JP2017532451A - 耐剥離性に優れたhpf成形部材及びその製造方法 - Google Patents
耐剥離性に優れたhpf成形部材及びその製造方法 Download PDFInfo
- Publication number
- JP2017532451A JP2017532451A JP2017513102A JP2017513102A JP2017532451A JP 2017532451 A JP2017532451 A JP 2017532451A JP 2017513102 A JP2017513102 A JP 2017513102A JP 2017513102 A JP2017513102 A JP 2017513102A JP 2017532451 A JP2017532451 A JP 2017532451A
- Authority
- JP
- Japan
- Prior art keywords
- molded member
- layer
- less
- hot
- steel plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/043—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/285—Thermal after-treatment, e.g. treatment in oil bath for remelting the coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Coating With Molten Metal (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
上記Cは、マルテンサイトの強度を増加させる必須の元素である。Cの含有量が0.18%未満では、耐衝突特性を確保するための十分な強度を得ることが難しい。また、0.25%を超えて含有すると、スラブの衝撃靭性を低下させるだけでなく、HPF成形部材の溶接性が低下し得る。これを考慮して、本発明では、上記Cの含有量を0.18〜0.25重量%(以下、単に%という)に制限することが好ましい。
上記Siは、HPF後に、鋼材の材質均一化に効果的であるだけでなく、HPF熱処理の過程において、めっき層への拡散によってめっき層のタウ相の生成に寄与することができる。Siの含有量が0.1%未満では、材質均一化及びめっき層への拡散に十分な効果を達成できず、1.0%を超えると、焼鈍中の鋼板の表面に生成されるSiの酸化物が原因で良好な溶融アルミニウムめっきの表面品質を確保することが困難な場合があるため1.0%以下を添加する。
上記Mnは、Cr、Bなどと同様に、鋼の硬化能を確保するために添加される。Mnの含有量が0.9%未満では、十分な硬化能を確保し難くベイナイトが生成される場合があるため、十分な強度を確保することが困難である。また、Mnの含有量が1.5%を超えると、鋼板の製造コストが上昇するだけでなく、鋼材の内部にMnが偏析されることによって、HPF成形部材の曲げ性を著しく低下させる可能性がある。これを考慮して、本発明では、Mnの含有量を0.9〜1.5%の範囲に制限することが好ましい。
上記Pは、粒界偏析元素で、HPF成形部材の多くの特性を阻害させる元素であるため、可能であれば少なく添加されることが好ましい。Pの含有量が0.03%を超えると、成形部材の曲げ性、衝撃特性及び溶接性などが劣化するため、その上限を0.03%に制限することが好ましい。
上記Sは、鋼中に不純物として存在し、成形部材の曲げ性及び溶接性を阻害する元素であるため、可能であれば少なく添加されることが好ましい。Sの含有量が0.01%を超えると、成形部材の曲げ性及び溶接性などが悪くなるため、その上限を0.01%に制限することが好ましい。
上記Alは、Siと同様に、製鋼における脱酸作用を目的に添加される。その目的を達成するためにAlは0.01%以上添加される必要がある。Alの含有量が0.05%を超えると、その効果は飽和するだけでなく、めっき材の表面品質を悪くするため、その上限を0.05%に制限することが好ましい。
上記Crは、Mn、Bなどと同様に、鋼の硬化能を確保するために添加される。Crの含有量が0.05%未満では、十分な硬化能を確保することは困難であり、Crの含有量が0.5%を超えると、硬化能は十分に確保可能であるが、その特性が飽和するだけでなく、鋼材の製造コストが上昇しかねない。これを考慮して、本発明では、上記Crの含有量を0.05〜0.5%の範囲に制限することが好ましい。
上記Tiは、鋼中の不純物として残存する窒素と結合しTiNを生成させることにより、硬化能の確保に必須の固溶Bを残留させるために添加される。Tiの含有量が0.01%未満では、その効果を十分に期待することが困難であり、Tiの含有量が0.05%を超えると、その特性が飽和する可能性があるだけでなく、鋼材の製造コストが上昇しかねない。これを考慮して、本発明では、上記Tiの含有量を0.01〜0.05%の範囲に制限することが好ましい。
上記Bは、Mn及びCrと同様に、HPF成形部材において硬化能を確保するために添加される。上記目的を達成するために、Bは0.001%以上添加される必要がある。Bの含有量が0.005%を超えると、その効果は飽和するだけでなく、熱間圧延性を著しく低下させる。したがって、本発明では、上記Bの含有量を0.001〜0.005%の範囲に制限することが好ましい。
上記Nは、鋼中に不純物として存在し、可能であれば少なく添加されることが好ましい。Nの含有量が0.009%を超えると、鋼材の表面不良を引き起こしかねないため、その上限を0.009%に制限することが好ましい。
上記MoとWは、硬化能及び析出強化元素で、高強度をさらに確保するという効果が大きい。MoとWの添加量の合計が0.001%未満では、十分な硬化能及び析出強化の効果を得ることができず、0.5%を超えると、その効果が飽和するだけでなく、製造コストが上昇しかねない。したがって、本発明では、上記Mo+Wの含有量を0.001〜0.5%の範囲に制限することが好ましい。
上記Nb、Zr及びVは、鋼板の強度上昇、結晶粒微細化及び熱処理特性を向上させる元素である。上記Nb、Zr及びVのうち1種以上の含有量が0.001%未満であると上記のような効果を期待することは困難であり、その含有量が0.4%を超えると製造コストが上昇しすぎるようになる。したがって、本発明では、このような元素の含有量を0.001〜0.4%に制限することが好ましい。
上記Cuは、微細なCu析出物を生成して強度を向上させる元素であり、上記Niは、強度上昇及び熱処理性を向上させるのに有効な元素である。もし、上記成分の合計が0.005%未満であると、所望する強度を十分に得ることができず、2.0%を超えると、操業性を低下させ、製造コストを上昇させかねない。これを考慮して、本発明では、Cu+Ni:0.005〜2.0%に制御することが好ましい。
上記Sb、Sn及びBiは、粒界偏析元素で、HPF加熱時にめっき層と素地鉄の界面に濃化し、めっき層の密着性を向上させることができる。めっき層の密着力を向上させることにより、熱間成形時のめっき層の脱落防止に一助することができる。Sb、Sn及びBiは、類似した特性を有するため、3つの元素を混合して用いることも可能である。その際、1種以上の合計を0.03%以下にすることが好ましい。これは、もし、上記成分の合計が0.03%を超えると、熱間成形時に素地鉄の脆性が悪化するおそれがあるためである。
重量%で、C:0.22%、Si:0.25%、Mn:1.18%、P:0.014%、S:0.0022%、Al:0.033%、Cr:0.181%、Ti:0.034%、B:0.0023%、N:0.0050%、残りがFe及びその他の不純物で構成される厚さ1.5mmの冷延鋼板を設けた後、これを120×200mmの大きさに切断して試片を設けた。また、上記設けられたサンプルは、灯油と超音波アセトンで脱脂を行い、表面の圧延油と汚染物質を除去した。その後、上記設けられたサンプルを温度780℃まで、総加熱時間6分間加熱した後、660℃の溶融アルミニウムめっき浴に浸漬してめっきを行った。その際、めっき付着量は、20〜40μmに調節した。さらに、溶融アルミニウムめっき浴の組成は、0〜13重量%のSi、残りはアルミニウムと不可避に鋼板から溶出されるFe、その他の不純物で構成されるようにし、スキンパス延伸率は0〜3%まで調節した。下記表1は、本実験に用いられためっき鋼板の試片に対して適用された具体的な溶融アルミニウムめっきの条件を示す。
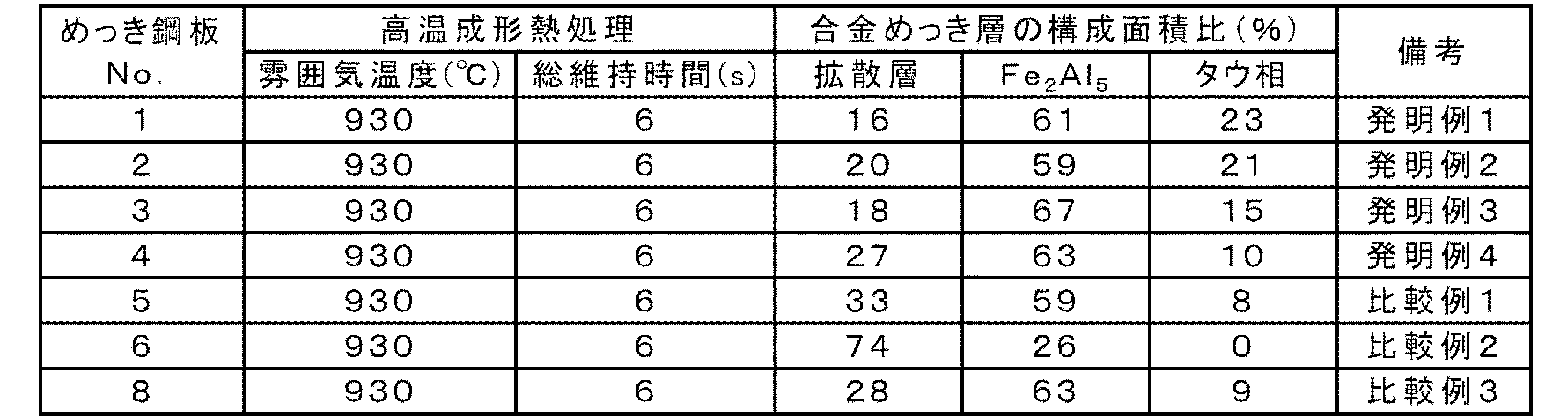
[耐剥離性評価の凡例]
○:剥離がなく、テープに剥離片が付着しない。
×:剥離が発生しテープに付着する。
上記Cは、マルテンサイトの強度を増加させる必須の元素である。Cの含有量が0.18%未満では、耐衝突特性を確保するための十分な強度を得ることが難しい。また、0.25%を超えて含有すると、スラブの衝撃靭性を低下させるだけでなく、HPF成形部材の溶接性が低下し得る。これを考慮して、本発明では、上記Cの含有量を0.18〜0.25重量%(以下、単に%という)に制限することが好ましい。
上記Siは、HPF後に、鋼材の材質均一化に効果的であるだけでなく、HPF熱処理の過程において、めっき層への拡散によってめっき層のタウ相の生成に寄与することができる。Siの含有量が0.1%未満では、材質均一化及びめっき層への拡散に十分な効果を達成できず、1.0%を超えると、焼鈍中の鋼板の表面に生成されるSiの酸化物が原因で良好な溶融アルミニウムめっきの表面品質を確保することが困難な場合があるため1.0%以下を添加する。
上記Mnは、Cr、Bなどと同様に、鋼の硬化能を確保するために添加される。Mnの含有量が0.9%未満では、十分な硬化能を確保し難くベイナイトが生成される場合があるため、十分な強度を確保することが困難である。また、Mnの含有量が1.5%を超えると、鋼板の製造コストが上昇するだけでなく、鋼材の内部にMnが偏析されることによって、HPF成形部材の曲げ性を著しく低下させる可能性がある。これを考慮して、本発明では、Mnの含有量を0.9〜1.5%の範囲に制限することが好ましい。
上記Pは、粒界偏析元素で、HPF成形部材の多くの特性を阻害させる元素であるため、可能であれば少なく添加されることが好ましい。Pの含有量が0.03%を超えると、成形部材の曲げ性、衝撃特性及び溶接性などが劣化するため、その上限を0.03%に制限することが好ましい。
上記Sは、鋼中に不純物として存在し、成形部材の曲げ性及び溶接性を阻害する元素であるため、可能であれば少なく添加されることが好ましい。Sの含有量が0.01%を超えると、成形部材の曲げ性及び溶接性などが悪くなるため、その上限を0.01%に制限することが好ましい。
上記Alは、Siと同様に、製鋼における脱酸作用を目的に添加される。その目的を達成するためにAlは0.01%以上添加される必要がある。Alの含有量が0.05%を超えると、その効果は飽和するだけでなく、めっき材の表面品質を悪くするため、その上限を0.05%に制限することが好ましい。
上記Crは、Mn、Bなどと同様に、鋼の硬化能を確保するために添加される。Crの含有量が0.05%未満では、十分な硬化能を確保することは困難であり、Crの含有量が0.5%を超えると、硬化能は十分に確保可能であるが、その特性が飽和するだけでなく、鋼材の製造コストが上昇しかねない。これを考慮して、本発明では、上記Crの含有量を0.05〜0.5%の範囲に制限することが好ましい。
上記Tiは、鋼中の不純物として残存する窒素と結合しTiNを生成させることにより、硬化能の確保に必須の固溶Bを残留させるために添加される。Tiの含有量が0.01%未満では、その効果を十分に期待することが困難であり、Tiの含有量が0.05%を超えると、その特性が飽和する可能性があるだけでなく、鋼材の製造コストが上昇しかねない。これを考慮して、本発明では、上記Tiの含有量を0.01〜0.05%の範囲に制限することが好ましい。
上記Bは、Mn及びCrと同様に、HPF成形部材において硬化能を確保するために添加される。上記目的を達成するために、Bは0.001%以上添加される必要がある。Bの含有量が0.005%を超えると、その効果は飽和するだけでなく、熱間圧延性を著しく低下させる。したがって、本発明では、上記Bの含有量を0.001〜0.005%の範囲に制限することが好ましい。
上記Nは、鋼中に不純物として存在し、可能であれば少なく添加されることが好ましい。Nの含有量が0.009%を超えると、鋼材の表面不良を引き起こしかねないため、その上限を0.009%に制限することが好ましい。
上記MoとWは、硬化能及び析出強化元素で、高強度をさらに確保するという効果が大きい。MoとWの添加量の合計が0.001%未満では、十分な硬化能及び析出強化の効果を得ることができず、0.5%を超えると、その効果が飽和するだけでなく、製造コストが上昇しかねない。したがって、本発明では、上記Mo+Wの含有量を0.001〜0.5%の範囲に制限することが好ましい。
上記Nb、Zr及びVは、鋼板の強度上昇、結晶粒微細化及び熱処理特性を向上させる元素である。上記Nb、Zr及びVのうち1種以上の含有量が0.001%未満であると上記のような効果を期待することは困難であり、その含有量が0.4%を超えると製造コストが上昇しすぎるようになる。したがって、本発明では、このような元素の含有量を0.001〜0.4%に制限することが好ましい。
上記Cuは、微細なCu析出物を生成して強度を向上させる元素であり、上記Niは、強度上昇及び熱処理性を向上させるのに有効な元素である。もし、上記成分の合計が0.005%未満であると、所望する強度を十分に得ることができず、2.0%を超えると、操業性を低下させ、製造コストを上昇させかねない。これを考慮して、本発明では、Cu+Ni:0.005〜2.0%に制御することが好ましい。
上記Sb、Sn及びBiは、粒界偏析元素で、HPF加熱時にめっき層と素地鉄の界面に濃化し、めっき層の密着性を向上させることができる。めっき層の密着力を向上させることにより、熱間成形時のめっき層の脱落防止に一助することができる。Sb、Sn及びBiは、類似した特性を有するため、3つの元素を混合して用いることも可能である。その際、1種以上の合計を0.03%以下にすることが好ましい。これは、もし、上記成分の合計が0.03%を超えると、熱間成形時に素地鉄の脆性が悪化するおそれがあるためである。
重量%で、C:0.22%、Si:0.25%、Mn:1.18%、P:0.014%、S:0.0022%、Al:0.033%、Cr:0.181%、Ti:0.034%、B:0.0023%、N:0.0050%、残りがFe及びその他の不純物で構成される厚さ1.5mmの冷延鋼板を設けた後、これを120×200mmの大きさに切断して試片を設けた。また、上記設けられたサンプルは、灯油と超音波アセトンで脱脂を行い、表面の圧延油と汚染物質を除去した。その後、上記設けられたサンプルを温度780℃まで、総加熱時間6分間加熱した後、660℃の溶融アルミニウムめっき浴に浸漬してめっきを行った。その際、めっき付着量は、20〜40μmに調節した。さらに、溶融アルミニウムめっき浴の組成は、0〜13重量%のSi、残りはアルミニウムと不可避に鋼板から溶出されるFe、その他の不純物で構成されるようにし、スキンパス延伸率は0〜3%まで調節した。下記表1は、本実験に用いられためっき鋼板の試片に対して適用された具体的な溶融アルミニウムめっきの条件を示す。
[耐剥離性評価の凡例]
○:剥離がなく、テープに剥離片が付着しない。
×:剥離が発生しテープに付着する。
Claims (25)
- 素地鋼板の表面に溶融アルミニウムめっき層が形成されるHPF成形部材であって、前記素地鋼板は、重量%で、C:0.18〜0.25%、Si:0.1〜1.0%、Mn:0.9〜1.5%、P:0.03%以下、S:0.01%以下、Al:0.01〜0.05%、Cr:0.05〜0.5%、Ti:0.01〜0.05%、B:0.001〜0.005%、N:0.009%以下、残部Fe及びその他の不純物を含み、
前記めっき層は、軟質の拡散層及び硬質の合金層を有するように構成され、
前記合金層と拡散層間の硬度差が400(Hv)以下になるように、前記合金層の内部には、タウ層が、全体に対して面積分率で10%以上不規則且つ不連続に分散分布している、耐剥離性に優れたHPF成形部材。 - 前記素地鋼板は冷延鋼板または熱延鋼板である、請求項1に記載の耐剥離性に優れたHPF成形部材。
- 前記タウ相は、前記合金層内で10〜20面積%の範囲で存在する、請求項1に記載の耐剥離性に優れたHPF成形部材。
- 前記タウ相は、その形状比(縦横比)が1〜4の範囲のものである、請求項1に記載の耐剥離性に優れたHPF成形部材。
- 前記タウ相は、その大きさが5μm以下であるものが全体のタウ相の分率に対して50%以上を占める、請求項1に記載の耐剥離性に優れたHPF成形部材。
- 前記素地鋼板は、Mo+W:0.001〜0.5%をさらに含む、請求項1に記載の耐剥離性に優れたHPF成形部材。
