JP2018003152A - 成膜装置、成膜製品の製造方法及び電子部品の製造方法 - Google Patents
成膜装置、成膜製品の製造方法及び電子部品の製造方法 Download PDFInfo
- Publication number
- JP2018003152A JP2018003152A JP2017111988A JP2017111988A JP2018003152A JP 2018003152 A JP2018003152 A JP 2018003152A JP 2017111988 A JP2017111988 A JP 2017111988A JP 2017111988 A JP2017111988 A JP 2017111988A JP 2018003152 A JP2018003152 A JP 2018003152A
- Authority
- JP
- Japan
- Prior art keywords
- film
- film forming
- film formation
- sputtering
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3464—Sputtering using more than one target
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P14/00—Formation of materials, e.g. in the shape of layers or pillars
- H10P14/20—Formation of materials, e.g. in the shape of layers or pillars of semiconductor materials
- H10P14/22—Formation of materials, e.g. in the shape of layers or pillars of semiconductor materials using physical deposition, e.g. vacuum deposition or sputtering
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/50—Substrate holders
- C23C14/505—Substrate holders for rotation of the substrates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/14—Metallic material, boron or silicon
- C23C14/20—Metallic material, boron or silicon on organic substrates
- C23C14/205—Metallic material, boron or silicon on organic substrates by cathodic sputtering
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/35—Sputtering by application of a magnetic field, e.g. magnetron sputtering
- C23C14/352—Sputtering by application of a magnetic field, e.g. magnetron sputtering using more than one target
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/54—Controlling or regulating the coating process
- C23C14/542—Controlling the film thickness or evaporation rate
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
- C23C14/568—Transferring the substrates through a series of coating stations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32715—Workpiece holder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32733—Means for moving the material to be treated
- H01J37/32752—Means for moving the material to be treated for moving the material across the discharge
- H01J37/32761—Continuous moving
- H01J37/32779—Continuous moving of batches of workpieces
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3426—Material
- H01J37/3429—Plural materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3441—Dark space shields
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3464—Operating strategies
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3464—Operating strategies
- H01J37/347—Thickness uniformity of coated layers or desired profile of target erosion
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0402—Apparatus for fluid treatment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W42/00—Arrangements for protection of devices
- H10W42/20—Arrangements for protection of devices protecting against electromagnetic or particle radiation, e.g. light, X-rays, gamma-rays or electrons
- H10W42/261—Arrangements for protection of devices protecting against electromagnetic or particle radiation, e.g. light, X-rays, gamma-rays or electrons characterised by their shapes or dispositions
- H10W42/276—Arrangements for protection of devices protecting against electromagnetic or particle radiation, e.g. light, X-rays, gamma-rays or electrons characterised by their shapes or dispositions the arrangements being on an external surface of the package, e.g. on the outer surface of an encapsulation
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W42/00—Arrangements for protection of devices
- H10W42/20—Arrangements for protection of devices protecting against electromagnetic or particle radiation, e.g. light, X-rays, gamma-rays or electrons
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/724—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between a chip and a stacked insulating package substrate, interposer or RDL
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Physical Vapour Deposition (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- Toxicology (AREA)
- Electrodes Of Semiconductors (AREA)
Abstract
Description
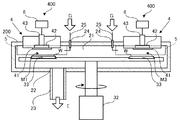
成膜装置100は、図1に示すように、回転テーブル31が回転すると、保持部33に保持されたワークWが、円周の軌跡で移動して、スパッタ源4に対向する位置を通過するときに、ターゲット41(図4参照)からスパッタされた粒子が付着して成膜を受ける装置である。
成膜装置100は、図1、図3、図4及び図5に示すように、チャンバ200、搬送部300、成膜処理部400A〜400D、ロードロック部600、制御装置700を有する。
チャンバ200は、図4に示すように、スパッタガスGが導入される容器である。スパッタガスGは、電力の印加により生じるプラズマにより、発生するイオン等をワークWに衝突させるスパッタリングを実施するためのガスである。例えば、アルゴンガス等の不活性ガスを、スパッタガスGとして用いることができる。
搬送部300は、チャンバ200内に設けられ、ワークWを円周の軌跡で循環搬送する装置である。上記のような、搬送部300によってワークWが移動する軌跡を、搬送経路Pと呼ぶ。循環搬送は、ワークWを円周の軌跡で周回移動させることをいう。この搬送部300は、回転テーブル31、モータ32、保持部33を有する。
成膜処理部400A〜400Dは、搬送部300により搬送されるワークWに成膜を行う処理部である。以下、複数の成膜処理部400A〜400Dを区別しない場合には、成膜処理部400として説明する。成膜処理部400は、図4に示すように、スパッタ源4、区切部5、電源部6を有する。
スパッタ源4は、ワークWにスパッタリングにより成膜材料を堆積させて成膜する成膜材料の供給源である。スパッタ源4は、ターゲット41、バッキングプレート42、電極43を有する。ターゲット41は、ワークWに堆積されて膜となる成膜材料によって形成され、搬送経路Pに離隔して対向する位置に設けられている。ターゲット41の底面側は、搬送部300により移動するワークWに、離隔して対向する。成膜材料は、例えば、Cu、SUSなどを使用できる。但し、スパッタリングにより成膜される材料であれば、後述するように、種々の材料を適用可能である。このターゲット41は、例えば、円柱形状である。但し、長円柱形状、角柱形状等、他の形状であってもよい。
区切部5は、スパッタ源4によりワークWが成膜される成膜ポジションM1〜M4を仕切る部材である。以下、複数の成膜ポジションM1〜M4を区別しない場合には、成膜ポジションMとして説明する。区切部5は、図1に示すように、搬送経路Pの円周の中心、つまり搬送部300の回転テーブル31の回転中心から、放射状に配設された方形の壁板5a、5bを有する。壁板5a、5bは、例えば、真空室21の天井に、ターゲット41を挟む位置に設けられている。区切部5の下端は、ワークWが通過する隙間を空けて、回転テーブルに対向している。この区切部5があることによって、スパッタガスG及び成膜材料が真空室21に拡散することを抑制できる。
電源部6は、ターゲット41に電力を印加する構成部である。この電源部6によってターゲット41に電力を印加することにより、スパッタガスGをプラズマ化させ、成膜材料を、ワークWに堆積させることができる。本実施形態においては、電源部6は、例えば、高電圧を印加するDC電源である。なお、高周波スパッタを行う装置の場合には、RF電源とすることもできる。回転テーブル31は、接地されたチャンバ200と同電位であり、ターゲット41側に高電圧を印加することにより、電位差を発生させている。これにより、可動の回転テーブル31をマイナス電位とするために電源部6と接続する困難さを回避している。
ロードロック部600は、真空室21の真空を維持した状態で、図示しない搬送手段によって、外部から未処理のワークW又はワークWを載置したトレイを、真空室21に搬入し、処理済みのワークW又はトレイを真空室21の外部へ搬出する装置である。このロードロック部600は、周知の構造のものを適用することができるため、説明を省略する。
制御装置700は、成膜装置100の各部を制御する装置である。この制御装置700は、例えば、専用の電子回路若しくは所定のプログラムで動作するコンピュータ等によって構成できる。つまり、真空室21へのスパッタガスGおよび反応ガスG2の導入および排気に関する制御、スパッタ源4の電源の制御、回転テーブル31の回転の制御などに関しては、その制御内容がプログラムされており、PLCやCPUなどの処理装置により実行されるものであり、多種多様な成膜仕様に対応可能である。
以上のような本実施形態の動作を、図3、図4及び図6を参照して以下に説明する。なお、以下の動作は、成膜処理部400A〜400Dによって、ワークWの表面に、密着層、電磁波シールド層、保護層の三層からなる電磁波シールド膜を形成する例である。ワークWに直接形成される密着層は、SUSの層であり、モールド樹脂、Cuとの密着度を高める下地となる。密着層の上に形成される電磁波シールド層は、Cuの層であり、電磁波シールドの機能を有する層である。電磁波シールド層の上に形成される保護層は、SUSの層であり、Cuの錆等を防ぐ。
本実施形態は、スパッタガスGが導入される容器であるチャンバ200と、チャンバ200内に設けられ、ワークWを円周の軌跡で循環搬送する搬送部300と、搬送部300により循環搬送されるワークWに、スパッタリングにより成膜材料を堆積させて成膜するスパッタ源4を有するとともに、スパッタ源4によりワークWが成膜される成膜ポジションMを区切る区切部5を有する成膜処理部400とを有する。
(a) 最も厚い層の成膜ポジションMを通過するワークWの軌跡を、他の層の成膜ポジションMを通過するワークWの軌跡よりも長くする。
(b) 最も厚い層の成膜ポジションMをワークWが通過する時間を、他の層の成膜ポジションMを通過する時間よりも長くする。
(c) 最も厚い層の成膜ポジションMを通過する軌跡に対応する部分円の中心角を、他の層の成膜ポジションMを通過する軌跡に対応する部分円の中心角よりも大きくする。
(比較例)
比較例として、回転搬送型ではなく、ホルダ上のワークを静止させてスパッタリングを行う成膜装置によって、成膜を行った場合のワークの温度上昇の態様を示す。試験条件は以下の通りである。なお、ワークとして、半導体パッケージに見立てた絶縁性の樹脂基板を使用した。
・ワーク:絶縁性の樹脂基板
・ターゲット:Cu(銅)
・ホルダ:Al(アルミニウム)
・ターゲットとワークの距離:36.0mm
・スパッタガス:Ar 200.9sccm 0.5Pa
・直流電力:10.0kW
・成膜レート:24.4nm/s
本発明の実施例1として、トレイに載置したワークを回転テーブルにより回転させながら、成膜ポジションにおいてスパッタリングによる成膜を行った場合のワークの温度上昇の態様を示す。試験条件は以下の通りである。なお、ワークとして、半導体パッケージに見立てた絶縁性の樹脂基板を使用した。
・ターゲット:Cu
・ホルダ:SUS
・ターゲットとワークの距離: 150mm(対面した状態)
・回転テーブルの回転数… 6rpm
・スパッタガス:Ar 100sccm 0.7Pa
・直流電力: 2300W/3000W(2つのスパッタ源を備えた成膜処理部で、一方のスパッタ源への印加電力と他方のスパッタ源への印加電力の値)
・成膜レート:0.8nm/s
・成膜ポジションの中心角の角度:49.5°
・Cuの成膜ポジションを通過する時間T1、成膜していない領域を通過する時間T2の比
49.5:310.5(≒1.594:10)
本発明の実施例2を説明する。本実施例では、図3で示したM2のポジションが成膜ポジションではなく、膜処理ポジションとなっている。つまり、共通のチャンバ200内に成膜ポジションに加えて、膜処理を行うポジションを有する。膜処理は、窒化膜、酸化膜等の化合物膜の生成、エッチング、洗浄、粗面化等の表面処理を含む。膜処理は、スパッタリングの場合のようなターゲット41を用いないという意味で、逆スパッタとも呼ぶ。膜処理ポジションでは、ワークを円周の軌跡で循環搬送させながら、例えば、高周波電力の印加によりプラズマを発生させた筒形電極の下方を通過する際に、膜処理を行う。
・ワーク:絶縁性の樹脂基板
・ターゲット:Cu(成膜ポジションM1)
SUS(成膜ポジションM3)
・ホルダ:SUS
・ターゲットとワークの距離:Cu 60mm(対面した状態)
SUS 60mm(対面した状態)
・回転テーブルの回転数…Arボンバード 30rpm
SUS(1回目) 6rpm
Cu 6rpm
SUS(2回目) 6rpm
・スパッタガス:Ar Arボンバード 150sccm
SUS(1回目) 120sccm 0.8Pa
Cu 100sccm 0.7Pa
SUS(2回目) 120sccm 0.8Pa
・筒形電極への高周波の印加電力: 300W
・スパッタ源への直流の印加電力: 2300W/3000W(SUS(1回目、2回目)、Cuで共通であり、2つのスパッタ源を備えた成膜処理部で、一方のスパッタ源への印加電力と他方のスパッタ源への印加電力の値)
・成膜レート:SUS(1回目) 0.73nm/s
Cu 1.40nm/s
SUS(2回目) 0.73nm/s
・各成膜ポジションおよび表面処理ポジションの中心角の角度:49.5°
・Cuの成膜ポジションを通過する時間T1、成膜していない領域を通過する時間T2の比
49.5:310.5(≒1.594:10)
・SUSの成膜ポジションを通過する時間T1、成膜していない領域を通過する時間T2の比
49.5:310.5(≒1.594:10)
・表面処理ポジションを通過する時間T1、表面処理をしていない領域を通過する時間T2の比
49.5:310.5(≒1.594:10)
本発明の実施例3を説明する。本実施例では、実施例2と同様に、図3で示したM2のポジションが成膜ポジションではなく、膜処理ポジションとなっている。本実施例での膜処理は、実施例2と同様にArボンバードである。
・ワーク:絶縁性の樹脂基板
・ターゲット:Cu(成膜ポジションM1、M4)
SUS(成膜ポジションM3)
・ホルダ:SUS
・ターゲットとワークの距離:Cu(成膜ポジションM1、M4) 60mm(対面した状態)
SUS 60mm(対面した状態)
・回転テーブルの回転数…Arボンバード 30rpm
SUS(1回目) 6rpm
Cu(成膜ポジションM1、M4共通) 6rpm
SUS(2回目) 6rpm
・スパッタガス:Ar Arボンバード 150sccm
SUS(1回目) 120sccm 0.8Pa
Cu(成膜ポジションM1、M4共通) 100sccm 0.7Pa
SUS(2回目) 120sccm 0.8Pa
・筒形電極への高周波の印加電力: 600W
・スパッタ源への直流の印加電力: SUS 2300W/3000W(1回目、2回目共通で、2つのスパッタ源を備えた成膜処理部で、一方のスパッタ源への印加電力と他方のスパッタ源への印加電力の値)
Cu 1800W/2400W(成膜ポジションM1、M4で共通で、2つのスパッタ源を備えた成膜処理部で、一方のスパッタ源への印加電力と他方のスパッタ源への印加電力の値)
・成膜レート:SUS(1回目) 0.73nm/s
Cu 2.24nm/s(成膜ポジションM1、M4が各1.12nm/s)
SUS(2回目) 0.73nm/s
・Cuの成膜ポジションの中心角の角度:99.0°(成膜ポジションM1、M4が各49.5°)
・SUSの成膜ポジションおよび表面処理ポジションの中心角の角度:49.5°
・Cuの成膜ポジションM1、M4を通過する時間T1、成膜していない領域を通過する時間T2の比
99:261(≒3.793:10)
・SUSの成膜ポジションを通過する時間T1、成膜していない領域を通過する時間T2の比
49.5:310.5(≒1.594:10)
・表面処理ポジションを通過する時間T1、表面処理をしていない領域を通過する時間T2の比
49.5:310.5(≒1.594:10)
本発明は、上記の実施形態に限定されるものではなく、以下のような態様も含む。
(1)成膜材料については、スパッタリングにより成膜可能な種々の材料を適用可能である。例えば、積層型の電磁波シールド膜の作成にあたっては、以下のような材料を使用することが考えられる。
電磁波シールド層の材料:Cu、Al、Ni、Fe、Ag、Ti、Cr、Nb、Pd、Pt、Co、Zr等
下地の密着層の材料:SUS、Ni、Ti、V、Ta等
最表面の保護層の材料:SUS、Au等
200 チャンバ
21 真空室
22 排気口
23 排気部
24 導入口
25 ガス供給部
300 搬送部
31 回転テーブル
32 モータ
33 保持部
400、400A〜400D 成膜処理部
4 スパッタ源
41 ターゲット
42 バッキングプレート
43 電極
5 区切部
5a、5b 壁板
6 電源部
600 ロードロック部
700 制御装置
70 機構制御部
71 電源制御部
72 記憶部
73 設定部
74 入出力制御部
75 入力装置
76 出力装置
E 排気
F 膜
M、M1〜M4 成膜ポジション
G スパッタガス
R 樹脂
T 電極
W ワーク
Claims (9)
- スパッタガスが導入される容器であるチャンバと、
前記チャンバ内に設けられ、ワークを円周の軌跡で循環搬送する搬送部と、
前記搬送部により循環搬送される前記ワークに、スパッタリングにより成膜材料を堆積させて成膜するスパッタ源を有するとともに、前記スパッタ源により前記ワークが成膜される成膜ポジションを区切る区切部を有する複数の成膜処理部と、
を有し、
前記区切部は、前記円周の軌跡のうち、成膜中の成膜ポジションを通過する軌跡よりも、成膜中の成膜ポジション以外の領域を通過する軌跡が長くなるように、各成膜処理部を区切るべく配置されることを特徴とする成膜装置。 - 前記複数の成膜処理部は、成膜材料を選択的に堆積させることにより、複数の成膜材料の層から成る膜を形成することを特徴とする請求項1記載の成膜装置。
- 前記複数の成膜処理部は、異なる種類の成膜材料に対応するスパッタ源を含み、成膜材料を1種ずつ選択的に堆積させることにより、複数種類の成膜材料の層から成る膜を形成することを特徴とする請求項1記載の成膜装置。
- 前記ワークが円周の軌跡で、スパッタリングによる成膜中の前記成膜ポジションを通過する時間をT1、成膜していない領域を通過する時間をT2とすると、
0.6:10≦T1:T2<1:1
であることを特徴とする請求項1乃至3のいずれかに記載の成膜装置。 - 前記円周の軌跡のうち、スパッタリングによる成膜中の前記成膜ポジションを通過する軌跡が、中心角20°〜150°の部分円の領域に対応していることを特徴とする請求項1乃至4のいずれかに記載の成膜装置。
- 前記円周の軌跡上に占める最も厚い層を形成する成膜材料の前記成膜ポジションの割合が、他の層を形成する成膜材料の成膜ポジションの占める割合よりも大きいことを特徴とする請求項1乃至5のいずれかに記載の成膜装置。
- 前記最も厚い層を形成する成膜材料が、電磁波シールドとなる材料であることを特徴とする請求項6記載の成膜装置。
- スパッタガスが導入されるチャンバ内において、搬送部により前記ワークを円周の軌跡で循環搬送し、この円周の軌跡に沿って配置された複数の成膜処理部によって前記ワークにスパッタリングにより成膜材料を堆積させて、成膜材料の膜を形成する成膜製品の製造方法であって、
前記複数の成膜処理部のうち、いずれか1種の成膜材料の前記成膜処理部が成膜を行う間、前記円周の軌跡上において成膜中の成膜処理部の占める割合よりも成膜中の成膜処理部の以外の部分の占める割合が大きくなるように、他の成膜材料の前記成膜処理部は成膜を行わないことを特徴とする成膜製品の製造方法。 - スパッタガスが導入されるチャンバ内において、搬送部により電子部品を円周状の軌跡で循環搬送し、この円周の軌跡に沿って配置された複数の成膜処理部によって前記循環搬送される前記電子部品にスパッタリングにより成膜材料を堆積させて、成膜材料の膜を形成する電子部品の製造方法であって、
前記複数の成膜処理部のうち、電磁波シールドとなる材料に対応する前記成膜処理部が成膜を行う間、前記円周の軌跡上において成膜中の成膜処理部の占める割合よりも成膜中の成膜処理部の以外の部分の占める割合が大きくなるように、他の成膜材料の前記成膜処理部は成膜を行わないことを特徴とする電子部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170081305A KR101971343B1 (ko) | 2016-06-28 | 2017-06-27 | 성막 장치, 성막 제품의 제조 방법 및 전자 부품의 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016128119 | 2016-06-28 | ||
| JP2016128119 | 2016-06-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018003152A true JP2018003152A (ja) | 2018-01-11 |
| JP6966227B2 JP6966227B2 (ja) | 2021-11-10 |
Family
ID=60677214
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017111988A Active JP6966227B2 (ja) | 2016-06-28 | 2017-06-06 | 成膜装置、成膜製品の製造方法及び電子部品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20170369987A1 (ja) |
| JP (1) | JP6966227B2 (ja) |
| KR (1) | KR101971343B1 (ja) |
| CN (1) | CN107541707B (ja) |
| TW (1) | TWI643970B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022118877A (ja) * | 2021-02-03 | 2022-08-16 | キオクシア株式会社 | 半導体装置及び半導体装置の製造方法 |
| KR20220136135A (ko) | 2021-03-31 | 2022-10-07 | 시바우라 메카트로닉스 가부시끼가이샤 | 성막 장치 |
| KR20240143961A (ko) | 2023-03-22 | 2024-10-02 | 시바우라 메카트로닉스 가부시끼가이샤 | 성막 장치 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7144219B2 (ja) * | 2018-03-22 | 2022-09-29 | 芝浦メカトロニクス株式会社 | 真空処理装置及びトレイ |
| JP6595658B1 (ja) * | 2018-05-09 | 2019-10-23 | キヤノントッキ株式会社 | 電子部品の製造方法 |
| JP7141989B2 (ja) * | 2018-09-28 | 2022-09-26 | 芝浦メカトロニクス株式会社 | 成膜装置 |
| KR102399748B1 (ko) * | 2018-10-01 | 2022-05-19 | 주식회사 테토스 | 입체형 대상물 표면의 금속막 증착 장치 |
| JP7190386B2 (ja) * | 2019-03-28 | 2022-12-15 | 芝浦メカトロニクス株式会社 | 成膜装置 |
| CN115461489A (zh) * | 2020-04-30 | 2022-12-09 | 东京毅力科创株式会社 | Pvd装置 |
| KR102731481B1 (ko) * | 2020-09-30 | 2024-11-19 | 시바우라 메카트로닉스 가부시끼가이샤 | 성막 장치 |
| JP2022155221A (ja) * | 2021-03-30 | 2022-10-13 | 日本発條株式会社 | 載置盤および載置構造 |
| CN117265475A (zh) * | 2022-06-20 | 2023-12-22 | 芝浦机械电子装置株式会社 | 成膜装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62167619A (ja) * | 1985-12-24 | 1987-07-24 | Shimadzu Corp | 磁気デイスク製膜装置 |
| JP2009529608A (ja) * | 2006-03-10 | 2009-08-20 | ビーコ・インスツルメンツ・インコーポレーテッド | スパッタ堆積システム及び使用方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003303452A (ja) * | 2002-04-04 | 2003-10-24 | Mitsui Chemicals Inc | 光ディスクの製造装置および光ディスク |
| JP4653418B2 (ja) * | 2004-05-17 | 2011-03-16 | 芝浦メカトロニクス株式会社 | 真空処理装置および光ディスクの製造方法 |
| JP2013035819A (ja) | 2011-08-09 | 2013-02-21 | Norimichi Kawashima | 薬剤およびその使用方法 |
| TWI643971B (zh) * | 2014-01-05 | 2018-12-11 | 美商應用材料股份有限公司 | 使用空間原子層沉積或脈衝化學氣相沉積之薄膜沉積 |
| JP6225842B2 (ja) * | 2014-06-16 | 2017-11-08 | 東京エレクトロン株式会社 | 成膜装置、成膜方法、記憶媒体 |
-
2017
- 2017-06-06 JP JP2017111988A patent/JP6966227B2/ja active Active
- 2017-06-20 TW TW106120472A patent/TWI643970B/zh active
- 2017-06-21 CN CN201710478264.1A patent/CN107541707B/zh active Active
- 2017-06-27 KR KR1020170081305A patent/KR101971343B1/ko active Active
- 2017-06-28 US US15/636,414 patent/US20170369987A1/en not_active Abandoned
-
2020
- 2020-08-07 US US16/987,984 patent/US20200362452A1/en not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62167619A (ja) * | 1985-12-24 | 1987-07-24 | Shimadzu Corp | 磁気デイスク製膜装置 |
| JP2009529608A (ja) * | 2006-03-10 | 2009-08-20 | ビーコ・インスツルメンツ・インコーポレーテッド | スパッタ堆積システム及び使用方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022118877A (ja) * | 2021-02-03 | 2022-08-16 | キオクシア株式会社 | 半導体装置及び半導体装置の製造方法 |
| JP7642386B2 (ja) | 2021-02-03 | 2025-03-10 | キオクシア株式会社 | 半導体装置及び半導体装置の製造方法 |
| JP2025068100A (ja) * | 2021-02-03 | 2025-04-24 | キオクシア株式会社 | 半導体装置及び半導体装置の製造方法 |
| KR20220136135A (ko) | 2021-03-31 | 2022-10-07 | 시바우라 메카트로닉스 가부시끼가이샤 | 성막 장치 |
| KR20240082325A (ko) | 2021-03-31 | 2024-06-10 | 시바우라 메카트로닉스 가부시끼가이샤 | 성막 장치 |
| KR102682155B1 (ko) | 2021-03-31 | 2024-07-04 | 시바우라 메카트로닉스 가부시끼가이샤 | 성막 장치 |
| KR102682162B1 (ko) | 2021-03-31 | 2024-07-04 | 시바우라 메카트로닉스 가부시끼가이샤 | 성막 장치 |
| US12354854B2 (en) | 2021-03-31 | 2025-07-08 | Shibaura Mechatronics Corporation | Film formation apparatus |
| KR20240143961A (ko) | 2023-03-22 | 2024-10-02 | 시바우라 메카트로닉스 가부시끼가이샤 | 성막 장치 |
| US12365976B2 (en) | 2023-03-22 | 2025-07-22 | Shibaura Mechatronics Corporation | Film forming apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200362452A1 (en) | 2020-11-19 |
| KR20180002059A (ko) | 2018-01-05 |
| TWI643970B (zh) | 2018-12-11 |
| US20170369987A1 (en) | 2017-12-28 |
| CN107541707A (zh) | 2018-01-05 |
| KR101971343B1 (ko) | 2019-04-22 |
| CN107541707B (zh) | 2020-11-10 |
| TW201809330A (zh) | 2018-03-16 |
| JP6966227B2 (ja) | 2021-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6966227B2 (ja) | 成膜装置、成膜製品の製造方法及び電子部品の製造方法 | |
| JP7236477B2 (ja) | Pvd装置 | |
| JP7039224B2 (ja) | 電子部品の製造装置及び電子部品の製造方法 | |
| JP2012197463A (ja) | 薄膜の成膜方法 | |
| TW202321484A (zh) | 具有旋轉底座的傾斜pvd源 | |
| CN1900351B (zh) | 单处理室淀积系统 | |
| JP7002302B2 (ja) | 成膜装置 | |
| JP7664974B2 (ja) | 成膜装置 | |
| JP6641472B2 (ja) | 成膜方法及びスパッタリング装置 | |
| CN120265823A (zh) | 用于在基板上沉积材料的系统与方法 | |
| US11710707B2 (en) | Electromagnetic wave attenuator, electronic device, film formation apparatus, and film formation method | |
| US20250146119A1 (en) | Dual collimator physical vapor depositions processing chamber | |
| JP2022056377A (ja) | 成膜装置及び成膜方法 | |
| JP2023051251A (ja) | 成膜装置および成膜方法 | |
| US7785455B2 (en) | Cross-contaminant shield in sputtering system | |
| JP7039213B2 (ja) | 成膜装置 | |
| CN120153118A (zh) | 用于在通孔内沉积材料的装置和方法 | |
| CN114182227A (zh) | 成膜装置 | |
| US10633736B2 (en) | Film formation apparatus | |
| JP2023084397A (ja) | 成膜方法及び成膜装置 | |
| TWI673797B (zh) | 製程零件、半導體製造設備及半導體製造方法 | |
| JP7773333B2 (ja) | 成膜装置 | |
| US7794574B2 (en) | Top shield for sputtering system | |
| JP2004269939A (ja) | スパッタ装置及びスパッタリング方法及び半導体装置 | |
| KR102901339B1 (ko) | Pvd(physical vapor deposition)를 위한 다중-반경 마그네트론 및 그 사용 방법들 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200602 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210302 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210428 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210624 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210921 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211021 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6966227 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |