JP2017532218A - 3dプリンタ、3dプリンタ装置および生成造形工程 - Google Patents
3dプリンタ、3dプリンタ装置および生成造形工程 Download PDFInfo
- Publication number
- JP2017532218A JP2017532218A JP2017507710A JP2017507710A JP2017532218A JP 2017532218 A JP2017532218 A JP 2017532218A JP 2017507710 A JP2017507710 A JP 2017507710A JP 2017507710 A JP2017507710 A JP 2017507710A JP 2017532218 A JP2017532218 A JP 2017532218A
- Authority
- JP
- Japan
- Prior art keywords
- modeling
- printer
- space
- coating device
- box
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/171—Processes of additive manufacturing specially adapted for manufacturing multiple 3D objects
- B29C64/182—Processes of additive manufacturing specially adapted for manufacturing multiple 3D objects in parallel batches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/80—Plants, production lines or modules
- B22F12/82—Combination of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/84—Parallel processing within single device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/004—Devices for shaping artificial aggregates from ceramic mixtures or from mixtures containing hydraulic binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/25—Housings, e.g. machine housings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/02—Moulding by agglomerating
- B29C67/04—Sintering
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Ceramic Engineering (AREA)
- Plasma & Fusion (AREA)
- Producing Shaped Articles From Materials (AREA)
- Powder Metallurgy (AREA)
Abstract
【選択図】 図10
Description
(1)最初に、粒子材料が、未硬化粒子材料の層を形成するように、造形フィールドの表面全体にわたって粒子材料が被着される。
(2)被着された未硬化粒子材料の層は、例えば、処理剤、例えば、結合剤を選択的に印刷することによって(代替的に、例えば、レーザ焼結によって)所定の部分領域において選択的に硬化される。
(3)所望の構成要素を造形するために、ステップ(1)および(2)が繰り返される。この目的のために、その上で構成要素が層状に形成される造形プラットフォームが、新たな層が表面全体にわたって被着される前に、それぞれ1層分の厚さだけ下げられ得る(代替的に、コーティングデバイスおよび印刷デバイスが、例えば、それぞれ1層分の厚さだけ持ち上げられてもよい)。
(4)最後に、緩い未硬化粒子材料によって支持および包囲されている造形構成要素が開包(unpack:アンパック)され得る。
かつ/または、造形空間の短辺に垂直であり、かつ/または、長辺に平行である。
第1の造形空間は、第1の造形プラットフォームの上に配置されてもよく、第2の造形空間は、第2の造形プラットフォームの上に配置されてもよい、ならびに/または
第1の造形空間は、第1の造形ボックスによって画定されてもよく、第2の造形空間は、第2の造形ボックスによって画定されてもよい、ならびに/または
第1の造形空間および第2の造形空間はそれぞれ、上面視において2つの長辺および2つの短辺を有してもよく、第1の造形空間および第2の造形空間は、例えば、2つの短辺が互いに隣り合って配置される、
各造形空間は、別個のコーティングデバイスによってサービスされてもよく、その目的のために、それぞれのコーティングデバイスは、当該デバイスの関連付けられる造形空間を横切って、例えば、当該空間の長辺に垂直に走行する、ならびに/または
両方の造形空間が共通の印刷ヘッドによってサービスされてもよく、その目的のために、共通の印刷ヘッドは、第1の造形空間および第2の造形空間を横切って、例えば、第1の造形空間および第2の造形空間の短辺に垂直に、例えば蛇行パターンで、例えばU字状に、走行する、ならびに/または
共通の印刷ヘッドは、第1の水平面内で移動してもよく、両方のコーティングデバイスが、第1の水平面から一定の垂直距離をおいて配置されており、例えば、当該第1の水平面の下に位置する第2の水平面内で移動してもよく、ならびに/または
印刷ヘッドは、例えば、それぞれのコーティングデバイスよりも速い速度で移動してもよい(例えば、プリンタは、コーティングデバイスよりも3倍以上速く移動してもよく、例えば、コーティングデバイスが約0.2m/sで移動する一方で、プリンタは約1m/sで移動してもよい)、ならびに/または
第1の造形空間および第2の造形空間は、共通のハウジング内に収容されてもよい、ならびに/または
第1の造形空間および第2の造形空間は、共通のフレーム構造内に配置されてもよい、ならびに/または
第1のコーティングデバイスおよび第2のコーティングデバイスは、共通のコーティングデバイス供給ユニットによって造形材料を装填されてもよい。
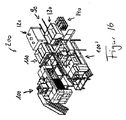
第1の造形空間B1は、第1の造形プラットフォーム14の上に配置されてもよく、第2の造形空間B2は、第2の造形プラットフォーム24の上に配置されてもよい、ならびに/または
第1の造形空間B1は、第1の造形ボックス10によって画定されてもよく、第2の造形空間B2は、第2の造形ボックス20によって画定されてもよい、ならびに/または
第1の造形空間B1および第2の造形空間B2はそれぞれ、上面視において2つの長辺および2つの短辺を有してもよい、
各造形空間は、別個のコーティングデバイス32、34(図5も参照されたい)によってサービスされてもよく、その目的のために、それぞれのコーティングデバイスは、当該デバイスの関連付けられる造形空間を横切って、例えば、当該空間の長辺に垂直に走行する、ならびに/または
両方の造形空間が共通の印刷ヘッド52によってサービスされてもよく、その目的のために、共通の印刷ヘッドは、第1の造形空間および第2の造形空間を横切って、例えば、第1の造形空間および第2の造形空間の短辺に垂直に、例えば蛇行パターンで、例えばU字状に走行する(これは下記に詳細に説明する)、ならびに/または
第1の造形空間B1および第2の造形空間B2は、共通のハウジング80内に収容されてもよい、ならびに/または
第1の造形空間B1および第2の造形空間B2は、共通のフレーム構造70内に配置されてもよい、ならびに/または
第1のコーティングデバイス32および第2のコーティングデバイス34は、共通のコーティングデバイス供給ユニット60によって造形材料を装填されてもよい。
Claims (18)
- 3Dプリンタ(100)であって、
前記3Dプリンタは、例えば砂粒子を含む、粒子造形材料の層を、1つの層が他の層の上になるように形成すること、および、それぞれの前記造形材料層の部分領域を選択的に硬化させることによって、三次元構成要素、例えば鋳型または鋳物用中子を層状に形成するように構成されており、
前記3Dプリンタは、前記3Dプリンタ内に配置されている第1の造形空間(B1)内で1つまたは複数の第1の三次元構成要素を形成し、同時に、前記3Dプリンタ内で前記第1の造形空間に隣接して、前記第1の造形空間から一定の水平距離をおいて配置されている第2の造形空間(B2)内で1つまたは複数の第2の三次元構成要素を形成するように構成されており、
前記3Dプリンタは、硬化されるべき前記造形材料のそれぞれ均一な造形材料層の形態の造形材料を、前記第1の造形空間および前記第2の造形空間に供給するために、前記第1の造形空間(B1)および前記第2の造形空間(B2)を横切って第1の水平方向(H1)に移動可能であるコーティングデバイス装置(30)を有し、
前記第1の造形空間(B1)および/または前記第2の造形空間(B2)は、上面視において2つの長辺および2つの短辺を有し、
前記第1の水平方向(H1)は、前記長辺に垂直であり、かつ/または、前記短辺に平行であり、
前記3Dプリンタは、流動可能な処理剤の出力を制御することによって、それぞれの前記造形空間の前もって被着されている造形材料層の部分領域を選択的に硬化させるために、前記第1の造形空間(B1)および前記第2の造形空間(B2)を横切って第2の水平方向(H2)に移動可能である共通の印刷デバイス(50)を有し、
前記第2の水平方向(H2)は、前記第1の水平方向(H1)に垂直であり、かつ/または、前記短辺に垂直であり、かつ/または、前記長辺に平行である、
3Dプリンタ(100)。 - 前記3Dプリンタ(100)は、第1の造形プラットフォーム(14)と第2の造形プラットフォーム(24)とを有し、
前記3Dプリンタ(100)は、前記第1の造形プラットフォーム(14)および前記第2の造形プラットフォーム(24)を、互いに分離しており、前記造形プラットフォームにそれぞれ関連付けられる第1の造形プラットフォーム造形位置および第2の造形プラットフォーム造形位置に同時に受け入れるように構成されており、それぞれの前記造形プラットフォームは前記3Dプリンタ内に配置されており、前記第1の造形空間は前記第1の造形プラットフォームの上に配置されており、前記第2の造形空間は前記第2の造形プラットフォームの上に配置されている、
請求項1に記載の3Dプリンタ(100)。 - 前記3Dプリンタ(100)は、第1の造形ボックス(10)と第2の造形ボックス(20)とを有し、
前記3Dプリンタ(100)は、前記第1の造形ボックス(10)および前記第2の造形ボックス(20)を、それぞれ、互いに分離しており、前記造形ボックスにそれぞれ関連付けられる第1の造形ボックス造形位置および第2の造形ボックス造形位置に同時に受け入れるように構成されており、それぞれの前記造形ボックスは、前記第1の造形ボックスおよび前記第2の造形ボックスによってそれぞれ画定される前記第1の造形空間および前記第2の造形空間内で、前記3Dプリンタによってそれぞれ少なくとも1つの構成要素を形成するために、前記3Dプリンタ内に配置されており、
それによって、それぞれ1つまたは複数の構成要素が、前記3Dプリンタ(100)によって前記第1の造形ボックス(10)および前記第2の造形ボックス(20)内に同時に層状に形成され得る、
請求項1または2に記載の3Dプリンタ(100)。 - 前記第1の造形ボックス(10)および/または前記第2の造形ボックス(20)は、それぞれの造形ボックス内部空間を画成する、垂直方向に延伸する周壁構造(12、22)を備え、例えば、水平方向に延伸する第1の造形プラットフォーム(14)および第2の造形プラットフォーム(24)がそれぞれ、それぞれの前記造形ボックス内部空間内に受け入れられる、請求項3に記載の3Dプリンタ(100)。
- 前記第1の造形プラットフォーム(14)および/または前記第2の造形プラットフォーム(24)は、高さを調整可能であり、それによって、それぞれの前記造形プラットフォームを、構成要素を形成するために徐々に下げることができる、請求項2または4に記載の3Dプリンタ(100)。
- 前記第1の造形空間(B1)および/または前記第2の造形空間(B2)の各短辺は、2m以下、例えば1.8m以下、例えば1.6m以下の寸法を有する、請求項1〜5のいずれか一項に記載の3Dプリンタ(100)。
- 前記第1の造形空間(B1)および前記第2の造形空間(B2)は、それぞれの短辺に沿って互いに隣接して配置されている、請求項1〜6のいずれか一項に記載の3Dプリンタ(100)。
- 前記第1の造形プラットフォーム(14)もしくは前記第1の造形ボックス(10)および/または前記第2の造形プラットフォーム(24)もしくは前記第2の造形ボックス(20)は、前記造形プラットフォームまたは前記造形ボックスのそれぞれの造形位置と、それぞれの前記造形プラットフォームまたは前記造形ボックスが前記3Dプリンタの外部に配置される追加の位置との間で移動可能である、請求項2〜7のいずれか一項に記載の3Dプリンタ(100)。
- 前記コーティングデバイス装置(30)は、前記第1の造形空間(B1)に割り当てられている第1のコーティングデバイス(32)と、前記第2の造形空間(B2)に割り当てられている、前記第1のコーティングデバイス(32)とは別個の第2のコーティングデバイス(34)とを備える、請求項1〜8のいずれか一項に記載の3Dプリンタ(100)。
- 前記第1のコーティングデバイス(32)および/または前記第2のコーティングデバイス(34)はそれぞれ、前記粒子造形材料を出力するための開口部につながる、粒子造形材料を受け入れるための内部空洞を画定する容器(38)を備え、例えば、前記粒子造形材料を出力するための前記開口部を選択的に閉じるように構成されている閉鎖デバイス(46)がそれぞれ、前記第1のコーティングデバイス(32)および/もしくは前記第2のコーティングデバイス(34)に取り付けられており、かつ/または、例えば、前記開口部から出力される粒子造形材料を平滑化し、それによって、前記出力される粒子造形材料を均し、および/もしくは、圧縮するように構成されている平滑化部材(44)がそれぞれ、前記第1のコーティングデバイス(32)および/もしくは前記第2のコーティングデバイス(34)に取り付けられており、かつ/または
前記第1のコーティングデバイス(32)および前記第2のコーティングデバイス(34)は、それぞれ前記第1の造形空間(B1)および前記第2の造形空間(B2)を横切ってともに移動可能であるように、固定されるように互いに接続されている、
請求項9に記載の3Dプリンタ(100)。 - 前記共通の印刷デバイス(50)は、1つまたは複数の印刷ノズルを有する共通の印刷ヘッド(52)を備え、
前記共通の印刷ヘッドは、前記第1の造形空間(B1)と前記第2の造形空間(B2)の両方にサービスするように構成されており、かつ/または
前記印刷ノズルによって形成される処理剤出力領域であって、その寸法がそれぞれの短辺の長さ/寸法の一部分、例えば略半分、もしくは全体に対応する、処理剤出力領域を有し、かつ/または
前記コーティングデバイス装置(30)から、例えば、請求項9に記載の前記第1のコーティングデバイス(32)および前記第2のコーティングデバイス(34)から、一定の距離をおいて垂直方向に配置され、別個の水平面内で水平方向に移動可能である、請求項1〜10のいずれか一項に記載の3Dプリンタ(100)。 - 前記3Dプリンタ(100)は、前記3Dプリンタ内に組み込まれている共通のコーティングデバイス供給ユニット(60)をさらに有し、
前記ユニットは、請求項9に記載の前記第1のコーティングデバイス(32)および前記第2のコーティングデバイス(34)の垂直上方に配置されており、かつ/または
前記ユニットによって、前記第1のコーティングデバイス(32)および前記第2のコーティングデバイス(34)の両方に、例えば、いくつかの部分に分割されており、例えば2つに分割されており、かつ/もしくは分岐している供給構造によって、造形材料を供給することができ、かつ/または
前記ユニットは、例えば、かくはん器を有する共通の混合容器を含む、共通の混合ユニットを備え、前記コーティングデバイスがそれぞれの充填位置へ動かされた場合に、前記混合容器内で調製される造形材料を、いくつかの部分に分割されており、例えば2つに分割されており、かつ/もしくは分岐している供給構造によって前記第1のコーティングデバイス(32)および前記第2のコーティングデバイス(34)へ供給することができる、
請求項1〜11のいずれか一項に記載の3Dプリンタ(100)。 - 前記第1の造形空間(B1)と前記第2の造形空間(B2)の両方が内部に配置される共通のフレーム構造(70)、および/または
前記第1の造形空間(B1)と前記第2の造形空間(B2)の両方が内部に配置される共通のハウジング(80)を有する、請求項1〜12のいずれか一項に記載の3Dプリンタ(100)。 - 前記3Dプリンタは、例えば、前記3Dプリンタの共通辺上に設けられている、第1の造形ボックス挿入開口部(82)および第2の造形ボックス挿入開口部(84)を備える、請求項1〜13のいずれか一項に記載の3Dプリンタ(100)。
- 請求項1〜14のいずれか一項に記載の3Dプリンタ(100)と、
前記3Dプリンタ(100)に造形ボックス(10、20)を自動的に装填するための自動運転輸送システム(90)とを有する3Dプリンタ装置(200)であって、
前記自動運転輸送システム(90)は、例えば、請求項14に記載の前記第1の造形ボックス挿入開口部(82)および前記第2の造形ボックス挿入開口部(84)の側で前記3Dプリンタ(100)の外部に延伸するレールシステム(94)を備え、前記レールシステム(94)に沿って、前記第1の造形ボックス(10)および前記第2の造形ボックス(20)がそれぞれ移動可能である、
3Dプリンタ装置(200)。 - 前記3Dプリンタ装置(200)は、請求項14に記載の第1の3Dプリンタ(100)と第2の3Dプリンタ(100’)とを有し、
前記第1の3Dプリンタ(100)および前記第2の3Dプリンタ(100’)は、前記第1の3Dプリンタ(100)の前記第1の造形ボックス挿入開口部(82)および前記第2の造形ボックス挿入開口部(84)と、前記第2の3Dプリンタ(100’)の前記第1の造形ボックス挿入開口部(82’)および前記第2の造形ボックス挿入開口部(84’)とが互いに向き合い、前記自動運転輸送システム(90)、例えば、前記自動運転輸送システム(90)のレールシステム(94)が、前記第1の3Dプリンタおよび前記第2の3Dプリンタに、共通の前記自動運転輸送システム、例えば、前記自動運転輸送システムの前記レールシステムによってそれぞれの造形ボックスを装填することができるように、前記第1の3Dプリンタと前記第2の3Dプリンタとの間に延伸するように、対向する両側に配置されている、
請求項15に記載の3Dプリンタ装置(200)。 - 生成造形工程であって、1つまたは複数の三次元構成要素、例えば鋳型または鋳物用中子がそれぞれ、請求項1〜14のいずれか一項に記載の共通の3Dプリンタ(100)の第1の造形空間(B1)および隣接する第2の造形空間(B2)内で同時に、例えば、例として砂粒子を含む、粒子造形材料の層を、1つの層が他の層の上になるように形成すること、および、それぞれの前記造形空間内のそれぞれの前記造形材料層の部分領域を選択的に硬化させることによって、それぞれの造形ジョブにおいて層状に形成される、生成造形工程。
- 前記第1の造形空間(B1)は第1の造形プラットフォーム(14)の上に配置されており、前記第2の造形空間(B2)は第2の造形プラットフォーム(24)の上に配置されており、かつ/または
前記第1の造形空間(B1)は第1の造形ボックス(10)によって画定され、前記第2の造形空間(B2)は第2の造形ボックス(20)によって画定され、かつ/または
前記第1の造形空間(B1)および前記第2の造形空間(B2)はそれぞれ、上面視において2つの長辺および2つの短辺を有し、
各造形空間は、別個のコーティングデバイス(32、34)によってサービスされ、その目的のために、それぞれの前記コーティングデバイスは、前記コーティングデバイスの関連付けられる造形空間を横切って、例えば、前記造形空間の前記長辺に垂直に、走行し、かつ/または
両方の造形空間は、共通の印刷ヘッド(52)によってサービスされ、その目的のために、前記共通の印刷ヘッドは、前記第1の造形空間および前記第2の造形空間を横切って、例えば、前記造形空間の前記短辺に垂直に、例えば蛇行パターンで、例えばU字状に走行し、かつ/または
前記共通の印刷ヘッド(52)は、第1の水平面内で移動し、両方のコーティングデバイス(32、34)が、前記第1の水平面から一定の垂直距離をおいて配置されており、例えば、前記第1の水平面の下に位置する第2の水平面内で移動し、かつ/または
前記印刷ヘッド(52)は、それぞれの前記コーティングデバイス(32、34)よりも速い速度で移動し、かつ/または
前記第1の造形空間(B1)および前記第2の造形空間(B2)は、共通のハウジング(80)内に収容され、かつ/または
前記第1の造形空間(B1)および前記第2の造形空間(B2)は、共通のフレーム構造(70)内に配置され、かつ/または
前記第1のコーティングデバイス(32)および前記第2のコーティングデバイス(34)は、共通のコーティングデバイス供給ユニット(60)によって造形材料を装填される、
請求項17に記載の生成造形工程。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014112447.2A DE102014112447B4 (de) | 2014-08-29 | 2014-08-29 | 3D-Drucker, 3D-Druckeranordnung und generatives Fertigungsverfahren |
| DE102014112447.2 | 2014-08-29 | ||
| PCT/EP2015/069505 WO2016030405A1 (de) | 2014-08-29 | 2015-08-26 | 3d-drucker, 3d-druckeranordnung und generatives fertigungsverfahren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017532218A true JP2017532218A (ja) | 2017-11-02 |
| JP6266163B2 JP6266163B2 (ja) | 2018-01-24 |
Family
ID=54147139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017507710A Active JP6266163B2 (ja) | 2014-08-29 | 2015-08-26 | 3dプリンタ、3dプリンタ装置および生成造形工程 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US10286571B2 (ja) |
| EP (2) | EP3351384B1 (ja) |
| JP (1) | JP6266163B2 (ja) |
| KR (1) | KR101834278B1 (ja) |
| CN (1) | CN106794627A (ja) |
| CA (2) | CA3009931A1 (ja) |
| DE (1) | DE102014112447B4 (ja) |
| RU (1) | RU2640551C1 (ja) |
| WO (1) | WO2016030405A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020147038A (ja) * | 2019-03-08 | 2020-09-17 | エクスワン ゲーエムベーハー | 3dプリンタ用のプリントヘッドコータモジュール、プリントヘッドコータモジュールの使用、およびプリントヘッドコータモジュールを含む3dプリンタ |
| KR20200108488A (ko) * | 2018-02-07 | 2020-09-18 | 엑스원 게엠베하 | 3d 프린터 및 생성적 제조방법 |
| JP2023510281A (ja) * | 2020-01-20 | 2023-03-13 | ヴィト ナムローゼ フェンノートシャップ | 三次元構造物を製造するためのシステムおよび方法 |
Families Citing this family (50)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014112454A1 (de) * | 2014-08-29 | 2016-03-03 | Exone Gmbh | Beschichteranordnung für einen 3D-Drucker |
| EP3349968A4 (en) * | 2015-09-16 | 2019-08-21 | Applied Materials, Inc. | PRINT HEAD MODULE WITH ADJUSTABLE Z-AXIS FOR GENERATIVE MANUFACTURING SYSTEM |
| JP6772283B2 (ja) | 2015-11-13 | 2020-10-21 | パクシス リミティッド ライアビリティー カンパニー | 付加製造の装置、システム、及び方法 |
| CN105584051B (zh) * | 2016-03-05 | 2018-09-18 | 湖北嘉一三维高科股份有限公司 | 一种3d打印机的自动卸料平台 |
| CN105710294B (zh) * | 2016-04-15 | 2017-03-29 | 宁夏共享模具有限公司 | 一种多工作箱砂型3d打印设备 |
| CN109070476A (zh) | 2016-07-29 | 2018-12-21 | 惠普发展公司,有限责任合伙企业 | 三维打印系统 |
| DE102016118249A1 (de) | 2016-09-27 | 2018-03-29 | Laempe Mössner Sinto Gmbh | Vorrichtung und Verfahren zur additiven Herstellung von Kernen für Gießereiformen |
| WO2018215113A1 (de) | 2017-05-23 | 2018-11-29 | Exone Gmbh | NACHBEHANDLUNGSVERFAHREN ZUR ERHÖHUNG DER HEIßFESTIGKEIT EINES AUS PARTIKELMATERIAL UND BINDEMITTEL GEFERTIGTEN FORMTEILS, 3D-DRUCK-ANORDNUNG UND FORMTEIL |
| US20210197472A1 (en) * | 2017-07-13 | 2021-07-01 | Hewlett-Packard Development Company, L.P. | Replaceable hoppers of a print apparatus |
| CN107599384A (zh) * | 2017-09-22 | 2018-01-19 | 宁夏迪艾投资合伙企业(有限合伙) | 一种高效3dp铺粉打印设备及其铺粉打印的方法 |
| US20190111621A1 (en) * | 2017-10-18 | 2019-04-18 | General Electric Company | Additive manufacturing apparatus |
| US12064922B2 (en) | 2017-12-05 | 2024-08-20 | Fisher Controls International Llc | Optimally positioning objects for additive manufacturing and post-processing |
| WO2019112580A1 (en) * | 2017-12-06 | 2019-06-13 | Hewlett-Packard Development Company, L.P. | Ancillary objects in object generation |
| US20200298489A1 (en) * | 2017-12-11 | 2020-09-24 | Hewlett-Packard Development Company, L.P. | Separating element production in additive manufacturing |
| US11981072B2 (en) | 2018-01-23 | 2024-05-14 | Hewlett-Packard Development Company, L.P | Carriage assembly for an additive manufacturing system |
| RU2706134C2 (ru) * | 2018-03-05 | 2019-11-14 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Московский государственный университет технологий и управления имени К.Г. Разумовского (ПКУ)" | Устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати |
| CN111655458B (zh) | 2018-03-12 | 2022-04-05 | 惠普发展公司,有限责任合伙企业 | 具有在不同的片宽度处的喷嘴的增材制造 |
| MX2020010507A (es) | 2018-04-06 | 2021-03-09 | Paxis Llc | Metodo, sistema y aparato para la manufactura de aditivos. |
| DE102018108484A1 (de) | 2018-04-10 | 2019-10-10 | Volkswagen Aktiengesellschaft | Verfahren zum Beschichten eines Bauraums in einem 3D-Druckprozess mittels einer Beschichtereinheit sowie eine solche Beschichtereinheit |
| WO2019228281A1 (zh) * | 2018-05-28 | 2019-12-05 | 共享智能铸造产业创新中心有限公司 | 一种3dp打印设备、该设备的生产线及其循环打印方法 |
| DE102018209282B4 (de) * | 2018-06-11 | 2020-03-12 | Volkswagen Aktiengesellschaft | Bauteil, sowie ein Stapel aus einer Mehrzahl solcher Bauteile und ein additives Herstellungsverfahren für einen solchen Stapel |
| CN108526400A (zh) * | 2018-06-28 | 2018-09-14 | 四川大学 | 一种快速型砂3d打印装置 |
| RU2685328C1 (ru) * | 2018-08-20 | 2019-04-17 | Российская Федерация, от имени которой выступает ФОНД ПЕРСПЕКТИВНЫХ ИССЛЕДОВАНИЙ | Устройство для послойного изготовления объемных изделий из двух и более порошковых компонентов |
| KR102136574B1 (ko) | 2018-09-28 | 2020-07-22 | 한국생산기술연구원 | 벤족사진 유도체를 포함하는 3d 프린터용 바인더 조성물과 그 제조방법 |
| GB2579639A (en) | 2018-12-07 | 2020-07-01 | Xaar 3D Ltd | Sled configurations and methods of operation for the manufacture of three-dimensional objects |
| PL3736109T3 (pl) * | 2019-05-09 | 2022-08-01 | Exone Gmbh | Drukarka 3d, układ drukarek 3d oraz sposób druku 3d |
| ES2898946T3 (es) | 2019-06-19 | 2022-03-09 | Exone Gmbh | Dispositivo de revestimiento para una impresora 3D, impresora 3D con el dispositivo de revestimiento, utilización de impresora 3D |
| DE102019004342A1 (de) * | 2019-06-23 | 2020-12-24 | Voxeljet Ag | Anordnung einer 3D-Druckvorrichtung |
| US12337524B2 (en) | 2019-08-27 | 2025-06-24 | Peridot Print Llc | Modifying print data near and/or at overlap areas between printhead dies |
| RU2724163C1 (ru) * | 2019-08-28 | 2020-06-22 | Общество с ограниченной ответственностью «АМТ» | Экструдер строительных смесей для 3d принтера |
| DE102019007480A1 (de) * | 2019-10-26 | 2021-04-29 | Laempe Mössner Sinto Gmbh | Anordnung und Verfahren zum Erzeugen einer Schicht eines partikelförmigen Baumaterials in einem 3D-Drucker |
| EP3851266A1 (en) * | 2020-01-20 | 2021-07-21 | Vito NV | A system and method for manufacturing three-dimensional structures |
| CN111335599A (zh) * | 2020-03-12 | 2020-06-26 | 云南印能科技有限公司 | 一种基于bim信息的可组装式室内四轴多功能参数化3d打印设备及方法 |
| WO2021212110A1 (en) | 2020-04-17 | 2021-10-21 | Eagle Engineered Solutions, Inc. | Powder spreading apparatus and system |
| WO2022015831A1 (en) | 2020-07-15 | 2022-01-20 | Applied Materials, Inc. | Large area recoating for additive manufacturing |
| EP4196311A4 (en) | 2020-08-14 | 2024-08-07 | Paxis LLC | DEVICE, SYSTEM AND METHOD FOR ADDITIVE MANUFACTURING |
| WO2022081146A1 (en) * | 2020-10-14 | 2022-04-21 | Hewlett-Packard Development Company, L.P. | Tool station with cleaning attachments |
| JP7525738B2 (ja) | 2020-10-20 | 2024-07-30 | ゼネラル・エレクトリック・カンパニイ | オブジェクト形成方法および付加製造システム |
| CN116348274A (zh) | 2020-10-20 | 2023-06-27 | 通用电气公司 | 打印组件及其使用方法 |
| EP4232267A1 (en) | 2020-10-21 | 2023-08-30 | General Electric Company | Material supply system and method for using the same |
| WO2022093691A1 (en) | 2020-10-29 | 2022-05-05 | General Electric Company | Print head assembly and methods for using the same |
| EP4237228B1 (en) | 2020-10-29 | 2026-03-25 | General Electric Company | Additive manufacturing apparatuses and methods for using the same |
| WO2022093942A1 (en) | 2020-10-29 | 2022-05-05 | General Electric Company | Additive manufacturing apparatuses with removable build boxes and build box management systems |
| DE102020214187A1 (de) | 2020-11-11 | 2022-05-12 | Volkswagen Aktiengesellschaft | Verfahren und Vorrichtung zur generativen Herstellung eines Objekts aus einem formlosen Material |
| CN112761358B (zh) * | 2021-01-06 | 2025-08-26 | 大连大学 | 一种免墙角构造柱的3d打印墙体构造及其施工方法 |
| USD1002688S1 (en) * | 2021-03-05 | 2023-10-24 | Icon Technology, Inc. | Print tower device |
| USD976973S1 (en) * | 2021-03-05 | 2023-01-31 | Icon Technology, Inc. | Printing tower system |
| US12005642B2 (en) | 2021-06-04 | 2024-06-11 | Stratasys Powder Production Ltd. | Sled configurations and methods of operation for the manufacture of three-dimensional objects |
| RU2769199C1 (ru) | 2021-09-15 | 2022-03-29 | Общество С Ограниченной Ответственностью "Аркон Констракшн" | 3д принтер портального типа |
| DE102022126586A1 (de) | 2022-10-12 | 2024-04-18 | Exone Gmbh | 3D-Druck-Verfahren und 3D-Drucker |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009036153A1 (de) * | 2009-08-05 | 2011-02-17 | Modellbau Robert Hofmann Gmbh | Vorrichtung zur generativen Herstellung dreidimensionaler Formteile |
| WO2011067301A1 (de) * | 2009-12-02 | 2011-06-09 | Prometal Rct Gmbh | Beschichter für eine rapid-prototyping-anlage |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5204055A (en) * | 1989-12-08 | 1993-04-20 | Massachusetts Institute Of Technology | Three-dimensional printing techniques |
| DE19952998B4 (de) * | 1999-11-04 | 2004-04-15 | Exner, Horst, Prof. Dr.-Ing. | Vorrichtung zur direkten Herstellung von Körpern im Schichtaufbau aus pulverförmigen Stoffen |
| DE10047614C2 (de) * | 2000-09-26 | 2003-03-27 | Generis Gmbh | Vorrichtung zum schichtweisen Aufbau von Modellen |
| DE10235427A1 (de) * | 2002-08-02 | 2004-02-12 | Eos Gmbh Electro Optical Systems | Vorrichtung und Verfahren zum Herstellen von dreidimensionalen Objekten mittels eines generativen Fertigungsverfahrens |
| US6815636B2 (en) | 2003-04-09 | 2004-11-09 | 3D Systems, Inc. | Sintering using thermal image feedback |
| DE202004007213U1 (de) * | 2004-05-01 | 2004-08-12 | Laserinstitut Mittelsachsen E.V. | Vorrichtung zur Herstellung von Mikrokörpern |
| DE102006030350A1 (de) * | 2006-06-30 | 2008-01-03 | Voxeljet Technology Gmbh | Verfahren zum Aufbauen eines Schichtenkörpers |
| DE102006055055A1 (de) * | 2006-11-22 | 2008-05-29 | Eos Gmbh Electro Optical Systems | Vorrichtung zum schichtweisen Herstellen eines dreidimensionalen Objekts |
| DE102006056422B3 (de) * | 2006-11-28 | 2008-04-17 | Cl Schutzrechtsverwaltungs Gmbh | Beschichter- oder Ausgleichseinrichtung für eine Bauvorrichtung zur Erstellung von Formteilen aus Baumaterial |
| DE102007040755A1 (de) * | 2007-08-28 | 2009-03-05 | Jens Jacob | Lasersintervorrichtung sowie Verfahren zum Herstellen von dreidimensionalen Objekten durch selektives Lasersintern |
| CN101850314B (zh) * | 2009-03-31 | 2012-09-19 | 研能科技股份有限公司 | 适用于立体成型机构的维护装置 |
| DE102009056696B4 (de) * | 2009-12-02 | 2011-11-10 | Prometal Rct Gmbh | Baubox für eine Rapid-Prototyping-Anlage |
| DE102010020416A1 (de) * | 2010-05-12 | 2011-11-17 | Eos Gmbh Electro Optical Systems | Bauraumveränderungseinrichtung sowie eine Vorrichtung zum Herstellen eines dreidimensionalen Objekts mit einer Bauraumveränderungseinrichtung |
| US8888480B2 (en) * | 2012-09-05 | 2014-11-18 | Aprecia Pharmaceuticals Company | Three-dimensional printing system and equipment assembly |
| US9925723B2 (en) * | 2015-03-27 | 2018-03-27 | Delavan Inc. | Additive manufacturing systems and methods |
| DE102015109525A1 (de) * | 2015-06-15 | 2016-12-15 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zum Herstellen von dreidimensionalen Objekten sowie ein zugehöriges Verfahren |
| DE102015110264A1 (de) * | 2015-06-25 | 2016-12-29 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zur generativen Herstellung wenigstens eines dreidimensionalen Objekts |
| US10059092B2 (en) * | 2015-09-14 | 2018-08-28 | Baker Hughes, A Ge Company, Llc | Additive manufacturing of functionally gradient degradable tools |
| US10335991B2 (en) * | 2015-12-08 | 2019-07-02 | Xerox Corporation | System and method for operation of multi-nozzle extrusion printheads in three-dimensional object printers |
| DE102015122460A1 (de) * | 2015-12-21 | 2017-06-22 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zur Herstellung dreidimensionaler Objekte |
| AT518899B1 (de) * | 2016-08-05 | 2018-02-15 | Metallconcept Gmbh | Vorrichtung zur Herstellung wenigstens eines dreidimensionalen Schichtkörpers für die Bauindustrie |
| US10762407B2 (en) * | 2017-04-05 | 2020-09-01 | General Electric Company | Component incorporating 3-D identification code |
| DE102017126665A1 (de) * | 2017-11-13 | 2019-05-16 | Eos Gmbh Electro Optical Systems | 3D-Druck-Vorrichtung und -Verfahren |
-
2014
- 2014-08-29 DE DE102014112447.2A patent/DE102014112447B4/de active Active
-
2015
- 2015-08-26 WO PCT/EP2015/069505 patent/WO2016030405A1/de not_active Ceased
- 2015-08-26 CN CN201580044447.1A patent/CN106794627A/zh active Pending
- 2015-08-26 EP EP18158824.5A patent/EP3351384B1/de active Active
- 2015-08-26 EP EP15766066.3A patent/EP3119591B1/de active Active
- 2015-08-26 US US15/506,317 patent/US10286571B2/en active Active
- 2015-08-26 RU RU2017104265A patent/RU2640551C1/ru active
- 2015-08-26 KR KR1020177007537A patent/KR101834278B1/ko active Active
- 2015-08-26 CA CA3009931A patent/CA3009931A1/en not_active Abandoned
- 2015-08-26 CA CA2958945A patent/CA2958945C/en active Active
- 2015-08-26 JP JP2017507710A patent/JP6266163B2/ja active Active
-
2019
- 2019-05-06 US US16/403,807 patent/US10507592B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009036153A1 (de) * | 2009-08-05 | 2011-02-17 | Modellbau Robert Hofmann Gmbh | Vorrichtung zur generativen Herstellung dreidimensionaler Formteile |
| WO2011067301A1 (de) * | 2009-12-02 | 2011-06-09 | Prometal Rct Gmbh | Beschichter für eine rapid-prototyping-anlage |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200108488A (ko) * | 2018-02-07 | 2020-09-18 | 엑스원 게엠베하 | 3d 프린터 및 생성적 제조방법 |
| JP2021508625A (ja) * | 2018-02-07 | 2021-03-11 | エクスワン ゲーエムベーハー | 3dプリンタおよび生成的製造プロセス |
| KR102283870B1 (ko) | 2018-02-07 | 2021-08-03 | 엑스원 게엠베하 | 3d 프린터 및 생성적 제조방법 |
| JP7043613B2 (ja) | 2018-02-07 | 2022-03-29 | エクスワン ゲーエムベーハー | 3dプリンタおよび生成的製造プロセス |
| US11717881B2 (en) | 2018-02-07 | 2023-08-08 | Exone Gmbh | 3D printer and generative manufacturing process |
| JP2020147038A (ja) * | 2019-03-08 | 2020-09-17 | エクスワン ゲーエムベーハー | 3dプリンタ用のプリントヘッドコータモジュール、プリントヘッドコータモジュールの使用、およびプリントヘッドコータモジュールを含む3dプリンタ |
| JP2023510281A (ja) * | 2020-01-20 | 2023-03-13 | ヴィト ナムローゼ フェンノートシャップ | 三次元構造物を製造するためのシステムおよび方法 |
| JP7755585B2 (ja) | 2020-01-20 | 2025-10-16 | ヴィト ナムローゼ フェンノートシャップ | 三次元構造物を製造するためのシステムおよび方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2640551C1 (ru) | 2018-01-09 |
| KR101834278B1 (ko) | 2018-03-05 |
| EP3351384B1 (de) | 2023-01-25 |
| EP3119591A1 (de) | 2017-01-25 |
| DE102014112447B4 (de) | 2025-04-24 |
| KR20170038077A (ko) | 2017-04-05 |
| US20180169894A1 (en) | 2018-06-21 |
| CA2958945C (en) | 2018-08-14 |
| CA2958945A1 (en) | 2016-03-03 |
| US10507592B2 (en) | 2019-12-17 |
| JP6266163B2 (ja) | 2018-01-24 |
| WO2016030405A1 (de) | 2016-03-03 |
| EP3351384A1 (de) | 2018-07-25 |
| CN106794627A (zh) | 2017-05-31 |
| DE102014112447A1 (de) | 2016-03-03 |
| EP3119591B1 (de) | 2018-02-28 |
| US20190255733A1 (en) | 2019-08-22 |
| CA3009931A1 (en) | 2016-03-03 |
| US10286571B2 (en) | 2019-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6266163B2 (ja) | 3dプリンタ、3dプリンタ装置および生成造形工程 | |
| US7736578B2 (en) | Method for the construction of a laminated compound | |
| KR20160132498A (ko) | 모형을 레이어로 제작하는 장치 | |
| CN106457690B (zh) | 用于3d打印机的涂覆装置组合单元 | |
| EP1322438B1 (de) | Vorrichtung zum schichtweisen aufbau von modellen | |
| KR102300961B1 (ko) | 가속화된 처리 속도로 3차원 프린팅을 수행하기 위한 방법 및 장치 | |
| JP6030185B2 (ja) | 3dプリンティング装置及び方法、これを利用した鉄骨コンクリート構造物の施工方法 | |
| CN106457615B (zh) | 用于3d打印机的涂覆设备组合单元 | |
| KR102048135B1 (ko) | 분말재료로부터의 3차원 모델의 레이어 식 생성을 위한 방법 및 시스템 | |
| JP6887414B2 (ja) | 生成的製造方法における構築材料の計量装置及び方法 | |
| CN104028713B (zh) | 一种基于3dp工艺的多功能双打印头3d打印设备 | |
| US20160107386A1 (en) | Device and method for constructing a laminar body comprising at least one position-adjustable body defining the working area | |
| WO2019047925A1 (zh) | 一种吹气固化法3d打印铸造砂型的成形方法及装置 | |
| CN110935843A (zh) | 一种具有先进排砂装置的铸造砂型分区铺砂柔性打印成形装置 | |
| JP2020147038A (ja) | 3dプリンタ用のプリントヘッドコータモジュール、プリントヘッドコータモジュールの使用、およびプリントヘッドコータモジュールを含む3dプリンタ | |
| JP7358512B2 (ja) | 3dプリンタ、3dプリンタシステム、前記構築ボックスシステムの使用、および3d印刷方法 | |
| EP4185756B1 (en) | 3d-printing system and method to automatically build a building | |
| RU2739061C2 (ru) | Машина для изготовления песчаных стержней |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170426 |
|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20170407 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170426 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20170426 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170815 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171219 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6266163 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |