JP2017529263A - 低減された温度によって、改造された射出成形マシンを使用する方法 - Google Patents
低減された温度によって、改造された射出成形マシンを使用する方法 Download PDFInfo
- Publication number
- JP2017529263A JP2017529263A JP2017515786A JP2017515786A JP2017529263A JP 2017529263 A JP2017529263 A JP 2017529263A JP 2017515786 A JP2017515786 A JP 2017515786A JP 2017515786 A JP2017515786 A JP 2017515786A JP 2017529263 A JP2017529263 A JP 2017529263A
- Authority
- JP
- Japan
- Prior art keywords
- retrofit
- injection
- machine
- molding cycle
- original
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3842—Manufacturing moulds, e.g. shaping the mould surface by machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/74—Heating or cooling of the injection unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/762—Measuring, controlling or regulating the sequence of operations of an injection cycle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/78—Measuring, controlling or regulating of temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
- B29C2045/776—Measuring, controlling or regulating of velocity or pressure of moulding material determining the switchover point to the holding pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76498—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76498—Pressure
- B29C2945/76501—Pressure derivative, change thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76531—Temperature
- B29C2945/76535—Temperature derivative, change thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76545—Flow rate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76551—Time
- B29C2945/76561—Time duration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76655—Location of control
- B29C2945/76658—Injection unit
- B29C2945/76688—Injection unit nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76859—Injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76936—The operating conditions are corrected in the next phase or cycle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76939—Using stored or historical data sets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
Claims (15)
- 射出成形マシンを使用する方法であって、
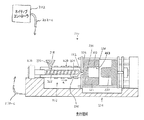
第1の射出成形マシン(図2の#210)、第1のモールド(図2の#228)、およびネイティブコントローラ(図2の#202)を使用して、前記第1のモールドに関するオリジナル成形サイクル(図1の#100)にしたがって、プラスチック物体の生産バージョンを射出成形する、第1のステップであって、前記第1の射出成形マシンは、注入ユニット(図2の#212)、前記注入ユニットに流体連通するノズル(図2の#226)、および、前記ノズルに流体連通する前記第1のモールドを含み、前記ネイティブコントローラは、前記オリジナル成形サイクルの少なくとも一部分によってプログラムされており、前記オリジナル成形サイクルの間に、前記第1の射出成形マシンは、平均オリジナル成形サイクルマシン温度プロファイルを有する、ステップ
を含む、方法において、
第2の射出成形マシン(図2の#210)、第2のモールド(図2の#228)、およびレトロフィットコントローラ(図13の#1202)を使用して、前記第2のモールドに関するレトロフィット成形サイクル(図14の#1400)にしたがって、前記プラスチック物体の生産バージョンを射出成形する、第2のステップであって、前記第2の射出成形マシンは、注入ユニット(図2の#212)、前記注入ユニットに流体連通するノズル(図2の#226)、および、前記ノズルに流体連通する前記第2のモールドを含み、前記レトロフィットコントローラは、前記レトロフィット成形サイクルの少なくとも一部分によってプログラムされており、前記レトロフィット成形サイクルの間に、前記第2の射出成形マシンは、平均レトロフィット成形サイクルマシン温度プロファイルを有する、ステップ
をさらに含み、
前記平均レトロフィット成形サイクルマシン温度プロファイルは、前記平均オリジナル成形サイクルマシン温度プロファイルよりも5〜50℃小さくなっていることを特徴とする方法。 - 前記第1のステップは、第1のプラスチック材料から作製されている前記プラスチック物体の前記生産バージョンを射出成形するステップを含み、
前記第2のステップは、前記第1のプラスチック材料と同じ第2のプラスチック材料から作製されている前記プラスチック物体の前記生産バージョンを射出成形するステップを含むことを特徴とする請求項1に記載の方法。 - 前記第2のモールドは、前記第1のモールドであることを特徴とする請求項2に記載の方法。
- 前記第2の射出成形マシンは、前記第1の射出成形マシンであることを特徴とする請求項3に記載の方法。
- 前記第2のステップは、前記射出成形マシン、前記ネイティブコントローラ、および前記レトロフィットコントローラを使用して、前記レトロフィット成形サイクルにしたがって、前記プラスチック物体の生産バージョンを成形する、射出成形ステップを含むことを特徴とする請求項4に記載の方法。
- 前記レトロフィット成形サイクルの間に、前記射出成形マシンは、前記平均オリジナル成形サイクルマシン温度プロファイルよりも10〜50℃小さい平均レトロフィット成形サイクルマシン温度プロファイルを有することを特徴とする請求項4に記載の方法。
- 前記レトロフィット成形サイクルの間に、前記射出成形マシンは、前記平均オリジナル成形サイクルマシン温度プロファイルよりも20〜50℃小さい平均レトロフィット成形サイクルマシン温度プロファイルを有することを特徴とする請求項4に記載の方法。
- 前記レトロフィット成形サイクルの間に、前記射出成形マシンは、前記平均オリジナル成形サイクルマシン温度プロファイルよりも30〜50℃小さい平均レトロフィット成形サイクルマシン温度プロファイルを有することを特徴とする請求項4に記載の方法。
- 前記オリジナル成形サイクルの充填部分の間に、前記射出成形マシンは、平均オリジナル充填部分マシン温度プロファイルを有しており、
前記レトロフィット成形サイクルの充填部分の間に、前記射出成形マシンは、前記平均オリジナル充填部分マシン温度プロファイルよりも5〜50℃小さい平均レトロフィット充填部分マシン温度プロファイルを有することを特徴とする請求項4に記載の方法。 - 前記オリジナル成形サイクルの充填部分の初めにおいて、前記射出成形マシンは、オリジナル初期充填部分マシン温度プロファイルを有しており、
前記レトロフィット成形サイクルの充填部分の初めにおいて、前記射出成形マシンは、前記オリジナル初期充填部分マシン温度プロファイルよりも5〜50℃小さいレトロフィット初期充填部分マシン温度プロファイルを有することを特徴とする請求項4に記載の方法。 - 前記オリジナル成形サイクルの間に、前記プラスチック材料は、前記第1の射出成形マシンの前記ノズルにおいて測定される平均オリジナル成形サイクル溶融温度を有しており、
前記レトロフィット成形サイクルの間に、前記プラスチック材料は、前記第2の射出成形マシンの前記ノズルにおいて測定される平均レトロフィット成形サイクル溶融温度を有しており、
前記平均レトロフィット成形サイクル溶融温度は、前記平均オリジナル成形サイクル溶融温度よりも10〜50℃小さくなっていることを特徴とする請求項4に記載の方法。 - 前記平均レトロフィット成形サイクル溶融温度は、前記平均オリジナル成形サイクル溶融温度よりも20〜50℃小さくなっていることを特徴とする請求項11に記載の方法。
- 前記平均レトロフィット成形サイクル溶融温度は、前記平均オリジナル成形サイクル溶融温度よりも30〜50℃小さくなっていることを特徴とする請求項11に記載の方法。
- 前記オリジナル成形サイクルの充填部分の間に、前記射出成形マシンは、平均オリジナル充填部分溶融温度を有しており、
前記レトロフィット成形サイクルの充填部分の間に、前記射出成形マシンは、前記平均オリジナル充填部分溶融温度よりも5〜50℃小さい平均レトロフィット充填部分溶融温度を有することを特徴とする請求項11に記載の方法。 - 前記オリジナル成形サイクルの充填部分の初めにおいて、前記射出成形マシンは、オリジナル初期充填部分溶融温度を有しており、
前記レトロフィット成形サイクルの充填部分の初めにおいて、前記射出成形マシンは、前記オリジナル初期充填部分溶融温度よりも5〜50℃小さいレトロフィット初期充填部分溶融温度プロファイルを有することを特徴とする請求項11に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462053499P | 2014-09-22 | 2014-09-22 | |
| US62/053,499 | 2014-09-22 | ||
| PCT/US2015/051308 WO2016048933A1 (en) | 2014-09-22 | 2015-09-22 | Methods of using retrofitted injection molding machines with reduced temperatures |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017529263A true JP2017529263A (ja) | 2017-10-05 |
| JP6728144B2 JP6728144B2 (ja) | 2020-07-22 |
Family
ID=54207837
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017515786A Expired - Fee Related JP6728144B2 (ja) | 2014-09-22 | 2015-09-22 | 低減された温度によって、改造された射出成形マシンを使用する方法 |
| JP2017515784A Expired - Fee Related JP6728143B2 (ja) | 2014-09-22 | 2015-09-22 | 低減された圧力によって、改造された射出成形マシンを使用する方法 |
| JP2017515800A Active JP6678658B2 (ja) | 2014-09-22 | 2015-09-22 | より速いサイクル時間によって、改造された射出成形マシンを使用する方法 |
| JP2017515785A Expired - Fee Related JP6678657B2 (ja) | 2014-09-22 | 2015-09-22 | 射出成形マシンを改造する方法 |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017515784A Expired - Fee Related JP6728143B2 (ja) | 2014-09-22 | 2015-09-22 | 低減された圧力によって、改造された射出成形マシンを使用する方法 |
| JP2017515800A Active JP6678658B2 (ja) | 2014-09-22 | 2015-09-22 | より速いサイクル時間によって、改造された射出成形マシンを使用する方法 |
| JP2017515785A Expired - Fee Related JP6678657B2 (ja) | 2014-09-22 | 2015-09-22 | 射出成形マシンを改造する方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (5) | US9694527B2 (ja) |
| EP (4) | EP3197662B1 (ja) |
| JP (4) | JP6728144B2 (ja) |
| KR (4) | KR20170057410A (ja) |
| CN (4) | CN107107429B (ja) |
| BR (4) | BR112017005673B1 (ja) |
| CA (4) | CA2961804C (ja) |
| HU (3) | HUE039176T2 (ja) |
| MX (4) | MX358241B (ja) |
| TW (4) | TW201628828A (ja) |
| WO (4) | WO2016048931A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2016102962A (ru) | 2013-08-01 | 2017-09-04 | ИМФЛЮКС Инк. | Устройства и способы литья под давлением, учитывающие изменения свойств материала во время процесса литья под давлением |
| EP3197662B1 (en) | 2014-09-22 | 2018-08-15 | Imflux Inc. | Method of retrofitting an injection molding machine with reduced injection pressures |
| WO2017105981A1 (en) | 2015-12-14 | 2017-06-22 | iMFLUX Inc. | Remote controller for controlling apparatus by diverting feedback signal from native controller to the remote controller and methods for same |
| MX387617B (es) | 2015-12-14 | 2025-03-18 | Imflux Inc | Controlador remoto para el control de aparatos mediante la desviacion de la señal de retroalimentacion del controlador nativo al controlador remoto y metodos para el mismo. |
| WO2017165402A1 (en) * | 2016-03-23 | 2017-09-28 | iMFLUX Inc. | Injection molding controller interface with user-adjustable variables |
| US10076862B1 (en) | 2017-11-23 | 2018-09-18 | Coretech System Co., Ltd. | Molding system |
| US10562218B2 (en) * | 2017-11-23 | 2020-02-18 | Coretech System Co., Ltd. | Method for setting up a molding system |
| IT201800002639A1 (it) * | 2018-02-13 | 2019-08-13 | Inglass Spa | Procedimento e apparecchiatura di stampaggio ad iniezione di materie plastiche |
| WO2019160879A2 (en) * | 2018-02-13 | 2019-08-22 | F&S Tool, Inc. | Light weight mold support structure in a single dual injection molding machine |
| JP7245854B2 (ja) | 2018-06-22 | 2023-03-24 | アイエムフラックス インコーポレイテッド | 射出成形機を制御するためのシステムおよびアプローチ |
| WO2019245795A1 (en) * | 2018-06-22 | 2019-12-26 | iMFLUX Inc. | Systems and approaches for controlling an injection molding machine |
| WO2020122187A1 (ja) * | 2018-12-12 | 2020-06-18 | 住友重機械工業株式会社 | 射出成形機、コントローラ |
| CN110027139B (zh) * | 2019-03-12 | 2021-06-22 | 湖北民族大学 | 一种模具制备方法、模具、模具加热系统及加热控制方法 |
| US11235502B2 (en) | 2019-05-20 | 2022-02-01 | International Business Machines Corporation | Mold carrier for injection molding |
| CN114746240B (zh) | 2019-12-23 | 2024-05-03 | 赫斯基注塑系统有限公司 | 具有回拉后压力监测的多层制品的注射模制 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009506909A (ja) * | 2005-09-02 | 2009-02-19 | チャル ビー. パーク | 最新構造物発泡成形装置および方法 |
| CN103817890A (zh) * | 2014-03-19 | 2014-05-28 | 常州大学 | 一种注塑模具的数据采集和反馈系统 |
| JP2014518794A (ja) * | 2011-05-20 | 2014-08-07 | ザ プロクター アンド ギャンブル カンパニー | 低圧で実質的に一定圧における射出成形のための方法 |
| WO2015052072A1 (de) * | 2013-10-11 | 2015-04-16 | Kraussmaffei Technologies Gmbh | Verfahren zur prozessführung eines formfüllvorgangs einer spritzgiessmaschine |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5968439A (en) | 1991-08-26 | 1999-10-19 | Grove; Dale | Method for simultaneous injection and compression |
| US5407342A (en) | 1993-09-13 | 1995-04-18 | Boucher; Paul Y. | Apparatus for manufacturing a composite product |
| US5772933A (en) * | 1994-10-12 | 1998-06-30 | Kotzab; Werner | Method for tempering an injection mold having at least one heated nozzle or hot runner |
| US6814908B2 (en) * | 2002-10-24 | 2004-11-09 | Marazita Jose R | Injection molding machine and controller |
| CN1914020A (zh) * | 2003-11-20 | 2007-02-14 | 阿瓦隆视觉解决方案有限责任公司 | 感觉系统及其方法 |
| MX356268B (es) * | 2011-05-20 | 2018-05-21 | Imflux Inc | Método y aparato para moldeo por inyección a presión prácticamente constante de partes de pared delgada. |
| CA2834890C (en) | 2011-05-20 | 2016-07-12 | The Procter & Gamble Company | Method for injection molding at low, substantially constant pressure |
| US20130221575A1 (en) | 2012-02-24 | 2013-08-29 | The Procter & Gamble Company | Method for Operating a High Productivity Injection Molding Machine |
| MX365814B (es) * | 2012-05-21 | 2019-06-14 | Imflux Inc | Método para operar una máquina de moldeo por inyección de productividad alta.. |
| JP2015523250A (ja) | 2012-07-12 | 2015-08-13 | オットー メナー イノヴァツィオン ゲゼルシャフト ゲーエムベーハー | アクティブバルブピンによる係合解除を行う射出成形装置 |
| TWI535550B (zh) * | 2012-11-15 | 2016-06-01 | 寶鹼公司 | 在低且實質上恒壓下之射出成型方法 |
| US20150097309A1 (en) * | 2013-10-04 | 2015-04-09 | The Procter & Gamble Company | Process and apparatus for making tufted article |
| EP3197662B1 (en) | 2014-09-22 | 2018-08-15 | Imflux Inc. | Method of retrofitting an injection molding machine with reduced injection pressures |
-
2015
- 2015-09-22 EP EP15775330.2A patent/EP3197662B1/en active Active
- 2015-09-22 WO PCT/US2015/051306 patent/WO2016048931A1/en not_active Ceased
- 2015-09-22 TW TW104131313A patent/TW201628828A/zh unknown
- 2015-09-22 KR KR1020177010741A patent/KR20170057410A/ko not_active Withdrawn
- 2015-09-22 KR KR1020177010740A patent/KR20170057409A/ko not_active Withdrawn
- 2015-09-22 JP JP2017515786A patent/JP6728144B2/ja not_active Expired - Fee Related
- 2015-09-22 EP EP15774817.9A patent/EP3197661B1/en active Active
- 2015-09-22 MX MX2017003722A patent/MX358241B/es active IP Right Grant
- 2015-09-22 CA CA2961804A patent/CA2961804C/en active Active
- 2015-09-22 HU HUE15775330A patent/HUE039176T2/hu unknown
- 2015-09-22 BR BR112017005673-9A patent/BR112017005673B1/pt not_active IP Right Cessation
- 2015-09-22 BR BR112017005672-0A patent/BR112017005672B1/pt not_active IP Right Cessation
- 2015-09-22 KR KR1020177010738A patent/KR20170057407A/ko not_active Withdrawn
- 2015-09-22 US US14/861,282 patent/US9694527B2/en active Active
- 2015-09-22 CN CN201580061888.2A patent/CN107107429B/zh active Active
- 2015-09-22 BR BR112017005671-2A patent/BR112017005671B1/pt not_active IP Right Cessation
- 2015-09-22 JP JP2017515784A patent/JP6728143B2/ja not_active Expired - Fee Related
- 2015-09-22 CA CA2961801A patent/CA2961801C/en active Active
- 2015-09-22 MX MX2017003720A patent/MX358238B/es active IP Right Grant
- 2015-09-22 EP EP15781185.2A patent/EP3197663B1/en active Active
- 2015-09-22 TW TW104131315A patent/TW201622945A/zh unknown
- 2015-09-22 WO PCT/US2015/051307 patent/WO2016048932A1/en not_active Ceased
- 2015-09-22 MX MX2017003721A patent/MX358239B/es active IP Right Grant
- 2015-09-22 CN CN201580061866.6A patent/CN107000292B/zh active Active
- 2015-09-22 US US14/861,257 patent/US9718229B2/en active Active
- 2015-09-22 HU HUE15774817A patent/HUE039433T2/hu unknown
- 2015-09-22 BR BR112017005679-8A patent/BR112017005679B1/pt not_active IP Right Cessation
- 2015-09-22 KR KR1020177010739A patent/KR20170057408A/ko not_active Withdrawn
- 2015-09-22 CN CN201580061878.9A patent/CN107107428B/zh active Active
- 2015-09-22 JP JP2017515800A patent/JP6678658B2/ja active Active
- 2015-09-22 US US14/861,190 patent/US20160082637A1/en not_active Abandoned
- 2015-09-22 US US14/861,228 patent/US9731443B2/en active Active
- 2015-09-22 CN CN201580061889.7A patent/CN107000293B/zh active Active
- 2015-09-22 MX MX2017003724A patent/MX358240B/es active IP Right Grant
- 2015-09-22 WO PCT/US2015/051309 patent/WO2016048934A1/en not_active Ceased
- 2015-09-22 TW TW104131312A patent/TWI658917B/zh not_active IP Right Cessation
- 2015-09-22 JP JP2017515785A patent/JP6678657B2/ja not_active Expired - Fee Related
- 2015-09-22 HU HUE15771479A patent/HUE039434T2/hu unknown
- 2015-09-22 WO PCT/US2015/051308 patent/WO2016048933A1/en not_active Ceased
- 2015-09-22 CA CA2961810A patent/CA2961810C/en active Active
- 2015-09-22 CA CA2961796A patent/CA2961796C/en active Active
- 2015-09-22 TW TW104131316A patent/TW201618929A/zh unknown
- 2015-09-22 EP EP15771479.1A patent/EP3197660B1/en active Active
- 2015-12-15 US US14/968,937 patent/US9649801B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009506909A (ja) * | 2005-09-02 | 2009-02-19 | チャル ビー. パーク | 最新構造物発泡成形装置および方法 |
| JP2014518794A (ja) * | 2011-05-20 | 2014-08-07 | ザ プロクター アンド ギャンブル カンパニー | 低圧で実質的に一定圧における射出成形のための方法 |
| WO2015052072A1 (de) * | 2013-10-11 | 2015-04-16 | Kraussmaffei Technologies Gmbh | Verfahren zur prozessführung eines formfüllvorgangs einer spritzgiessmaschine |
| CN103817890A (zh) * | 2014-03-19 | 2014-05-28 | 常州大学 | 一种注塑模具的数据采集和反馈系统 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6728144B2 (ja) | 低減された温度によって、改造された射出成形マシンを使用する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190716 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200701 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6728144 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |