (1) | RU2016138770A (ja) |
| TR (1) | TR201901342T4 (ja) |
| WO (1) | WO2015150032A1 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016005596A1 (de) * | 2015-10-15 | 2017-04-20 | Kiefel Gmbh | Befüllvorrichtung zum befüllen eines medizinischen beutels, verfahren zum herstellen einer derartigen befüllvorrichtung sowie anlage zum herstellen von mit fluiden befüllten medizinischen beuteln |
| JP2018167882A (ja) * | 2017-03-30 | 2018-11-01 | 雪印メグミルク株式会社 | 充填ノズル |
| CN107117406A (zh) * | 2017-06-12 | 2017-09-01 | 吴世贵 | 一种集装饮料箱出料口装置 |
| CN107055441A (zh) * | 2017-06-12 | 2017-08-18 | 唐长林 | 一种高效回吸式灌装头结构 |
| KR101973940B1 (ko) * | 2017-07-28 | 2019-04-30 | 대경제이엠 주식회사 | 알루미늄 합금을 이용한 기어펌프 하우징 제조방법 |
| WO2019047150A1 (en) * | 2017-09-08 | 2019-03-14 | The Procter & Gamble Company | SIDE STOP PISTON VALVE ASSEMBLY |
| CN107695338B (zh) * | 2017-09-21 | 2019-11-12 | 北京宝航新材料有限公司 | 一种AlSi7Mg粉末材料及其制备方法和其应用 |
| DE102017219542A1 (de) * | 2017-11-03 | 2019-05-09 | Krones Ag | Auflageteller zum Positionieren von Behältern |
| GB2569364B (en) * | 2017-12-15 | 2022-11-30 | Elopak Gmbh | Improved filling device |
| CN109987283B (zh) * | 2017-12-29 | 2022-03-15 | 内蒙古蒙牛乳业(集团)股份有限公司 | 一种出料装置 |
| US10662050B2 (en) * | 2018-04-10 | 2020-05-26 | General Mills, Inc. | Apparatus and method for filling a container |
| US11426818B2 (en) | 2018-08-10 | 2022-08-30 | The Research Foundation for the State University | Additive manufacturing processes and additively manufactured products |
| CN109205537B (zh) * | 2018-10-08 | 2023-12-15 | 广州达意隆包装机械股份有限公司 | 一种灌装阀及灌装设备 |
| EP4387920A1 (en) * | 2021-08-17 | 2024-06-26 | The Procter & Gamble Company | Low foam filling nozzle |
| AT525649B1 (de) * | 2021-12-21 | 2023-06-15 | Baumit Beteiligungen Gmbh | Vorrichtung zum Ausbringen eines hydraulisch aushärtenden Baustoffes sowie dessen Verwendung |
| CN116923770B (zh) * | 2022-04-07 | 2025-11-21 | 康美包(苏州)有限公司 | 灌装头及其灌装装置和灌装方法 |
| DE102022206197A1 (de) | 2022-06-21 | 2023-12-21 | Continental Automotive Technologies GmbH | Spritzdüse mit laminarer Strömungscharakteristik |
| CN115818257B (zh) * | 2022-11-30 | 2024-12-31 | 安徽马钢粉末冶金有限公司 | 一种冶金粉料的罐装装置 |
| CN121666347A (zh) * | 2023-06-16 | 2026-03-13 | 康美包服务股份公司 | 将可流动产品填充至至少一个包装的方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0826220A (ja) * | 1994-07-15 | 1996-01-30 | Kanebo Ltd | 充填ノズル |
| WO2001080662A1 (en) * | 2000-04-14 | 2001-11-01 | Unilever Plc | Process for extruding ice cream, apparatus for achieving such extrusion and products resulting therefrom |
| JP2005008177A (ja) * | 2003-06-17 | 2005-01-13 | Shibuya Kogyo Co Ltd | 充填バルブ |
| JP2008105737A (ja) * | 2006-10-27 | 2008-05-08 | Toyo Seikan Kaisha Ltd | 充填ノズル |
| JP2008542157A (ja) * | 2005-05-31 | 2008-11-27 | キンバリー クラーク ワールドワイド インコーポレイテッド | エア搬送装置 |
| JP2012035890A (ja) * | 2010-08-10 | 2012-02-23 | Fujimori Kogyo Co Ltd | 製袋充填装置 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT23832B (de) | 1905-01-20 | 1906-04-10 | Siemens Schuckertwerke Wien | Elektromagnetische Dauerbremse. |
| US923835A (en) * | 1908-04-09 | 1909-06-08 | Milton H Hart | Cellar-pipe and nozzle therefor. |
| US2805889A (en) * | 1954-11-23 | 1957-09-10 | Bendix Aviat Corp | Couple force nozzle |
| US3246850A (en) * | 1964-05-20 | 1966-04-19 | Corn Products Co | Dual spray head |
| US3324905A (en) * | 1965-02-12 | 1967-06-13 | Isaly Dairy Company | Filler head for ice cream cartons |
| US3423029A (en) * | 1966-03-03 | 1969-01-21 | Quigley Co | Multiple tube spray discharge nozzle |
| US3698452A (en) | 1970-11-12 | 1972-10-17 | Horix Mfg Co | Bottle filling device |
| FR2212497B1 (ja) | 1972-12-31 | 1976-11-19 | Ishikawajima Harima Heavy Ind | |
| DE2601421C2 (de) | 1976-01-15 | 1977-12-01 | Jagenberg Werke Ag | Mundstueck einer Zapfstelle fuer insbesondere zur Blasenbildung neigende Fluessigkeiten,wie Milch |
| DE3000799A1 (de) | 1980-01-11 | 1981-07-16 | Dieter Wildfang KG, 7840 Müllheim | Strahlregler zum anschluss an sanitaer-armaturen o.dgl. |
| DE3134182C2 (de) | 1981-08-28 | 1985-05-02 | Jagenberg-Werke AG, 4000 Düsseldorf | Auslaufstutzen an Abfüllvorrichtungen für Flüssigkeiten |
| FR2547746B1 (fr) * | 1983-06-24 | 1985-11-08 | Serac Sa | Dispositif diviseur de jet pour tete de remplissage |
| US4824024A (en) * | 1987-06-19 | 1989-04-25 | Rhone-Poulenc Nederland B.V. | Spray apparatus |
| CA1290974C (en) * | 1988-06-23 | 1991-10-22 | Norman A. E. Hoy | Extruder head for making a patterned block of an ice cream product |
| EP0442967A1 (en) * | 1988-11-14 | 1991-08-28 | Oden Corporation | Precision filling machine |
| US5381839A (en) * | 1992-07-22 | 1995-01-17 | Dowd; Tracy J. | Liquid disburser device |
| DE4411629A1 (de) | 1994-04-02 | 1995-11-02 | Tetra Laval Holdings & Finance | Ventil zum Abfüllen von Flüssigkeiten in Verpackungen |
| US5505337A (en) * | 1994-10-12 | 1996-04-09 | Littman; Carrie W. | Hygienic toothpaste dispenser and stand |
| FI98354C (fi) * | 1995-10-27 | 1997-06-10 | Upm Kymmene Oy | Laite pakkauksen täyttämiseksi |
| IT1296418B1 (it) * | 1997-11-28 | 1999-06-25 | Sasib Food S P A Ora Sasib Pro | Ugello antigocciolamento in macchina riempitrice di prodotti liquidi oleosi. |
| JP2000237637A (ja) * | 1999-02-22 | 2000-09-05 | Toyota Motor Corp | ホールノズルのノズルチップ |
| US6481645B1 (en) | 2000-05-22 | 2002-11-19 | Shurflo Pump Mfg. Company, Inc. | Condiment dispensing nozzle apparatus and method |
| DE10027987B4 (de) | 2000-06-06 | 2005-12-22 | Neoperl Gmbh | Strahlregler |
| US6945266B2 (en) * | 2001-10-19 | 2005-09-20 | Metallic Power, Inc. | Manifold for fuel cell system |
| DE102004029679A1 (de) * | 2004-06-18 | 2005-12-29 | Purem Abgassysteme Gmbh & Co. Kg | Injektordüse sowie Verfahren und Verwendung einer Innjektordüse zur Einbringung von Harnstoff in ein Abgas einer Brennkraftmaschine |
| DE102004055327A1 (de) * | 2004-11-16 | 2006-05-18 | Gasti-Verpackungsmaschinen Gmbh | Verfahren zum Befüllen eines Behälters mit zumindest zwei flüssigen oder pastösen Produkten und Füllvorrichtung zur Durchführung des Verfahrens |
| EP1908855B1 (de) * | 2006-10-06 | 2009-04-01 | Groz-Beckert KG | Düsenstreifen zur Textilbearbeitung |
| US8181891B2 (en) | 2009-09-08 | 2012-05-22 | General Electric Company | Monolithic fuel injector and related manufacturing method |
| IT1404244B1 (it) * | 2011-01-21 | 2013-11-15 | Soremartec Sa | Metodo e testa erogatrice per l'alimentazione di un prodotto liquido in un contenitore |
| DE202011003443U1 (de) * | 2011-03-02 | 2011-12-23 | Bego Medical Gmbh | Vorrichtung zur generativen Herstellung dreidimensionaler Bauteile |
| US20130075513A1 (en) | 2011-09-26 | 2013-03-28 | Siemens Industry, Inc. | Rolling mill coil forming laying head with path or pipe having dissimilar materials composite construction |
| WO2013064299A1 (en) * | 2011-10-31 | 2013-05-10 | Unilever N.V. | Nozzle assembly |
| DE102012203506A1 (de) * | 2012-03-06 | 2013-09-12 | Krones Ag | Streckblasmaschine mit Rapid Prototyping Bauteilen |
| US20150211462A1 (en) * | 2012-08-01 | 2015-07-30 | 3M Innovative Properties Company | Fuel injector nozzles with at least one multiple inlet port and/or multiple outlet port |
-
2014
- 2014-03-31 DE DE102014104480.0A patent/DE102014104480A1/de not_active Ceased
-
2015
- 2015-03-11 AU AU2015239989A patent/AU2015239989A1/en not_active Abandoned
- 2015-03-11 ES ES15710742T patent/ES2709449T3/es active Active
- 2015-03-11 RU RU2016138770A patent/RU2016138770A/ru not_active Application Discontinuation
- 2015-03-11 MX MX2016012263A patent/MX2016012263A/es unknown
- 2015-03-11 US US15/301,014 patent/US10562655B2/en active Active
- 2015-03-11 TR TR2019/01342T patent/TR201901342T4/tr unknown
- 2015-03-11 CN CN201580017758.9A patent/CN106163929B/zh active Active
- 2015-03-11 PL PL15710742T patent/PL3126246T3/pl unknown
- 2015-03-11 JP JP2016560459A patent/JP2017510519A/ja active Pending
- 2015-03-11 WO PCT/EP2015/055020 patent/WO2015150032A1/de not_active Ceased
- 2015-03-11 EP EP15710742.6A patent/EP3126246B1/de active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0826220A (ja) * | 1994-07-15 | 1996-01-30 | Kanebo Ltd | 充填ノズル |
| WO2001080662A1 (en) * | 2000-04-14 | 2001-11-01 | Unilever Plc | Process for extruding ice cream, apparatus for achieving such extrusion and products resulting therefrom |
| JP2005008177A (ja) * | 2003-06-17 | 2005-01-13 | Shibuya Kogyo Co Ltd | 充填バルブ |
| JP2008542157A (ja) * | 2005-05-31 | 2008-11-27 | キンバリー クラーク ワールドワイド インコーポレイテッド | エア搬送装置 |
| JP2008105737A (ja) * | 2006-10-27 | 2008-05-08 | Toyo Seikan Kaisha Ltd | 充填ノズル |
| JP2012035890A (ja) * | 2010-08-10 | 2012-02-23 | Fujimori Kogyo Co Ltd | 製袋充填装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015150032A1 (de) | 2015-10-08 |
| US10562655B2 (en) | 2020-02-18 |
| RU2016138770A (ru) | 2018-04-02 |
| CN106163929A (zh) | 2016-11-23 |
| US20170015452A1 (en) | 2017-01-19 |
| EP3126246B1 (de) | 2018-12-26 |
| DE102014104480A1 (de) | 2015-10-01 |
| RU2016138770A3 (ja) | 2018-09-24 |
| ES2709449T3 (es) | 2019-04-16 |
| EP3126246A1 (de) | 2017-02-08 |
| CN106163929B (zh) | 2020-03-27 |
| TR201901342T4 (tr) | 2019-02-21 |
| MX2016012263A (es) | 2017-01-09 |
| PL3126246T3 (pl) | 2019-05-31 |
| AU2015239989A1 (en) | 2016-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017510519A (ja) | 注入可能製品の噴流形状を変えるための装置 | |
| JP6431077B2 (ja) | 易流動性製品ジェット形状変更用デバイス | |
| CN105593122B (zh) | 用于改变自由流动的产品的射流形状的装置 | |
| US20180235837A1 (en) | Filling device for filling a medical bag, method for producing such a device and plant for producing fluid-filled medical bags | |
| CN102686483B (zh) | 灌装组件与用于该灌装组件的垫片以及灌装液体的方法 | |
| CN102791612B (zh) | 用于液体的计量装置和计量方法 | |
| JP6118544B2 (ja) | 微細気泡生成ノズルおよび微細気泡生成装置 | |
| US11186973B2 (en) | Cantilevered faucet spout | |
| US20150125400A1 (en) | Apparatus and method for mass producing a monodisperse microbubble agent | |
| JP6495151B2 (ja) | ミルクフォームを発生させる装置及びその方法 | |
| JP2018518294A (ja) | フィルタを伴うマイクロノズルアセンブリ | |
| JPH10323555A (ja) | カラム用ディストリビュータ装置 | |
| EP0919472A1 (en) | Anti-drip nozzle in a filling machine for oily liquid products | |
| US10207844B2 (en) | Dropper | |
| RU2646236C2 (ru) | Устройство и способ выдачи частей масс с дозированием и приданием формы из масс, способных транспортироваться насосом | |
| KR101913166B1 (ko) | 분할 배출 트로프 | |
| CN207202789U (zh) | 一种食品加工机 | |
| US20190277316A1 (en) | Device for Controlling the Flow Direction of Fluids | |
| US11952252B2 (en) | Low foam nozzle | |
| WO2021192901A1 (ja) | 混合粉末の製造方法、混合粉末の製造装置、付加製造方法および付加製造装置 | |
| JP2016182961A (ja) | 充填ノズルおよび整流板 | |
| JP6787655B2 (ja) | 薬液容器への薬液注入用のノズル | |
| JP2018122272A (ja) | 液体吐出装置 | |
| JP2013056696A (ja) | ノズル | |
| JP2019009210A (ja) | 気化器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20161130 |
|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20161130 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20161130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180111 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181128 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190225 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190524 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191011 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200207 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20200207 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200217 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20200221 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20200501 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20200508 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200720 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20200828 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20210115 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210212 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210212 |