JP2018015986A - 樹脂被覆金属積層体、電池外装体及び電池 - Google Patents
樹脂被覆金属積層体、電池外装体及び電池 Download PDFInfo
- Publication number
- JP2018015986A JP2018015986A JP2016148188A JP2016148188A JP2018015986A JP 2018015986 A JP2018015986 A JP 2018015986A JP 2016148188 A JP2016148188 A JP 2016148188A JP 2016148188 A JP2016148188 A JP 2016148188A JP 2018015986 A JP2018015986 A JP 2018015986A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- resin
- coated metal
- metal laminate
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Laminated Bodies (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Abstract
Description
例えば特許文献1には、マット層(マットコート層)、耐熱性樹脂からなる外側基材層、バリア層としての金属箔、熱可塑性樹脂からなる内側シーラント層がこの順に積層されてなる成形用包装材が記載されている。
しかしながら、別途印刷層を設けると、印刷層に小さな印刷抜け(「着色抜け」ともいう)が生じる、隠ぺい性が低下するなど、視認性が不良となる場合があった。また、電池外装体に用いられる樹脂被覆金属積層体は、総厚みを薄くすることが求められている。積層体の総厚みを同等以下とする場合、別途印刷層を設けると、基材となる樹脂フィルム層を薄くする必要がある。基材樹脂フィルムの厚みが薄いと、印刷時にしわが発生しやすく、加工性が不良となるという課題があった。
これらの課題を解決するため、基材層を形成する樹脂成分と着色剤成分とを混錬し、基材層と印刷層とを一つの層とすることが想起できる。
ところが、本発明者らの検討により、単に樹脂成分と着色剤成分とを混錬しただけでは、積層体の擦り耐性や強度等の物性が低下することが判明した。
[1]少なくとも、基材層及びバリア層をこの順に備えてなる樹脂被覆金属積層体であって、前記基材層が樹脂成分と着色剤成分とを含有し、前記着色剤成分が、前記樹脂成分100質量部に対し、1質量部以上含有されており、前記着色剤成分の粒径が10nm以上100nm以下であることを特徴とする、樹脂被覆金属積層体。
[2]少なくとも、基材層、バリア層及びシーラント層をこの順に備えてなる樹脂被覆金属積層体であって、前記樹脂被覆金属積層体の基材層側の面を表向きに折り合わせて辺を形成した試験片とし、下記条件で、直径1.5cmの平滑なステンレスシャフトに擦り試験をしたときの擦り耐性が、50往復以上である、[1]に記載の樹脂被覆金属積層体。
(条件)
・試験片サイズ:7cm×12.5cm
・試験機設置条件:試験片に形成した辺の2.5cm上の部分を把持
・試験条件:室温条件下、荷重200gでステンレスシャフトに押し付け、往復幅10cmで延在方向へ往復。
[3]前記着色剤成分が、カーボンブラック又はカーボンナノチューブのいずれか一方または両方である、[1]又は[2]に記載の樹脂被覆金属積層体。
[4]前記バリア層は合金箔からなり、前記合金箔は厚さ50μm以下のステンレス鋼箔である、[1]〜[3]のいずれか1項に記載の樹脂被覆金属積層体。
[5]前記基材層が、厚さ6μm以上のポリエチレンテレフタレート、ポリアミド、又はポリイミドである、[1]〜[4]のいずれか1項に記載の樹脂被覆金属積層体。
[6]前記基材層の上にマット層を有する、[1]〜[5]のいずれか1項に記載の樹脂被覆金属積層体。
[7]前記マット層が、粒径2μm以上5μm以下のシリカ粒子、アクリルウレタン樹脂又はアクリルビーズを含む、[6]に記載の樹脂被覆金属積層体。
[8][1]〜[7]のいずれか1項に記載の樹脂被覆金属積層体を備えた電池外装体。
[9][8]に記載の電池外装体を備えることを特徴とする電池。
本発明は、少なくとも、基材層及びバリア層をこの順に備えてなる樹脂被覆金属積層体であって、前記基材層が樹脂成分と着色剤成分とを含有し、前記着色剤成分が、前記樹脂成分100質量部に対し、1質量部以上含有されており、前記着色剤成分の粒径が10nm以上100nm以下であることを特徴とする、樹脂被覆金属積層体である。
図1は、本発明の第1実施形態に係る樹脂被覆金属積層体10(以下、「積層体10」ということがある。)の概略構成を示す断面図である。なお、特徴部分を明示するため、すべての図面において縮尺は実際の態様と必ずしも一致しておらず、積層体10は図面の縮尺に限定されるものではない。
本実施形態に係る積層体10は、表面保護層11、マット層12、基材層13、第1接着剤層14、第1腐食防止層15、バリア層16、第2腐食防止層17、第2接着剤層18、及びシーラント層19をこの順に備える、9層構成である。
また、本実施形態に係る積層体10は、別途印刷層を設ける必要が無いため、工程数を減らすことができ、コストを削減できる。また、印刷工程を無くすことにより、印刷工程で問題となっていた印刷抜けや、しわ発生の問題も解消できる。
本実施形態の積層体10を構成する各層については後述する。
第2実施形態の樹脂被覆金属積層体は、前記第1実施形態の樹脂被覆金属積層体のうち、少なくとも、基材層、バリア層及びシーラント層をこの順に備えてなる樹脂被覆金属積層体であって、前記樹脂被覆金属積層体の基材層側の面を表向きに折り合わせて辺を形成した試験片とし、下記条件で、平滑なステンレスシャフトに擦り試験をしたときの擦り耐性が、50往復以上である。
(条件)
・試験片サイズ:7cm×12.5cm
・試験機設置条件:試験片に形成した辺の2.5cm上の部分を把持
・試験条件:室温条件下、荷重200gでステンレスシャフトに押し付け、往復幅10cmで延在方向へ往復。
本実施形態の樹脂被覆金属積層体は、前記第1実施形態と同様、図1に示すように9層構成の積層体10である。
図5に示す試験装置70を用いて擦り試験を行う場合の一例を説明する。
7cm×25cmに切り取った本発明の樹脂被覆金属積層体を、基材層13の側の面を表向きに折り合わせて辺71aを形成したものを試験片とする。
図5に示す試験装置70の摺動治具72の先端に試験片71を設置する。この時、辺71aの2.5cm上の部分を把持するように設置する。試験片71の辺71aと交差するようにステンレスシャフト73を取り付ける。200gの荷重で試験片71を直径1.5cmのステンレスシャフト73に押し付け、室温条件下で、符号74に示す延在方向にステンレスシャフト73を往復させる。この時、往復幅Lは10cmとする。
本実施形態の積層体は、上記の条件で50往復以上擦ったときも破れが生じない。本実施形態の積層体10は、印刷層を省略できる分、基材層13の厚みを多くすることができるため、耐摩擦性を向上させることができる。
表面保護層11は本発明では任意の構成であって、後述するマット層12の上に設けられて、積層体10表面、すなわち表面保護層11へ絵柄や文字を印刷する際の印刷特性を向上させるものである。
表面保護剤として具体的には、長鎖アルキル基含有ビニルモノマーの重合体、フッ化アルキルビニルモノマーの重合体等の非シリコーン系の剥離剤(離形剤);フッ素系界面活性剤等の界面活性剤;等が挙げられる。
表面保護層11の厚さは、0.1μm以下が好ましく、0.0001μm〜0.01μmとすることがより好ましく、0.0005μm〜0.005μmであることがさらに好ましい。
本発明では、マット層12を有することが好ましい。マット層は、積層体10にマット性を付与するための層である。マット層12により艶消し状の外観が得られるのみならず、光沢度が高い場合に比して積層体10表面の摺り傷等が見え難いという効果も奏し得る。
マット層12は具体的には、主剤となる樹脂中に微粒子が分散された組成物からなる層が好ましく、樹脂と微粒子とを溶剤に分散したマット層形成剤を、基材層13上に薄く塗布して形成されることがより好ましい。 マット層12が含有する微粒子は、略球状が好ましく、その大きさは平均粒子径において1〜10μmが好ましく、特に2〜5μmが好ましい。
なかでもマット層12の微粒子としては粒径2μm以上5μm以下のシリカ粒子、アクリルウレタン樹脂又はアクリルビーズが好ましく、これらの併用がより好ましい。マット層12の膜厚は、例えば、0.1μm〜1mmとすることができ、0.5μm〜100μmが好ましい。
基材層13は、樹脂成分と着色剤成分とを含有する。基材層13が樹脂成分と着色剤成分とを含有することにより、基材層13が印刷層としての役割も果たすことができる。このため、別途印刷層を設ける必要が無く、工程数を減らすことができ、コストを削減できる。また、印刷工程を無くすことにより、印刷工程で問題となっていた印刷抜けや、しわ発生の問題も解消できる。
樹脂成分は、十分な機械的強度を有するものであれば特に制限されず、例えば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)、ポリブチレンテレフタレート(PBT)等のポリエステル樹脂;ナイロン(Ny)等のポリアミド樹脂;延伸ポリプロピレン(OPP)等のポリオレフィン樹脂;ポリエーテルエーテルケトン(PEEK)、ポリフェニレンスルフィド(PPS)等からなる層(フィルム)が使用できる。なかでも、樹脂被覆金属積層体を電池外装体に用いた場合、電解液に溶解するおそれが無いこと、さらに、ライン走行性が良好であることから、PET、ポリアミド樹脂、ポリイミド樹脂からなる層がより好ましい。
着色剤成分は、粒径が10nm以上100nm以下の顔料成分である。粒径が上記下限値以上であることにより、基材層13に十分な隠ぺい性を付与することができ、また着色抜けを防止できる。また、粒径が上記上限値以下であることにより、基材層13に十分な強度を付与できる。
着色剤成分にカーボンブラック又はカーボンナノチューブのいずれか一方または両方を採用すると、基材層13の引張強伸度を向上させることができる。
後述するように、バリア層16にはステンレス鋼箔が好適に用いられる。しかし、ステンレス鋼箔は、硬くて伸びにくく、絞り成形時の押さえ圧力設定や絞り深さに敏感であり、加工条件によっては応力集中による破れが生じてしまう。
そこで、着色剤成分にカーボンブラック又はカーボンナノチューブのいずれか一方または両方を採用した引張強伸度が高い基材層13を用いると、ステンレス鋼箔の加工成形性の悪さを基材層13が補完し、絞り成形性等の加工成形性を良好なものとすることができる。また、基材層13の引張強伸度が高いと、基材層13のクラックの発生を抑制できる。
本発明においては、基材層13は、厚さ6μm以上のポリエチレンテレフタレート、ポリアミド、又はポリイミドであることが好ましい。
第1接着剤層14は、本発明では任意の構成であって、後述する第2接着剤層18と同様の構成としてもよく、一般的なウレタン系接着剤、エポキシ系接着剤等の接着剤からなる層であってもよい。第1接着剤層14の厚さは、例えば、0.5〜10μmとすることができる。厚さをこの範囲とすることによって、基材層13とバリア層17とを高い接着力で接着させることができ、層間剥離を防ぐことができる。
第1腐食防止層15、第2腐食防止層17は、いずれも本発明では任意の構成であって、金属からなる層であることが好ましいバリア層16(詳細は後述)の、錆等による腐食を防ぐための層である。
第1、第2腐食防止層15、17はいずれも任意構成ではあるが、本発明の積層体10を、金属腐食を亢進し得る成分と接触し得る用途で用いる場合には、第1、第2腐食防止層15、17をバリア層16表面に設けることが好ましい。例えば、本発明の積層体10を、電池外装用として用いる場合であれば、内包される電池から電解液等の薬液が漏れ出るおそれがあり、漏出した薬液はバリア層16の金属を腐食させ得るため、バリア層16表面に腐食防止処理を施すことが好ましい。また、電池外装用途の場合、電解液と接触する可能性が高い側は、内包される電池の側、即ち、バリア層16のシーラント層19の側となるため、少なくとも第2腐食防止層17を設けることが好ましい。
また、第1、第2腐食防止層15、17は、ハロゲン化金属化合物に加えて、さらに、水溶性樹脂と、キレート剤又は架橋性化合物とを含有することが好ましい。よって、第1、第2腐食防止層15、17としては、ハロゲン化金属化合物と、水溶性樹脂と、キレート剤又は架橋性化合物とを含有することが好ましく;第1、第2腐食防止層15、17は、ハロゲン化合物と、水溶性樹脂と、キレート剤又は架橋性化合物とを含有する水溶液を、下層となる層の上に塗布した後、乾燥・硬化させることによって形成されることが好ましい。以下、第1、第2腐食防止層15、17を形成する材料を、「腐食防止処理剤」ということがある。
ハロゲン化金属化合物は、耐電解液性等の耐薬品性を向上させる作用を有する。すなわち、バリア層16の表面を不動態化し、電解液に対する耐腐食性を高めることができる。
第1、第2腐食防止層15、17が後述する水溶性樹脂を含有する場合には、ハロゲン化金属化合物は水溶性樹脂を架橋させる作用も有する。
ハロゲン化金属化合物は、後述の水溶性樹脂との混和性や水溶性媒体に分散して塗布する場合を鑑みて、水溶性を有することが好ましい。
ハロゲン化金属化合物としては、例えば、ハロゲン化クロム、ハロゲン化鉄、ハロゲン化ジルコニウム、ハロゲン化チタン、ハロゲン化ハフニウム、チタンハロゲン化水素酸、およびそれらの塩、等が挙げられる。ハロゲン原子としては、塩素、臭素、フッ素が挙げられ、塩素又はフッ素が好ましい。また、特に好ましくはフッ素である。ハロゲン化金属化合物がフッ素を含有することにより、条件によっては腐食防止処理剤からフッ酸(HF)を発生させることが可能となる。
また、ハロゲン化金属化合物は、ハロゲン原子、金属以外の原子を有していてもよい。
なかでも、ハロゲン化金属化合物としては、鉄、クロム、マンガン又はジルコニウムの塩化物又はフッ化物が好ましい。
水溶性樹脂としては、ポリビニルアルコール樹脂又はその誘導体、及び、ポリビニルエーテル系樹脂からなる群から選ばれる少なくとも1種を用いることが好ましい。
ポリビニルアルコール樹脂は、例えば、ビニルエステル系モノマーの重合体又はその共重合体をケン化することで製造することができる。ポリビニルアルコール樹脂は変性されていてもよい。
ビニルエステル系モノマーの重合体又はその共重合体としては、ギ酸ビニル、酢酸ビニル、酪酸ビニル等の脂肪酸ビニルエステルや、安息香酸ビニル等の芳香族ビニルエステル等のビニルエステル系モノマーの単独重合体又は共重合体、及びこれと共重合可能な他のモノマーの共重合体などが挙げられる。共重合可能な他のモノマーは特に限定されない。
また、重合や共重合は常法により行うことができる。
特に、2−ヒドロキシエチルビニルエーテル、ジエチレングリコールモノビニルエーテル、2−ヒドロキシプロピルビニルエーテル、その他、各種グリコールや多価アルコールのモノビニルエーテル等の、水酸基を有する脂肪族ビニルエーテルをモノマーに含むポリビニルエーテル系樹脂は、水溶性を有し、かつ水酸基に対する架橋反応が可能なので、本発明に好適に用いることができる。
キレート剤は、金属イオンに配位結合し金属イオン錯体を形成し得る材料である。
キレート剤は、ハロゲン化金属化合物に由来の金属化合物(酸化クロム等)と、前記水溶性樹脂とを結合させて、第1、第2腐食防止層15、17の圧縮強度を高めるため、第1、第2腐食防止層15、17の厚みが、例えば0.2μmを越え、1.0μm以下である場合でも、第1、第2腐食防止層15、17が脆化して割れや剥離が生じることはない。このため、バリア層16と第1、第2接着剤層14、18との間の接着強度及び密着性を高めることができる。
また、キレート剤は、水溶性樹脂またはハロゲン化金属化合物と化学反応することにより、水溶性樹脂を耐水化する作用を有する。
なかでもキレート剤としては、ホスホン酸系キレート剤、(ポリ)リン酸系キレート剤等のリン酸系のキレート剤(リン酸化合物)が好ましく、ホスホン酸系キレート剤がより好ましい。
架橋性化合物は、前記水溶性樹脂と反応して架橋構造を形成し得る化合物をいう。このような架橋性化合物を用いることにより、第1、第2腐食防止層15、17内において前述の水溶性樹脂と架橋性化合物とが緻密な架橋構造を形成し、バリア層16表面の不動態性及び耐腐食性をより向上させることができる。
架橋性化合物としては、水溶性樹脂内の親水性基(例えば、カルボキシ基、カルボン酸基等)と反応して架橋構造を形成し得るものであれば特に限定されるものではないが、例えば、エポキシ基を有する化合物や、オキサゾリン基を有する化合物が挙げられる。
本実施形態において、バリア層16は金属箔帯又は合金箔帯からなる。
バリア層16は、積層体10において、当該積層体で密閉された内容物の漏れ(例えば電池の液漏れ)を低減するために重要な役割を果たすものである。また、機械的強度の高い金属を用いることにより、積層体10を用い、絞り成形によって電池収納用の凹部を形成する際に、ピンホールの発生を低減することができ、結果として積層体で密閉された内容物の漏れ(例えば電池の液漏れ)を低減することが可能となる。
なかでも、金属箔帯又は合金箔帯としては、加工性、入手の容易さ、価格、強度(突き刺し強度、引張強度、等)、耐腐食性等の観点から、アルミニウム箔又はステンレス鋼箔が好ましく、ステンレス鋼箔が特に好ましい。
第2接着剤層18は、本発明においては任意の層であって、シーラント層19と、第2腐食防止層17が表面に形成されたバリア層16とを接着するために設けられる層である。
第2接着剤層18を形成する接着剤としては、上記の層を良好に接着し得るものであればその材料は特に限定されるものではないが、例えば、接着性と貯蔵弾性率とを満たし得ることから、酸変性ポリオレフィン樹脂(A)と、複数のエポキシ基を含有する化合物(B)と、を含有する接着剤からなる層であることが好ましい。
以下、酸変性ポリオレフィン樹脂(A)を「(A)成分」、複数のエポキシ基を含有する化合物(B)を「(B)成分」ということがある。
酸変性ポリオレフィン樹脂(A)((A)成分)とは、不飽和カルボン酸またはその誘導体で変性されたポリオレフィン系樹脂であって、ポリオレフィン系樹脂中に、カルボキシ基や無水カルボン酸基等の酸官能基を有するものである。
(A)成分は、不飽和カルボン酸またはその誘導体によるポリオレフィン系樹脂の変性や、酸官能基含有モノマーとオレフィン類との共重合等により得られる。なかでも(A)成分としては、ポリオレフィン系樹脂を酸変性して得られたものが好ましい。
共重合する場合の前記オレフィン系モノマーとしては、1−ブテン、イソブチレン、1−ヘキセン等が挙げられる。
(B)成分は、エポキシ基を複数含有する化合物である。(B)成分は低分子化合物であっても高分子化合物であってもよい。前記(A)成分との混和性、相溶性を良好とする観点からは(B)成分は高分子化合物(樹脂)であることが好ましい。一方、接着剤が溶剤型のドライラミネート用接着剤である場合には、有機溶剤への溶解性を良好とする観点から、(B)成分が低分子化合物であることも好ましい。
また、上記(A)成分の酸官能基の一部と、(B)成分のエポキシ基の一部とが反応し、(A)成分と(B)成分との架橋構造が第2接着剤層18内で形成される結果、この架橋構造により第2接着剤層18の強度が補強され、優れた接着性と共に良好な耐久性が得られるものと考えられる。
本発明で用いられる接着剤は、さらに、有機溶剤を含有していてもよく、含有していなくてもよい。
有機溶剤を含有して液状の接着剤とすることにより、溶剤型ドライラミネート用接着剤とすることができる。このような液状接着剤を、下層となる層(例えば、バリア層16の第2腐食防止層17を設けた面)の上に塗布及び乾燥することにより、第2接着剤層18を形成することができる。押出し成形に代えて塗布を選択することにより、接着剤層をより薄層で形成可能となり、接着剤層の薄層化及び接着剤層を用いた積層体全体の薄膜化が可能である。
一方、有機溶剤を含有しない場合、(A)成分と(B)成分とを溶融混練し、その後押出し成形等することにより、熱ラミネート等に好適な接着剤層を形成することができる。
シーラント層19は、本発明の積層体10を重ねあわせ、ヒートシールにより互いに接着させることを可能とする層である。
シーラント層19としては、上記のようなシーラント層としての機能を果たし得る層であれば特に限定されるものではないが、入手の容易さ、ヒートシール性等の観点から、ポリオレフィンからなる層が好ましい。ポリオレフィンからなる層は、ポリエチレン、ポリプロピレン、ポリ−1−ブテン、ポリイソブチレン、プロピレンとエチレン又はα−オレフィンとのランダム共重合体、プロピレンとエチレン又はα−オレフィンとのブロック共重合体等が挙げられる。
なかでも、第2接着剤層18との接着性が向上することから、ホモポリプロピレン(プロピレン単独重合体;以下、「ホモPP」ということがある。)、プロピレン−エチレンのブロック共重合体(以下、「ブロックPP」と言うことがある。)、プロピレン−エチレンのランダム共重合体(以下、「ランダムPP」と言うことがある)等のポリプロピレン系樹脂が好ましい。なかでも、ホモPP又はブロックPPがより好ましく、機械強度に優れることから、ブロックPPを含むことが特に好ましい。
シーラント層19は、単層構造であってもよいし、多層構造であってもよい。
シーラント層19の厚さは、例えば、1〜50μmとすることができ、5〜30μmが好ましい。
本発明の積層体10を製造する方法は特に限定されないが、例えば以下のようにして製造することができる。
エージングは38〜60℃程度で、3〜30時間行うことができる。
ここで用いる基材層13は、前述の基材層13であり、樹脂成分と特定の着色剤成分とを所定量含有する基材層である。
その後、形成されたマット層12の上に、表面保護剤を塗布して表面保護層11を形成する。表面保護層11は、マット層12と同様にして形成が可能である。エージングは行ってもよく、行わなくてもよい。
上記の手順により3層積層体(表面保護層11、マット層12、基材層13)の原反を得ることができる。
溶融混練は、一軸押出機、多軸押出機、バンバリーミキサー、プラストミル、加熱ロールニーダー等の公知の装置を用いることができる。溶融混練時のエポキシ基の分解を抑制するため、水分等のエポキシ基と反応し得る揮発成分は、予め装置外へ除去しておき、且つ、反応中に揮発成分が発生する場合には脱気等により随時装置外へ排出することが望ましい。前記酸変性ポリオレフィン樹脂が、酸官能基として酸無水物基を有する場合、エポキシ基との反応性が高く、より穏和な条件下で反応が可能となるため好ましい。溶融混練時の加熱温度は、両成分が十分に溶融し、且つ熱分解しないという点で、240〜300℃の範囲内から選択することが好ましい。なお、混練温度は、溶融混練装置から押し出された直後における、溶融状態の接着剤に、熱電対を接触させる等の方法によって測定することが可能である。
具体的には、シーラント層19を構成するフィルムを予め準備し、当該フィルムを第2接着剤層18上に配した上で、ラミネートを行う。ラミネートの温度は、第1接着剤層を介してシーラント層19と、第2腐食防止層17及びバリア層16とが良好に接着される温度であれば特に限定されるものではなく、第2接着剤層18を構成する接着剤の材料や融点を考慮して決定することができる。ドライラミネートの場合の温度は、一般的には70〜150℃であって、80〜120℃が好ましい。
一般的に、熱伝導率が低く膨張し難い金属箔に高熱を付加した場合、金属箔の幅方向に歪み(カール)が発生しやすくなる。このような金属箔を用いて熱ラミネートを行う場合、面内で十分に熱が伝播せず、幅方向で熱圧着ローラーに接触していない部分が生じたり、ロールに接触していないことや、歪み自体によって熱圧着時に折れやシワが生じたりすることがある。また、金属箔に歪みが発生しない程度の高温まで加熱を行う場合、加工速度の低下や必要な熱量の増大によって生産効率が低下し得る。加えて、ラミネート時の温度を下げることにより、シーラント層20の熱による白化等を防ぐことも可能となり、シーラント層19の劣化を防ぎ、シーラント層19の選択の幅を広げることが可能となる。
そして、本発明の積層体10の製造においてドライラミネートを採用する場合、折れ、シワ、樹脂の白化等の発生を抑制し、好適な積層体10を高い生産効率で製造することができる。
また、図1に示した積層体10では、基材層13とバリア層16との間に第1接着剤層14を形成し、バリア層16とシーラント層19との間に第2接着剤層18を形成している。しかしながら、これらは必須構成ではなく、いずれか一方のみを形成してもよく、共に形成しなくてもよい。
本発明の第二の態様は、前記本発明の第一の態様の樹脂被覆金属積層体を備えた電池外装体である。
該電池外装体は、前記第一の態様の樹脂被覆金属積層体を備える電池外装体であって、電池を収納する内部空間を有し、前記樹脂被覆金属積層体のシーラント層の側が当該内部空間の側となる電池外装体である。具体的には、シーラント層が内部空間に面するように第一の態様の樹脂被覆金属積層体を所望の形状に成形し、必要に応じて端部を密封等することにより得られるものである。
電池外装体の形状、大きさ等は特に限定されず、用いられる電池の種類に応じて適宜決定することができる。
電池外装体は、一の部材からなるものであってもよく、図3を用いて後述するように二以上の部材(例えば、容器本体及び蓋部)を組み合わせて形成されるものであってもよい。
本発明の第三の態様の電池は、第二の態様の電池外装体を備えたものである。
電池としては二次電池であるリチウムイオン電池等の二次電池や、電気二重層キャパシタ等のキャパシタなどの、電解液に有機電解質を使用したものが挙げられる。本発明の電池外装用積層体は、高い耐電解液性を有するため、LiPF6等を含む電解液を用いた場合にも好適に動作し得る電池を得ることが可能となる。
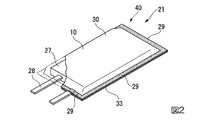
一例として、二次電池40の斜視図を図2に示す。二次電池40は、電池外装用容器21に、リチウムイオン電池27を内包したものである。
電池外装用容器21は、本発明の第一の態様の樹脂被覆金属積層体10からなる容器本体30と、樹脂被覆金属積層体10からなる蓋部33とを重ね、周縁部29をヒートシールすることにより形成されている。符号28は、リチウムイオン電池27の正極および負極に接続された電極リードである。
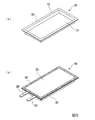
まず、図3(a)に示すように、樹脂被覆金属積層体10を、凹部31を有するトレー状となるように、絞り成形などにより樹脂被覆金属積層体10のシーラント層側から押圧して成形し、容器本体30を得る。凹部31の深さは、例えば、2mm以上とすることができる。
容器本体30の凹部31に、リチウムイオン電池(図2中のリチウムイオン電池27)を収納する。
次いで、図3(b)に示すように、樹脂被覆金属積層体10からなる蓋部33を容器本体30の上に重ね、容器本体30のフランジ部32と蓋部33の周縁部34をヒートシールすることによって、図2に示す二次電池40が得られる。すなわち、図3に示す電池では、容器本体30の上面が蓋部33に覆われることにより、凹部31と蓋部33とによって電池を収容する内部空間が形成される。
まず、図4(a)に示すように、矩形の樹脂被覆金属積層体50において長手方向一端側の一部を、絞り成形などにより樹脂被覆金属積層体50のシーラント層側から押圧して成形し、凹部51を有する成形体55を得る。凹部51の深さは、例えば、2mm以上とすることができる。
次いで、図示は省略するが、成形体55の凹部51に、リチウムイオン電池(図2中のリチウムイオン電池27)を収納する。
まず、厚さ6μmの片面コロナ処理基材フィルムを用意した。該基材フィルムは、下記表1に、「基材層」として記載した基材フィルムである。具体的には、表1に示す各樹脂成分と、各着色剤成分とを特定量含有し、表1に示す厚みの基材フィルムである。
この基材フィルムのコロナ処理面に、バーコーターを用いてマット層形成剤(アクリルウレタン樹脂の90質量部と、粒径2μmのシリカ粒子の10質量部と、アクリルビーズ(粒径5μm)の1質量部とを、固形分30質量%となるようにメチルエチルケトンに分散させたマット層形成剤、固形分30質量%)を6.0g/m2で塗布した。
その後、70℃〜80℃のオーブンで30秒間加熱し、マット層を形成した。
その後、40℃条件下で8時間静置し、エージングを行った。マット層の厚さは面内の平均が5μmであった。
その後、マット層の上に、バーコーターを用いて、表面保護剤(長鎖アルキルペンダント型剥離剤、固形分0.003質量%)を、3g/m2で塗布した後、80℃のオーブンで30秒加熱乾燥し、表面保護層を形成した。表面保護層の厚さは0.001μmであった。その後、規定幅にスリットした。
次いで、形成された第2腐食防止層上に、第2の接着剤を塗布し、厚さ3μmの第2接着剤層を形成した。第2の接着剤は、マレイン酸変性ポリプロピレンに対し、エポキシ樹脂を5重量部混練したものを用いた。
この金属箔を含む積層体における第2接着剤層と、厚さ20μmのポリプロピレン樹脂(ブロックPP)フィルムからなるシーラント層とをドライラミネートにより積層した。
その後、第1腐食防止層上に、グラビアコーターを用いて、4.0g/m2で第1の接着剤を塗布した後、80℃のオーブンで30秒加熱し、第1接着剤層を形成した。第1の接着剤は、ウレタン系接着剤を用いた。
この第1接着剤層と、上記で得られた積層体における基材層とを対向させ、80℃のドライラミネートにより積層した。
その後、60℃で3日間エージング処理を経て、表面保護層/マット層/基材層/第1接着剤層/第1腐食防止層/バリア層/第2腐食防止層/第2接着剤層/シーラント層の積層構成からなる樹脂被覆金属積層体を得た。
まず、厚さ6μmの片面コロナ処理PETフィルムを用意した。このPETフィルムのコロナ処理面に、バーコーターを用いてマット層形成剤(アクリルウレタン樹脂の90質量部と、粒径2μmのシリカ粒子の10質量部と、アクリルビーズ(粒径5μm)の1質量部とを、固形分30質量%となるようにメチルエチルケトンに分散させたマット層形成剤、固形分30質量%)を6.0g/m2で塗布した。
その後、70℃〜80℃のオーブンで30秒加熱し、マット層を形成した。
その後、40℃条件下で8時間静置し、エージングを行った。マット層の厚さは面内の平均が5μmであった。
次いで、上記PETフィルムのマット層が形成された面とは逆側の面に、バーコーターを用いて、固形分25質量%の黒インクを、5.0〜5.5g/m2で塗布した後、70℃〜80℃のオーブンで加熱して着色層を形成した。
その後、マット層の上に、バーコーターを用いて、表面保護剤(長鎖アルキルペンダント型剥離剤、固形分0.003質量%)を、3g/m2で塗布した後、80℃のオーブンで30秒加熱乾燥し、表面保護層を形成した。表面保護層の厚さは0.001μmであった。その後、規定幅にスリットした。
次いで、形成された第2腐食防止層上に、第2の接着剤を塗布し、厚さ3μmの第2接着剤層を形成した。第2の接着剤は、マレイン酸変性ポリプロピレンに対し、エポキシ樹脂を5重量部混練したものを用いた。
この金属箔を含む積層体における第2接着剤層と、厚さ20μmのポリプロピレン樹脂(ブロックPP)フィルムからなるシーラント層とをドライラミネートにより積層した。
その後、第1腐食防止層上に、グラビアコーターを用いて、4.0g/m2で第1の接着剤を塗布した後、80℃のオーブンで30秒加熱し、第1接着剤層を形成した。第1の接着剤は、ウレタン系接着剤を用いた。
この第1接着剤層と、上記で得られた積層体における着色層とを対向させ、80℃のドライラミネートにより積層した。
その後、60℃で3日間エージング処理を経て、表面保護層/マット層/基材層(PET樹脂層)/着色層(黒印刷層)/第1接着剤層/第1腐食防止層/バリア層/第2腐食防止層/第2接着剤層/シーラント層の積層構成からなる樹脂被覆金属積層体を得た。
基材フィルムに着色剤成分を添加しないこと以外は、上記実施例1と同様の方法により樹脂被覆金属積層体を得た。

・CB:カーボンブラック
・CNT:カーボンナノチューブ
・SUS:ステンレス鋼箔
・Al:アルミニウム鋼箔
実施例1〜12、比較例1〜5、参考例1〜3の樹脂被覆金属積層体について、下記の評価を行った。
・隠ぺい性
実施例1〜12、比較例1〜5、参考例1〜3の樹脂被覆金属積層体のシーラント層側に、白地に黒マジックで模様を描いた紙を敷き、表面保護層側から目視し、描いた模様が透けて見えるか否か確認した。透けて見えなかった場合を「○」、模様が見えた場合を「×」として表2に記載する。
・着色抜け
実施例1〜12、比較例1〜5、参考例1〜3の樹脂被覆金属積層体について、2000m中に1個以上の印刷抜けがあった場合を「×」、2000m中に印刷抜けが0個であった場合を「○」として表2に記載する。
・擦り試験
図5に示す試験装置(ラビングテスター、太平理化工業製)を用いて擦り試験を行った。7cm×12.5cmに切り取った実施例1〜12、比較例1〜5、参考例1〜3の樹脂被覆金属積層体を基材層13の側の面を表向きに折り合わせて辺71aを形成したものを試験片とした。図5に示す試験装置70の摺動治具72の先端に試験片71を設置した。この時、辺71aの2.5cm上の部分を把持した。試験片71の辺71aと交差するようにステンレスシャフト73を取り付けた。200gの荷重で試験片71をステンレスシャフト73に押し付け、符号74に示す延在方向にステンレスシャフト73を往復させた。この時、往復幅Lは10cmとした。
その結果、100回以上往復させても破れなかったものを「◎」、70回以上100回未満往復させても破れなかったものを「〇」、50回以上70回未満往復させても破れなかったものを「△」、50回未満で破れたものを「×」として表2に記載する。
突刺し強度の測定:JIS Z 1707「食品包装用プラスチックフィルム通則 7.4突刺し強さ試験」に規定された測定方法に準じ、実施例1〜12、比較例1〜5、参考例1〜3の樹脂被覆金属積層体について、下記の評価項目に従って評価した。その結果を表2に記載する。
○:30N以上
×:30N未満
実施例1〜12、比較例1〜5、参考例1〜3の樹脂被覆金属積層体について、下記の評価項目に従って、厚み適正を評価した。その結果を表2に記載する。
○: 70μm以下
△: 80μm以下
×: 80μmより厚い
参考例1の結果のとおり、バリア層にアルミニウム鋼箔を用いた場合は突き刺し強度が不良なものの、視認性と擦り試験の結果は良好であった。参考例2は基材層として用いた樹脂層の厚みが12μmと厚く、擦り試験結果が良好であった。参考例3は、基材樹脂層の厚みは6μmであったが、着色剤成分を含有していないため、擦り試験の結果が不良であった。
Claims (9)
- 少なくとも、基材層及びバリア層をこの順に備えてなる樹脂被覆金属積層体であって、
前記基材層が樹脂成分と着色剤成分とを含有し、
前記着色剤成分が、前記樹脂成分100質量部に対し、1質量部以上含有されており、
前記着色剤成分の粒径が10nm以上100nm以下であることを特徴とする、樹脂被覆金属積層体。 - 少なくとも、基材層、バリア層及びシーラント層をこの順に備えてなる樹脂被覆金属積層体であって、
前記樹脂被覆金属積層体の基材層側の面を表向きに折り合わせて辺を形成した試験片とし、下記条件で、平滑なステンレスシャフトに擦り試験をしたときの擦り耐性が、50往復以上である、請求項1に記載の樹脂被覆金属積層体。
(条件)
・試験片サイズ:7cm×12.5cm
・試験機設置条件:試験片に形成した辺の2.5cm上の部分を把持
・試験条件:室温条件下、荷重200gでステンレスシャフトに押し付け、往復幅10cmで延在方向へ往復 - 前記着色剤成分が、カーボンブラック又はカーボンナノチューブのいずれか一方または両方である、請求項1に又は2に記載の樹脂被覆金属積層体。
- 前記バリア層は合金箔からなり、前記合金箔は厚さ50μm以下のステンレス鋼箔である、請求項1〜3のいずれか1項に記載の樹脂被覆金属積層体。
- 前記基材層が、厚さ6μm以上のポリエチレンテレフタレート、ポリアミド、又はポリイミドである、請求項1〜4のいずれか1項に記載の樹脂被覆金属積層体。
- 前記基材層の上にマット層を有する、請求項1〜5のいずれか1項に記載の樹脂被覆金属積層体。
- 前記マット層が、粒径2μm以上5μm以下のシリカ粒子、アクリルウレタン樹脂又はアクリルビーズを含む、請求項6に記載の樹脂被覆金属積層体。
- 請求項1〜7のいずれか1項に記載の樹脂被覆金属積層体を備えた電池外装体。
- 請求項8に記載の電池外装体を備えることを特徴とする電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016148188A JP2018015986A (ja) | 2016-07-28 | 2016-07-28 | 樹脂被覆金属積層体、電池外装体及び電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016148188A JP2018015986A (ja) | 2016-07-28 | 2016-07-28 | 樹脂被覆金属積層体、電池外装体及び電池 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018015986A true JP2018015986A (ja) | 2018-02-01 |
Family
ID=61075542
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016148188A Pending JP2018015986A (ja) | 2016-07-28 | 2016-07-28 | 樹脂被覆金属積層体、電池外装体及び電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018015986A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020153457A1 (ja) * | 2019-01-23 | 2020-07-30 | 大日本印刷株式会社 | 全固体電池及びその製造方法 |
| JP2020157593A (ja) * | 2019-03-26 | 2020-10-01 | 大日本印刷株式会社 | 積層体、蓄電デバイス用外装材及び蓄電デバイス |
| WO2022108397A1 (ko) | 2020-11-23 | 2022-05-27 | 주식회사 엘지에너지솔루션 | 이차전지 파우치 케이스 제조방법, 이차전지 파우치 필름 및 이차전지 파우치 케이스 |
| CN115991957A (zh) * | 2022-12-29 | 2023-04-21 | 乐凯胶片股份有限公司 | 涂料、铝塑膜和锂电池 |
| JP2025541934A (ja) * | 2022-12-22 | 2025-12-23 | エルジー エナジー ソリューション リミテッド | パウチフィルム積層体および二次電池 |
| JP2026500916A (ja) * | 2022-12-22 | 2026-01-09 | エルジー エナジー ソリューション リミテッド | パウチフィルム積層体および二次電池 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012211300A (ja) * | 2011-03-22 | 2012-11-01 | Toray Ind Inc | 難燃性フィルム |
| WO2013069704A1 (ja) * | 2011-11-07 | 2013-05-16 | 凸版印刷株式会社 | 蓄電デバイス用外装材 |
| JP2014237311A (ja) * | 2013-05-08 | 2014-12-18 | 昭和電工パッケージング株式会社 | 成形用包装材 |
| JP2017177412A (ja) * | 2016-03-29 | 2017-10-05 | 東レ株式会社 | ポリエステルフィルム、該フィルムと金属箔、シーラント層を含むラミネート材。 |
-
2016
- 2016-07-28 JP JP2016148188A patent/JP2018015986A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012211300A (ja) * | 2011-03-22 | 2012-11-01 | Toray Ind Inc | 難燃性フィルム |
| WO2013069704A1 (ja) * | 2011-11-07 | 2013-05-16 | 凸版印刷株式会社 | 蓄電デバイス用外装材 |
| JP2014237311A (ja) * | 2013-05-08 | 2014-12-18 | 昭和電工パッケージング株式会社 | 成形用包装材 |
| JP2017177412A (ja) * | 2016-03-29 | 2017-10-05 | 東レ株式会社 | ポリエステルフィルム、該フィルムと金属箔、シーラント層を含むラミネート材。 |
Non-Patent Citations (1)
| Title |
|---|
| カーボンブラック年鑑, JPN6020004726, 10 August 2003 (2003-08-10), pages 82 - 83, ISSN: 0004320085 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7443989B2 (ja) | 2019-01-23 | 2024-03-06 | 大日本印刷株式会社 | 全固体電池及びその製造方法 |
| JP6756421B1 (ja) * | 2019-01-23 | 2020-09-16 | 大日本印刷株式会社 | 全固体電池及びその製造方法 |
| JP2020202188A (ja) * | 2019-01-23 | 2020-12-17 | 大日本印刷株式会社 | 全固体電池及びその製造方法 |
| US12500296B2 (en) | 2019-01-23 | 2025-12-16 | Dai Nippon Printing Co., Ltd. | All-solid-state battery and method for manufacturing same |
| WO2020153457A1 (ja) * | 2019-01-23 | 2020-07-30 | 大日本印刷株式会社 | 全固体電池及びその製造方法 |
| JP2020157593A (ja) * | 2019-03-26 | 2020-10-01 | 大日本印刷株式会社 | 積層体、蓄電デバイス用外装材及び蓄電デバイス |
| JP7352131B2 (ja) | 2019-03-26 | 2023-09-28 | 大日本印刷株式会社 | 積層体、蓄電デバイス用外装材及び蓄電デバイス |
| EP4625630A3 (en) * | 2020-11-23 | 2025-12-03 | LG Energy Solution, Ltd. | Method for manufacturing pouch case of secondary battery, and pouch film of secondary battery and pouch case of secondary battery |
| US20230387488A1 (en) * | 2020-11-23 | 2023-11-30 | Lg Energy Solution, Ltd. | Method for Manufacturing Pouch Case of Secondary Battery, and Pouch Film of Secondary Battery and Pouch Case of Secondary Battery |
| CN116368666A (zh) * | 2020-11-23 | 2023-06-30 | 株式会社 Lg新能源 | 二次电池的软包壳体制造方法、二次电池的软包膜及二次电池的软包壳体 |
| WO2022108397A1 (ko) | 2020-11-23 | 2022-05-27 | 주식회사 엘지에너지솔루션 | 이차전지 파우치 케이스 제조방법, 이차전지 파우치 필름 및 이차전지 파우치 케이스 |
| JP2025541934A (ja) * | 2022-12-22 | 2025-12-23 | エルジー エナジー ソリューション リミテッド | パウチフィルム積層体および二次電池 |
| JP2026500916A (ja) * | 2022-12-22 | 2026-01-09 | エルジー エナジー ソリューション リミテッド | パウチフィルム積層体および二次電池 |
| CN115991957A (zh) * | 2022-12-29 | 2023-04-21 | 乐凯胶片股份有限公司 | 涂料、铝塑膜和锂电池 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102227055B1 (ko) | 수지 피복 금속 적층체, 전지 외장체 및 전지 | |
| JP2018015986A (ja) | 樹脂被覆金属積層体、電池外装体及び電池 | |
| JP6754589B2 (ja) | 樹脂被覆金属積層体、電池外装体及び電池 | |
| TWI712201B (zh) | 電池外裝用層積體、電池外裝體、電池外裝體之製造方法及電池 | |
| JP6826370B2 (ja) | 樹脂被覆金属積層体の製造方法及び電池外装体の製造方法 | |
| JP6672600B2 (ja) | 電池用包装材料 | |
| TWI705596B (zh) | 電池外裝用層積體、電池外裝體以及電池 | |
| JP7104136B2 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JPWO2016047790A1 (ja) | 電池用包装材料 | |
| JP2016068391A (ja) | 成形用包装材 | |
| CN107408644A (zh) | 电池用包装材料和电池 | |
| JP2017139121A (ja) | 金属端子用接着性フィルム | |
| JP2017213804A (ja) | 積層体原反、樹脂被覆金属積層体、電池外装体及び電池 | |
| JP6983969B2 (ja) | 樹脂被覆金属積層体、樹脂被覆金属積層体の製造方法、電池外装体及び電池 | |
| WO2021201294A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP2019046702A (ja) | 電池外装体用積層体原反、電池外装体用積層体及び電池外装体用積層体原反の製造方法 | |
| JP2015176661A (ja) | 電池用包装材料 | |
| JP6627457B2 (ja) | 包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181026 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190516 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200212 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200811 |