- 前記素地鋼板は、Nb、Zr及びVのうち1種以上を合計:0.001〜0.4%の範囲でさらに含む、請求項1に記載の耐剥離性に優れたHPF成形部材。
- 前記素地鋼板は、Cu+Ni:0.005〜2.0%をさらに含む、請求項1に記載の耐剥離性に優れたHPF成形部材。
- 前記素地鋼板は、Sb、Sn及びBiのうち1種以上を0.03%以下でさらに含む、請求項1に記載の耐剥離性に優れたHPF成形部材。
- 重量%で、C:0.18〜0.25%、Si:0.1〜1.0%、Mn:0.9〜1.5%、P:0.03%以下、S:0.01%以下、Al:0.01〜0.05%、Cr:0.05〜0.5%、Ti:0.01〜0.05%、B:0.001〜0.005%、N:0.009%以下、残部Fe及びその他の不純物を含む鋼板を設ける工程と、
前記鋼板を550〜850℃の温度で加熱した後、640〜680℃で維持し、その組成成分が、重量%で、Si:7〜13%、Fe:3%未満、残部Al及びその他の不可避不純物を含んで組成される溶融アルミニウムめっき浴に浸漬して溶融アルミニウムめっきを施す工程と、
前記溶融亜鉛めっき鋼板を冷却した後、0.5〜3%の延伸率でスキンパス圧延(SPM)する工程と、
前記溶融アルミニウムめっき鋼板を850〜950℃の温度で加熱した後、一定時間維持することで、その表面の溶融アルミニウムめっき層を合金化させる工程と、
前記合金化した溶融アルミニウムめっき鋼板を熱間成形するとともに、300℃以下の温度範囲まで急冷させることでHPF成形品を製造する工程と、を含む、耐剥離性に優れたHPF成形部材の製造方法。 - 前記合金化した溶融アルミニウムめっき層は、軟質の拡散層及び硬質の合金層を有するように構成され、前記合金層の内部には、タウ層が、全体に対して面積分率で10%以上不規則且つ不連続に分散分布している、請求項10に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記鋼板は冷延鋼板または熱延鋼板である、請求項10に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記タウ相は、前記合金層内で10〜20面積%の範囲で存在する、請求項11に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記タウ相は、その形状比(縦横比)が1〜4の範囲のものである、請求項11に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記タウ相は、その大きさが5μm以下であるものが全体のタウ相の分率に対して50%以上を占める、請求項11に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記素地鋼板は、Mo+W:0.001〜0.5%をさらに含む、請求項10に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記素地鋼板は、Nb、Zr及びVのうち1種以上を合計:0.001〜0.4%の範囲でさらに含む、請求項10に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記素地鋼板は、Cu+Ni:0.005〜2.0%をさらに含む、請求項10に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記素地鋼板は、Sb、Sn及びBiのうち1種以上を0.03%以下でさらに含む、請求項10に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 重量%で、C:0.18〜0.25%、Si:0.1〜1.0%、Mn:0.9〜1.5%、P:0.03%以下、S:0.01%以下、Al:0.01〜0.05%、Cr:0.05〜0.5%、Ti:0.01〜0.05%、B:0.001〜0.005%、N:0.009%以下、残部Fe及びその他の不純物を含む素地鋼板の表面に溶融アルミニウムめっき層が形成された溶融アルミニウムめっき鋼板を0.5〜3%の延伸率でスキンパス圧延(SPM)する工程と、
前記溶融アルミニウムめっき鋼板を850〜950℃の温度で加熱した後、一定時間維持することで、その表面の溶融アルミニウムめっき層を合金化させる工程と、
前記合金化した溶融アルミニウムめっき鋼板を熱間成形するとともに、300℃以下の温度範囲まで急冷させることでHPF成形品を製造する工程と、を含む、耐剥離性に優れたHPF成形部材の製造方法。 - 前記合金化した溶融アルミニウムめっき層は、軟質の拡散層及び硬質の合金層を有するように構成され、前記合金層の内部には、タウ層が、全体に対して面積分率で10%以上不規則且つ不連続に分散分布している、請求項20に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記素地鋼板は冷延鋼板または熱延鋼板である、請求項20に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記タウ相は、前記合金層内で10〜20面積%の範囲で存在する、請求項21に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記タウ相は、その形状比(縦横比)が1〜4の範囲のものである、請求項21に記載の耐剥離性に優れたHPF成形部材の製造方法。
- 前記タウ相は、その大きさが5μm以下であるものが全体のタウ相の分率に対して50%以上を占める、請求項21に記載の耐剥離性に優れたHPF成形部材の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2014-0189098 | 2014-12-24 | ||
| KR1020140189098A KR101569505B1 (ko) | 2014-12-24 | 2014-12-24 | 내박리성이 우수한 hpf 성형부재 및 그 제조방법 |
| PCT/KR2015/004327 WO2016104880A1 (ko) | 2014-12-24 | 2015-04-29 | 내박리성이 우수한 hpf 성형부재 및 그 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017532451A true JP2017532451A (ja) | 2017-11-02 |
| JP6475824B2 JP6475824B2 (ja) | 2019-02-27 |
Family
ID=54868087
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017513102A Active JP6475824B2 (ja) | 2014-12-24 | 2015-04-29 | 耐剥離性に優れたhpf成形部材及びその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10640840B2 (ja) |
| EP (1) | EP3239337B1 (ja) |
| JP (1) | JP6475824B2 (ja) |
| KR (1) | KR101569505B1 (ja) |
| CN (1) | CN106133179B (ja) |
| ES (1) | ES2775513T3 (ja) |
| MX (1) | MX383764B (ja) |
| WO (1) | WO2016104880A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6525124B1 (ja) * | 2017-12-05 | 2019-06-05 | 日本製鉄株式会社 | アルミ系めっき鋼板、アルミ系めっき鋼板の製造方法及び自動車用部品の製造方法 |
| JP2020509200A (ja) * | 2016-12-23 | 2020-03-26 | ポスコPosco | 耐食性に優れたアルミニウム系めっき鋼材、それを用いたアルミニウム系合金化めっき鋼材、及びそれらの製造方法 |
| JP2022513132A (ja) * | 2018-11-30 | 2022-02-07 | ポスコ | 耐食性及び耐熱性に優れた熱間成形用アルミニウム-鉄合金めっき鋼板、熱間プレス成形部材及びこれらの製造方法 |
| JP2022513651A (ja) * | 2018-11-30 | 2022-02-09 | ポスコ | 熱間成形部材及びその製造方法 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101696121B1 (ko) * | 2015-12-23 | 2017-01-13 | 주식회사 포스코 | 내수소지연파괴특성, 내박리성 및 용접성이 우수한 열간성형용 알루미늄-철 합금 도금강판 및 이를 이용한 열간성형 부재 |
| KR102075182B1 (ko) * | 2015-12-24 | 2020-02-10 | 주식회사 포스코 | 도금성이 우수한 고강도 용융 아연계 도금 강재 및 그 제조방법 |
| KR101858863B1 (ko) * | 2016-12-23 | 2018-05-17 | 주식회사 포스코 | 내식성 및 가공성이 우수한 용융 알루미늄계 도금강재 |
| WO2018158165A1 (en) * | 2017-02-28 | 2018-09-07 | Tata Steel Ijmuiden B.V. | Method for producing a steel strip with an aluminium alloy coating layer |
| KR102010048B1 (ko) | 2017-06-01 | 2019-10-21 | 주식회사 포스코 | 도장 밀착성과 도장 후 내식성이 우수한 열간 프레스 성형 부재용 강판 및 그 제조방법 |
| WO2018221991A1 (ko) * | 2017-06-01 | 2018-12-06 | 주식회사 포스코 | 도금 밀착성이 우수한 열간 프레스 성형 부재용 강판 및 그 제조방법 |
| WO2018221992A1 (ko) * | 2017-06-01 | 2018-12-06 | 주식회사 포스코 | 도장 밀착성과 도장 후 내식성이 우수한 열간 프레스 성형 부재용 강판 및 그 제조방법 |
| WO2018221989A1 (ko) * | 2017-06-01 | 2018-12-06 | 주식회사 포스코 | 수소지연파괴 저항성이 우수한 열간 프레스 성형 부재용 강판 및 그 제조방법 |
| CN120464954A (zh) * | 2018-11-30 | 2025-08-12 | 浦项股份有限公司 | 耐蚀性和耐热性优异的热成型用铝-铁合金镀覆钢板、热压成型部件及它们的制造方法 |
| KR102165223B1 (ko) | 2018-12-19 | 2020-10-13 | 주식회사 포스코 | 열간성형 후 충격특성이 우수한 열간성형용 도금강판, 열간성형 부재 및 이들의 제조방법 |
| CZ310333B6 (cs) * | 2019-12-20 | 2025-03-05 | Hyundai Steel Company | Za tepla lisovaná součást a způsob její výroby |
| KR102330812B1 (ko) | 2020-06-30 | 2021-11-24 | 현대제철 주식회사 | 열간 프레스용 강판 및 이의 제조 방법 |
| WO2022038135A1 (de) | 2020-08-19 | 2022-02-24 | Thyssenkrupp Steel Europe Ag | Verfahren zum herstellen eines stahlflachproduktes mit einem aluminium-basierten korrosionsschutzüberzug und stahlflachprodukt mit einem aluminium-basierten korrosionsschutzüberzug |
| KR102885027B1 (ko) * | 2020-12-18 | 2025-11-11 | 주식회사 포스코 | 내수소취성 및 내충돌성이 우수한 열간성형용 도금강판, 열간성형 부재 및 이들의 제조방법 |
| DE102022123741A1 (de) | 2022-09-16 | 2024-03-21 | Thyssenkrupp Steel Europe Ag | FAL-beschichtetes Stahlblech für die Warmumformung |
| DE102023106688A1 (de) | 2023-03-17 | 2024-09-19 | Thyssenkrupp Steel Europe Ag | Geklebte Bauteilgruppe |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000239819A (ja) * | 1999-02-18 | 2000-09-05 | Sollac | 薄い界面合金層を得るための鋼のアルミニウム被覆方法 |
| JP2004043887A (ja) * | 2002-07-11 | 2004-02-12 | Nissan Motor Co Ltd | アルミニウムめっき構造部材及びその製造方法 |
| JP2008255391A (ja) * | 2007-04-03 | 2008-10-23 | Nippon Steel Corp | 加工後の耐食性に優れた溶融Al系めっき鋼板及びその製造方法 |
| JP2010018856A (ja) * | 2008-07-11 | 2010-01-28 | Nippon Steel Corp | 塗装後耐食性に優れた高強度自動車部材およびホットプレス用めっき鋼板 |
| JP2010018860A (ja) * | 2008-07-11 | 2010-01-28 | Nippon Steel Corp | ホットプレス用めっき鋼板及びその製造方法 |
| WO2012137687A1 (ja) * | 2011-04-01 | 2012-10-11 | 新日本製鐵株式会社 | 塗装後耐食性に優れたホットスタンプ成形された高強度部品およびその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2780984B1 (fr) | 1998-07-09 | 2001-06-22 | Lorraine Laminage | Tole d'acier laminee a chaud et a froid revetue et comportant une tres haute resistance apres traitement thermique |
| CN100370054C (zh) * | 2001-06-15 | 2008-02-20 | 新日本制铁株式会社 | 镀有铝合金体系的高强度钢板以及具有优异的耐热性和喷漆后耐腐蚀性的高强度汽车零件 |
| KR20050121744A (ko) * | 2003-04-23 | 2005-12-27 | 수미도모 메탈 인더스트리즈, 리미티드 | 열간 프레스 성형품 및 그 제조 방법 |
| JP4325277B2 (ja) * | 2003-05-28 | 2009-09-02 | 住友金属工業株式会社 | 熱間成形法と熱間成形部材 |
| JP4288201B2 (ja) * | 2003-09-05 | 2009-07-01 | 新日本製鐵株式会社 | 耐水素脆化特性に優れた自動車用部材の製造方法 |
| JP4500124B2 (ja) * | 2004-07-23 | 2010-07-14 | 新日本製鐵株式会社 | ホットプレス用めっき鋼板の製造方法 |
| WO2010085983A1 (en) | 2009-02-02 | 2010-08-05 | Arcelormittal Investigacion Y Desarrollo S.L. | Fabrication process of coated stamped parts and parts prepared from the same |
| WO2011161833A1 (ja) * | 2010-06-21 | 2011-12-29 | 新日本製鐵株式会社 | 耐加熱黒変性に優れた溶融a1めっき鋼板及びその製造方法 |
| CN102851629B (zh) * | 2011-06-28 | 2015-09-02 | 鞍钢股份有限公司 | 一种热压成型用镀铝硅钢板及其制造方法 |
-
2014
- 2014-12-24 KR KR1020140189098A patent/KR101569505B1/ko active Active
-
2015
- 2015-04-29 JP JP2017513102A patent/JP6475824B2/ja active Active
- 2015-04-29 EP EP15873408.7A patent/EP3239337B1/en active Active
- 2015-04-29 CN CN201580010470.9A patent/CN106133179B/zh active Active
- 2015-04-29 ES ES15873408T patent/ES2775513T3/es active Active
- 2015-04-29 WO PCT/KR2015/004327 patent/WO2016104880A1/ko not_active Ceased
- 2015-04-29 MX MX2017003551A patent/MX383764B/es unknown
-
2016
- 2016-08-29 US US15/250,022 patent/US10640840B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000239819A (ja) * | 1999-02-18 | 2000-09-05 | Sollac | 薄い界面合金層を得るための鋼のアルミニウム被覆方法 |
| US6309761B1 (en) * | 1999-02-18 | 2001-10-30 | Sollac | Process of aluminizing steel to obtain and interfacial alloy layer and product therefrom |
| JP2004043887A (ja) * | 2002-07-11 | 2004-02-12 | Nissan Motor Co Ltd | アルミニウムめっき構造部材及びその製造方法 |
| JP2008255391A (ja) * | 2007-04-03 | 2008-10-23 | Nippon Steel Corp | 加工後の耐食性に優れた溶融Al系めっき鋼板及びその製造方法 |
| JP2010018856A (ja) * | 2008-07-11 | 2010-01-28 | Nippon Steel Corp | 塗装後耐食性に優れた高強度自動車部材およびホットプレス用めっき鋼板 |
| JP2010018860A (ja) * | 2008-07-11 | 2010-01-28 | Nippon Steel Corp | ホットプレス用めっき鋼板及びその製造方法 |
| WO2012137687A1 (ja) * | 2011-04-01 | 2012-10-11 | 新日本製鐵株式会社 | 塗装後耐食性に優れたホットスタンプ成形された高強度部品およびその製造方法 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020509200A (ja) * | 2016-12-23 | 2020-03-26 | ポスコPosco | 耐食性に優れたアルミニウム系めっき鋼材、それを用いたアルミニウム系合金化めっき鋼材、及びそれらの製造方法 |
| US11535916B2 (en) | 2017-12-05 | 2022-12-27 | Nippon Steel Corporation | Aluminum-based plated steel sheet, method of manufacturing aluminum-based plated steel sheet, and method of manufacturing component for vehicle |
| WO2019111931A1 (ja) * | 2017-12-05 | 2019-06-13 | 日本製鉄株式会社 | アルミ系めっき鋼板、アルミ系めっき鋼板の製造方法及び自動車用部品の製造方法 |
| JP6525124B1 (ja) * | 2017-12-05 | 2019-06-05 | 日本製鉄株式会社 | アルミ系めっき鋼板、アルミ系めっき鋼板の製造方法及び自動車用部品の製造方法 |
| US11549167B2 (en) | 2018-11-30 | 2023-01-10 | Posco | Steel sheet plated with Al—Fe alloy for hot press forming having excellent corrosion resistance and heat resistance, hot press formed part, and manufacturing method therefor |
| JP2022513651A (ja) * | 2018-11-30 | 2022-02-09 | ポスコ | 熱間成形部材及びその製造方法 |
| JP2022513132A (ja) * | 2018-11-30 | 2022-02-07 | ポスコ | 耐食性及び耐熱性に優れた熱間成形用アルミニウム-鉄合金めっき鋼板、熱間プレス成形部材及びこれらの製造方法 |
| US11578397B2 (en) | 2018-11-30 | 2023-02-14 | Posco Co., Ltd | Hot press-formed part, and manufacturing method thereof |
| JP7251010B2 (ja) | 2018-11-30 | 2023-04-04 | ポスコ カンパニー リミテッド | 耐食性及び耐熱性に優れた熱間成形用アルミニウム-鉄合金めっき鋼板、熱間プレス成形部材及びこれらの製造方法 |
| JP7402232B2 (ja) | 2018-11-30 | 2023-12-20 | ポスコ カンパニー リミテッド | 熱間成形部材及びその製造方法 |
| JP2024010039A (ja) * | 2018-11-30 | 2024-01-23 | ポスコ カンパニー リミテッド | 熱間成形部材及びその製造方法 |
| US11897014B2 (en) | 2018-11-30 | 2024-02-13 | Posco Co., Ltd | Hot press-formed part, and manufacturing method thereof |
| US11998971B2 (en) | 2018-11-30 | 2024-06-04 | Posco Co., Ltd | Hot press-formed part, and manufacturing method thereof |
| US12584205B2 (en) | 2018-11-30 | 2026-03-24 | Posco | Steel sheet plated with Al—Fe alloy for hot press forming having excellent corrosion resistance and heat resistance, hot press formed part, and manufacturing method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016104880A1 (ko) | 2016-06-30 |
| US20160376679A1 (en) | 2016-12-29 |
| EP3239337A4 (en) | 2017-11-01 |
| EP3239337B1 (en) | 2019-12-25 |
| WO2016104880A8 (ko) | 2016-09-29 |
| US10640840B2 (en) | 2020-05-05 |
| KR101569505B1 (ko) | 2015-11-30 |
| EP3239337A1 (en) | 2017-11-01 |
| MX2017003551A (es) | 2017-07-28 |
| JP6475824B2 (ja) | 2019-02-27 |
| MX383764B (es) | 2025-03-14 |
| CN106133179A (zh) | 2016-11-16 |
| ES2775513T3 (es) | 2020-07-27 |
| CN106133179B (zh) | 2018-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6475824B2 (ja) | 耐剥離性に優れたhpf成形部材及びその製造方法 | |
| JP6437635B2 (ja) | プレス成形時の耐パウダリング性に優れたhpf成形部材及びその製造方法 | |
| JP6719486B2 (ja) | 耐剥離性に優れたhpf成形部材及びその製造方法 | |
| JP4288138B2 (ja) | 熱間成形加工用鋼板 | |
| CN103492605B (zh) | 涂装后耐蚀性优异的热压成形的高强度部件及其制造方法 | |
| JP6423083B2 (ja) | 曲げ性に優れたhpf成形部材及びその製造方法 | |
| JP6533528B2 (ja) | 高降伏強度を備えた冷間圧延平鋼製品の製造方法及び冷延平鋼製品 | |
| CN104114731B (zh) | 钢板、镀敷钢板和它们的制造方法 | |
| JP5811020B2 (ja) | 高い靱性と高い加工性および成形性とを有し水素脆化起因による遅れ破壊特性に優れた高強度鋼板 | |
| JP7241283B2 (ja) | 耐食性及び溶接性に優れた熱間プレス用アルミニウム-鉄系めっき鋼板及びその製造方法 | |
| WO2015147216A1 (ja) | 高強度熱間成形鋼板部材 | |
| CN102712979B (zh) | 抗毛刺性优良的高强度热镀锌钢板及其制造方法 | |
| JP6379717B2 (ja) | ホットスタンプ用合金化溶融亜鉛めっき鋼材の製造方法 | |
| JP5686028B2 (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP6062353B2 (ja) | 熱間プレス用鋼板 | |
| JP5825218B2 (ja) | ダイクエンチ用ステンレス鋼板およびそれを用いたダイクエンチ部材 | |
| JP2010174293A (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP2024529943A (ja) | 熱間成形用鋼材、熱間成形部材及びそれらの製造方法 | |
| JP5447776B2 (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP2010174292A (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP2010174294A (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP2010174295A (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170307 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170307 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6475824 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |