JP2017523754A - 永久磁石同期モータおよびその製造方法 - Google Patents
永久磁石同期モータおよびその製造方法 Download PDFInfo
- Publication number
- JP2017523754A JP2017523754A JP2017503618A JP2017503618A JP2017523754A JP 2017523754 A JP2017523754 A JP 2017523754A JP 2017503618 A JP2017503618 A JP 2017503618A JP 2017503618 A JP2017503618 A JP 2017503618A JP 2017523754 A JP2017523754 A JP 2017523754A
- Authority
- JP
- Japan
- Prior art keywords
- iron core
- coil
- injection molding
- rotor
- molding process
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/12—Casings or enclosures characterised by the shape, form or construction thereof specially adapted for operating in liquid or gas
- H02K5/128—Casings or enclosures characterised by the shape, form or construction thereof specially adapted for operating in liquid or gas using air-gap sleeves or air-gap discs
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/10—Applying solid insulation to windings, stators or rotors, e.g. applying insulating tapes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D13/00—Pumping installations or systems
- F04D13/02—Units comprising pumps and their driving means
- F04D13/021—Units comprising pumps and their driving means containing a coupling
- F04D13/024—Units comprising pumps and their driving means containing a coupling a magnetic coupling
- F04D13/027—Details of the magnetic circuit
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D13/00—Pumping installations or systems
- F04D13/02—Units comprising pumps and their driving means
- F04D13/06—Units comprising pumps and their driving means the pump being electrically driven
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D13/00—Pumping installations or systems
- F04D13/02—Units comprising pumps and their driving means
- F04D13/06—Units comprising pumps and their driving means the pump being electrically driven
- F04D13/0606—Canned motor pumps
- F04D13/064—Details of the magnetic circuit
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/06—Embedding prefabricated windings in the machines
- H02K15/062—Windings in slots; Salient pole windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, moulding insulation, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K21/00—Synchronous motors having permanent magnets; Synchronous generators having permanent magnets
- H02K21/02—Details
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K21/00—Synchronous motors having permanent magnets; Synchronous generators having permanent magnets
- H02K21/12—Synchronous motors having permanent magnets; Synchronous generators having permanent magnets with stationary armatures and rotating magnets
- H02K21/14—Synchronous motors having permanent magnets; Synchronous generators having permanent magnets with stationary armatures and rotating magnets with magnets rotating within the armatures
- H02K21/18—Synchronous motors having permanent magnets; Synchronous generators having permanent magnets with stationary armatures and rotating magnets with magnets rotating within the armatures having horse-shoe armature cores
- H02K21/185—Synchronous motors having permanent magnets; Synchronous generators having permanent magnets with stationary armatures and rotating magnets with magnets rotating within the armatures having horse-shoe armature cores with the axis of the rotor perpendicular to the plane of the armature
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/30—Windings characterised by the insulating material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/44—Protection against moisture or chemical attack; Windings specially adapted for operation in liquid or gas
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
- H02K3/521—Fastening salient pole windings or connections thereto applicable to stators only
- H02K3/524—Fastening salient pole windings or connections thereto applicable to stators only for U-shaped, E-shaped or similarly shaped cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/02—Casings or enclosures characterised by the material thereof
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/08—Insulating casings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Motor Or Generator Frames (AREA)
- Permanent Magnet Type Synchronous Machine (AREA)
Abstract
Description
1)巻型に巻きつけられたコイルに1回目の射出成形プロセスを行って、前記コイルを封止するためのコイル封止部を形成するステップと、
2)前記コイル封止部によって封止されたコイルの中に鉄芯を組み付け、前記コイル封止部によって封止されたコイルおよび鉄芯に2回目の射出成形プロセスを行って、ロータ胴部を備えるポンプ本体部を形成するステップと、をこの順に備え、
前記ロータ胴部は、前記鉄芯をベースにした射出成形によって形成され、前記2回目の射出成形プロセスの間に、前記鉄芯の極性円弧部に、分離薄層が形成されて、前記鉄芯を前記ロータ胴部のロータ空洞から分離する。
1)巻型にコイルを巻きつけ、この巻きコイルの中に鉄芯を組み付けるステップと、
2)前記巻きコイルおよび前記鉄芯をベースにして射出成形プロセスを行って、コイルを封止するためのコイル封止部とロータ胴部を備えるポンプ本体部とを形成するステップと、をこの順に備え、
前記ロータ胴部は、前記射出成形プロセスによって前記鉄芯をベースにして形成され、射出成形の間に、前記鉄芯の極性円弧部に、分離薄層が形成されて、前記鉄芯を前記ロータ胴部のロータ空洞から分離する、永久磁石同期モータの製造方法を提供する。
鉄芯は、射出成形を行うことによって、コイルと一体化される。これによって、空間の利用率を向上させて電動機の散熱を改善するだけでなく、振動騒音を低減する。
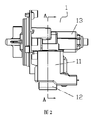
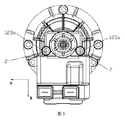
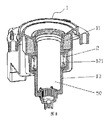
実施形態1では、二段階の射出成形法によって、一体型ポンプ本体を得る。
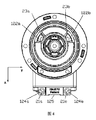
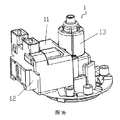
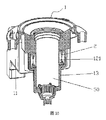
本実施形態は、一回限りの射出成形法による一体型ポンプ本体を提供する。
Claims (12)
- ポンプ本体が一体化された永久磁石同期モータの製造方法であって、
1)巻型に巻きつけられたコイルに1回目の射出成形プロセスを行って、前記コイルを封止するためのコイル封止部を形成するステップと、
2)前記コイル封止部によって封止されたコイルの中に鉄芯を組み付け、封止された前記コイルおよび鉄芯に2回目の射出成形プロセスを行って、ロータ胴部を備えるポンプ本体部を形成するステップと、をこの順に備え、
前記ロータ胴部は、前記鉄芯をベースにした前記射出成形プロセスによって形成され、前記2回目の射出成形プロセスの間に、前記鉄芯の極性円弧部に、分離薄層が形成されて、前記鉄芯を前記ロータ胴部のロータ空洞から分離する、製造方法。 - ポンプ本体が一体化された永久磁石同期モータの製造方法であって、
1)巻型にコイルを巻きつけ、この巻きコイルの中に鉄芯を組み付けるステップと、
2)前記巻きコイルおよび前記鉄芯をベースにして射出成形プロセスを行って、コイルを封止するためのコイル封止部とロータ胴部を備えるポンプ本体部とを形成するステップと、をこの順に備え、
前記ロータ胴部は、前記射出成形プロセスによって前記鉄芯をベースにして形成され、前記射出成形プロセスの間に、前記鉄芯の極性円弧部に、分離薄層が形成されて、前記鉄芯を前記ロータ胴部のロータから分離する、製造方法。 - 前記ポンプ本体部を形成する射出成形プロセスの間に、前記鉄芯は、前記巻きコイルと心合わせされるように、金型位置決め片によって位置決めされる、請求項1または2に記載の製造方法。
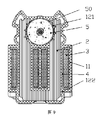
- 前記鉄芯は、U字型をしており、平行な2つの長手部と、前記長手部の一方の端部同士を接続する水平部とを含み、前記極性円弧部は、前記長手部の他方の端部に位置すると共に、第1の位置決め片を導入するための第1の位置決めスロットを備えており、第2の位置決め片を導入するための第2の位置決めスロットが、前記長手部の前記一方の端部の肩部に設けられている、請求項3に記載の製造方法。
- 前記鉄芯の極性円弧部の凹状内表面には、溝が設けられており、前記分離薄層を形成するための射出成形プロセスの間に、射出成形材料が前記溝の中を流れることによって、前記溝に埋め込まれた分離薄層の根部が形成され、前記根部によって、前記分離薄層は前記凹状内表面に密着する、請求項1または2に記載の製造方法。
- 前記鉄芯と前記コイルの封止容器との間に隙間があり、前記隙間は、前記2回目の射出成形プロセスの間に射出成形材料で充填される、請求項1に記載の製造方法。
- 前記鉄芯と前記巻きコイルとの間に隙間があり、前記隙間は、前記射出成形プロセスの間に射出成形材料で充填される、請求項2に記載の製造方法。
- ポンプ本体が一体化された永久磁石同期モータであって、
ロータアセンブリと、
巻型に巻きつけられたコイル、および、コイル封止部によって封止された前記コイルに組み付けられた鉄芯を含むステータアセンブリと、
前記ステータアセンブリをベースにして射出成形プロセスを行うことによって形成されるポンプ本体部と、を備え、
前記ポンプ本体は、
前記射出成形プロセスによって前記鉄芯をベースにして形成される、前記ロータアセンブリを配置するためのロータ空洞を備えるロータ胴部と、
前記射出成形プロセスを行うことによって、前記鉄芯の極性円弧部において形成される、前記鉄芯を前記ロータ空洞から分離する分離薄層と、を含む、永久磁石同期モータ。 - ポンプ本体が一体化された永久磁石同期モータであって、
ロータアセンブリと、
巻型に巻きつけられたコイル、および、前記コイルに組み付けられた鉄芯を含むステータアセンブリと、
前記ステータアセンブリをベースにして射出成形プロセスを行うことによって形成されるコイル封止コイル部およびポンプ本体部と、を備え、
前記巻型に巻きつけられたコイルは、前記コイル封止部によって封止されており、
前記ポンプ本体部は、
前記鉄芯をベースにして前記射出成形プロセスを行うことによって形成される、前記ロータアセンブリを配置するためのロータ空洞を備えるロータ胴部と、
前記射出成形プロセスを行うことによって、前記鉄芯の極性円弧部に形成される、前記鉄芯を前記ロータ空洞から分離する分離薄層と、を含む、永久磁石同期モータ。 - 前記鉄芯は、U字型をしており、平行な2つの長手部と、前記長手部の一方の端部同士を接続する水平部とを含み、前記極性円弧部は、前記長手部の他方の端部に位置しており、第1の位置決め片を導入するための第1の位置決めスロットを備えており、第2の位置決め片を導入するための第2の位置決めスロットが、前記長手部の前記一方の端部の肩部に設けられており、これにより、前記鉄芯は、前記巻型に巻き付けられたコイルと心合わせされる、請求項8または9に記載の永久磁石同期モータ。
- 前記鉄芯の極性円弧部の凹状内表面には、溝が設けられており、前記分離薄層は、前記溝に埋め込まれた根部を有し、前記根部によって、前記分離薄層は前記凹状内表面に密着し、
前記分離薄層は、前記ロータ胴部と一体化され、前記ロータ胴部の内表面と協働して、連続したロータ空洞を形成する、請求項8または9に記載の永久磁石同期モータ。 - 前記分離薄層の最薄部の厚みは、0.2〜0.75mmである、請求項11に記載の永久磁石同期モータ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410362395.X | 2014-07-28 | ||
| CN201410362395.XA CN105322730B (zh) | 2014-07-28 | 2014-07-28 | 一种永磁同步电机及其制备方法 |
| PCT/CN2015/084467 WO2016015572A1 (zh) | 2014-07-28 | 2015-07-20 | 一种永磁同步电机及其制备方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017523754A true JP2017523754A (ja) | 2017-08-17 |
| JP6492299B2 JP6492299B2 (ja) | 2019-04-03 |
Family
ID=55216753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017503618A Active JP6492299B2 (ja) | 2014-07-28 | 2015-07-20 | 永久磁石同期モータおよびその製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10601279B2 (ja) |
| EP (1) | EP3176926B1 (ja) |
| JP (1) | JP6492299B2 (ja) |
| KR (1) | KR101979933B1 (ja) |
| CN (1) | CN105322730B (ja) |
| BR (1) | BR112017001590B8 (ja) |
| RU (1) | RU2643799C1 (ja) |
| WO (1) | WO2016015572A1 (ja) |
| ZA (1) | ZA201700703B (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016211127A1 (de) * | 2016-06-22 | 2017-12-28 | BSH Hausgeräte GmbH | Elektrische Maschine für ein Haushaltsgerät mit zumindest teilweise umspritzten Stator, Pumpe, Haushaltsgerät sowie Verfahren |
| EP3547506B1 (en) * | 2016-11-28 | 2026-03-25 | Panasonic Intellectual Property Management Co., Ltd. | Motor |
| CN108110965A (zh) * | 2017-12-25 | 2018-06-01 | 中山市富迪电器有限公司 | 排水泵电机制备方法 |
| CN108799142A (zh) * | 2018-08-14 | 2018-11-13 | 广东赛普电器制造有限公司 | 一种高效率排水泵 |
| CN109340127A (zh) * | 2018-09-05 | 2019-02-15 | 广东赛普电器制造有限公司 | 排水泵及其泵体部分的制备方法 |
| CN110518733B (zh) * | 2019-09-26 | 2024-12-20 | 无锡好力泵业有限公司 | 洗衣机用三相排水电机 |
| CN212563673U (zh) * | 2020-02-27 | 2021-02-19 | 汉宇集团股份有限公司 | 一种微型离心泵 |
| CN111706517A (zh) * | 2020-05-27 | 2020-09-25 | 湖南耐普泵业股份有限公司 | 一种智能永磁无泄漏泵 |
| US12476035B2 (en) * | 2021-12-10 | 2025-11-18 | Ford Global Technologies, Llc | Power inductor thermal management |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10234153A (ja) * | 1997-02-20 | 1998-09-02 | Shibaura Eng Works Co Ltd | ポンプ用モータ |
| JPH11341714A (ja) * | 1998-05-28 | 1999-12-10 | Toshiba Corp | モータのステータ |
| JP2004208386A (ja) * | 2002-12-25 | 2004-07-22 | Hitachi Ltd | 回転電機及び電動車両並びに樹脂のインサート成形方法 |
| JP2009131083A (ja) * | 2007-11-26 | 2009-06-11 | Aisin Seiki Co Ltd | 回転電機および燃料電池システム |
| JP2013110921A (ja) * | 2011-11-24 | 2013-06-06 | Aisan Ind Co Ltd | モータ及び電動ポンプ |
| WO2014090078A1 (zh) * | 2012-12-12 | 2014-06-19 | 江门市地尔汉宇电器股份有限公司 | 交流永磁排水泵 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL6414624A (ja) * | 1964-12-16 | 1966-06-17 | ||
| AT374985B (de) * | 1982-10-07 | 1984-06-25 | Philips Nv | Elektromotor |
| US4691132A (en) * | 1985-05-24 | 1987-09-01 | U.S. Philips Corporation | Synchronous motor with two-pole permanent-magnet soft-magnetic-core rotor |
| US5001379A (en) * | 1988-08-17 | 1991-03-19 | Mitsubishi Denki Kabushiki Kaisha | Small-sized electric motor |
| DE3941204A1 (de) * | 1989-12-14 | 1991-06-20 | Philips Patentverwaltung | Anlaufhilfe fuer einen zweipoligen einphasensynchronmotor mit dauermagnetischem rotor |
| US5365137A (en) * | 1990-11-01 | 1994-11-15 | Dynamic Systems International Inc. | Electric motor |
| IT1259848B (it) * | 1992-11-27 | 1996-03-28 | Hydor Srl | Motore elettrico sincrono, particolarmente per pompe immergibili e pompa incorporante tale motore |
| DE4329046A1 (de) * | 1993-08-28 | 1995-03-02 | Philips Patentverwaltung | Kleinmotor mit einem permanent-magnetischen Rotor |
| US5806169A (en) * | 1995-04-03 | 1998-09-15 | Trago; Bradley A. | Method of fabricating an injected molded motor assembly |
| DE19651920A1 (de) * | 1996-12-13 | 1998-06-18 | Philips Patentverwaltung | Elektromotorische Verstellvorrichtung |
| WO1998049112A1 (en) * | 1997-04-28 | 1998-11-05 | Koninklijke Philips Electronics N.V. | Method of manufacturing a conductive layer on a substrate |
| DE10052797A1 (de) * | 2000-10-25 | 2002-05-08 | Bosch Gmbh Robert | Elektromotorisch angetriebene Pumpe und Verfahren zur Herstellung einer solchen Pumpe |
| US6975049B2 (en) * | 2003-10-29 | 2005-12-13 | A. O. Smith Corporation | Electrical machine and method of manufacturing the same |
| DE102007016255B4 (de) * | 2006-04-28 | 2012-11-29 | Bühler Motor GmbH | Kreiselpumpe |
| CN101102068B (zh) * | 2007-08-08 | 2010-12-29 | 江门市汉宇电器有限公司 | 排水泵永磁同步电机 |
| EP2025944B1 (en) * | 2007-08-09 | 2017-08-09 | Askoll Holding S.r.l. | Mono-phase syncronous electric motorfor household appliances |
| RU2517641C2 (ru) * | 2008-11-07 | 2014-05-27 | ЭсТиТи ТЕКНОЛОДЖИС ИНК., Э ДЖОЙНТ ВЕНЧЕР ОФ МАГНА ПАУЭРТРЕЙН ИНК. ЭНД СХВ ГМБХ | Погружной электронасос |
| KR101074935B1 (ko) * | 2009-11-04 | 2011-10-18 | 뉴모텍(주) | 냉기 송풍용 팬 모터 |
| CN203548248U (zh) * | 2012-12-12 | 2014-04-16 | 江门市地尔汉宇电器股份有限公司 | 交流永磁排水泵 |
| CN203604215U (zh) * | 2012-12-12 | 2014-05-21 | 江门市地尔汉宇电器股份有限公司 | 交流永磁排水泵 |
| WO2014090079A1 (zh) * | 2012-12-12 | 2014-06-19 | 江门市地尔汉宇电器股份有限公司 | 交流永磁排水泵 |
| CN203261138U (zh) | 2013-03-15 | 2013-10-30 | 海尔集团公司 | 定子及电机 |
| CN103501095B (zh) * | 2013-10-07 | 2015-09-02 | 江门市地尔汉宇电器股份有限公司 | 一种使用“u”字形铁芯的微型永磁同步电动机和排水泵 |
| CN204013154U (zh) | 2014-07-28 | 2014-12-10 | 江门市地尔汉宇电器股份有限公司 | 一种永磁同步电机及其铁芯 |
-
2014
- 2014-07-28 CN CN201410362395.XA patent/CN105322730B/zh active Active
-
2015
- 2015-07-20 KR KR1020177005618A patent/KR101979933B1/ko active Active
- 2015-07-20 JP JP2017503618A patent/JP6492299B2/ja active Active
- 2015-07-20 WO PCT/CN2015/084467 patent/WO2016015572A1/zh not_active Ceased
- 2015-07-20 EP EP15827338.3A patent/EP3176926B1/en active Active
- 2015-07-20 BR BR112017001590A patent/BR112017001590B8/pt active IP Right Grant
- 2015-07-20 US US15/329,068 patent/US10601279B2/en active Active
- 2015-07-20 RU RU2017106047A patent/RU2643799C1/ru active
-
2017
- 2017-01-27 ZA ZA2017/00703A patent/ZA201700703B/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10234153A (ja) * | 1997-02-20 | 1998-09-02 | Shibaura Eng Works Co Ltd | ポンプ用モータ |
| JPH11341714A (ja) * | 1998-05-28 | 1999-12-10 | Toshiba Corp | モータのステータ |
| JP2004208386A (ja) * | 2002-12-25 | 2004-07-22 | Hitachi Ltd | 回転電機及び電動車両並びに樹脂のインサート成形方法 |
| JP2009131083A (ja) * | 2007-11-26 | 2009-06-11 | Aisin Seiki Co Ltd | 回転電機および燃料電池システム |
| JP2013110921A (ja) * | 2011-11-24 | 2013-06-06 | Aisan Ind Co Ltd | モータ及び電動ポンプ |
| WO2014090078A1 (zh) * | 2012-12-12 | 2014-06-19 | 江门市地尔汉宇电器股份有限公司 | 交流永磁排水泵 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112017001590B1 (pt) | 2022-12-20 |
| BR112017001590A2 (pt) | 2018-05-29 |
| EP3176926B1 (en) | 2020-07-08 |
| BR112017001590B8 (pt) | 2023-05-09 |
| RU2643799C1 (ru) | 2018-02-06 |
| US10601279B2 (en) | 2020-03-24 |
| EP3176926A4 (en) | 2018-07-11 |
| KR20170033434A (ko) | 2017-03-24 |
| US20180159401A1 (en) | 2018-06-07 |
| KR101979933B1 (ko) | 2019-05-20 |
| WO2016015572A1 (zh) | 2016-02-04 |
| JP6492299B2 (ja) | 2019-04-03 |
| ZA201700703B (en) | 2018-08-29 |
| CN105322730A (zh) | 2016-02-10 |
| EP3176926A1 (en) | 2017-06-07 |
| CN105322730B (zh) | 2017-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6492299B2 (ja) | 永久磁石同期モータおよびその製造方法 | |
| CN205725208U (zh) | 转子以及马达 | |
| TWI678054B (zh) | 軸向間隙型旋轉電機及其製造方法 | |
| JP2015154515A (ja) | モータおよび樹脂ケーシングの成型方法 | |
| JP2013051749A (ja) | Vr型レゾルバ | |
| JP2015186366A (ja) | アキシャルギャップ型回転電機 | |
| JPWO2019188494A1 (ja) | 固定子コア及び圧縮機 | |
| JP2012044810A (ja) | 永久磁石の樹脂封止方法及びその方法で製造された積層鉄心 | |
| JP2011120335A (ja) | 電動機の回転子及び電動機及び空気調和機及び電動機の製造方法 | |
| CN201515261U (zh) | 定子铁芯 | |
| CN106208587A (zh) | 转子铁芯、转子及自起动永磁同步电机 | |
| CN110896254A (zh) | 转子和具有其的电机 | |
| JP5159734B2 (ja) | 電動機の回転子及び電動機及び空気調和機及び電動機の製造方法 | |
| JP2011217449A (ja) | 回転電気機械及び回転電気機械のロータの製造方法 | |
| JP4942802B2 (ja) | 電動機の回転子及び電動機及び空気調和機及び電動機の製造方法 | |
| CN205385359U (zh) | 定子组件及电机 | |
| JP2018143049A (ja) | モータの製造方法およびモータ | |
| CN102570658B (zh) | 一种防电蚀转子及其生产方法 | |
| JP2006311674A (ja) | 回転電機のステータ樹脂成型方法 | |
| JP2011120334A (ja) | 電動機の回転子及び電動機及び空気調和機及び電動機の製造方法 | |
| JPWO2017158700A1 (ja) | 回転電機、回転電機の製造方法 | |
| CN204013154U (zh) | 一种永磁同步电机及其铁芯 | |
| JP2014014271A (ja) | 永久磁石の樹脂封止方法及びその方法で製造された積層鉄心 | |
| CN106150969A (zh) | 直线式压缩机 | |
| JP2014014271A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170316 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170322 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180918 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181022 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6492299 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |